JP2008308191A - 容器の注出口およびその製造方法 - Google Patents
容器の注出口およびその製造方法 Download PDFInfo
- Publication number
- JP2008308191A JP2008308191A JP2007157192A JP2007157192A JP2008308191A JP 2008308191 A JP2008308191 A JP 2008308191A JP 2007157192 A JP2007157192 A JP 2007157192A JP 2007157192 A JP2007157192 A JP 2007157192A JP 2008308191 A JP2008308191 A JP 2008308191A
- Authority
- JP
- Japan
- Prior art keywords
- gas barrier
- spout
- wall portion
- container
- thin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Landscapes
- Cartons (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
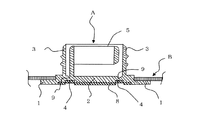
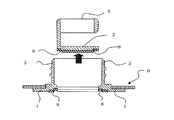
【解決手段】該フランジ部(1)に注出部(3)、該注出部(3)を封鎖するように天壁部(2)、この天壁部(2)の裂け目(9)直下近傍に開口用の薄肉部(4)、この薄肉部(4)内の天壁部(2)上面に引張りリング(5)、且つ該フランジ部(1)および天壁部(2)裏面に、両面にヒートシール性の熱可塑性樹脂層(6、6)を有する、前記天壁部(2)よりガスバリア性の優れた合成樹脂製のガスバリアシート(7)から成るところのガスバリアフィルム(8)が設けられている容器の注出口(A)において、前記ガスバリアフィルム(8)を含む薄肉部(4)が盛り上がった形状に形成され、該ガスバリアフィルム(8)の肉厚が均一に保持されていることを特徴とする容器の注出口である。
【選択図】図3
Description
口(A1)を容易に製造することができる。
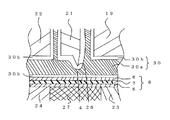
説明する。本発明の容器の注出口の金型においては、開口用の薄肉部(4)の注出口内型(21)の突出部(26)直下の空間(25)が従来より、予め広く設定されている。そのため、この1次成形時の状態では、該ガスバリアフィルム(8)は、成形樹脂の流れにより持っていかれず、薄くならないのでガスバリア性については、特に問題はないが、この状態の薄肉部(4)の肉厚では、厚すぎて開口することができない。
本発明に係る容器の注出口(A)を成形する熱可塑性樹脂(30)には、低密度ポリエチレン樹脂(LDPE)を使用し、ガスバリアフィルム(8)には、厚さ20μmの低密度ポリエチレン樹脂層(6)/厚さ20μmのナイロンMXD6樹脂層(7)/厚さ20μmの低密度ポリエチレン樹脂層(6)からなる2種3層の共押出フィルムを用いた。
B、B1・・・容器
1、1a・・・フランジ部
2、2a・・・天壁部
3、3a・・・注出部
4、4a・・・薄肉部
5、5a・・・引張りリング
6、6a・・・熱可塑性樹脂層
7、7a・・・ガスバリアシート
8、8a・・・ガスバリアフィルム
9、9a・・・裂け目
19、190・・・射出部
20、200・・・射出口
21、210・・・注出口内型
22、220・・・注出口外型
23、230・・・注出口天壁部用下型
24、240・・・フランジ部用下型
25、250・・・空間
26、260・・・突出部
27・・・成形金型部品
30、300・・・熱可塑性樹脂
30a、300a・・・コア層
30b、300b・・・スキン層
Claims (2)
- 少なくとも、該フランジ部に円筒状の注出部が形成され、該注出部を封鎖するように天壁部が連設され、この天壁部の裂け目直下近傍に開口用の薄肉部が形成され、この薄肉部内の天壁部上面に引張りリングが連設され、且つ該フランジ部および天壁部裏面に、両面にヒートシール性の熱可塑性樹脂層を有する、前記天壁部よりガスバリア性の優れた合成樹脂製のガスバリアシートから成るところのガスバリアフィルムが設けられている容器の注出口において、前記ガスバリアフィルムを含む薄肉部が盛り上がった形状に形成され、該ガスバリアフィルムの肉厚が均一に保持されていることを特徴とする容器の注出口。
- 少なくとも、該フランジ部に円筒状の注出部と、該注出部を封鎖するように天壁部と、この天壁部の裂け目直下近傍に開口用の薄肉部と、この薄肉部内の天壁部上面に引張りリングと、且つ該フランジ部および天壁部裏面に、両面にヒートシール性の熱可塑性樹脂層を有する、前記天壁部よりガスバリア性の優れた合成樹脂製のガスバリアシートから成るところのガスバリアフィルムとを熱可塑性樹脂を用いたインサート射出成形法により、一体的に1次成形し、次に、前記熱可塑性樹脂のコア層が固化する前に、前記開口用の薄肉部を含む領域の樹脂厚をさらに薄く形成する成形金型部品を注出口内型の突出部に向かって上方に移動させることを特徴とする容器の注出口の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007157192A JP5034700B2 (ja) | 2007-06-14 | 2007-06-14 | 容器の注出口およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007157192A JP5034700B2 (ja) | 2007-06-14 | 2007-06-14 | 容器の注出口およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008308191A true JP2008308191A (ja) | 2008-12-25 |
| JP5034700B2 JP5034700B2 (ja) | 2012-09-26 |
Family
ID=40236154
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007157192A Expired - Fee Related JP5034700B2 (ja) | 2007-06-14 | 2007-06-14 | 容器の注出口およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5034700B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015227195A (ja) * | 2014-05-30 | 2015-12-17 | 株式会社吉野工業所 | 注出キャップ |
| US9505519B2 (en) | 2009-12-14 | 2016-11-29 | Tetra Laval Holdings & Finance S.A. | Opening device and method for manufacturing the same, and a packaging material provided with said opening device |
| JP2020121733A (ja) * | 2019-01-29 | 2020-08-13 | 凸版印刷株式会社 | チューブ容器 |
| JP2020200062A (ja) * | 2019-06-07 | 2020-12-17 | 凸版印刷株式会社 | バリアスパウト |
| JP2021054533A (ja) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | チューブ容器 |
| JP2021127168A (ja) * | 2020-02-17 | 2021-09-02 | 凸版印刷株式会社 | チューブ容器 |
| JP2021127167A (ja) * | 2020-02-17 | 2021-09-02 | 凸版印刷株式会社 | チューブ容器 |
| JP2021133959A (ja) * | 2020-02-26 | 2021-09-13 | 凸版印刷株式会社 | チューブ容器 |
| JP2021142988A (ja) * | 2020-03-10 | 2021-09-24 | 凸版印刷株式会社 | チューブ容器 |
| US11780648B2 (en) | 2018-10-19 | 2023-10-10 | Toppan Printing Co., Ltd. | Tubular container and method for producing same |
| US12351379B2 (en) | 2020-03-10 | 2025-07-08 | Toppan Inc. | Tube container |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07215336A (ja) * | 1994-02-03 | 1995-08-15 | Toppan Printing Co Ltd | 口 栓 |
| JP2000025816A (ja) * | 1998-07-14 | 2000-01-25 | Dainippon Printing Co Ltd | 注出口の成形方法及び装置並びに注出口 |
| JP2001088857A (ja) * | 1999-09-17 | 2001-04-03 | Dainippon Printing Co Ltd | フィルムインサート注出口 |
| JP2004345714A (ja) * | 2003-05-26 | 2004-12-09 | Toppan Printing Co Ltd | ハイバリヤ性プルリング付口栓 |
-
2007
- 2007-06-14 JP JP2007157192A patent/JP5034700B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07215336A (ja) * | 1994-02-03 | 1995-08-15 | Toppan Printing Co Ltd | 口 栓 |
| JP2000025816A (ja) * | 1998-07-14 | 2000-01-25 | Dainippon Printing Co Ltd | 注出口の成形方法及び装置並びに注出口 |
| JP2001088857A (ja) * | 1999-09-17 | 2001-04-03 | Dainippon Printing Co Ltd | フィルムインサート注出口 |
| JP2004345714A (ja) * | 2003-05-26 | 2004-12-09 | Toppan Printing Co Ltd | ハイバリヤ性プルリング付口栓 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9505519B2 (en) | 2009-12-14 | 2016-11-29 | Tetra Laval Holdings & Finance S.A. | Opening device and method for manufacturing the same, and a packaging material provided with said opening device |
| US10399738B2 (en) | 2009-12-14 | 2019-09-03 | Tetra Laval Holdings & Finance S.A. | Opening device and method for manufacturing the same, and a packaging material provided with said opening device |
| JP2015227195A (ja) * | 2014-05-30 | 2015-12-17 | 株式会社吉野工業所 | 注出キャップ |
| US12214933B2 (en) | 2018-10-19 | 2025-02-04 | Toppan Printing Co., Ltd. | Tubular container and method for producing same |
| US11780648B2 (en) | 2018-10-19 | 2023-10-10 | Toppan Printing Co., Ltd. | Tubular container and method for producing same |
| JP7275603B2 (ja) | 2019-01-29 | 2023-05-18 | 凸版印刷株式会社 | チューブ容器 |
| JP2020121733A (ja) * | 2019-01-29 | 2020-08-13 | 凸版印刷株式会社 | チューブ容器 |
| JP2020200062A (ja) * | 2019-06-07 | 2020-12-17 | 凸版印刷株式会社 | バリアスパウト |
| JP2021054533A (ja) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | チューブ容器 |
| JP2021127167A (ja) * | 2020-02-17 | 2021-09-02 | 凸版印刷株式会社 | チューブ容器 |
| JP7547739B2 (ja) | 2020-02-17 | 2024-09-10 | Toppanホールディングス株式会社 | チューブ容器 |
| JP7547740B2 (ja) | 2020-02-17 | 2024-09-10 | Toppanホールディングス株式会社 | チューブ容器 |
| JP2021127168A (ja) * | 2020-02-17 | 2021-09-02 | 凸版印刷株式会社 | チューブ容器 |
| JP2021133959A (ja) * | 2020-02-26 | 2021-09-13 | 凸版印刷株式会社 | チューブ容器 |
| JP7487489B2 (ja) | 2020-02-26 | 2024-05-21 | Toppanホールディングス株式会社 | チューブ容器 |
| JP2024096386A (ja) * | 2020-02-26 | 2024-07-12 | Toppanホールディングス株式会社 | チューブ容器 |
| JP7782607B2 (ja) | 2020-02-26 | 2025-12-09 | Toppanホールディングス株式会社 | チューブ容器 |
| JP2021142988A (ja) * | 2020-03-10 | 2021-09-24 | 凸版印刷株式会社 | チューブ容器 |
| JP7543664B2 (ja) | 2020-03-10 | 2024-09-03 | Toppanホールディングス株式会社 | チューブ容器 |
| US12351379B2 (en) | 2020-03-10 | 2025-07-08 | Toppan Inc. | Tube container |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5034700B2 (ja) | 2012-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5034700B2 (ja) | 容器の注出口およびその製造方法 | |
| US5579950A (en) | Container having ear and a method for manufacturing the same | |
| JPWO2015199085A1 (ja) | 袋体用注出具、注出具付袋体、及び、袋体用注出具の製造方法 | |
| RU2016819C1 (ru) | Способ изготовления емкости | |
| KR20130060172A (ko) | 용기 본체 및 그 제조 방법, 그리고 포장 용기 | |
| JP2011020735A (ja) | 詰替え容器 | |
| JP2014125227A (ja) | 包装袋 | |
| JP5839780B2 (ja) | 注出口栓を有する液体用包装容器の製造法 | |
| KR20230037031A (ko) | 열성형 튜브 헤드, 튜브 및 제조 방법 | |
| JP7083747B2 (ja) | 合成樹脂製容器、及び合成樹脂製容器の製造方法 | |
| JPWO2004013008A1 (ja) | スパウト、該スパウトを設けてなるパウチ及び該スパウトの製造方法 | |
| JP3873392B2 (ja) | 口栓付パウチ | |
| JP2000281058A (ja) | 液体容器用注出口 | |
| JP7379865B2 (ja) | 複合容器及びその製造方法 | |
| JP2014061950A (ja) | 容器本体およびその製造装置、並びに包装容器 | |
| JP4955282B2 (ja) | 閉鎖膜チューブ容器の製造方法 | |
| JP5899618B2 (ja) | 注出口付包装袋及び注出口付包装袋の製造方法 | |
| JP5303937B2 (ja) | 注出口付き紙容器 | |
| JP6307812B2 (ja) | 液体用包装袋の製造方法 | |
| JP5332208B2 (ja) | 注出口付き紙容器 | |
| JP2025007172A (ja) | 容器の製造方法、金型及び容器 | |
| JPH0744724U (ja) | 透明容器 | |
| JP2009262971A (ja) | 液剤供給用自立袋 | |
| JP4655396B2 (ja) | カップ状容器の製造方法 | |
| JP2010001042A (ja) | 包装容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110524 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111115 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120605 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120618 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150713 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |