JP2009021490A - 焼結軟磁性体、およびそれを用いた焼結可動鉄心、ならびにそれらの製造方法 - Google Patents
焼結軟磁性体、およびそれを用いた焼結可動鉄心、ならびにそれらの製造方法 Download PDFInfo
- Publication number
- JP2009021490A JP2009021490A JP2007184343A JP2007184343A JP2009021490A JP 2009021490 A JP2009021490 A JP 2009021490A JP 2007184343 A JP2007184343 A JP 2007184343A JP 2007184343 A JP2007184343 A JP 2007184343A JP 2009021490 A JP2009021490 A JP 2009021490A
- Authority
- JP
- Japan
- Prior art keywords
- sintered
- powder
- mass
- soft magnetic
- iron core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Landscapes
- Soft Magnetic Materials (AREA)
- Electromagnets (AREA)
Abstract
【解決手段】全体組成が、Si:3.0質量%以下、P:0.5質量%以下、および残部がFeと不可避不純物からなり、かつ少なくとも表層から1mm以下の表層部を除いた内部の結晶粒径が700μm以下である。
【選択図】なし
Description
本発明は、上記のように結晶粒の成長を抑制することで機械的強さを向上させたものである。本発明者等の検討の結果、焼結軟磁性体の結晶粒の粒径を700μm以下とすることで、例えば、繰り返し衝突の衝撃が軟磁性部材に伝播、作用する焼結可動鉄心としての使用においても、実用上問題なく使用できることを見出した。また、上記結晶粒径を実現できる成分組成について検討した結果に基づき、本発明の焼結軟磁性体は、結晶粒径を700μm以下とすることを必須の要件とする。
本発明の焼結可動鉄心は、上記のように構成した焼結軟磁性体を用い、これを外側部材とし、その内孔に鋼材からなる軸部材の一端を嵌合させ、両者を拡散接合したものである。本発明の焼結可動鉄心は、上記の構成により機械的強さを有するものであり、電磁弁の使用時の繰り返し衝撃にも耐える充分な機械的強さ(疲れ強さ)を有する。また、外側部材に応力が集中する凹部を形成した形状のものにおいても、上記のように結晶粒の粒径を700μm以下に形成してあるため、凹部に電磁弁の使用時の繰り返し衝撃による繰り返し応力が集中しても疲れ破壊を生じない、充分な疲れ強さを有している。
上記の焼結軟磁性体の製造方法において、原料粉末は、上記の焼結軟磁性体の組成、すなわち、Si:3.0質量%以下(好ましくは1.0〜3.0質量%)、P:0.5質量%以下(好ましくは0.2〜0.5質量%)、および残部がFeと不可避不純物となるよう調整したものを用いる。
上記のように本発明の焼結可動鉄心は、本発明の焼結軟磁性体を焼結可動鉄心に適用したものである。また、焼結可動鉄心の製造方法において、焼結軟磁性体からなる外側部材については、上記の焼結軟磁性体の製造方法に準拠するものである。すなわち、本発明の焼結可動鉄心の製造方法において、外側部材として原料粉末は内孔を有する形状に圧粉成形される。このとき、組成が、Si:3.0質量%以下、P:0.5質量%以下、および残部がFeと不可避不純物からなり、平均粒径が10〜150μmの純鉄粉末とFe−P合金粉末に、平均粒径が1〜45μmのシリコン粉末を被覆した原料粉末を用いる。成形工程では、成形体密度が6.6〜6.8Mg/m3となるよう圧粉成形することを要件とする。
原料粉末として、平均粒径が75μmの純鉄粉末、平均粒径が5μmのシリコン粉末、平均粒径が20μmであり、P量が20質量%で、残部がFeと不可避不純物からなるFe−P合金粉末を用意した。次いで、原料粉末に対して0.25質量%のPVPを溶解させたPVP溶液中に、シリコン粉末とFe−P合金粉末を分散させた。この分散液を純鉄粉末に噴霧しながら流動させ、溶媒成分を揮発させて乾燥させ、純鉄粉末の表面に、表1に示す量のシリコン粉末と、1.75質量%のFe−P合金粉末が被覆されるよう原料粉末を調整した。この原料粉末を用いて成形体密度6.75Mg/m3に成形して、外径20mm、内径4mm、高さ4mmの円環状成形体を作製した。得られた成形体を0.13Paの減圧雰囲気中で焼結温度1180℃で焼結を行った。得られた焼結体について、表層から1mmを機械加工により除去するとともに、図3に示す形状に機械加工を行った(試料番号01〜04、06〜08)。また、焼結後に図3の形状となるよう金型の型孔に凸部を形成して、成形工程で凹部形状を付与し、上記と同じ条件で焼結したものを用意した(試料番号05)。この成形により凹部を形成したものについては、機械加工を行わなかった。これらの焼結体については、焼結可動鉄心としての使用を考慮して、1150℃に加熱した後、油中に焼き入れし、その後、550℃で焼き戻して試料番号01〜08の試料を作製した。

