JP2009051377A - 車両用補強部材 - Google Patents
車両用補強部材 Download PDFInfo
- Publication number
- JP2009051377A JP2009051377A JP2007220693A JP2007220693A JP2009051377A JP 2009051377 A JP2009051377 A JP 2009051377A JP 2007220693 A JP2007220693 A JP 2007220693A JP 2007220693 A JP2007220693 A JP 2007220693A JP 2009051377 A JP2009051377 A JP 2009051377A
- Authority
- JP
- Japan
- Prior art keywords
- flange portion
- reinforcing member
- vehicle
- flange
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000002787 reinforcement Effects 0.000 title abstract description 26
- 230000003014 reinforcing effect Effects 0.000 claims description 132
- 238000005482 strain hardening Methods 0.000 claims description 21
- 238000010791 quenching Methods 0.000 claims description 16
- 230000000171 quenching effect Effects 0.000 claims description 14
- 238000003466 welding Methods 0.000 claims description 11
- 230000006872 improvement Effects 0.000 abstract description 4
- 230000000694 effects Effects 0.000 description 32
- 238000005452 bending Methods 0.000 description 31
- 230000002093 peripheral effect Effects 0.000 description 11
- 238000005728 strengthening Methods 0.000 description 9
- 229910000734 martensite Inorganic materials 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 230000002441 reversible effect Effects 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 239000002826 coolant Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 229910000851 Alloy steel Inorganic materials 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 2
- 229910001563 bainite Inorganic materials 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 239000003595 mist Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images












Landscapes
- Body Structure For Vehicles (AREA)
Abstract
【課題】剛性を高めることができ、車両の安全性向上に貢献できる車両用補強部材を提供する。
【解決手段】車両用補強部材1は、長手方向に対して交差する方向の断面で、溝20を形成するように互いに対向する2つの対向壁21,22と、各対向壁21,22の一端部21a,22a同士を繋ぐ連接壁3と、各対向壁21,22の他端部21c,22cから外方に延設された外フランジ部4とをもつ。外フランジ部4は、互いに対面する板状をなす第1フランジ部41および板状をなす第2フランジ部42と、対向壁21,22の他端部21c,22cに対して反対側に位置すると共に第1フランジ部41および第2フランジ部42の境界を形成する断面U形状をなす稜線部5とを備えている。
【選択図】図3
【解決手段】車両用補強部材1は、長手方向に対して交差する方向の断面で、溝20を形成するように互いに対向する2つの対向壁21,22と、各対向壁21,22の一端部21a,22a同士を繋ぐ連接壁3と、各対向壁21,22の他端部21c,22cから外方に延設された外フランジ部4とをもつ。外フランジ部4は、互いに対面する板状をなす第1フランジ部41および板状をなす第2フランジ部42と、対向壁21,22の他端部21c,22cに対して反対側に位置すると共に第1フランジ部41および第2フランジ部42の境界を形成する断面U形状をなす稜線部5とを備えている。
【選択図】図3
Description
本発明は例えば車両のボディ、ドアパネル等を補強する車両用補強部材に関する。
従来、車両用補強部材としては、長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各対向壁の一端部同士を繋ぐ連接壁と、各対向壁の他端部から外方に延設された外フランジ部とを備えているものが知られている(特許文献1)。この車両用補強部材はドアビーム等に使用される。
特開2002−19559号公報(図10)
ところで、車両用補強部材によれば、車両の安全性の向上のため、剛性を高めることがますます要請されている。
本発明は上記した実情に鑑みてなされたものであり、剛性を高めることができ、車両の安全性の向上に貢献できる車両用補強部材を提供することを課題とする。
様相1に係る車両用補強部材は、長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各前記対向壁の一端部同士を繋ぐ連接壁と、各前記対向壁の他端部から外方に延設された外フランジ部とを具備しており、前記外フランジ部は、互いに対面する板状をなす第1フランジ部および板状をなす第2フランジ部と、各前記対向壁の一端部同士を繋ぐ方向において前記対向壁の前記他端部から遠ざかる側に位置すると共に前記第1フランジ部および前記第2フランジ部の境界を形成する断面U形状をなす稜線部とを備えていることを特徴とする。
稜線部は、第1フランジ部および第2フランジ部の折り目境界を形成するものである。車両衝突などで補強部材が曲げ変形等の変形をするとき、補強部材の曲げ剛性等の剛性を高めるためには、外フランジ部を構成する第1フランジ部および第2フランジ部は、互いに個別に変形するよりも、できるだけ一体的に変形することが好ましい。この点本発明によれば、外フランジ部を構成する第1フランジ部および第2フランジ部は、稜線部により結合され、一体性が高められている。このため、車両衝突などで補強部材が曲げ変形等の変形をするとき、第1フランジ部および第2フランジ部をできるだけ一体的に変形させることができ、補強部材の曲げ剛性等の剛性を高めることができる。
ところで、車両衝突などで、補強部材の連接壁が曲げ内周側となり、補強部材の外フランジ部が曲げ外周側となるように、補強部材が弓状に曲げ変形されるときがある。塑性加工においては、一般的には、曲げ外周側には、曲げ内周側よりも大きな引張応力が作用し易い。引張応力は、過剰であると、圧縮応力よりも亀裂を生成させるトリガーとなり易い。この点本発明によれば、補強部材の曲げ外周側に外フランジ部が配置されており、外フランジ部の稜線部が補強部材の曲げ外周側に配置されていることになる。このため、亀裂を生成させ易い大きな引張応力が補強部材の外フランジ部に作用するときであっても、稜線部により補強部材の外フランジ部における亀裂抵抗性を高めることができる。
なお、稜線部としては、加工硬化または焼入(例えばダイクエンチなど)により強化することができる。この場合、稜線部は加工硬化または焼入により他の部分よりも強化されており、補強部材の曲げ剛性等の剛性を高めることができる。この場合、車両の安全性の向上に一層貢献できる。また、第1フランジ部および第2フランジ部は部分的にまたは全面的に溶接により接合することができる。この場合、第1フランジ部および第2フランジ部の一体変形性は向上する。溶接としては、スポット溶接、レーザビーム溶接等が例示される。ボルト締結、リベット締結等により接合しても良い。第1フランジ部および第2フランジ部が部分的に接合とは、局部的に接合されている意味である。第1フランジ部および第2フランジ部が全面的に接合とは、第1フランジ部の投影面と第2フランジ部の投影面とが接合されている意味である。
本発明によれば、外フランジ部を構成する第1フランジ部および第2フランジ部は稜線部により結合され、一体性が高められている。このため、車両衝突などで補強部材が変形するとき、第1フランジ部および第2フランジ部をできるだけ一体的に変形させることができ、補強部材の曲げ剛性等の剛性を確保することができる。この場合、車両の安全性向上に貢献できる。
(実施形態1)
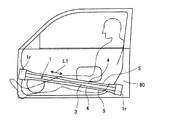
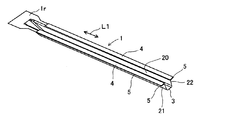
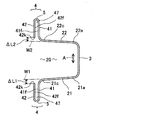
図1〜図4は、車両(例えば普通乗用車、軽乗用車、貨物車、トラック)のドアパネル80に取り付けられる車両用補強部材1に適用した実施形態1を示す。図1は、車両用補強部材1をドアパネル80(強化要請部材)に取り付けた状態を示す。図2は車両用補強部材1の要部の斜視図を示す。図1に示すように、ドアビームとして使用される補強部材1では、長手方向の両端部にブラケット1rが一体的に成形されている。補強部材1は、車両の車室を開閉するドアパネル80の内部において多少傾斜しつつ横方向に沿って架設されており、車両の側面衝突等の衝突に対して抵抗性を高める機能を果たす。補強部材1の長手方向をL1として示す。ドアビームの長手方向の一端部および他端部に相当するブラケット1rは、スポット溶接等の溶接によりドアパネル80の内部に固定される。
図1〜図4は、車両(例えば普通乗用車、軽乗用車、貨物車、トラック)のドアパネル80に取り付けられる車両用補強部材1に適用した実施形態1を示す。図1は、車両用補強部材1をドアパネル80(強化要請部材)に取り付けた状態を示す。図2は車両用補強部材1の要部の斜視図を示す。図1に示すように、ドアビームとして使用される補強部材1では、長手方向の両端部にブラケット1rが一体的に成形されている。補強部材1は、車両の車室を開閉するドアパネル80の内部において多少傾斜しつつ横方向に沿って架設されており、車両の側面衝突等の衝突に対して抵抗性を高める機能を果たす。補強部材1の長手方向をL1として示す。ドアビームの長手方向の一端部および他端部に相当するブラケット1rは、スポット溶接等の溶接によりドアパネル80の内部に固定される。
図3は、車両用補強部材1の長手方向(矢印L1方向)に対して交差(直交)する方向に沿って車両用補強部材1を切断した断面を示す。図3に示すように、車両用補強部材1は、長手方向に延びる溝20を形成するように互いに対向する第1対向壁21および第2対向壁22と、第1対向壁21の一端部21aと第2対向壁22の一端部22aとを繋ぐ連接壁3と、第1対向壁21の他端部21cと第2対向壁22の他端部22cから外方に延設された外フランジ部4とを備えている。なお、第1対向壁21および第2対向壁22は、一端部21a,22aから他端部21c,22cに向かうにつれて多少拡開するように形成されている。
補強部材1は、一枚の薄い平板状の金属板を曲げプレス成形することにより形成されている。曲げプレス成形は、常温でプレス成形する冷間プレスでも良いし、熱間状態でプレス成形する熱間プレスでも良いし、温間状態でプレス成形する温間プレスでも良い。冷間プレスであれば、曲げ部分の加工硬化による強化を期待できる。温間プレスまたは熱間プレスであれば、塑性変形能が良好である。熱間プレスであれば、温度によってはダイクエンチ効果(急冷強化効果)を期待できる。金属としては、炭素鋼または合金鋼(例えばステンレス鋼)とされている。
図3に示すように、外フランジ部4は2枚積層構造(複数積層構造)であり、互いに対面する板状をなす第1フランジ部41および板状をなす第2フランジ部42と、第1フランジ部41および第2フランジ部42の折り目(山折りの折り目)を形成する稜線部5とを備えている。図3に示す矢印A方向は、前記断面において、対向壁21,22の一端部21a,22aを互いに繋ぐ方向を意味する。第1フランジ部41および第2フランジ部42は、矢印A方向に沿っている。稜線部5は、矢印A方向において、第1対向壁21の他端部21cおよび第2対向壁22の他端部22cから遠ざかる側に位置する。稜線部5は、第1フランジ部41と第2フランジ部42との境界を形成する断面U形状をなす。このような稜線部5が冷間加工されていれば、加工硬化の度合が高く、稜線部5は加工硬化により強化され、曲げ剛性等の剛性が高く設定されている。
本実施形態によれば、図3に示すように、第1フランジ部41は、第2フランジ部42に対面する第1表面41fをもつ。第2フランジ部42は、第1フランジ部41に対面する第2表面42fをもつ。第1表面41fおよび第2表面42fは、互いに厚み方向に圧接されて接触しており、互いに面当たりしている。従って稜線部5は、断面U形状に曲げ成形する曲げ加工度が高く、大きな曲率で成形されており、曲率半径は小さくされている。このような大きな曲率で稜線部5が冷間加工されている場合には、稜線部5の加工硬化の度合が高く、稜線部5は加工硬化により他の部分よりも一層強化され、第1フランジ部41および第2フランジ部42の一体性を高めている。
図3に示すように、連接壁3の中央を通る仮想垂線をP1とするとき、仮想垂線P1の延設方向(矢印P方向)において、第2フランジ部42は、第1フランジ部41よりも連接壁3から遠ざかる方向に位置している。従って、一方の第2フランジ部42と第1対向壁21との間には、一方の第1フランジ部41が位置する。他方の第2フランジ部42と第2対向壁22との間には、他方の第1フランジ部41が位置する。
図3に示すように、第1対向壁21の仮想延長線をW1とする。第2対向壁22の仮想延長線をW2とする。矢印A方向において、仮想延長線W1,W2よりも第2フランジ部42の先端42kは溝20側に突出している。このため第2フランジ部42の面垂直方向(矢印P3方向)から投影するとき、第2フランジ部42の投影面が大きく確保され、強化されている。ここで、図3は、補強部材1がドアパネル80に通常形態で搭載されている場合に示す。通常形態によれば、図3に示すように、補強部材1の連接壁3はドアパネル80のうち室外側の外面壁80pに対向すると共に、外フランジ部4はドアパネル80の室内側の内面壁80iに対向する。このように補強部材1がドアパネル80に通常形態で搭載される場合には、第2フランジ部42は、材料亀裂のトリガーとなり易い引張応力を誘発させる曲げ外周側となり易いため、第2フランジ部42の投影面が確保されて強化されていることは有意義である。
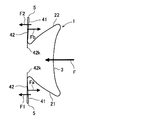
図4は、補強部材1がドアパネル80に通常形態で搭載されている場合において、車両の側面衝突を模擬した破壊試験において補強部材1が変形している形態を示す。破壊試験によれば、衝突荷重Fが車外側から車内側に向けて補強部材1の連接壁3に入力される。このように衝突荷重Fが補強部材1の連接壁3に入力されると、補強部材1の連接壁3が変形されるとともに、第1対向壁21および第2対向壁22が変形し、第1フランジ部41を介して荷重F1,F2が第2フランジ部42に負荷され、第2フランジ部42からの反力Fa,Fbが発生する。
補強部材1の板厚としては特に限定されるものではないが、0.08〜7ミリメートル、0.2〜4ミリメートル、0.2〜2ミリメートルが例示される。但しこれに限定されるものではない。
なお、補強部材1をドアパネル80の内部に搭載するときには、場合によっては、図6に示すように、補強部材1の表裏を反転させるリバーシブル取付形態で車両のドアパネル80の内部に取り付けることもできる。この場合、図6に示すように、補強部材1の連接壁3は、ドアパネル80のうち室内側の内面壁80iに対向すると共に、外フランジ部4はドアパネル80の室外側の外面壁80pに対向する。このようなリバーシブル取付形態によれば、図6に示すように、補強部材1の稜線部5で強化された外フランジ部4が衝突荷重Fに対向するように、補強部材1が配置される。この場合、補強部材1のうち衝突荷重Fが最初に入力される第2フランジ部42の受圧面が大きい方が好ましい。このため、矢印A方向において、第2フランジ部42の先端42kは、対向壁21,22の仮想延長線W1,W2よりも溝20側に突出している(図6参照)。従って、第2フランジ部42の面垂直方向(衝突荷重Fの入力方向)から投影するとき、第2フランジ部42の投影面が大きく確保され、衝突荷重Fの受圧を効果的に行い得る。
以上説明したように本実施形態によれば、次の作用効果が得られる。
(a)車両衝突などでドアパネル80が破壊されるとき、補強部材1が曲げ変形等の変形をする。このとき補強部材1の曲げ剛性等の剛性を高めるためには、第1フランジ部41および第2フランジ部42は互いに個別に変形するよりも、できるだけ一体的に変形することが好ましい。
この点本実施形態によれば、外フランジ部4を構成する第1フランジ部41および第2フランジ部42は、稜線部5により一体的に結合されている。殊に、稜線部5は、補強部材1の長手方向(矢印L1方向)に沿って連続的に延設されている。このため、車両衝突などで補強部材1が曲げ変形等の変形をするとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1の曲げ剛性等の剛性を確保することができる。
(b)更に本実施形態によれば、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは互いに接触しており、互いに摩擦摺動可能とされている。このため車両衝突などで補強部材1が曲げ変形等の変形をするとき、外フランジ部4を形成する第1フランジ部41および第2フランジ部42は、互いに個別にバラバラに変形するよりも、一体となって変形し易くなる。この意味においても、外フランジ部4の曲げ剛性等の剛性を高めることができる。ひいては補強部材1を強化させることができる。
(c)車両衝突などで、図5に示すように、補強部材1の連接壁3が曲げ内周側となり、補強部材1の外フランジ部4が曲げ外周側となるように、補強部材1が曲げ変形されるときが多い。塑性加工では、一般的には、曲げ外周側には、曲げ内周側よりも大きな引張応力(図5に示す矢印PM方向)が作用し易い。引張応力は、過剰であると、圧縮応力よりも材料亀裂を生成させるトリガーとなり易い。
この点本実施形態によれば、補強部材1の曲げ外周側に外フランジ部4が配置されており、外フランジ部4を強化する稜線部5が補強部材1の曲げ外周側に配置されている。このため、材料亀裂を生成させ易い引張応力が補強部材1の外フランジ部4に作用するときであっても、稜線部5により強化されている外フランジ部4における亀裂抵抗性を高めることができる。
(d)補強部材1は、表裏を反転させるリバーシブル形態で車両に取り付けられることがある(図6参照)。このようなリバーシブル形態で補強部材1が車両に取り付けられるときには、図6に示すように、補強部材1の外フランンジ部4の第2フランジ部42が衝突荷重Fに向かうように、補強部材1が配置される。この場合、断面で連接壁3の延設方向(矢印A方向)において、仮想延長線W1,W2よりも第2フランジ部42の先端42kが対向壁の仮想延長線W1,W2よりも溝20側に突出している。このため第2フランジ部42の面垂直方向から投影するとき、第2フランジ部42の投影面が良好に確保される。これにより衝突荷重Fが第2フランジ部42に入力されるとき、第2フランジ部42の投影面が増加しているため、第2フランジ部42による受圧を効果的になし得る効果が期待される。
(e)殊に、第1フランジ部41および第2フランジ部42が冷間加工により曲成され、稜線部5が冷間加工により形成されている場合には、稜線部5は加工硬化により高硬度化され、強化されている。従って、加工硬化により強化された稜線部5は、上記した(a)〜(d)の作用効果を一層高めることができる。
(比較形態)
図17は、比較形態に係る補強部材1Xを示す。比較形態に係る補強部材1Xは、実施形態1に係る補強部材1と基本的には同じ構成であリ、図17に示すように、長手方向に対して交差する方向の断面で、溝20Xを形成するように互いに対向する2つの対向壁21X,22Xと、各対向壁21X,22Xの一端部同士を繋ぐ連接壁3Xと、各対向壁21X,22Xの他端部から外方に延設された外フランジ部4Xとを備えている。
図17は、比較形態に係る補強部材1Xを示す。比較形態に係る補強部材1Xは、実施形態1に係る補強部材1と基本的には同じ構成であリ、図17に示すように、長手方向に対して交差する方向の断面で、溝20Xを形成するように互いに対向する2つの対向壁21X,22Xと、各対向壁21X,22Xの一端部同士を繋ぐ連接壁3Xと、各対向壁21X,22Xの他端部から外方に延設された外フランジ部4Xとを備えている。
補強部材1Xの板厚は、実施形態1に係る補強部材1の肉厚と同じである。また、比較形態に係る補強部材1Xおよび実施形態1に係る補強部材1の双方を平シート状に展開して実質的に2次元形状とするとき、両者の面垂直方向からの投影面は同一とされている。しかしながら、比較形態に係る補強部材1Xによれば、外フランジ部4Xが1重構造であり、且つ、稜線部5が形成されていない。このため外フランジ部4Xは強化が充分ではなく、損傷し易い。殊に、衝突荷重Fが補強部材1Xの連接壁3Xに入力され、連接壁3Xが曲げ内周側、外フランジ部4Xが曲げ外周側となるように補強部材1Xが曲げ変形するとき、外フランジ部4Xにはこれの長手方向において大きな引張応力が作用し易いため、外フランジ部4Xに材料亀裂が生成されるおそれが高い。
(実施形態2)
本実施形態は実施形態1と基本的には同様の構成、作用効果を有する。図1〜図6を準用する。以下、相違する部分を中心として説明する。但し、補強部材1の全部または主要部分はダイクエンチにより成形されている。即ち、平板形状の炭素鋼系または合金鋼系の金属板(素材)をA1変態点以上に加熱する工程と、金属製の成形型の型面で金属板をプレス成形する工程とを経て形成されている。従って、成形型の型面でプレス成形される際に、型面および/または冷却媒体で急冷強化され、急冷強化組織が形成されている。冷却媒体としては、冷却水、冷却油、ミスト、強風が例示される。急冷強化組織としてはマルテンサイト単独組織、マルテンサイト含有組織が好ましいが、これに限らず、マルテンサイトと共に、あるいは、マルテンサイトを有することなく、ベイナイト、トルースタイト、ソルバイトを主要組織として含む組織でも良い。
本実施形態は実施形態1と基本的には同様の構成、作用効果を有する。図1〜図6を準用する。以下、相違する部分を中心として説明する。但し、補強部材1の全部または主要部分はダイクエンチにより成形されている。即ち、平板形状の炭素鋼系または合金鋼系の金属板(素材)をA1変態点以上に加熱する工程と、金属製の成形型の型面で金属板をプレス成形する工程とを経て形成されている。従って、成形型の型面でプレス成形される際に、型面および/または冷却媒体で急冷強化され、急冷強化組織が形成されている。冷却媒体としては、冷却水、冷却油、ミスト、強風が例示される。急冷強化組織としてはマルテンサイト単独組織、マルテンサイト含有組織が好ましいが、これに限らず、マルテンサイトと共に、あるいは、マルテンサイトを有することなく、ベイナイト、トルースタイト、ソルバイトを主要組織として含む組織でも良い。
(実施形態3)
本実施形態は実施形態1と基本的には同様の構成、作用効果を有する。図1〜図6を準用する。以下、相違する部分を中心として説明する。但し、第1フランジ部41および第2フランジ部42が熱間加工または温間加工により曲成され、稜線部5が熱間加工または温間加工により形成されている。従って、稜線部5の加工硬化による強化は冷間加工のときよりも少ないものの、第1フランジ部41の第1表面41fおよび第2フランジ部42の第2表面42fが互いに接触するように、第1フランジ部41および第2フランジ部42が稜線部5により結合されており、上記した(a)(b)(c)(d)の作用効果が得られる。
本実施形態は実施形態1と基本的には同様の構成、作用効果を有する。図1〜図6を準用する。以下、相違する部分を中心として説明する。但し、第1フランジ部41および第2フランジ部42が熱間加工または温間加工により曲成され、稜線部5が熱間加工または温間加工により形成されている。従って、稜線部5の加工硬化による強化は冷間加工のときよりも少ないものの、第1フランジ部41の第1表面41fおよび第2フランジ部42の第2表面42fが互いに接触するように、第1フランジ部41および第2フランジ部42が稜線部5により結合されており、上記した(a)(b)(c)(d)の作用効果が得られる。
(実施形態4)
図7は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した実施形態1と同様な(a)(b)(c)(d)(e)の作用効果が得られる。図7に示すように、第1対向壁21の仮想延長線をW1とする。第2対向壁22の仮想延長線をW2とする。仮想延長線W1,W2よりも第2フランジ部42の先端42kは、矢印A方向において、溝20側から遠ざかるように退避している。前述したように補強部材1では実施形態1と同様な作用効果が得られる。このように補強部材1は強化されているため、仮想延長線W1,W2よりも第2フランジ部42の先端42kが溝20側から遠ざかるように退避していたとしても、強度上の支障はない。図7に示す断面で、連接壁3の延設方向(矢印A方向)において、第2フランジ部42の先端42kが溝20側から遠ざかるようにΔL1,ΔL2退避しているため、第2フランジ部42の材料が節約される。更に、補強部材1の成形過程において、第2フランジ部42の先端42kが成形型に干渉するような曲げ成形をされる場合であっても、矢印A方向において、仮想延長線W1,W2よりも第2フランジ部42の先端42kが溝20側からΔL1,ΔL2遠ざかるように退避しているため、上記干渉が低減または回避される。なお車両用補強部材1は、冷間加工、温間加工、熱間加工のうちのいずれで成形しても良く、ダイクエンチ法で成形しても良い。
図7は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した実施形態1と同様な(a)(b)(c)(d)(e)の作用効果が得られる。図7に示すように、第1対向壁21の仮想延長線をW1とする。第2対向壁22の仮想延長線をW2とする。仮想延長線W1,W2よりも第2フランジ部42の先端42kは、矢印A方向において、溝20側から遠ざかるように退避している。前述したように補強部材1では実施形態1と同様な作用効果が得られる。このように補強部材1は強化されているため、仮想延長線W1,W2よりも第2フランジ部42の先端42kが溝20側から遠ざかるように退避していたとしても、強度上の支障はない。図7に示す断面で、連接壁3の延設方向(矢印A方向)において、第2フランジ部42の先端42kが溝20側から遠ざかるようにΔL1,ΔL2退避しているため、第2フランジ部42の材料が節約される。更に、補強部材1の成形過程において、第2フランジ部42の先端42kが成形型に干渉するような曲げ成形をされる場合であっても、矢印A方向において、仮想延長線W1,W2よりも第2フランジ部42の先端42kが溝20側からΔL1,ΔL2遠ざかるように退避しているため、上記干渉が低減または回避される。なお車両用補強部材1は、冷間加工、温間加工、熱間加工のうちのいずれで成形しても良く、ダイクエンチ法で成形しても良い。
(実施形態5)
図8は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。図8に示すように、第1対向壁21の仮想延長線をW1とする。第2対向壁22の仮想延長線をW2とする。仮想延長線W1,W2よりも第2フランジ部42の先端42kは、矢印A方向において、仮想延長線W1,W2上に位置している。この場合、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとの対向面積ができるだけ確保される。更に、第1フランジ部41の投影面(サイズ)と第2フランジ部42の投影面(サイズ)とをできるだけ近づけることができる。このため、車両衝突などで補強部材1が曲げ変形等の変形をするとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。なお車両用補強部材1は、冷間加工、温間加工、熱間加工のうちのいずれで成形しても良く、ダイクエンチ法で成形しても良い。
図8は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。図8に示すように、第1対向壁21の仮想延長線をW1とする。第2対向壁22の仮想延長線をW2とする。仮想延長線W1,W2よりも第2フランジ部42の先端42kは、矢印A方向において、仮想延長線W1,W2上に位置している。この場合、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとの対向面積ができるだけ確保される。更に、第1フランジ部41の投影面(サイズ)と第2フランジ部42の投影面(サイズ)とをできるだけ近づけることができる。このため、車両衝突などで補強部材1が曲げ変形等の変形をするとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。なお車両用補強部材1は、冷間加工、温間加工、熱間加工のうちのいずれで成形しても良く、ダイクエンチ法で成形しても良い。
(実施形態6)
図9は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。図9に示すように、第1フランジ部41および第2フランジ部42には、厚み方向に膨出加工(例えばエンボス加工等)されており、凸状の第1膨出部41mおよび凸状の第2膨出部42mが成形されている。第1膨出部41mはその背面に凹部41nをもつ。第2膨出部42mはその背面に凹部42nをもつ。このため、第1フランジ部41の第1膨出部41mは、第2フランジ部42の第2膨出部42mの凹部42nに係合している。この結果、第1フランジ部41および第2フランジ部42の一体性が高まり、面方向における第1フランジ部41および第2フランジ部42の相対滑りが抑えられる。このため、車両衝突などで補強部材1が変形するとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。更に、第1膨出部41mおよび第2膨出部42mが冷間加工されているため、加工硬化により一層強化されているため、滑り抵抗性が高められている。
図9は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。図9に示すように、第1フランジ部41および第2フランジ部42には、厚み方向に膨出加工(例えばエンボス加工等)されており、凸状の第1膨出部41mおよび凸状の第2膨出部42mが成形されている。第1膨出部41mはその背面に凹部41nをもつ。第2膨出部42mはその背面に凹部42nをもつ。このため、第1フランジ部41の第1膨出部41mは、第2フランジ部42の第2膨出部42mの凹部42nに係合している。この結果、第1フランジ部41および第2フランジ部42の一体性が高まり、面方向における第1フランジ部41および第2フランジ部42の相対滑りが抑えられる。このため、車両衝突などで補強部材1が変形するとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。更に、第1膨出部41mおよび第2膨出部42mが冷間加工されているため、加工硬化により一層強化されているため、滑り抵抗性が高められている。
(実施形態7)
図10は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(c)(d)(e)の作用効果が得られる。矢印A方向において、第2フランジ部42の先端42kは、対向壁21,22の仮想延長線W1,W2よりも溝20側にかなり突出している。このため第2フランジ部42の面垂直方向から投影するとき、第2フランジ部42の投影面が確保される。第1フランジ部41と第2フランジ部42との間には隙間47が形成されている。故に、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは、非接触である。隙間47は補強部材1の長手方向に沿って連続的に延びている。このように第1フランジ部41と第2フランジ部42との間には隙間47が形成されているため、稜線部5の曲げ成形は容易である。更に、衝突時等において、第1フランジ部41と第2フランジ部42とが当接するとき、稜線部5によるバネ弾性効果を期待でき、衝撃緩和に貢献できる。隙間47の隙間幅taは適宜設定できる。補強部材1の高さHAが20〜50ミリメートルのときには、例えば、0.5〜5ミリメートルが採用される。但しこれに限定されるものではない。
図10は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(c)(d)(e)の作用効果が得られる。矢印A方向において、第2フランジ部42の先端42kは、対向壁21,22の仮想延長線W1,W2よりも溝20側にかなり突出している。このため第2フランジ部42の面垂直方向から投影するとき、第2フランジ部42の投影面が確保される。第1フランジ部41と第2フランジ部42との間には隙間47が形成されている。故に、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは、非接触である。隙間47は補強部材1の長手方向に沿って連続的に延びている。このように第1フランジ部41と第2フランジ部42との間には隙間47が形成されているため、稜線部5の曲げ成形は容易である。更に、衝突時等において、第1フランジ部41と第2フランジ部42とが当接するとき、稜線部5によるバネ弾性効果を期待でき、衝撃緩和に貢献できる。隙間47の隙間幅taは適宜設定できる。補強部材1の高さHAが20〜50ミリメートルのときには、例えば、0.5〜5ミリメートルが採用される。但しこれに限定されるものではない。
(実施形態8)
図11は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(c)(d)(e)の作用効果が得られる。矢印A方向において第2フランジ部42の先端42kは、仮想延長線W1,W2よりもΔL1,ΔL2退避している。第1フランジ部41と第2フランジ部42との間には隙間47が形成されている。第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは非接触である。第1フランジ部41と第2フランジ部42との間には隙間47が形成されているため、稜線部5の曲げ成形は容易である。更に、衝突時等において、第1フランジ部41と第2フランジ部42とが当接するとき、稜線部5によるバネ弾性効果を期待でき、衝撃緩和に貢献できる。
図11は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(c)(d)(e)の作用効果が得られる。矢印A方向において第2フランジ部42の先端42kは、仮想延長線W1,W2よりもΔL1,ΔL2退避している。第1フランジ部41と第2フランジ部42との間には隙間47が形成されている。第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは非接触である。第1フランジ部41と第2フランジ部42との間には隙間47が形成されているため、稜線部5の曲げ成形は容易である。更に、衝突時等において、第1フランジ部41と第2フランジ部42とが当接するとき、稜線部5によるバネ弾性効果を期待でき、衝撃緩和に貢献できる。
(実施形態9)
図12は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(c)(d)(e)の作用効果が得られる。矢印A方向において、第2フランジ部42の先端42kは、仮想延長線W1,W2上に位置している。この場合、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとの対向面ができるだけ確保される。更に、第1フランジ部41の投影面と第2フランジ部42の投影面とをできるだけ近づけることができる。このため、車両衝突などで補強部材1が変形するとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。第1フランジ部41と第2フランジ部42との間には隙間47が形成されている。第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは非接触である。第1フランジ部41と第2フランジ部42との間には隙間47が形成されているため、稜線部5の曲げ成形は容易である。更に、衝突時等において、第1フランジ部41と第2フランジ部42とが当接するとき、稜線部5によるバネ弾性効果を期待でき、衝撃緩和に貢献できる。
図12は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(c)(d)(e)の作用効果が得られる。矢印A方向において、第2フランジ部42の先端42kは、仮想延長線W1,W2上に位置している。この場合、第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとの対向面ができるだけ確保される。更に、第1フランジ部41の投影面と第2フランジ部42の投影面とをできるだけ近づけることができる。このため、車両衝突などで補強部材1が変形するとき、第1フランジ部41および第2フランジ部42をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。第1フランジ部41と第2フランジ部42との間には隙間47が形成されている。第1フランジ部41の第1表面41fと第2フランジ部42の第2表面42fとは非接触である。第1フランジ部41と第2フランジ部42との間には隙間47が形成されているため、稜線部5の曲げ成形は容易である。更に、衝突時等において、第1フランジ部41と第2フランジ部42とが当接するとき、稜線部5によるバネ弾性効果を期待でき、衝撃緩和に貢献できる。
(実施形態10)
図13は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。第1フランジ部41および第2フランジ部42を曲げた後、稜線部5およびその付近は、加熱手段55によって局部的に焼き入れ温度以上(A1変態点以上)に加熱された後、急冷手段により急冷されて焼き入れされている。従って稜線部5およびその付近は他の部分よりも強化されている。加熱手段55は誘導加熱用の導体をもつ。導体は、稜線部5を囲むように断面C形状または断面コ形状をなす。急冷手段としては、急冷用の冷媒(冷却水等の冷却液、ミスト、冷却用空気等の冷却用気体など)を接触させる手段が挙げられる。このため稜線部5およびその付近は焼き入れにより局部的に強化(急冷強化)されており、第1フランジ部41および第2フランジ部42の結合性を更に高めることができる。稜線部5およびその付近はマルテンサイト単独組織あるいはマルテンサイト含有組織とされるが、場合によっては、マルテンサイトに限らず、またはマルテンサイトと共に、トルースタイト、ベイナイト、ソルバイトのうちのいずれか少なくとも1種でも良い。このように稜線部5およびその付近を局部的に焼き入れにより強化(急冷強化)させる技術は、本明細書における各実施形態に適用できる。
図13は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。第1フランジ部41および第2フランジ部42を曲げた後、稜線部5およびその付近は、加熱手段55によって局部的に焼き入れ温度以上(A1変態点以上)に加熱された後、急冷手段により急冷されて焼き入れされている。従って稜線部5およびその付近は他の部分よりも強化されている。加熱手段55は誘導加熱用の導体をもつ。導体は、稜線部5を囲むように断面C形状または断面コ形状をなす。急冷手段としては、急冷用の冷媒(冷却水等の冷却液、ミスト、冷却用空気等の冷却用気体など)を接触させる手段が挙げられる。このため稜線部5およびその付近は焼き入れにより局部的に強化(急冷強化)されており、第1フランジ部41および第2フランジ部42の結合性を更に高めることができる。稜線部5およびその付近はマルテンサイト単独組織あるいはマルテンサイト含有組織とされるが、場合によっては、マルテンサイトに限らず、またはマルテンサイトと共に、トルースタイト、ベイナイト、ソルバイトのうちのいずれか少なくとも1種でも良い。このように稜線部5およびその付近を局部的に焼き入れにより強化(急冷強化)させる技術は、本明細書における各実施形態に適用できる。
(実施形態11)
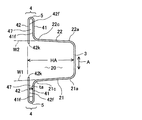
図14は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。外フランジ部4は、互いに対面する板状をなす第1フランジ部41、板状をなす第2フランジ部42、板状をなす第3フランジ部43と、断面U形状をなす第1折り目を形成する第1稜線部5と、断面逆U形状をなす第2折り目を形成する第2稜線部5Eとを備えている。第1稜線部5および第2稜線部5Eは互いに対向する。本実施形態によれば、次の作用効果が得られる。第1稜線部5は、矢印A方向において、対向壁21,22の他端部21c,22cに対して反対側に位置すると共に第1フランジ部41および第2フランジ部42の境界を形成する。第2稜線部5Eは、矢印A方向において、対向壁21,22の他端部21c,22cの側に位置すると共に第2フランジ部42および第3フランジ部43の境界を形成する。
図14は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、上記した(a)(b)(c)(d)(e)の作用効果が得られる。外フランジ部4は、互いに対面する板状をなす第1フランジ部41、板状をなす第2フランジ部42、板状をなす第3フランジ部43と、断面U形状をなす第1折り目を形成する第1稜線部5と、断面逆U形状をなす第2折り目を形成する第2稜線部5Eとを備えている。第1稜線部5および第2稜線部5Eは互いに対向する。本実施形態によれば、次の作用効果が得られる。第1稜線部5は、矢印A方向において、対向壁21,22の他端部21c,22cに対して反対側に位置すると共に第1フランジ部41および第2フランジ部42の境界を形成する。第2稜線部5Eは、矢印A方向において、対向壁21,22の他端部21c,22cの側に位置すると共に第2フランジ部42および第3フランジ部43の境界を形成する。
車両衝突などで補強部材1が変形されるとき、補強部材1の剛性を高めるためには、第1フランジ部41〜第3フランジ部43は互いに個別に変形するよりも、できるだけ一体的に変形することが好ましい。この点本実施形態によれば、外フランジ部4を構成する第1フランジ部41および第2フランジ部42は、互いに接触するように第1稜線部5Eにより結合されている。第2フランジ部42および第3フランジ部43は第2稜線部5により結合されている。このため、車両衝突などで補強部材1が変形するとき、第1フランジ部41、第2フランジ部42および第3フランジ部43をできるだけ一体的に変形させることができ、補強部材1を強化させることができる。更に図14に示すように、第1フランジ部41〜第3フランジ部43は互いに接触するようにスポット溶接、レーザビーム溶接等の溶接部49で部分的に結合されている。この意味においても、第1フランジ部41、第2フランジ部42および第3フランジ部43を一体的に変形させることができる。溶接部49は第1フランジ部41、第2フランジ部42および第3フランジ部43の長さ方向に沿って連続していても良いし、間隔を隔てて断続的に形成されていても良い。
殊に、第1フランジ部41、第2フランジ部42、第3フランジ部43が冷間加工により曲成され、稜線部5,5Eが冷間加工により形成されている。このため、稜線部5,5Eは加工硬化により強化されている。従って、加工硬化により強化された稜線部5,5Eは、上記した作用効果を一層高めることができる。場合によっては、稜線部5,5Eは温間加工、熱間加工で形成することにしても良い。
(実施形態12)
図15は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、補強部材1の高さをHAとし、補強部材1の幅をHDとすると、HDに対してHAはかなり小さく設定されており、薄型化が図られている。HA/HDとしては、例えば0.15〜0.70の範囲内、または、0.15〜0.60の範囲内、または、0.20〜0.45の範囲内が例示される。これは、稜線部5により外フランジ部4が強化されて、上記した各作用効果が得られるため、補強部材1の高さHAを小さくしたとしても、補強部材1による補強効果が向上するためである。このように補強部材1の薄型化が図られるため、ドアパネル80の肉厚が薄い場合、ドアパネル80の内部の搭載スペースが制約されている場合に適する。
図15は、本実施形態に係る車両用補強部材1の長手方向に対して交差する方向の断面を示す。本実施形態は実施形態1と基本的には同様の構成、作用効果を有し、補強部材1の高さをHAとし、補強部材1の幅をHDとすると、HDに対してHAはかなり小さく設定されており、薄型化が図られている。HA/HDとしては、例えば0.15〜0.70の範囲内、または、0.15〜0.60の範囲内、または、0.20〜0.45の範囲内が例示される。これは、稜線部5により外フランジ部4が強化されて、上記した各作用効果が得られるため、補強部材1の高さHAを小さくしたとしても、補強部材1による補強効果が向上するためである。このように補強部材1の薄型化が図られるため、ドアパネル80の肉厚が薄い場合、ドアパネル80の内部の搭載スペースが制約されている場合に適する。
(実施形態13)
本実施形態は実施形態1〜実施形態12と基本的には同様の構成、作用効果を有する。従って図1〜図14を準用する。但し、補強部材1はアルミニウム合金、マグネシウム合金、チタン合金、または硬質樹脂(例えばエンジニアプラスチック等)のいずれかで形成されており、軽量化が図られている。
本実施形態は実施形態1〜実施形態12と基本的には同様の構成、作用効果を有する。従って図1〜図14を準用する。但し、補強部材1はアルミニウム合金、マグネシウム合金、チタン合金、または硬質樹脂(例えばエンジニアプラスチック等)のいずれかで形成されており、軽量化が図られている。
(適用形態)
図16は、本発明を車両の補強部材に適用した適用形態を示す。車両のボディは、補強部材として、高さ方向に架設されるセンターピラーリインホースメント100(センターピラー補強部材)、フロントドアサイドにおいて横方向に架設されるパネルリインホースメント101(ドアサイド補強部材)、フロントドアサイドにおいて横方向に架設されるインパクトプロテクションビーム102(ドアサイド補強部材)と、リヤドアサイドにおいて横方向に架設されるインパクトプロテクションビーム103(ドアサイド補強部材)、ルーフサイドインナーレール104(天井補強部材)、ルーフパネルのうち車幅方向に架設されるセンターリインホースメント105(天井補強部材)、フロントボディピラーインホースメント106(フロント側補強部材)、フロントフロアクロスメンバー110(床側補強部材)、ロッカーパネルリインホースメント111a,111b(床側補強部材)、リヤフロアクロスメンバー112(床側補強部材)とを備えている。上記した各種の補強部材を、上記した実施形態1〜実施形態11に係る補強部材1とし、その断面形状に成形することができる。
図16は、本発明を車両の補強部材に適用した適用形態を示す。車両のボディは、補強部材として、高さ方向に架設されるセンターピラーリインホースメント100(センターピラー補強部材)、フロントドアサイドにおいて横方向に架設されるパネルリインホースメント101(ドアサイド補強部材)、フロントドアサイドにおいて横方向に架設されるインパクトプロテクションビーム102(ドアサイド補強部材)と、リヤドアサイドにおいて横方向に架設されるインパクトプロテクションビーム103(ドアサイド補強部材)、ルーフサイドインナーレール104(天井補強部材)、ルーフパネルのうち車幅方向に架設されるセンターリインホースメント105(天井補強部材)、フロントボディピラーインホースメント106(フロント側補強部材)、フロントフロアクロスメンバー110(床側補強部材)、ロッカーパネルリインホースメント111a,111b(床側補強部材)、リヤフロアクロスメンバー112(床側補強部材)とを備えている。上記した各種の補強部材を、上記した実施形態1〜実施形態11に係る補強部材1とし、その断面形状に成形することができる。
上記したセンターピラーリインホースメント100は、これの長手方向K0方向に沿って延設されており、中央領域100c、上側の端領域100e、下側の端領域100eをもつ。パネルリインホースメント101は、これの長手方向K1方向に沿って延設されており、中央領域101cと、端領域101eとをもつ。インパクトプロテクションビーム102は、これの長手方向K2方向に沿って延設されており、中央領域102cと、端領域102eとをもつ。インパクトプロテクションビーム103は、これの長手方向K3方向に沿って延設されており、中央領域103cと、端領域103eとをもつ。
(その他)
各実施形態において、第1フランジ部41および第2フランジ部42が互いに接触しているときには、スポット溶接等の溶接部、ボルト締結、リベット締結等で互いに一体的に結合されていても良い。この場合、第1フランジ部41および第2フランジ部42を一体的に効果的に変形させることができる。補強部材1の材質としては金属に限らず、エンジニアプラスチック等の樹脂としても良い。この場合には、曲げプレス成形でなく、射出成形、押出成形、圧縮成形等により成形される。各実施形態に係る補強部剤をリバーシブル構造とし、外フランジ部を室外側に対面させても良い。本発明は上記しかつ図面に示した実施形態のみに限定されるものではなく、要旨を逸脱しない範囲内において適宜変更して実施できる。上記した実施形態は説明の複雑化を避けるため、特徴を絞った構成としており、実際の適用においては、一の実施形態に特有の構成および機能を他の実施形態に適用しても良い。従って複数の実施形態における特有の構成および機能を併用する実施形態としても良い。
各実施形態において、第1フランジ部41および第2フランジ部42が互いに接触しているときには、スポット溶接等の溶接部、ボルト締結、リベット締結等で互いに一体的に結合されていても良い。この場合、第1フランジ部41および第2フランジ部42を一体的に効果的に変形させることができる。補強部材1の材質としては金属に限らず、エンジニアプラスチック等の樹脂としても良い。この場合には、曲げプレス成形でなく、射出成形、押出成形、圧縮成形等により成形される。各実施形態に係る補強部剤をリバーシブル構造とし、外フランジ部を室外側に対面させても良い。本発明は上記しかつ図面に示した実施形態のみに限定されるものではなく、要旨を逸脱しない範囲内において適宜変更して実施できる。上記した実施形態は説明の複雑化を避けるため、特徴を絞った構成としており、実際の適用においては、一の実施形態に特有の構成および機能を他の実施形態に適用しても良い。従って複数の実施形態における特有の構成および機能を併用する実施形態としても良い。
上記した記載から次の技術的思想も把握できる。
(付記項1)長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各前記対向壁の一端部同士を繋ぐ連接壁と、各前記対向壁の他端部から外方に延設された外フランジ部とを具備しており、前記外フランジ部は、互いに対面する板状をなす第1フランジ部および板状をなす第2フランジ部と、前記対向壁の前記他端部に対して反対側に位置すると共に前記第1フランジ部および前記第2フランジ部の境界を形成する断面U形状をなす稜線部とを備えていることを特徴とする車両用ドアビーム。
(付記項2)長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各前記対向壁の一端部同士を繋ぐ連接壁と、各前記対向壁の他端部から外方に延設された外フランジ部とを具備しており、前記外フランジ部は、互いに対面する板状をなす第1フランジ部および板状をなす第2フランジ部と、前記対向壁の前記他端部に対して反対側に位置すると共に前記第1フランジ部および前記第2フランジ部の境界を形成する断面U形状をなす稜線部とを備えていることを特徴とする補強部材。車両、産業機器、建築物の構造部品に適用することができる
(付記項1)長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各前記対向壁の一端部同士を繋ぐ連接壁と、各前記対向壁の他端部から外方に延設された外フランジ部とを具備しており、前記外フランジ部は、互いに対面する板状をなす第1フランジ部および板状をなす第2フランジ部と、前記対向壁の前記他端部に対して反対側に位置すると共に前記第1フランジ部および前記第2フランジ部の境界を形成する断面U形状をなす稜線部とを備えていることを特徴とする車両用ドアビーム。
(付記項2)長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各前記対向壁の一端部同士を繋ぐ連接壁と、各前記対向壁の他端部から外方に延設された外フランジ部とを具備しており、前記外フランジ部は、互いに対面する板状をなす第1フランジ部および板状をなす第2フランジ部と、前記対向壁の前記他端部に対して反対側に位置すると共に前記第1フランジ部および前記第2フランジ部の境界を形成する断面U形状をなす稜線部とを備えていることを特徴とする補強部材。車両、産業機器、建築物の構造部品に適用することができる
本発明は車両の構造部品等に適用することができる。
1は車両用補強部材、20は溝、21,22は対向壁、21a,22aは一端部、21c,21cは他端部、3は連接壁3、4は外フランジ部、41は第1フランジ部、41fは表面、42は第2フランジ部、42fは表面、5は稜線部を示す。
Claims (7)
- 長手方向に対して交差する方向の断面で、溝を形成するように互いに対向する2つの対向壁と、各前記対向壁の一端部同士を繋ぐ連接壁と、各前記対向壁の他端部から外方に延設された外フランジ部とを具備しており、
前記外フランジ部は、互いに対面する板状をなす第1フランジ部および板状をなす第2フランジ部と、各前記対向壁の一端部同士を繋ぐ方向において前記対向壁の前記他端部から遠ざかる側に位置すると共に前記第1フランジ部および前記第2フランジ部の境界を形成する断面U形状をなす稜線部とを備えていることを特徴とする車両用補強部材。 - 請求項1において、前記断面で、前記第1フランジ部のうち前記第2フランジ部に対面する表面と、前記第2フランジ部のうち前記第1フランジ部に対面する表面とは、互いに接触して面当たりしていることを特徴とする車両用補強部材。
- 請求項1または2において、前記断面で、前記第2フランジ部の先端は、各前記対向壁の一端部同士を繋ぐ方向において、前記対向壁の仮想延長線よりも前記溝側に突出していることを特徴とする車両用補強部材。
- 請求項1または2において、前記断面で、前記第2フランジ部の先端は、各前記対向壁の一端部同士を繋ぐ方向において、前記対向壁の仮想延長線よりも前記溝側から退避していることを特徴とする車両用補強部材。
- 請求項1または2において、前記断面で、前記第2フランジ部の先端は、各前記対向壁の一端部同士を繋ぐ方向において、前記対向壁の仮想延長線上に位置していることを特徴とする車両用補強部材。
- 請求項1〜5のうちの一項において、前記稜線部は、加工硬化または焼入により強化されていることを特徴とする車両用補強部材。
- 請求項1〜6のうちの一項において、前記第1フランジ部および前記第2フランジ部は部分的にまたは全面的に溶接により互いに接合されていることを特徴とする車両用補強部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007220693A JP2009051377A (ja) | 2007-08-28 | 2007-08-28 | 車両用補強部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007220693A JP2009051377A (ja) | 2007-08-28 | 2007-08-28 | 車両用補強部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009051377A true JP2009051377A (ja) | 2009-03-12 |
Family
ID=40502850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007220693A Pending JP2009051377A (ja) | 2007-08-28 | 2007-08-28 | 車両用補強部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009051377A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018021422A1 (ja) * | 2016-07-28 | 2018-02-01 | 新日鐵住金株式会社 | 衝撃吸収部材 |
| CN111629921A (zh) * | 2018-01-26 | 2020-09-04 | 日本制铁株式会社 | 冲击吸收部件 |
| CN112469597A (zh) * | 2018-08-01 | 2021-03-09 | 住友重机械工业株式会社 | 车辆用加固部件及其制造方法 |
-
2007
- 2007-08-28 JP JP2007220693A patent/JP2009051377A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018021422A1 (ja) * | 2016-07-28 | 2018-02-01 | 新日鐵住金株式会社 | 衝撃吸収部材 |
| KR20190026884A (ko) * | 2016-07-28 | 2019-03-13 | 신닛테츠스미킨 카부시키카이샤 | 충격 흡수 부재 |
| CN109476219A (zh) * | 2016-07-28 | 2019-03-15 | 新日铁住金株式会社 | 冲击吸收构件 |
| TWI655124B (zh) * | 2016-07-28 | 2019-04-01 | 日商新日鐵住金股份有限公司 | 衝擊吸收構件 |
| JPWO2018021422A1 (ja) * | 2016-07-28 | 2019-04-25 | 新日鐵住金株式会社 | 衝撃吸収部材 |
| RU2703380C1 (ru) * | 2016-07-28 | 2019-10-16 | Ниппон Стил Корпорейшн | Элемент для поглощения удара |
| US11135902B2 (en) | 2016-07-28 | 2021-10-05 | Nippon Steel Corporation | Impact absorption member |
| KR102307638B1 (ko) * | 2016-07-28 | 2021-10-05 | 닛폰세이테츠 가부시키가이샤 | 충격 흡수 부재 |
| CN109476219B (zh) * | 2016-07-28 | 2022-05-10 | 日本制铁株式会社 | 冲击吸收构件 |
| CN111629921A (zh) * | 2018-01-26 | 2020-09-04 | 日本制铁株式会社 | 冲击吸收部件 |
| CN111629921B (zh) * | 2018-01-26 | 2023-09-29 | 日本制铁株式会社 | 冲击吸收部件 |
| CN112469597A (zh) * | 2018-08-01 | 2021-03-09 | 住友重机械工业株式会社 | 车辆用加固部件及其制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7240298B2 (ja) | 電動車両用バッテリーケースの製造方法および電動車両用バッテリーケース | |
| CN103328312B (zh) | 汽车的前侧车架构造 | |
| US8491046B2 (en) | Vehicle side body structure | |
| US10265752B2 (en) | Method for manufacturing press-formed product and press-forming apparatus | |
| US8382199B2 (en) | Energy absorbing side rail for a vehicle | |
| JP5168023B2 (ja) | バンパーリインフォースメントおよびその製造方法 | |
| JP6311853B1 (ja) | ホットスタンプ成形品、その製造方法および製造装置 | |
| WO2010038504A1 (ja) | 車両用フード構造 | |
| CN105438269A (zh) | 车体框架构造 | |
| JP7705384B2 (ja) | 車両フロアおよび対応する製造方法 | |
| WO2013077200A1 (ja) | 車体側部構造 | |
| CA2969555C (en) | Structural member | |
| CN102199699A (zh) | 用于制造汽车元件的方法和车身构件 | |
| EP3610962B1 (en) | Structural member for automobiles that uses a press-molded article and production method for structural member for automobiles | |
| KR102236841B1 (ko) | 구조 부재 및 차량용 구조 부재 | |
| CN107848475B (zh) | 保险杠加强件和具备该保险杠加强件的车辆 | |
| JP6827468B2 (ja) | カバープレートを備える構造ビーム及び製造方法 | |
| JP2009051377A (ja) | 車両用補強部材 | |
| JP2019506322A (ja) | 補強材を備える硬化したuhssの構造ビーム及び製造方法 | |
| JP2025014025A (ja) | 自動車車体の構造部材 | |
| CN119611540A (zh) | 机动车的下底板 | |
| JP2003160062A (ja) | 車体用部品及びその高周波焼入れ方法 | |
| JP7425306B2 (ja) | 成形品、自動車用構造部材および成形品の製造方法 | |
| JP7131592B2 (ja) | 自動車用構造部材及び自動車用中空部材の補強方法 | |
| JP2007062733A (ja) | 車体用部品及びその高周波焼入れ方法 |