JP2008535672A - 高密度カーバイドの超仕上げ - Google Patents
高密度カーバイドの超仕上げ Download PDFInfo
- Publication number
- JP2008535672A JP2008535672A JP2008505544A JP2008505544A JP2008535672A JP 2008535672 A JP2008535672 A JP 2008535672A JP 2008505544 A JP2008505544 A JP 2008505544A JP 2008505544 A JP2008505544 A JP 2008505544A JP 2008535672 A JP2008535672 A JP 2008535672A
- Authority
- JP
- Japan
- Prior art keywords
- conversion coating
- chelating agent
- salts
- high density
- carbide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 claims abstract description 52
- 239000000203 mixture Substances 0.000 claims abstract description 45
- 239000000126 substance Substances 0.000 claims abstract description 45
- 238000007739 conversion coating Methods 0.000 claims abstract description 40
- 239000002738 chelating agent Substances 0.000 claims abstract description 29
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 25
- 239000010959 steel Substances 0.000 claims abstract description 25
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 claims abstract description 24
- 125000002467 phosphate group Chemical group [H]OP(=O)(O[H])O[*] 0.000 claims abstract 2
- 229910052751 metal Inorganic materials 0.000 claims description 33
- 239000002184 metal Substances 0.000 claims description 32
- 150000003839 salts Chemical class 0.000 claims description 22
- RGHNJXZEOKUKBD-SQOUGZDYSA-N D-gluconic acid Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@@H](O)C(O)=O RGHNJXZEOKUKBD-SQOUGZDYSA-N 0.000 claims description 10
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 claims description 10
- 238000005530 etching Methods 0.000 claims description 7
- 229910019142 PO4 Inorganic materials 0.000 claims description 6
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims description 6
- 239000010452 phosphate Substances 0.000 claims description 6
- RGHNJXZEOKUKBD-UHFFFAOYSA-N D-gluconic acid Natural products OCC(O)C(O)C(O)C(O)C(O)=O RGHNJXZEOKUKBD-UHFFFAOYSA-N 0.000 claims description 5
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 claims description 5
- 239000011248 coating agent Substances 0.000 claims description 5
- 239000000174 gluconic acid Substances 0.000 claims description 5
- 235000012208 gluconic acid Nutrition 0.000 claims description 5
- MGFYIUFZLHCRTH-UHFFFAOYSA-N nitrilotriacetic acid Chemical compound OC(=O)CN(CC(O)=O)CC(O)=O MGFYIUFZLHCRTH-UHFFFAOYSA-N 0.000 claims description 5
- IIACRCGMVDHOTQ-UHFFFAOYSA-M sulfamate Chemical compound NS([O-])(=O)=O IIACRCGMVDHOTQ-UHFFFAOYSA-M 0.000 claims description 5
- 239000000919 ceramic Substances 0.000 claims description 4
- 239000004033 plastic Substances 0.000 claims description 4
- 239000007864 aqueous solution Substances 0.000 claims description 2
- 239000011159 matrix material Substances 0.000 claims description 2
- 125000002648 azanetriyl group Chemical group *N(*)* 0.000 claims 1
- 239000012141 concentrate Substances 0.000 claims 1
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 claims 1
- 238000000227 grinding Methods 0.000 description 13
- 230000008901 benefit Effects 0.000 description 8
- 238000004090 dissolution Methods 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 230000003746 surface roughness Effects 0.000 description 7
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 239000002344 surface layer Substances 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 239000004480 active ingredient Substances 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000007943 implant Substances 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- UHPHHTHCVGFZMC-UHFFFAOYSA-N CC(C1)C1C1C=CCC1 Chemical compound CC(C1)C1C1C=CCC1 UHPHHTHCVGFZMC-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000013543 active substance Substances 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000003795 desorption Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000005468 ion implantation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000012263 liquid product Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000004439 roughness measurement Methods 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B31/00—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor
- B24B31/06—Machines or devices designed for polishing or abrading surfaces on work by means of tumbling apparatus or other apparatus in which the work and/or the abrasive material is loose; Accessories therefor involving oscillating or vibrating containers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F1/00—Etching metallic material by chemical means
- C23F1/10—Etching compositions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F3/00—Brightening metals by chemical means
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- ing And Chemical Polishing (AREA)
- Heat Treatment Of Articles (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
Abstract
化学的加速仕上げを用いて高密度カーバイド鋼部品を超仕上げするための方法が提供される。高密度カーバイド鋼部品は、複数の媒体を含む容器中で活性化学物質を低流量で容器中に添加しながら振動する。好ましくはリン酸塩基を有する1つ以上の化成被覆剤および好ましくはクエン酸を含む1つ以上のキレート剤から成る活性化学物質組成物もまた、提供される。
Description
本発明は一般に、高密度カーバイドを含む合金から製造される部品の超仕上げに関する。
工作機械の接触部品は、鋼合金から製造され、負荷をかけた状態で作動する。最終的に接触部品は、磨耗および/または疲労を被り、それが結局は装置の故障につながる。接触部品の例としては、ギア、クランクシャフト、カムシャフト、タペット、リフター、ベアリングローラー、レース(案内溝、軌道輪)もしくはケージ、または同様の部品が挙げられる。磨耗を低減するためおよび装置寿命を延ばすために、このような部品の接触表面を可能な限り最高の硬度にまで硬化することが、しばしば望ましい。接触表面硬化方法の例としては、熱処理、イオン注入処理および付加的加工被覆処理(ダイアモンド状炭素などでの処理)が挙げられる。接触表面の硬化は、オフハイウェー装置(ブルドーザー、ダンプカーおよび採掘装置など)を含む高出力車両システム;海洋システム(タグボートおよびフェリーなど);ならびに発電システム(ガスタービン発電機および風力タービン発電機など)などの非常な高負荷下で作動する装置のために特に望ましい。工作部品の接触表面硬度を増大するための多大な尽力が長年にわたり高出力車両システムの製造業者によってなされてきたが、低出力車両システムの製造業者(市販の自動車の製造業者など)もまた、より高い硬度の接触表面を有する工作部品の達成に同等の興味を示してきた。
同様に、接触表面上で高い表面耐久性を必要とする他の工作部品(生物医学用移植片、切断工具、穿孔機、金型、押出工具、膨張工具など)に用いるための金属合金の表面硬度を高めるための多大な尽力が長年にわたり他の産業によってなされてきた。
数多くの合金および熱処理方法がこの目標を達成するために開発され、評価され、および選択されてきた。例えば、米国特許第4,921,025号の「Carburized Low Silicon Steel Article and Process」は、1.1%以下のクロムを含む浸炭鋼物品を形成して、高密度カーバイドが分散したオーステナイト表面マトリックスを作成するための方法を教示している。急冷後、浸炭鋼物品は、カーバイドを高い比率で有し、粒間に酸化物を実質的に含まない外側表面によって特徴付けられる。このような浸炭処理から製造される、ギア、シャフト、ベアリングおよび継ぎ手などの部品は、曲げ疲労強度、磨耗性および接触疲労強度に関して非常に強化されている。米国特許第5,910,223号の「Steel Article Having High Hardness and Improved Toughness and Process for Forming the Article」は、定量可能な面積の約20%の高密度カーバイドを有する表面を有するSAE4122などの合金から物品を製造するための方法を教示している。
高硬度部品は一般に、その作動性能潜在力を実現するために、最高品質の接触表面仕上げを必要とする。一般に、部品製造業者は、Raが0.25ミクロン未満またはより良好であるような高品質の接触表面仕上げを必要とし、これは超仕上げであるとみなされる。高硬度接触表面に対して、従来の研削仕上げ、砥石仕上げ、ラップ仕上げまたは他の表面仕上げ方法は、ますます困難になっている。工具の磨耗は、例えば部品の硬度が高くなるにつれて加速される。研削仕上げ、砥石仕上げ、ラップ仕上げなどはまた、「研削焼け」を防ぐために、硬度が高くなるにつれて、より一層注意を払って実施されなければならない。研削焼けが接触表面を軟化させ、それが早期の磨耗および部品の故障をもたらすので、研削焼けは有害である。さらに、これらの部品の高硬度は、従来の研削仕上げ、砥石仕上げ、ラップ仕上げなどにともなう難題とあいまって、部品の寸法形状の維持を困難にする。従って、従来の研削仕上げ、砥石仕上げ、ラップ仕上げなどで仕上げされた高硬度部品はしばしば、100%最終検査を実施して部品の完全性を確保しなければならない。
たとえ非常に硬い接触表面が研削仕上げ、砥石仕上げ、ラップ仕上げなどで超仕上げされ得るとしても、山谷の凹凸が接触表面に依然残り性能上の問題を引き起こす。これらの残留凹凸は、潤滑さにとって理想的ではないモノトロピック配向である。また、高負荷下では、小さな山谷の凹凸ですら潤滑フィルムをつきぬけ、金属−金属接触をもたらす。接触面の片方または両方が高硬度を有するような接触部品間の金属−金属接触の場合、低硬度を有する部品どうしの場合よりも損傷しやすいことは当分野では公知である。これは、低硬度を有する部品では、山谷の凹凸が迅速に磨耗して、平坦化された凹凸を有する比較的平滑な接触表面が残るためである。事実、この山谷の凹凸の平坦化はしばしば、装置を最大負荷で作動させる前の軽めの負荷での「ならし運転」または「ランイン運転」サイクルの間に行われる。対照的に、片方または両方の接触表面が高密度カーバイド材料から製造されている場合、山谷の凹凸は高負荷下で金属−金属接触が起こると接触表面から欠けてしまう。このような事象は、磨耗、応力の高まり、および損傷した金属を生じ、将来的には疲労欠陥がそこから進行する。さらに、嵌合する接触表面の片方が高密度カーバイド材料から作成される場合、高密度カーバイド接触表面からの山谷の凹凸は、より軟質の嵌合接触表面を微細切断または微細切削してしまい、磨耗が進み、応力が高まり、接触表面の形状が失われる。
磨耗に伴って金属屑が生成する。高密度カーバイド硬化接触表面から生成する金属屑は、より軟質の接触表面から生成する金属屑よりも、より傷つけやすい。金属屑は自身を生成した部品に傷をつけるだけではなく、潤滑剤ろ過システムが設置されている場合でさえ、ベアリングなどの他の重要な部品をも傷つける。上述の議論は、米国特許第6,217,415 B1号の「Method and Arrangement for Reducing Friction Between Metallic Components」中で強調されており、工作機械部品の接触表面ともう1つの工作機械部品の接触表面との間の摩擦の結果である、接触表面上の擦り傷、磨耗、または点食がどの程度であるかを議論している。本発明者らは、機械研磨が利用されてきて工作機械部品の接触表面間の摩擦が低減されたことについてさらに議論しているが、機械研磨を徹底的に行った後ですら、微細な接触表面の不規則さ(すなわち凹凸)はなお工作機械部品の接触表面上に存在している。従って、機械研磨を行った後ですら、凹凸が残っているため、工作機械部品の接触表面間にかなりの量の摩擦が存在している。
従来の機械的な加工に関連する問題を取り除いて高硬度接触部品の接触表面の粗さを減らすために、化学的に加速される振動仕上げが試験され、評価された。従来の加工に対する化学的加速振動仕上げの利点の1つは、山谷の凹凸が平らになることである。米国特許第4,491,500号の「Method for Refinement of Metal」、および米国特許第4,418,333号の「Metal Surface Refinement Using Dense Alumina−Based Media」(両方とも本明細書中にその全体が参照により組み込まれる。)は、硬化した金属加工片を超仕上げするための化学的加速振動仕上げの使用を教示している。この装置は、仕上げバレル、振動ボウルまたは振動タブ、遠心ディスク機、ドラッグ仕上げ機(drag finishing machine)、プランジ仕上げ機、またはスピンドル仕上げ機などからなることができる。米国特許第6,656,293 B2号の「Surface Treatment for Ferrous Components」は、窒化または軟窒化金属を化学的加速振動仕上げを用いて等方性に仕上げると、表面粗さRaが0.05μm未満になるという利点を教示している。米国特許第5,503,481号の「Bearing Steels with Isotropic Finishes」は、米国特許第4,491,500号および米国特許第4,418,333号の教示を硬化鋼ベアリングの超仕上げに応用したものである。
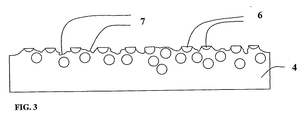
本発明に先立ち、化学的加速振動仕上げを用いて、これらの硬質接触表面を超仕上げする試みがなされた。図1は、高密度カーバイド1を含み、下に主成分金属4が存在する、加工した表面層2の概略断面図である。上記で議論したように、化学的加速振動仕上げは一般に、機械加工過程で生成した山3谷9の凹凸を平滑にし、比較的平坦な表面を生じる。しかしながら、化学的加速振動仕上げの以前の試みでは、図2に示すような望ましくない接触表面2が生成した。図2は、高密度カーバイドを含む接触表面2に対して化学的加速振動仕上げを試みた場合の1つのあり得る結果を例示するが、カーバイド粒子5が接触表面2から突出している。これは非常に望ましくない接触表面である。なぜならカーバイド粒子5が山谷の凹凸と同様に滑らかなフィルムに侵入し得、早すぎる磨耗をもたらすからである。このような接触表面のもう1つの重大な問題は、カーバイド粒子5が接触表面から容易に脱離し、非常に傷つけやすい金属屑をもたらすことである。図3は、化学的加速振動仕上げを用いた場合のもう1つの望ましくない結果を例示する。図3は、高密度カーバイド粒子6が部分的に平滑になるものの、カーバイド周囲の金属が溶解脱離して弱体化された接触表面構造7が残る状態を示し、それにより高負荷下では欠陥が生じ、迅速に崩壊して、高磨耗および金属屑生成をもたらす。
磨耗を低減するためおよび装置寿命を延ばすために、接触部品の接触表面を可能な限り硬度が高くなるまで硬化することが、望ましい。SAE4122などの合金から製造され、定量可能な面積の約20%の高密度カーバイドの接触表面を有する部品は、このような望ましい高硬度特性を有する。上記で述べたように、従来の加工は実用的ではなく、山谷の凹凸を残しさえもするので、負荷がかかるとよくない衝撃を受ける。従来技術に基づく化学的加速振動仕上げを用いる試みは失敗し、非常に望ましくない性質を有する接触表面が作り出された。即ち、カーバイド粒子が接触表面から突出するかまたはカーバイドを担持する金属が溶解脱離して弱体化された接触表面構造が残ってしまう。必要なことは、高密度カーバイドを含む接触表面層を有する部品を超仕上げするための商業的に実用的で成功的な方法である。
(発明の概要)
化学的加速仕上げを用いて高密度カーバイド鋼部品を超仕上げするための方法が提供される。複数の媒体を含む容器中で活性化学物質を低流量で容器中に添加しながら、高密度カーバイド鋼部品は、振動する。
化学的加速仕上げを用いて高密度カーバイド鋼部品を超仕上げするための方法が提供される。複数の媒体を含む容器中で活性化学物質を低流量で容器中に添加しながら、高密度カーバイド鋼部品は、振動する。
リン酸塩、シュウ酸塩、スルファミン酸塩およびそれらの混合物からなる群より選択される基を有する1つ以上の化成被覆剤、ならびにクエン酸およびその塩、エチレンジアミン四酢酸(EDTA)およびその塩、ニトリロ三酢酸(NTA)およびその塩、グルコン酸およびその塩、およびその混合物からなる群より選択される1つ以上のキレート剤から主になる、活性化学物質の水性組成物も提供される。キレート剤の化成被覆剤に対する重量比は、約1:1から約2:1、および好ましくは約1.3:1から約1.7:1である。水性組成物のpHは、約4.5から約6.8の範囲、好ましくは約5.0から約5.5の範囲である。化成被覆剤とキレート剤とをあわせた濃度は、約1.5w/w%未満、および好ましくは約1.25w/w%未満である。
本発明のさらに完全な理解は、添付の図面を参照して得ることができる。
(優先権主張)
本出願は、米国仮特許出願番号第60/668,901号(2005年4月6日出願)の優先権を主張し、その全体が本明細書中に参照により組み込まれる。
本出願は、米国仮特許出願番号第60/668,901号(2005年4月6日出願)の優先権を主張し、その全体が本明細書中に参照により組み込まれる。
(本発明の詳細な説明)
本明細書に開示されるのは、新規の活性化学組成物を利用して高密度鋼カーバイドを超仕上げするための商業的に実用的な方法である。
本明細書に開示されるのは、新規の活性化学組成物を利用して高密度鋼カーバイドを超仕上げするための商業的に実用的な方法である。
以下の専門用語を用いて、本発明の好ましい実施形態および実施例を記述し、当業者が本明細書の方法を実行する際の助けとする。
1.平均粗さ(Ra):接触表面の粗さを測定するための、最も一般に用いられるパラメーターである。これは、評価長にわたる平均線に対する表面プロフィールの平均偏差である。
2.超仕上げ:表面の平均粗さを0.25ミクロン未満のRaに下げるためのものである。
3.カーバイド粒子:炭素およびもう1つの元素から形成される非常に硬質の粒子であり、浸炭表面に分散させる場合その硬度を大幅に増大する。
4.磨耗:操作中の接触表面からの金属の損失。
5.金属屑:接触部品の接触表面から脱離した金属粒子。
6.エッチングされた表面:光沢のない外観を有する粗い表面をもたらす、酸による表面の不均一な攻撃。
7.溶解:カーバイド周囲の金属が酸溶液により溶解する。
8.媒体:表面仕上げされる部品表面と接触する振動装置中のセラミック、プラスチック、または金属元素。活性化学物質を用いる超仕上げとの関係において、この媒体は活性物質によって生成する軟質化成被膜をはがす。
9.活性化学物質:従来技術で用いられる場合、化学物質は、化学的加速振動仕上げで用いられ、金属の表面と反応し目に見える安定で軟質な化成被膜を生成する。本発明で用いられる場合、活性化学物質は、金属の表面と反応するが、用いられる化学物質が化成被膜を生成するか否かは知られていない。
10.磨き仕上げ化学物質:金属の接触表面とは反応しないが、金属の接触表面から化成被覆を除去する助けとなるクリーナー
11.流入過程:活性化学物質を連続して振動装置に供給し、底部から連続して抜き取るので、機械から液があふれることなく何時間もこの過程を続けることができる。
11.流入過程:活性化学物質を連続して振動装置に供給し、底部から連続して抜き取るので、機械から液があふれることなく何時間もこの過程を続けることができる。
12.等方性超仕上げ:化学的加速振動仕上げにより賦与される0.1ミクロン未満のRaおよび無指向性の表面触感/模様を有する表面仕上げ。
本発明の1つの好ましい実施形態によれば、化学的加速振動仕上げは、鋼高密度カーバイド部品などの金属部品を超仕上げするための振動仕上げボウルまたはタブ中で行われる。振動装置容積の約80%が、プラスチック、セラミックまたは金属媒体で満たされる。振動装置容積の約20%以下が超仕上げされる部品で満たされる。表面を超仕上げすると利点がある高密度カーバイド部品の例としては、ギア、クランクシャフト、カムシャフト、タペット、リフター、ベアリングローラー、レースまたはケージ、および接触表面に高い表面耐久性が必要とされる他の高密度部品(生物医学用移植片、切断工具、穿孔機、金型、押出工具、膨張工具など)が挙げられる。
以下の実施例は、本発明の新規な方法および組成物を実証するために記載される。以下の実施例に開示される方法が、本発明の実施において十分機能するように本発明者によって見出だされた方法を代表し、従って実施のための好ましい方式を構成するとみなされ得ることは、当業者には理解されたい。しかしながら、当業者は、本発明開示の観点において、開示された特定の実施形態において多くの変更が行われ得、本発明の範囲から逸脱することなく同様の結果を得ることができることを理解されたい。
4つのSAE4122鋼、高密度カーバイド平歯車を以下の表に記述されるように従来技術の組成物および方法を用いて仕上げした。
本実施例において、化学的加速振動仕上げのための市販の液体製品(すなわちFERROMIL(登録商標)FML−53(REM Chemicals,Inc.))を10容量%に貫流法で希釈したが、5から20容積%の希釈液をこの用途のために用いることができると考えられる。活性化学物質を振動装置に振動装置の容積1立方フィートあたり約0.25L/hの流量で継続的に供給したが、この流量は従来技術が教示する振動装置の容積1立方フィートあたり約0.95L/hよりもはるかにゆるやかである。
振動ボウル中に導入すると、活性化学物質は、ギアの表面に目に見える安定な軟質化成被膜を生成した。化成被覆は黒色であり、表面から媒体により容易にこすり落とされた。目に見える黒色の化成被覆は、化成被覆が超仕上げ表面を生成するのに十分な安定性および厚みを有するという経験的な証拠であった。しかしながら本実施例において、活性化学物質は主成分金属を激しくエッチングしおよび/または溶解し、露出し突出した高密度カーバイドが残り、上記で図2および図3において記載されたような許容しがたい表面になる。この結果は、活性化学物質の10%への希釈および低減された活性化学物質の流量にもかかわらず起こった。図5は、実施例1に記述したようにして仕上げされた典型的な表面粗さに対する粗面計分析結果(5ミクロン径の針を用いる)を示す。表面は明らかにエッチングされており、エッチングに起因してRaが初期よりも高いレベルまで増大している。
本発明の教示によれば、新規の化学物質が存在することにより、主成分金属の望ましくないエッチングおよび溶解を起こすことなく高密度カーバイド部品を超仕上げすることができる。新規の化学物質は、一般に、(1)リン酸塩、シュウ酸塩、硫酸塩、スルファミン酸塩およびその混合物を含むがそれらに限定されない基を有する化成被覆成分;および(2)クエン酸およびその塩、エチレンジアミン四酢酸(EDTA)およびその塩、ニトリロ三酢酸(NTA)およびその塩、グルコン酸およびその塩、ならびにその混合物を含むがそれらに限定されないキレート剤、を含む水溶液からなる。特に有利なのは、リン酸塩基の化成被覆成分とクエン酸およびその塩からなるキレート剤とを組み合わせた混合物である。本発明の概念および精神から逸脱することなく、本明細書中の組成物に対して種々の変更が可能であることは、当業者には明らかである。より具体的に、化学的に関連するまたは等価の官能基を有する一定の薬剤を、同一のまたは同様の結果を達成しながら、必要以上の実験をすることなく本明細書中に記載の薬剤に置き換えることができることは明らかである。好ましい本発明の活性化学物質の好ましい組成は、以下のとおりである。
キレート剤の化成被覆剤に対する重量比は、好ましくは約1:1から約2:1の重量比範囲内、およびより好ましくは約1.3:1から約1.7:1の重量比範囲内である。溶液の加工時pHは、好ましくは約4.5から約6.8の範囲内、より好ましくは約5.0から約5.5の範囲内である。水溶液の加工時濃度は、好ましくは活性成分(化成被覆成分およびキレート剤)が約1.5w/w%未満、より好ましくは活性成分が約1.25w/w%未満、および最も好ましくは活性成分が約1.0w/w%である。さらに、特定の例において、Chemax MAXHIB PT−1OTなどの腐食抑制剤並びに表面湿潤剤を添加することが有利であり得ることを当業者には理解されたい。
新規方法は、仕上げバレル、振動ボウルまたは振動タブ、遠心ディスク機、ドラッグ仕上げ機、プランジ仕上げ機、またはスピンドル仕上げ機などを用いる化学的加速振動仕上げからなり、上に列挙した新規化学物質は貫流法に基づいて用いられた。本発明は、振動装置の容積1立方フィートあたり約0.25から0.60L/hの流量を用いるが、これは従来技術での適用と比較して非常に低減された流量である。
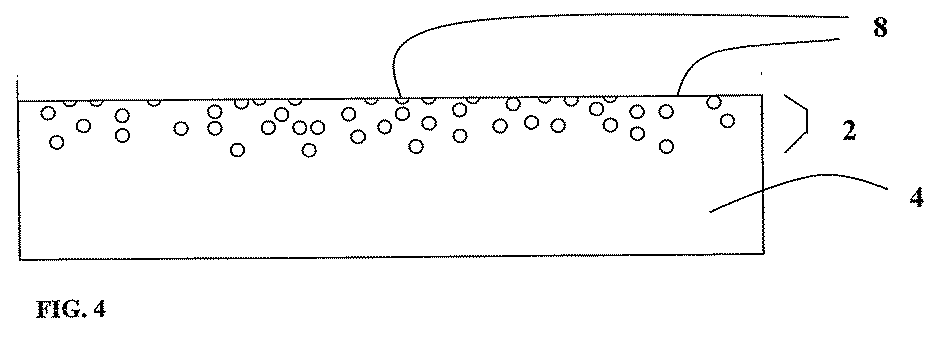
本発明の方法にしたがって振動装置に導入する場合、この新規化学物質は、活性化学物質を用いて従来の超仕上げをすると生成するような目に見える安定な軟質化成被覆を、加工される高密度カーバイド部品の表面に生成しない。高密度カーバイド鋼部品上に生成する化成被覆はせいぜい色が明灰色であるか、または外観がわずかにまだらであるかまたは濁った表面であり、一般に表面を白色の紙タオルでこすることによって認識できるほどのものである。振動装置および媒体により作り出される高密度カーバイド部品を通しての摩擦動作によって、山谷の凹凸は効果的に平らにされる。用いた媒体は、プラスチック、セラミックまたは金属などの当業者に公知のいずれかの研磨媒体または非研磨媒体であり得る。この過程は、山谷の凹凸が好ましい程度まで平らになるまで振動装置中で続けられる。この過程の間、高密度カーバイドもまた、山谷の凹凸に沿って平らになる。図4は、本発明の教示を用いて超仕上げした後の高密度カーバイドを含む部品の概略断面図である。次いで、活性化学物質を中性石鹸を用いて機械から洗い流し、輝く反射する表面を得る。
3つのSAE4122鋼、約12.25cm×13cmの高密度カーバイド平歯車を以下の表に記載されるように本発明の教示にしたがって超仕上げした。
実施例2で超仕上げしたギアの目に見える外観は、大部分の加工線が除去されており輝き反射するおよび平滑なものである。10倍拡大してもエッチング、溶解またはカーバイド突出の徴候は見られない。図6に、超仕上げ後の表面粗さ粗面計分析結果(5ミクロン径の針を用いる)を示し、分析の間に用いたパラメーターを列挙する。実施例2のギアの最終的な表面は0.16ミクロンの表面粗さ(Ra)まで超仕上げされているが、他の試験により、本発明の教示が高密度カーバイド鋼に対して0.1ミクロン未満の表面粗さ(Ra)の等方性超仕上げ品質を達成できることが実証された。
本発明の以前には、高密度カーバイドを含む接触表面層を有する部品の超仕上げをする試みは不成功であった。したがって、本発明のいくつかの目的および利点は、以下のように理解することができる。
1.定量可能な接触表面積の20%を超えて高密度カーバイドを含有するSAE4122または同様のアロイから製造される部品を超仕上げすることができる。
2.この種の適用では以前は不成功であった化学的加速振動仕上げを使用する。
3.0.25ミクロン未満の平均粗さ(Ra)まで、望むならば0.10ミクロン未満の平均粗さ(Ra)まで接触表面を平滑にすることができる。
4.機械的加工過程によって生成する山谷の凹凸が平滑になる。
5.山谷の凹凸がすべて除去される点まで接触表面を平滑にすることによって等方性超仕上げが行われる。
6.得られた接触表面には有害なカーバイド突出が存在しない。
7.得られた接触表面にはエッチングおよび/または溶解が存在しない。
8.得られた接触表面は、高密度カーバイド周囲の金属のエッチングおよび/または溶解により構造的に弱体化されることがない。
9.山谷の凹凸が平滑にされているかまたは除去されているため、装置操作中に発生する、傷つけやすい金属屑は著しく低減されるかまたは排除される。
10.得られた超仕上げ接触表面は、すり減り、接触疲労、曲げ疲労、操作温度、磨耗、摩擦および/または騒音/振動の点に関して工作部品に性能上の利点を賦与する。
11.得られた超仕上げ部品は、もう1つの超仕上げ部品と嵌合する場合、微細切断または微細切削を生じることがないが、なぜなら機械加工/研削によって生じる山谷の凹凸が平滑になるかまたは排除されるからである。
12.接触部品の接触表面がその過程の最低達成可能平均粗さ(Ra)にまで超仕上げされていなくとも、山谷の凹凸が平滑にされているため、多数の性能上の利点がなお実現される。このことはいくつかの利点を有する。第1に、接触表面搭載能の顕著な増大が達成される。第2に、平滑化された接触表面により、流体潤滑が促進される。第3に、それにより、磨耗可能性が顕著に減少する。
13.本発明は、独自の合金を有する部品を超仕上げし、高密度カーバイド、高密度窒化物、または高密度窒化物と高密度カーバイドとの混合物を含有して熱処理を行う実際的な方法も提供する。
14.本発明はまた、高密度カーバイドから製造される部品を超仕上げするための実用的な方法も提供するが、この高密度カーバイドは、限定されないが、生物医学用移植片、切断工具、穿孔機、金型、押出工具、膨張工具などの合金を含む。
本発明のさらなる目的および利点は、本発明の開示を考慮すれば当業者には明らかである。
本明細書中に開示され特許請求の範囲に開示した新規の組成物および方法は、本発明開示の観点から、必要以上の実験を行うことなく製造し実施することができる。本発明の組成物および方法を好ましい実施形態に沿って記述してきたが、種々の変更を、本発明の概念、精神および範囲から逸脱することなく本明細書の組成物および/または方法に対しておよび方法の段階または一連の複数の段階において適用され得ることは当業者には明らかである。さらに具体的には、化学的に関連する特定の薬剤を、同じまたは同様の結果を達成しながら本明細書中に記載の薬剤と置き換えることができることは明らかである。当業者には明らかであるこのような同等の置き換えおよび変更は、本発明の範囲および概念内に含まれると考えられる。
Claims (28)
- 化学的加速仕上げを用いて高密度カーバイド鋼部品を仕上げするための方法であり、
前記高密度カーバイド鋼部品を複数の媒体を含む容器内に置く段階;
活性化学物質を、前記容器の容積1立方フィートあたり約0.25から約0.6L/hの流量で前記容器に添加する段階;および
前記容器を、鋼マトリックスをエッチングすることまたは前記部品の表面のカーバイド突出を残留させることなく、前記高密度カーバイド鋼部品の表面が超仕上げされるまで振動させる段階;
を含む、前記方法。 - カーバイドがSAE4122中に存在する、請求項1の方法。
- カーバイドが、定量可能な面積の約20%を超えて鋼部品中に存在する、請求項1の方法。
- 部品が、ギア、クランクシャフト、タペット、リフター、ベアリングローラー、レース、ケージまたは同様の操作中にもう1つの金属表面と嵌合する部品である、請求項1の方法。
- 複数の媒体が、プラスチック媒体、セラミック媒体、金属媒体およびその混合物からなる群より選択される、請求項1の方法。
- 活性化学物質の濃縮物が、容器の容積1立方フィートあたり約0.25から約0.60L/hの流量で添加される、請求項1の方法。
- 高密度カーバイド鋼部品の表面が、0.25ミクロン未満の平均粗さ(Ra)である、請求項1の方法。
- 高密度カーバイド鋼部品の表面が、0.10ミクロン未満の平均粗さ(Ra)である、請求項1の方法。
- 活性化学物質が、
1つ以上の化成被覆剤;および
1つ以上のキレート剤;
を含む水溶液を含み、
キレート剤の化成被覆剤に対する重量比が約1:1から約2:1であり;
水性組成物のpHが約4.5から約6.8の範囲内であり;および
化成被覆剤とキレート剤とをあわせた濃度が約1.5w/w%未満である、請求項1の方法。 - 1つ以上の化成被覆剤が、リン酸塩、シュウ酸塩、スルファミン酸塩およびそれらの混合物からなる群より選択される基を有する、請求項9の方法。
- 1つ以上のキレート剤が、クエン酸およびその塩、エチレンジアミン四酢酸(EDTA)およびその塩、ニトリロ三酢酸(NTA)およびその塩、グルコン酸およびその塩、ならびにそれらの混合物からなる群より選択される、請求項9の方法。
- キレート剤の化成被覆剤に対する重量比が、約1.3:1から約1.7:1である、請求項9の方法。
- 水性組成物のpHが約5.0から約5.5の範囲内である、請求項9の方法。
- 化成被覆剤とキレート剤とをあわせた濃度が約1.25w/w%未満である、請求項9の方法。
- 高密度鋼カーバイド部品を超仕上げするための水性組成物であり、
1つ以上の化成被覆剤;および
1つ以上のキレート剤;
を含み、
キレート化剤の化成被覆剤に対する重量比が約1:1から約2:1であり、
前記水性組成物のpHが約4.5から約6.8の範囲内であり;および
化成被覆剤とキレート化剤とをあわせた濃度が約1.5w/w%未満である、前記水性組成物。 - 1つ以上の化成被覆剤が、リン酸塩、シュウ酸塩、スルファミン酸塩およびその混合物からなる群より選択される基を有する、請求項15の組成物。
- 1つ以上のキレート剤が、クエン酸およびその塩、エチレンジアミン四酢酸(EDTA)およびその塩、ニトリロ三酢酸(NTA)およびその塩、グルコン酸およびその塩、ならびにその混合物からなる群より選択される、請求項15の組成物。
- キレート剤の化成被覆剤に対する重量比が、約1.3:1から約1.7:1である、請求項15の方法。
- 水性組成物のpHが約5.0から約5.5の範囲内である、請求項15の方法。
- 化成被覆剤とキレート剤とをあわせた濃度が約1.25w/w%未満である、請求項15の方法。
- 高密度鋼カーバイド部品を超仕上げするための水性組成物であり、
リン酸塩、シュウ酸塩、スルファミン酸塩およびその混合物からなる群より選択される基を有する1つ以上の化成被覆剤;および
クエン酸およびその塩、エチレンジアミン四酢酸(EDTA)およびその塩、ニトリロ三酢酸(NTA)およびその塩、グルコン酸およびその塩、ならびにその混合物からなる群より選択される1つ以上のキレート剤;
を含み、
キレート剤の化成被覆成分に対する重量比が約1:1から約2:1であり、
前記水性組成物のpHが約4.5から約6.8の範囲内であり;および
化成被覆剤とキレート剤とをあわせた濃度が約1.5w/w%未満である、前記水性組成物。 - キレート剤の化成被覆成分に対する重量比が約1.3:1から約1.7:1である、請求項21の方法。
- 水性組成物のpHが約5.0から約5.5の範囲内である、請求項21の組成物。
- 化成被覆剤とキレート剤とをあわせた濃度が約1.25w/w%未満である、請求項21の組成物。
- 高密度鋼カーバイド部品を超仕上げするための水性組成物であり、
リン酸塩基を含む1つ以上の化成被覆剤;および
クエン酸およびその塩を含む1つ以上のキレート剤;
を含み、
前記キレート剤の前記化成被覆成分に対する重量比が約1:1から約2:1であり;
前記水性組成物のpHが約4.5から約6.8の範囲内であり;および
化成被覆剤とキレート剤とをあわせた濃度が約1.5w/w%未満である、前記水性組成物。 - キレート剤の化成被覆成分に対する重量比が、約1.3:1から約1.7:1である、請求項25の組成物。
- 水性組成物のpHが約5.0から約5.5の範囲内である、請求項25の組成物。
- 化成被覆剤とキレート剤とをあわせた濃度が、約1.25w/w%未満である、請求項25の組成物。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US66890105P | 2005-04-06 | 2005-04-06 | |
| PCT/US2006/012919 WO2006108108A2 (en) | 2005-04-06 | 2006-04-06 | Superfinishing of high density carbides |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008535672A true JP2008535672A (ja) | 2008-09-04 |
Family
ID=37074100
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008505544A Pending JP2008535672A (ja) | 2005-04-06 | 2006-04-06 | 高密度カーバイドの超仕上げ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7641744B2 (ja) |
| EP (1) | EP1875003B1 (ja) |
| JP (1) | JP2008535672A (ja) |
| KR (1) | KR100947947B1 (ja) |
| CN (1) | CN101184868A (ja) |
| WO (1) | WO2006108108A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015502503A (ja) * | 2011-10-28 | 2015-01-22 | アール・イー・エム・テクノロジーズ・インコーポレーテツド | 風力タービン変速機潤滑システム |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9097496B2 (en) * | 2006-04-20 | 2015-08-04 | Sikorsky Aircraft Corporation | Lightweight projectile resistant armor system with surface enhancement |
| DK2195139T3 (en) * | 2007-08-28 | 2015-02-16 | Rem Technologies | Method for inspection and reconditioning of machine components |
| US20090223052A1 (en) * | 2008-03-04 | 2009-09-10 | Chaudhry Zaffir A | Gearbox gear and nacelle arrangement |
| AU2010258084B2 (en) * | 2009-06-09 | 2014-07-24 | Electrolux Home Products Pty Limited | A changeable panel assembly and method of assembling a changeable panel |
| CN103526197B (zh) | 2012-07-05 | 2016-03-16 | 通用电气公司 | 维修元件的方法 |
| US9003663B2 (en) * | 2012-08-22 | 2015-04-14 | Caterpillar Inc. | Remanufacturing of bearings using isotropic finishing and thin film coatings |
| JP2014095392A (ja) * | 2012-11-07 | 2014-05-22 | Toyota Motor Corp | 歯車およびその製造方法 |
| PL3012349T3 (pl) | 2014-10-22 | 2020-02-28 | Rem Technologies, Inc. | Sposób kontrolowania i obróbki stali stopowych o wysokiej twardości |
| EP3081334B1 (de) * | 2015-04-13 | 2017-04-05 | wheelnews Schweiz AG | Gleitschleifen und schleifmittel |
| US10086483B2 (en) | 2015-06-29 | 2018-10-02 | Engineered Abrasives, Inc. | Apparatus and method for processing a workpiece |
| US10294399B2 (en) * | 2017-01-05 | 2019-05-21 | Cabot Microelectronics Corporation | Composition and method for polishing silicon carbide |
| CN107034004A (zh) * | 2017-06-07 | 2017-08-11 | 洛阳市铁木肯轴承有限公司 | 一种轴承加工用合成磨削液 |
| US10792781B2 (en) | 2018-04-13 | 2020-10-06 | Bell Helicopter Textron Inc. | Masking tool system and method |
| US10927959B2 (en) | 2019-02-27 | 2021-02-23 | Caterpillar Inc. | Method and appliance for making isotropically finished seal ring of seal assembly for machine |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01135434A (ja) * | 1987-06-17 | 1989-05-29 | Ate Vunderink | 回転仕上装置における金属材の研麿の加速方法 |
| JPH06271838A (ja) * | 1993-01-22 | 1994-09-27 | Tipton Mfg Corp | バレル研磨用コンパウンド及びバレル研磨法 |
| JP2004034528A (ja) * | 2002-07-04 | 2004-02-05 | Oji Paper Co Ltd | 感熱記録体 |
| JP2004522597A (ja) * | 2001-01-10 | 2004-07-29 | アール・イー・エム・テクノロジーズ・インコーポレーテツド | 促進化合物を含有する非研磨媒体 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL245968A (ja) * | 1958-12-06 | |||
| US3116178A (en) * | 1961-05-29 | 1963-12-31 | Lubrizol Corp | Phosphating solutions |
| US4491500A (en) * | 1984-02-17 | 1985-01-01 | Rem Chemicals, Inc. | Method for refinement of metal surfaces |
| US4705594A (en) * | 1986-11-20 | 1987-11-10 | Rem Chemicals, Inc. | Composition and method for metal surface refinement |
| US4818333A (en) * | 1987-08-03 | 1989-04-04 | Rem Chemicals, Inc. | Metal surface refinement using dense alumina-based media |
| JPH01100281A (ja) * | 1987-10-13 | 1989-04-18 | Nippon Parkerizing Co Ltd | 金属表面の皮膜化成処理液 |
| US4921025A (en) * | 1987-12-21 | 1990-05-01 | Caterpillar Inc. | Carburized low silicon steel article and process |
| DE3800834A1 (de) * | 1988-01-14 | 1989-07-27 | Henkel Kgaa | Verfahren und mittel zum gleichzeitigen gleitschleifen, reinigen und passivieren metallischer werkstuecke |
| USRE34272E (en) | 1989-05-04 | 1993-06-08 | Rem Chemicals, Inc. | Method and composition for refinement of metal surfaces |
| US4906327A (en) * | 1989-05-04 | 1990-03-06 | Rem Chemicals, Inc. | Method and composition for refinement of metal surfaces |
| US5158629A (en) * | 1989-08-23 | 1992-10-27 | Rem Chemicals, Inc. | Reducing surface roughness of metallic objects and burnishing liquid used |
| FR2654440B1 (fr) * | 1989-11-16 | 1993-07-30 | Produits Ind Cie Fse | Procede de conversion chimique de substrats metalliques, bain mis en óoeuvre dans ce procede et concentre pour la preparation du bain. |
| US5158623A (en) * | 1990-03-30 | 1992-10-27 | Rem Chemicals, Inc. | Method for surface refinement of titanium and nickel |
| US5051141A (en) * | 1990-03-30 | 1991-09-24 | Rem Chemicals, Inc. | Composition and method for surface refinement of titanium nickel |
| DE4210513A1 (de) * | 1992-03-31 | 1993-10-07 | Henkel Kgaa | Nickel-freie Phosphatierverfahren |
| US5503481A (en) * | 1993-12-09 | 1996-04-02 | The Timken Company | Bearing surfaces with isotropic finish |
| WO1998020186A1 (en) * | 1996-11-06 | 1998-05-14 | Henkel Corporation | Phosphate conversion coating composition and process |
| US5910223A (en) * | 1997-11-25 | 1999-06-08 | Caterpillar Inc. | Steel article having high hardness and improved toughness and process for forming the article |
| US6217415B1 (en) * | 1999-04-06 | 2001-04-17 | Caterpillar Inc. | Method and arrangement for reducing friction between metallic components |
| US6732606B1 (en) | 2000-06-30 | 2004-05-11 | Eaton Corporation | Polished gear surfaces |
| RU2290291C2 (ru) * | 2001-02-08 | 2006-12-27 | Рем Текнолоджиз, Инк. | Способ химико-механической и чистовой обработки поверхности (варианты) |
| US6656293B2 (en) * | 2001-12-10 | 2003-12-02 | Caterpillar Inc | Surface treatment for ferrous components |
| DE10214623A1 (de) | 2002-04-02 | 2003-11-13 | Winergy Ag | Verfahren zur Behandlung von Verzahnungen |
| EP1646477B1 (en) * | 2003-05-30 | 2009-04-29 | REM Technologies, Inc. | Superfinishing large planetary gear systems |
-
2006
- 2006-04-06 CN CNA2006800101612A patent/CN101184868A/zh active Pending
- 2006-04-06 WO PCT/US2006/012919 patent/WO2006108108A2/en not_active Ceased
- 2006-04-06 JP JP2008505544A patent/JP2008535672A/ja active Pending
- 2006-04-06 US US11/400,835 patent/US7641744B2/en active Active
- 2006-04-06 EP EP06749460A patent/EP1875003B1/en not_active Ceased
- 2006-04-06 KR KR1020077025095A patent/KR100947947B1/ko not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01135434A (ja) * | 1987-06-17 | 1989-05-29 | Ate Vunderink | 回転仕上装置における金属材の研麿の加速方法 |
| JPH06271838A (ja) * | 1993-01-22 | 1994-09-27 | Tipton Mfg Corp | バレル研磨用コンパウンド及びバレル研磨法 |
| JP2004522597A (ja) * | 2001-01-10 | 2004-07-29 | アール・イー・エム・テクノロジーズ・インコーポレーテツド | 促進化合物を含有する非研磨媒体 |
| JP2004034528A (ja) * | 2002-07-04 | 2004-02-05 | Oji Paper Co Ltd | 感熱記録体 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015502503A (ja) * | 2011-10-28 | 2015-01-22 | アール・イー・エム・テクノロジーズ・インコーポレーテツド | 風力タービン変速機潤滑システム |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1875003B1 (en) | 2013-03-06 |
| CN101184868A (zh) | 2008-05-21 |
| EP1875003A2 (en) | 2008-01-09 |
| US7641744B2 (en) | 2010-01-05 |
| EP1875003A4 (en) | 2011-06-08 |
| KR100947947B1 (ko) | 2010-03-15 |
| KR20080007231A (ko) | 2008-01-17 |
| WO2006108108A2 (en) | 2006-10-12 |
| US20080196793A1 (en) | 2008-08-21 |
| WO2006108108A3 (en) | 2008-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008535672A (ja) | 高密度カーバイドの超仕上げ | |
| RU2290291C2 (ru) | Способ химико-механической и чистовой обработки поверхности (варианты) | |
| TWM275058U (en) | Superfinishing large planetary gear systems | |
| HUP0302638A2 (hu) | Kopásálló közeg gyorsító kémiával | |
| KR20100091205A (ko) | 질화 되었거나 니트로 탄소 화합된 강철 부품의 내식성 표면을 제조하기 위한 방법 | |
| JP2004339575A (ja) | 転動装置部品の製造方法 | |
| JP2666564B2 (ja) | ハイシリコンアルミシリンダブロックおよびその製造方法 | |
| CN101970165A (zh) | 热机部件的制作方法 | |
| JP2003013256A (ja) | 摺動面の耐焼付性向上方法 | |
| JP2001082481A (ja) | すべり軸受及びその製造方法 | |
| Winkelmann et al. | Impact of isotropic superfinishing on contact and bending fatigue of carburized steel | |
| JP5280099B2 (ja) | 金属表面の処理方法、及び該処理方法による金属表面を有する摺動部品 | |
| JP4532438B2 (ja) | 異形断面線の製造方法 | |
| JP3083160B2 (ja) | 機械部品の加工方法 | |
| US7229565B2 (en) | Chemically assisted surface finishing process | |
| JPS61163286A (ja) | 保油性のある摺動面の形成方法 | |
| Michaud et al. | Chemically Accelerated Vibratory Finishing for the Elimination of Wear and Pitting of Alloy Steel Gears | |
| JP2004116721A (ja) | 転がり摺動部材、その製造方法、並びに転がり軸受 | |
| Life | Engineered Surfaces Improve Race Engine Performance | |
| Sroka et al. | Chemically Accelerated Vibratory Finishing for the Elimination of Wear and Pitting of Alloy Steel Gears | |
| JP2004044787A (ja) | 軸受軌道部材の製造方法 | |
| JP2002154016A (ja) | 接触面を有する部材及び接触面の仕上げ加工方法 | |
| JP2004285929A (ja) | 内燃機関の動弁装置 | |
| JP2005082884A (ja) | 圧延工具およびその製造方法 | |
| AU2002243897A1 (en) | Chemical mechanical machining and surface finishing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101221 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110628 |