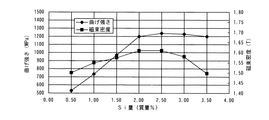
(2)結晶粒径は、Si量の増加にしたがい僅かな増加傾向を示すが、その増加量は本発明において問題とならない程度と判断される。このことから、Si量が3.5質量%までの範囲では、結晶粒径に与える影響は無視できると考えられる。
(3)曲げ強さは、Si量が1.0質量%に満たない試料(試料番号01)では、600MPaに満たない値であるが、Si量が1.0質量%の試料(試料番号02)では、SiによるFe基地の強化の作用が顕著となり600MPaを超える値となる。また、Si量が2.5質量%まで(試料番号03、04、06)は、Si量の増加にしたがいFe基地が強化されて曲げ強さが向上する。ただし、SiはFe基地を脆化させる作用も有するため、Si量が2.5質量%を超える試料(試料番号07、08)では、曲げ強さは若干の減少傾向を示す。
(4)磁束密度は材料中のFeの占積率に依存する。このことから、焼結体密度の向上にともない、Si量が2.0質量%までの試料(試料番号01〜04)では、Si量の増加にしたがい磁束密度の向上がみられる。しかし、Si量が2.5質量%を超える試料(試料番号07、08)では、材料中のSi量が増加することによるFe量の低下の影響が大きくなって、磁束密度は低下傾向を示す。
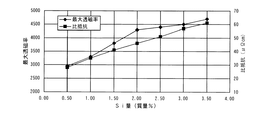
(5)最大透磁率は、Si量の増加にしたがい、増加する傾向を示す。
(6)比抵抗は、Si量の増加にしたがい、増加する傾向を示す。
原料粉末として、実施例1と同じ純鉄粉末、シリコン粉末、およびFe−P合金粉末を用意した。用意した純鉄粉末表面に、2.0質量%のシリコン粉末、および表3に示す配合割合のFe−P合金粉末を実施例1と同様にして被覆して原料粉末を調整した。この原料粉末を用いて、実施例1と同様の条件で成形、焼結、機械加工、熱処理を行って、試料番号09〜14の試料を作製した。
(2)結晶粒径は、P量が0.35質量%までの試料(試料番号04、09〜11)では、ほぼ同等の大きさである。一方、P量が0.4質量%以上の試料(試料番号12〜14)では、結晶粒径が急激に大きくなる傾向を示す。特に、0.5質量%を超える試料(試料番号14)では、結晶粒径が2000μmにまで粗大化している。
(3)曲げ強さは、0.35質量%まで(試料番号04、09〜11)は、P量の増加に伴う焼結体密度の向上の効果によって向上する。しかし、P量が0.4質量%以上の試料(試料番号12〜14)では、結晶粒径の増大に伴い曲げ強さが低下する傾向を示す。特に、P量が0.5質量%を超える試料(試料番号14)では、結晶粒の粗大化にともない曲げ強さが著しく低下している。
(4)磁束密度は、材料中のFeの占積率に依存することから、P量の増加にともなう焼結体密度の向上にともない、増加する傾向を示す。
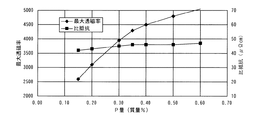
(5)最大透磁率は、P量の増加にしたがい、増加する傾向を示す。
(6)比抵抗は、P量の過多によらず、ほぼ同等である。
原料粉末として、実施例1と同じ純鉄粉末、表5に示す平均粒径が1〜50μmのシリコン粉末、実施例1と同じFe−P合金粉末を用意した。用意した純鉄粉末表面に、2.0質量%のシリコン粉末、および1.75質量%のFe−P合金粉末を実施例1と同様な方法で被覆し、原料粉末を調整した。この原料粉末を用いて、実施例1と同様の条件で成形、焼結、機械加工、熱処理を行って、試料番号15〜22の試料を作製した。
(2)結晶粒径は、シリコン粉末の平均粒径によらず、ほぼ一定の大きさを示す。
(3)曲げ強さは、シリコン粉末の平均粒径が大きくなるにしたがい、焼結体密度が低下するため、低下する傾向を示している。
(4)磁束密度は、材料中のFeの占積率に依存することから、シリコン粉末の平均粒径が大きくなるにしたがって低下する焼結体密度の影響により、低下する傾向を示している。
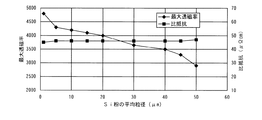
(5)最大透磁率は、シリコン粉末の平均粒径が大きくなるにしたがって、Fe基地中のSiの分散状態が徐々に不均一な状態となること、および焼結体密度が低下することのの影響により、シリコン粉末の平均粒径が大きくなるにしたがって低下する傾向を示している。
(6)比抵抗は、シリコン粉末の平均粒径によらずほぼ一定の値を示す。
原料粉末として、表7に示す平均粒径が5〜200μmの純鉄粉末、実施例1と同じシリコン粉末、実施例1と同じFe−P合金粉末を用意した。用意した純鉄粉末の表面に、2.0質量%のシリコン粉末、および1.75質量%のFe−P合金粉末を実施例1と同様な方法で被覆し、原料粉末を調整した。この原料粉末を用いて、実施例1と同様の条件で成形、焼結、機械加工、熱処理を行って、試料番号23〜30の試料を作製した。
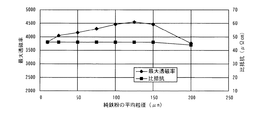
(2)結晶粒径は、純鉄粉末の平均粒径が150μmまで(試料番号04、24〜29)は、純鉄粉末の平均粒径の増加にしたがい、若干大きくなる傾向を示している。一方、平均粒径が150μmを超える試料(試料番号30)では、急激な結晶粒径の増加を示している。
(3)曲げ強さは、純鉄粉末の平均粒径が150μmまで(試料番号04、24〜29)は徐々に低下している。一方、純鉄粉末の平均粒径が150μmを超える試料(試料番号30)では、曲げ強さが急激に低下している。この曲げ強さの急激な低下は、純鉄粉末の平均粒径が大きくなるにしたがって、焼結体密度が低下することや、Siが純鉄粉末中に均一に拡散し難くなることの影響によると考えられる。
(4)磁束密度は、焼結体密度の低下の影響により、低下する傾向を示している。
(5)最大透磁率は、純鉄粉末の平均粒径が125μm(試料番号04、24〜28)までは、結晶粒径が大きくなることの影響を受けて、平均粒径が大きくなるにしたがって向上している。しかし、純鉄粉末の平均粒径が大きくなるにしたがって、Siが純鉄粉中に均一に拡散し難くなる。このため、純鉄粉末の平均粒径が150μmの試料(試料番号29)では、最大透磁率の低下が認められる。特に、純鉄粉末の平均粒径が150μmを超える試料(試料番号30)では、最大透磁率が著しく低下している。
(6)比抵抗は、純鉄粉末の平均粒径によらず、ほぼ一定の値を示す。
原料粉末として、実施例1と同じ純鉄粉末、シリコン粉末、およびFe−P合金粉末を用意した。用意した純鉄粉末の表面に、2.0質量%のシリコン粉末、および1.75質量%のFe−P合金粉末を実施例1と同様の方法で被覆し、原料粉末を調整した(実施例1の試料番号04の原料粉末に相当)。この原料粉末を用いて、成形体密度を表9に示すように6.5〜6.9Mg/m3と変えて成形し、その後、実施例1と同様の条件で焼結、機械加工、熱処理を行って、試料番号31〜36の試料を作製した。
(2)結晶粒径は、成形体密度が6.8Mg/m3まで(試料番号04、31〜35)は、ほぼ一定の値である。一方、成形体密度が6.8Mg/m3を超える試料(試料番号36)では、結晶粒径が急激に大きくなっている。これは、成形体密度がある程度以上高くなると、成形体中で純鉄粉末が密着して、結晶粒が成長し易い状態となるためと考えられる。
(3)曲げ強さは、成形体密度が6.8Mg/m3まで(試料番号04、31〜35)は、焼結体密度向上の効果により増加する傾向を示す。しかし成形体密度が6.8Mg/m3を超える試料(試料番号36)では、結晶粒粗大化の影響により、曲げ強さが著しく低下している。
(4)磁束密度は、焼結体密度の影響を受けるため、成形体密度が増加するにしたがって増加する傾向を示している。
(5)最大透磁率も、成形体密度が増加するにしたがって増加する傾向を示している。
(6)比抵抗は、成形体密度によらず、ほぼ一定の値である。
原料粉末として、実施例1と同じ純鉄粉末、シリコン粉末、およびFe−P合金粉末を用意した。用意した純鉄粉末の表面に、2.0質量%のシリコン粉末、および1.75質量%のFe−P合金粉末を実施例1と同様の方法で被覆し、原料粉末を調整した(実施例1の試料番号04の原料粉末に相当)。この原料粉末を用いて、実施例1と同様の条件で成形し、表10に示すように焼結温度を1050〜1200℃まで変えて焼結した。その後、実施例1と同様の条件で機械加工、熱処理を行って、試料番号37〜43の試料を作製した。
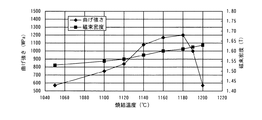
(2)結晶粒径は、焼結温度が1180℃までの試料(試料番号04、37〜41)では、ほぼ一定の値を示す。焼結温度が1190℃の試料(試料番号42)では、結晶粒径が非常に大きくなっている。さらに、焼結温度が1190℃を超える試料(試料番号43)では、結晶粒径が急激に粗大化し、1200μmにもなっている。
(3)曲げ強さは、焼結温度が1180℃までの試料(試料番号04、37〜41)は、増加する傾向を示す。しかし、焼結温度が1190℃の試料(試料番号42)では、結晶粒径が大きくなることによる曲げ強さの低下が生じている。特に、焼結温度が1190℃を超える試料(試料番号43)では、結晶粒径が粗大であるため、曲げ強さが著しく低下している。なお、焼結温度が1120℃までの試料(試料番号37〜39)の曲げ強さの増加の割合に比して、焼結温度が1140℃の試料(試料番号40)では、曲げ強さが急激に高くなっている。これは、焼結温度が1120℃まではSiが純鉄粉中に均一に拡散しておらず、Siによる機械的強さ向上の効果が充分に得られていないためと考えられる。そして、焼結温度が1140℃ではSiがFe基地全体に均一に拡散したため、Siによる機械的強さ向上の効果が充分に得られたと考えられる。
(4)磁束密度は、焼結体密度の影響を受けるため、焼結温度が高くなるにしたがって増加する傾向を示している。
(5)最大透磁率も、焼結温度が高くなるにしたがって増加する傾向を示している。
(6)比抵抗は、焼結温度によらず、ほぼ一定の値である。
原料粉末として、実施例1と同じ純鉄粉末、シリコン粉末、およびFe−P合金粉末を用意した。用意した純鉄粉末の表面に、2.0質量%のシリコン粉末、および1.75質量%のFe−P合金粉末を実施例1と同様の方法で被覆し、原料粉末を調整した(実施例1の試料番号04の原料粉末に相当)。この原料粉末を用いて、実施例1と同様の条件で成形、焼結(焼結温度1180℃)、機械加工を行った。次に、表11に示すように焼き入れ温度を1000〜1200℃まで変えて焼き入れし、その後550℃で焼き戻しする熱処理を行って、試料番号44〜47の試料を作製した。
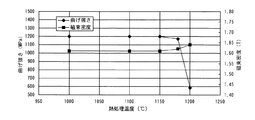
(2)結晶粒径は、熱処理温度が1150℃の試料(試料番号04、44、45)まではほぼ一定の値である。ただし、熱処理は再焼結として作用するため、焼き入れ温度が上昇すると、結晶粒が成長して結晶粒径が大きくなる。そのため、特に、熱処理温度が焼結温度(1180℃)を超える試料(試料番号47)においては、結晶粒径が1900μmにも成長している。
(3)曲げ強さは、熱処理温度が1150℃の試料(試料番号04、44、45)までは一定である。熱処理温度が1180℃の試料(試料番号46)では、結晶粒径が大きくなったことにより、若干低下している。また、熱処理温度が焼結温度(1180℃)を超える試料(試料番号47)においては、結晶粒が粗大化したことの影響により曲げ強さが著しく低下している。
(4)磁束密度は、焼結体密度の影響により、熱処理温度が高くなるにしたがって若干の増加傾向を示している。
(5)最大透磁率も、熱処理温度が高くなるにしたがって増加する傾向を示している。
(6)比抵抗は、熱処理温度によらず、一定の値である。
原料粉末として、実施例1と同じ純鉄粉末、シリコン粉末、およびFe−P合金粉末を用意した。用意した純鉄粉末表面に、2.0質量%のシリコン粉末、および1.75質量%のFe−P合金粉末を実施例1と同様の方法で被覆し、原料粉末を調整した(実施例1の試料番号04の原料粉末に相当)。この原料粉末を用いて、実施例1と同様の条件で成形し、円環状成形体を作製した。この軟磁性圧粉体に、φ4×15のJIS規格のSKH51材相当の鋼軸を嵌合させた。このときの嵌合いは、隙間が10μmの隙間嵌めである。嵌合させた軟磁性圧粉体と鋼軸を実施例1と同じ条件で焼結し、軟磁性部材を実施例1と同様に機械加工を行った。その後、実施例1と同じ条件で熱処理を行い焼結可動鉄心Aを作製した。
2 軟磁性部材
2a 凹部
3 可動鉄心(焼結可動鉄心)
4 固定鉄心
5 ソレノイドコイル
Claims (15)
- 全体組成が、Si:3.0質量%以下、P:0.5質量%以下、および残部がFeと不可避不純物からなり、かつ少なくとも表層から1mm以下の表層部を除いた内部の結晶粒径が700μm以下であることを特徴とする焼結軟磁性体。
- 前記表層部が除去され、表層から内部の全ての箇所で結晶粒径が700μm以下とされていることを特徴とする請求項1に記載の焼結軟磁性体。
- 前記全体組成において、Si:1.0質量%以上、P:0.2質量%以上であることを特徴とする請求項1または2に記載の焼結軟磁性体。
- 理論密度に対する密度の比が93%以上であることを特徴とする請求項1〜3のいずれかに記載の焼結軟磁性体。
- 軟磁性部材からなる外側部材の内孔に、鋼材からなる軸部材の一端を嵌合させ、両者を拡散接合した焼結可動鉄心において、
前記外側部材が請求項1〜4のいずれかに記載の焼結軟磁性体からなることを特徴とする焼結可動鉄心。 - 前記外側部材が、応力が集中する凹部を有することを特徴とする請求項5に記載の焼結可動鉄心。
- 原料粉末を、所望の形状に圧粉成形する成形工程と、成形工程により得られた成形体を焼結する焼結工程を有する焼結軟磁性体の製造方法において、
平均粒径が10〜150μmの純鉄粉末、Fe−P合金粉末、および平均粒径が1〜45μmのシリコン粉末を用いるとともに、前記純鉄粉末に、少なくとも前記シリコン粉末を被覆して与え、組成が、Si:3.0質量%以下、P:0.5質量%以下、および残部がFeと不可避不純物からなる前記原料粉末を調製して用い、
前記成形工程において、成形体密度が6.6〜6.8Mg/m3となるよう圧粉成形し、
前記焼結工程において、1100〜1190℃の温度範囲で焼結することを特徴とする焼結軟磁性体の製造方法。 - 前記焼結工程の後、表層から1mm以下の表層部を除去する加工工程を有することを特徴とする請求項7に記載の焼結軟磁性体の製造方法。
- 前記原料粉末の組成において、Si:1.0質量%以上、P:0.2質量%以上であることを特徴とする請求項7または8に記載の焼結軟磁性体の製造方法。
- 原料粉末を、内孔を有するとともに、外側部材の形状に圧粉成形する成形工程と、
成形工程により得られた外側部材の内孔に、鋼材からなる軸部材の一端を嵌合して一体化する嵌合工程と、
嵌合工程により一体化された外側部材と軸部材を加熱して、外側部材の焼結を行うとともに、外側部材と軸部材を拡散接合する焼結工程と、
拡散接合された外側部材と軸部材を熱処理して軸部材を調質する熱処理工程を有する焼結可動鉄心の製造方法において、
平均粒径が10〜150μmの純鉄粉末、Fe−P合金粉末、および平均粒径が1〜45μmのシリコン粉末を用いるとともに、前記純鉄粉末に、少なくとも前記シリコン粉末を被覆して与え、組成が、Si:3.0質量%以下、P:0.5質量%以下、および残部がFeと不可避不純物からなる前記原料粉末を調製して用い、
前記成形工程において、成形体密度が6.6〜6.8Mg/m3となるよう圧粉成形し、
前記焼結工程において、1100〜1190℃の温度範囲で焼結し、
前記熱処理工程において、軸部材の焼き入れ可能温度以上、かつ焼結温度以下の温度に加熱して焼き入れし、その後焼き戻すことを特徴とする焼結可動鉄心の製造方法。 - 前記焼結工程の後、表層から1mm以下の表層部を除去する表層部除去工程を有することを特徴とする請求項10に記載の焼結可動鉄心の製造方法。
- 前記原料粉末の組成において、Si:1.0質量%以上、P:0.2質量%以上であることを特徴とする請求項10または11に記載の焼結可動鉄心の製造方法。
- 前記成形工程において、外側部材に応力が集中する凹部が形成されることを特徴とする請求項10〜11のいずれかに記載の焼結可動鉄心の製造方法。
- 前記焼結工程の後に機械加工によって、外側部材に応力が集中する凹部が形成されることを特徴とする請求項10〜11のいずれかに記載の焼結可動鉄心の製造方法。
- 表層部除去工程を機械加工で行うとともに、同時に外側部材に応力が集中する凹部を形成することを特徴とする請求項11に記載の焼結可動鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184343A JP4721457B2 (ja) | 2007-07-13 | 2007-07-13 | 焼結軟磁性体、およびそれを用いた焼結可動鉄心、ならびにそれらの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007184343A JP4721457B2 (ja) | 2007-07-13 | 2007-07-13 | 焼結軟磁性体、およびそれを用いた焼結可動鉄心、ならびにそれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009021490A true JP2009021490A (ja) | 2009-01-29 |
| JP4721457B2 JP4721457B2 (ja) | 2011-07-13 |
Family
ID=40360853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007184343A Active JP4721457B2 (ja) | 2007-07-13 | 2007-07-13 | 焼結軟磁性体、およびそれを用いた焼結可動鉄心、ならびにそれらの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4721457B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013021228A (ja) * | 2011-07-13 | 2013-01-31 | Denso Corp | 軟磁性焼結材料 |
| JP2013253302A (ja) * | 2012-06-08 | 2013-12-19 | Denso Corp | 焼結拡散接合部品の製造方法 |
| JP2013253303A (ja) * | 2012-06-08 | 2013-12-19 | Denso Corp | 焼結拡散接合部品の製造方法 |
| JP2019151910A (ja) * | 2018-03-06 | 2019-09-12 | 日立化成株式会社 | 複合焼結部材の製造方法及び複合焼結部材 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62277203A (ja) * | 1986-05-23 | 1987-12-02 | Kyocera Corp | 酸化アルミニウム質切削工具 |
| JPH03191036A (ja) * | 1989-12-19 | 1991-08-21 | Toshiba Corp | 焼結Fe―Co合金 |
| JPH06229422A (ja) * | 1993-01-29 | 1994-08-16 | Ntn Corp | セラミック製ころがり軸受部材の製造方法 |
| JP2000192186A (ja) * | 1998-12-25 | 2000-07-11 | Daido Steel Co Ltd | 軟磁性合金シ―トの製造方法およびこのシ―トから得た磁心部材 |
| JP2005060830A (ja) * | 2003-07-31 | 2005-03-10 | Hitachi Powdered Metals Co Ltd | 軟磁性焼結部材の製造方法 |
| WO2005029515A1 (ja) * | 2003-09-17 | 2005-03-31 | Hitachi Powdered Metals Co., Ltd. | 焼結可動鉄心およびその製造方法 |
-
2007
- 2007-07-13 JP JP2007184343A patent/JP4721457B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62277203A (ja) * | 1986-05-23 | 1987-12-02 | Kyocera Corp | 酸化アルミニウム質切削工具 |
| JPH03191036A (ja) * | 1989-12-19 | 1991-08-21 | Toshiba Corp | 焼結Fe―Co合金 |
| JPH06229422A (ja) * | 1993-01-29 | 1994-08-16 | Ntn Corp | セラミック製ころがり軸受部材の製造方法 |
| JP2000192186A (ja) * | 1998-12-25 | 2000-07-11 | Daido Steel Co Ltd | 軟磁性合金シ―トの製造方法およびこのシ―トから得た磁心部材 |
| JP2005060830A (ja) * | 2003-07-31 | 2005-03-10 | Hitachi Powdered Metals Co Ltd | 軟磁性焼結部材の製造方法 |
| WO2005029515A1 (ja) * | 2003-09-17 | 2005-03-31 | Hitachi Powdered Metals Co., Ltd. | 焼結可動鉄心およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013021228A (ja) * | 2011-07-13 | 2013-01-31 | Denso Corp | 軟磁性焼結材料 |
| JP2013253302A (ja) * | 2012-06-08 | 2013-12-19 | Denso Corp | 焼結拡散接合部品の製造方法 |
| JP2013253303A (ja) * | 2012-06-08 | 2013-12-19 | Denso Corp | 焼結拡散接合部品の製造方法 |
| JP2019151910A (ja) * | 2018-03-06 | 2019-09-12 | 日立化成株式会社 | 複合焼結部材の製造方法及び複合焼結部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4721457B2 (ja) | 2011-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100793128B1 (ko) | 철계 금속 분말 소결체, 이의 제조 방법 및 고강도와고밀도를 갖는 철계 소결체의 제조 방법 | |
| JP4702945B2 (ja) | 焼結可動鉄心およびその製造方法 | |
| JP4721457B2 (ja) | 焼結軟磁性体、およびそれを用いた焼結可動鉄心、ならびにそれらの製造方法 | |
| KR20010052876A (ko) | 금속질 가루 성형 소재와 그 재압축 성형체 및 이 재압축성형체로부터 얻어지는 소결체 및 그들의 제조 방법 | |
| KR20100022471A (ko) | 소결 연자성 분말성형체 | |
| JP5147184B2 (ja) | 鉄基焼結合金およびその製造方法 | |
| JP6309215B2 (ja) | 焼結機械部品の製造方法及びこれに用いる混合粉末 | |
| JP6149718B2 (ja) | 鉄基焼結合金とその製造方法および高炭素鉄系粉末 | |
| JP2009102711A (ja) | 軟磁性焼結材料及びその製造方法ならびに電磁構造体 | |
| JP4371935B2 (ja) | 軟磁性焼結部材の製造方法 | |
| JP2008507623A (ja) | ナノ寸法の金属粉末のフィードストックを調製する方法及び該フィードストックを用いた焼結体を製造する方法。 | |
| CN114309602A (zh) | 部件的粉末冶金生产方法 | |
| JP5896296B2 (ja) | 高温軟化抵抗性に優れた高強度金型の製造方法 | |
| JP2010133023A (ja) | フェライトステンレス系軟磁性材およびその製造方法 | |
| EP3170588B1 (en) | Methods for manufacturing high temperature bearing components | |
| JP2016176143A (ja) | 機械部品及びその製造方法 | |
| JP5644844B2 (ja) | 軟磁性焼結材料の製造方法 | |
| JP2019151910A (ja) | 複合焼結部材の製造方法及び複合焼結部材 | |
| Mani et al. | Structural and magnetic characterization of spark plasma sintered Fe-50Co alloys | |
| JP2006000952A (ja) | 焼結磁性体の加工方法 | |
| JP4229444B2 (ja) | 軟磁性焼結部材の製造方法 | |
| JP2010222637A (ja) | 磁心用粉末の製造方法 | |
| JP4258387B2 (ja) | 磁石粉末用のプレス成形装置および磁石の製造方法 | |
| WO2017033990A1 (ja) | 磁心用粉末および圧粉磁心の製造方法 | |
| JP2019026880A (ja) | 鍛造材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100921 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101115 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110404 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110404 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140415 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4721457 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |