JP2009060157A - ヘッドホンの製造方法 - Google Patents
ヘッドホンの製造方法 Download PDFInfo
- Publication number
- JP2009060157A JP2009060157A JP2007214908A JP2007214908A JP2009060157A JP 2009060157 A JP2009060157 A JP 2009060157A JP 2007214908 A JP2007214908 A JP 2007214908A JP 2007214908 A JP2007214908 A JP 2007214908A JP 2009060157 A JP2009060157 A JP 2009060157A
- Authority
- JP
- Japan
- Prior art keywords
- housing
- hole
- outer housing
- placing piece
- speaker unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 238000001746 injection moulding Methods 0.000 claims abstract description 10
- 239000000463 material Substances 0.000 claims description 38
- 239000007788 liquid Substances 0.000 claims description 16
- 229920001296 polysiloxane Polymers 0.000 claims description 15
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 238000000465 moulding Methods 0.000 abstract description 22
- 238000000034 method Methods 0.000 abstract description 14
- 210000005069 ears Anatomy 0.000 abstract 1
- 239000000243 solution Substances 0.000 abstract 1
- 210000000613 ear canal Anatomy 0.000 description 16
- 210000003128 head Anatomy 0.000 description 14
- 238000000605 extraction Methods 0.000 description 11
- 238000004891 communication Methods 0.000 description 5
- 229920001707 polybutylene terephthalate Polymers 0.000 description 5
- 230000005236 sound signal Effects 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000001936 parietal effect Effects 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 229920002379 silicone rubber Polymers 0.000 description 3
- 239000004945 silicone rubber Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- 241000746998 Tragus Species 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical group C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 210000003027 ear inner Anatomy 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- -1 polybutylene terephthalate Polymers 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 239000012780 transparent material Substances 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 206010010071 Coma Diseases 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images









Landscapes
- Headphones And Earphones (AREA)
Abstract
【解決手段】スピーカ(7)とこれを収納すると共に周部に孔(8b1)を有するハウジング(8)とハウジングと一体形成された柔軟な環状の外ハウジング(9)とその周部にハウジングの孔と対応して形成された突出部(9b)と、突出部内部に形成され孔に連通した空隙部(9c)とを備えたヘッドホン(50)を、予め形成されたハウジングの孔(8b1)に柔軟な置き駒(13)を一部が孔から突出するように嵌着する置き駒嵌着工程と、置き駒を嵌着したハウジングを外ハウジングの外形に対応したキャビティを有する金型内に装着し、射出成形により外ハウジングをハウジング部と一体となるように形成する外ハウジング形成工程と、外ハウジング形成工程後に、嵌着した置き駒を、孔を通してハウジングの内側から抜き取る置き駒抜去工程と、を有する方法で製造する。
【選択図】図2
Description
このヘッドホンとしては、軽量であって可搬性に優れることから、耳介の内側に装着するいわゆるインナーイヤータイプが広く普及している。
また、インナーイヤータイプには、外耳道内にイヤーピースを挿入して使用するカナルタイプがあり、このカナルタイプのヘッドホンは、電気信号を音声に変換するスピーカユニットを収納したハウジングと、ハウジングから突出して音を放出する放音筒と、この放音筒に取り付けられたイヤーピースと、ハウジングから延出し外部機器からの音声信号をスピーカユニットに供給するコードと、を備え、イヤーピース付き放音筒を外耳道内に挿入すると共に、ハウジングを耳介の内側に保持させるように装着して使用するように構成されるのが一般的である。
そのため、保持力はそれほど高くなく、コードが引っ張られた際に容易に外れてしまう場合があり、これを改善するために、ハウジングの形状を、耳介の内面に係止され得るように工夫したヘッドホンが種々提案されている。
その一例が特許文献1にイヤホンとして記載されている。
従って、そのループ(耳介支持部材)が延在する平面に沿う内側方向への変形は柔軟になされるものの、その平面に沿わない方向への変形(例えば、その平面に直交する方向への変形)は、柔軟性が十分ではなく、耳介内面形状の個体差により、人により必ずしも良好な装着が行われない可能性があった。
そのため、このイヤホンを特に耳介が小さい人が装着する際に、良好な装着感が得られない、という状況が起こりえるものであり、また、場合によっては、装着自体が難しい、という状況が起こり得るものであった。
1) スピーカユニット(7)と、該スピーカユニット(7)を収納すると共に周部に孔(8b1)を有するハウジング部(8)と、前記ハウジング部(8)の所定領域に該ハウジング部(8)と一体的に形成され該ハウジング部(8)より柔軟なる環状の外ハウジング(9)と、該外ハウジング(9)の周部において前記ハウジング部(8)の孔(8b1)と対応した位置に形成された突出部(9b)と、該突出部(9b)の内部に形成され前記孔(8b1)に連通した空隙部(9c)と、を備えたヘッドホン(50)を製造するヘッドホンの製造方法において、
予め形成されたハウジング部(8)における前記孔(8b1)に、柔軟性を有する置き駒(13)をその一部が前記孔(8b1)から突出するように嵌着する置き駒嵌着工程と、
前記置き駒(13)を嵌着したハウジング部(8)を前記外ハウジング(9)の外形に対応したキャビティを有する金型内に装着し、射出成形により外ハウジング(9)を前記ハウジング部(8)と一体となるように形成する外ハウジング形成工程と、
該外ハウジング形成工程後に、前記嵌着した置き駒(13)を、前記孔(8b1)を通してハウジング部(8)の内側から抜き取って前記空隙部(9c)を形成する置き駒抜去工程と、を有することを特徴とするヘッドホンの製造方法。
2) 前記置き駒(13)を、液状シリコーン材または熱可塑性エラストマー材で形成したことを特徴とする1)に記載のヘッドホンの製造方法。
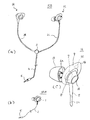
そして、プラグ5が接続された外部機器からの音声信号は、プラグ5,メインコード4,及び連結部3を介し、Lチャネルの音声信号はコード2Lを介して左スピーカ部1Lに供給され、Rチャネルの音声信号はコード2Rを介して右スピーカ部1Rに供給させ、各スピーカ部1L,2Rから音声として放出される。
また、このヘッドホン50においては、左スピーカ部1Lと右スピーカ部1Rとは左右対称構造であり、代表として左スピーカ部1Lについて詳述する。
以下、ユニットホルダ6と内ハウジング8とを合わせてハウジング部16とも称する。
また、外ハウジング9は、左耳に装着した際に後頭部側のやや上方に向けて突出した突出部9bを有している。
突出部9bの内部には、空隙部9cが形成されている。
ここで、内ハウジング8と外ハウジング9とは、後述するような一体成形により形成される一体の部材であるが、この図2においては、理解容易のため、両者を別体として記載している。
また、後述するインサート成形で用いる置き駒13も成形しておく。
成形した内ハウジング8に対して置き駒13を用いたインサート成形により外ハウジング9を一体的に成形し、一体ハウジング12を形成する。このインサート成形については特に詳細に後述する。
スピーカユニット7をユニットホルダ6に嵌着する。接着剤を併用してもよい。
スピーカユニット7を取り付けたユニットホルダ6に一体ハウジング12を超音波容着により固定する。接着剤を用いて接着固定してもよい。
オーナメント10にコードブッシュ11を係合固定し、そのオーナメント10を一体ハウジング12にいわゆるスナップフィットにより固定する。スナップ委フィット構造については周知の爪係合構造を採用することができ、図2においては省略してある。もちろん接着剤を用いて接着固定してもよい。
スピーカユニット7から延出したリード線(図示せず)は、内部の開口部を挿通してコードブッシュ11から外部にコード1L(図示せず)として引き出す。
コード1L,2Lは、予め連結部3及びメインコード4を介してプラグ5と接続しておく。
右スピーカ部1Rも同様に組み立ててコード2Rと接続する。
このようにしてヘッドホン10を製造する。
ユニットホルダ6は、熱可塑性樹脂により射出成形により形成される。用いる樹脂材料として、例えばABS(アクリロニトリル・ブタジエン・スチレン)がある。
この放音部6aの傾斜方向は、基部6cの楕円形状の長軸CLnに沿う方向とされ、その傾斜角度、すなわち、放音部6aの軸CL6と長軸CLnとのなす角度はθ(例えばθ=60°)で設定されている。
この傾斜角度θ(=60°)を設定している理由は、外耳道が頭側面に対して概ね60°に傾斜しているためであり、その外耳道の傾斜角度に合うように放音部6aの傾斜角度を設定することで、放音部6aがイヤーピース14と共に外耳道に自然に挿入でき、極めて良好な装着感が得られる。
また、基面6c1には、収納部6bにスピーカユニット7が嵌着した際に、その振動板の前方側空間と外部空間とを連通する連通孔6c2が形成されている。
この実施例においては、連通孔6c2は円弧状に3ヶ所設けられている。
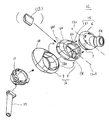
インサート成形に際しては、まず、内ハウジング8が形成される。
この内ハウジング8は、図2に対して別の角度から見た組み立て図である図4に示すように、円形の開口部8aを有し概ねリング状を呈しており、熱可塑性樹脂の射出成形により形成される。
その際、ユニットホルダ6に取り付けられたスピーカユニット7の一部がこの開口部8aに収められる。この状態で、開口部8aの中心C8はスピーカユニット7の中心と一致する。また、放音部6aの軸CL6はこの中心C8の軸C8zと交わるように設定されている。軸C8zは、スピーカユニット7の駆動軸と一致している。
この突出部8bの先端面には、内ハウジング8の内部と外部とを連通する貫通孔8b1が形成されている。
この実施例においては、貫通孔8b1は基面6c1に沿う方向を長手として開口する長孔とされている。
具体的には、予め射出成形で形成された内ハウジング8を、外ハウジング9のLIM成形用の金型内に装填し、この内ハウジング8を外周面の一部を包みこむように外ハウジング9をLIM成形により形成する。
この硬化後の硬度については、10〜20(ショアA)の材料を用いると、いわゆる腰を有しつつ軟らかく耳介へフィットするようになるので、装着感が特に良好である。
この外ハウジング9の材料はシリコーンゴム材に限るものではないが、耐候性,耐熱性に優れ、人体への影響が無いこと、などからシリコーンゴム材が最も好ましい。
そのため、内ハウジング8は、プライマ処理を施すことにより液状シリコーン材が硬化してなる外ハウジング9に対して良好に密着する材料で形成されることが望まれる。
上述したPC(ポリカーボネート),PA(ポリアミド),またはPBT(ポリブチレンテレフタレート)の中では、特に、PA及びPBTが硬化した液状シリコーン材との密着性に優れるので好ましい。
この図5(a)において、外ハウジング9の外形は、非対称形状とされている。
この偏った突出をさらに具体的に説明すると、外ハウジング9の外形について、内ハウジング8の開口部8aの中心C8に対して、当図右側の範囲(頭部後方側)における中心C8から最も遠い部位の位置MR(以下、最大径位置MRとも称する)は、長軸CLn上にはなく、長軸CLn8に対して上方側(頭頂側)に位置する。ここで、中心C8から最大径位置MRまでの距離はRmaxとする。
この空隙部9cは、液状シリコーン材を用いたインサート成形において以下のように形成できる。
この置き駒13を嵌着した内ハウジング8を、一体ハウジング12の外形に対応したキャビティを有するインサート金型内に装填した後、金型を所定温度域に昇温し、そのキャビティ内に液状シリコーン材を射出して、外ハウジング9を成形する。
内ハウジング8における液状シリコーン材が接触する範囲には、両者の密着性を向上させるために予めプライマ処理を施しておく。
そして、一体ハウジング12をインサート金型から離型して取り出した後、置き駒13を内ハウジング9から抜去する。
また、外ハウジング9と同一材料で形成しているので、成形による互いの食いつきもほとんどなく、容易に、また、良好に内ハウジング8から外へ、すなわち金型外へ抜き取ることができる。
また、液状シリコーン材以外の材料としては、TPE(Thermo Plastic Elastomer:熱可塑性エラストマー)用いることができる。
TPEは、液状シリコーン材との親和性は低く柔軟性を有するので、インサート成形後に外ハウジング9と結合することがなく容易に金型から外すことができる。
このTPEは熱可塑性であるから、繰り返し使用には不向きであるが、材料コストとして液状シリコーン材より優位にあるので目的に応じて選択するのがよい。
特に、このような外側方向が壁により塞がれ、内側に向けて解放する空隙部を形成する場合、従来、内スライド構造や、特許文献2(実開平5−29564号公報)に記載されたような駒式中子構造をとる必要があった。
この方法について一部繰り返しとなるが、以下に詳述する。
置き駒13は、例えば液状シリコーン材をLIM成形して形成される。
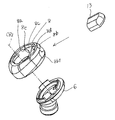
また、内ハウジング8における、オーナメント10が装着される側には、内ハウジング8の外形に合わせて一段凹んだ棚部8cが形成されている。
図5(b)も参照すると、この棚部8cにおける突出部8bの先端側には、貫通孔8b1と連通した抜取孔8dが形成されている。
逆に、用いるスピーカユニット7は、高音質とするために大径のものを採用することが望まれる。
また、開口部8aにはこのような可及的大径なるスピーカユニット7が嵌着するが、スピーカユニット7の少なくとも側面は、優れた再生音を提供するために内ハウジング8の壁で塞がれていることが必要である。
この図9においては、置き駒13を抜去した後に内ハウジング8に取り付けられるユニットホルダ6を合わせて図示し、スピーカユニット7は不図示としている。
しかしながら、上述したように、抜取孔8dは小さく、また、隔壁8dが存在していることにより、矢印D1方向にてそのまま抜き取るのは困難となる。
ピンセット状の治具15で置き駒13をつまむ位置は図10の態様に限らない。置き駒13は柔軟性を有しているので、先端が鋭利な治具であれば容易につまむことが可能である。
この図11において、外ハウジング9の突出部9bの内部には、抜き取った置き駒13の形状に応じた空隙部9cが形成されている。
また、図12(b)に示すように、抜去孔8d側に治具の先端が挿入でき置き駒13を容易につまめるようにする凹部8fを形成しておいてもよい。
治具はピンセット状に限定されない。
また、置き駒13を直接挟んで取り出す方法でなくてもよく、例えば、置き駒13が極めて柔らかい材料で形成されていることを利用して吸引により取り出すようにしてもよい。
また、突出部9bの外形形状における長軸CLnより下側の曲率半径R91に対して、空隙部9cにおける長軸CLnより下側の曲率半径R9c1が小さく設定されている。
また、突出部9bの外形形状における長軸CLnより上側の曲率半径R92に対して、空隙部9cにおける長軸CLnより上側の曲率半径R9c2が小さく設定されている。
そのため、このスピーカ部1Lを左耳介に装着した際に、突出部9bが耳介の内側壁に弾接して変形することで得られる中心C8に向かう力(弾性反発力)としては、長軸CLn方向の力FCLnに加えて、やや上方側からの力FMxも生じる。
この力FMxは、スピーカ部1Lを耳珠と対珠との間に押し込むように作用するので、このスピーカ部1Lは耳介内により良好に保持される。この押し込み作用(第1の押し込み作用とも称する)については図6を用いて後述する。
空隙部9cと外ハウジング9の外形との間の肉厚において、当図の下側となるこのスピーカ部1Lを左耳の耳介に装着した際の頭部側の肉厚d92よりも、当図の上方側となる頭部から遠い側の肉厚d91の方が薄く形成されている。すなわち、d91<d92とされている。
従って、突出部9bは、放音部6から遠い側の方が近い側よりも変形し易くなっている。
この力Finは、放音部6を外耳道内に押し込むように作用するので、このスピーカ部1Lは耳介内により良好に保持されると共に、外耳道から抜けにくくなっている。この押し込み作用(第2の押し込み作用とも称する)についても図6を用いて次述する。
図6は、左耳の耳介の平面的外観図であり、この耳介内に装着したスピーカ部1Lを一点鎖線で示している。
外ハウジング9の突出部9は、個人差があっても大人の耳介内面の側壁部E1に必ず当接する程度に大きい形状で形成してあるので、突出部9をつぶすように変形させることでスピーカ部1Lを装着することができる。そして、この装着により、突出部9は、変形しつつ側壁部E1に弾性的に当接する。
この変形は、突出部9の内部に空隙部9cを有し、外ハウジング9自体が高い柔軟性を有する材料で形成されていることから容易に行われる。
ヘッドホン50の優れた装着性は、この空隙部9cを形成したことが一つの要因であるから、商品の特徴を視覚的に訴えるセールス戦略とした場合には、このように空隙部9cを外部から視認できるようにするとよい。
また、その3次元的変形が極めて柔軟に行われるので、装着感に秀でるものである。
また、装着において、外耳道内への押し付け力が付与されるので、コードが引っ張られた場合においても簡単に外れることがなく、使い勝手に極めて優れるものである。
実施例により形成した空隙部9cは、内部に空気が充填されなくてもよい。突出部9bの柔軟な変形を妨げない材料であれば、空隙部9cを形成後にその内部に気体以外の物質を充填してもよい。
この場合、その発光が外部から視認でき、商品の特徴としてアピールすることができる。これは特に、夜間での装着において他人へのアピール度が高い。
この場合、スピーカ部1L,1Rを耳介に装着した際の突出部9bの変形により、外ハウジング9自体の弾性反発力に加えて、内部に封止された気体(空気など)が圧縮されることで反発力が生じるので、外ハウジング9をより薄肉化しても良好な装着感を得ることができる。
1L 左スピーカ部
1R 右スピーカ部
2L,2R コード
3 連結部
4 メインコード
5 プラグ
6 ユニットホルダ
6a 放音部
6a1 細径部
6b 収納部
6c 基部
6c2 連通孔
6c1 基面
7 スピーカユニット
8 インナーハウジング(内ハウジング)
8a 開口部
8b 突出部
8b1 貫通孔
8c 棚部
8d 抜取孔
8e 隔壁
9 アウターハウジング(外ハウジング)
9a 開口部
9b 突出部
9c 空隙部
10 オーナメント
11 コードブッシュ
12 一体ハウジング
13 置き駒
14 イヤーピース
15 治具
16 ハウジング部
50,50A ヘッドホン
CLn 長軸
Fin,FMx 力
MR 最大径位置
Mx 最大水平位置
θ 角度
Claims (2)
- スピーカユニットと、該スピーカユニットを収納すると共に周部に孔を有するハウジング部と、前記ハウジング部の所定領域に該ハウジング部と一体的に形成され該ハウジング部より柔軟なる環状の外ハウジングと、該外ハウジングの周部において前記ハウジング部の孔と対応した位置に形成された突出部と、該突出部の内部に形成され前記孔に連通した空隙部と、を備えたヘッドホンを製造する、ヘッドホンの製造方法において、
予め形成されたハウジング部における前記孔に、柔軟性を有する置き駒をその一部が前記孔から突出するように嵌着する置き駒嵌着工程と、
前記置き駒を嵌着したハウジング部を前記外ハウジングの外形に対応したキャビティを有する金型内に装着し、射出成形により外ハウジングを前記ハウジング部と一体となるように形成する外ハウジング形成工程と、
該外ハウジング形成工程後に、前記嵌着した置き駒を、前記孔を通してハウジング部の内側から抜き取って前記空隙部を形成する置き駒抜去工程と、を有することを特徴とするヘッドホンの製造方法。 - 前記置き駒を、液状シリコーン材または熱可塑性エラストマー材で形成したことを特徴とする請求項1記載のヘッドホンの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007214908A JP4919069B2 (ja) | 2007-08-08 | 2007-08-21 | ヘッドホンの製造方法 |
| US12/221,811 US8175315B2 (en) | 2007-08-08 | 2008-08-07 | Headphone set and method of producing the same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007206813 | 2007-08-08 | ||
| JP2007206813 | 2007-08-08 | ||
| JP2007214908A JP4919069B2 (ja) | 2007-08-08 | 2007-08-21 | ヘッドホンの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009060157A true JP2009060157A (ja) | 2009-03-19 |
| JP4919069B2 JP4919069B2 (ja) | 2012-04-18 |
Family
ID=40555538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007214908A Active JP4919069B2 (ja) | 2007-08-08 | 2007-08-21 | ヘッドホンの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4919069B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010273137A (ja) * | 2009-05-21 | 2010-12-02 | Audio Technica Corp | イヤホン |
| JP2014045514A (ja) * | 2013-11-07 | 2014-03-13 | Pioneer Electronic Corp | イヤホン |
| EP3240298A4 (en) * | 2015-11-30 | 2018-03-28 | Fujikon Industrial Co., Ltd. | Novel adaptable earpiece |
| CN111788570A (zh) * | 2017-12-29 | 2020-10-16 | 舒适耳机有限公司 | 耳塞形状的确定 |
| EP3823300A1 (en) | 2019-11-15 | 2021-05-19 | JVCKenwood Corporation | Earphone |
| CN112969124A (zh) * | 2021-04-15 | 2021-06-15 | 深圳市勤智信科技有限公司 | 一种一体式圈铁耳机制作方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60154007A (ja) * | 1984-01-24 | 1985-08-13 | 日本特殊陶業株式会社 | セラミツク成形体の製造方法 |
| JPH0382418U (ja) * | 1989-12-05 | 1991-08-22 | ||
| JPH042195A (ja) * | 1990-04-19 | 1992-01-07 | Alps Electric Co Ltd | 導電性ペーストの塗布方法 |
| JP2006203420A (ja) * | 2005-01-19 | 2006-08-03 | Audio Technica Corp | 耳介用支持部材およびイヤホン |
-
2007
- 2007-08-21 JP JP2007214908A patent/JP4919069B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60154007A (ja) * | 1984-01-24 | 1985-08-13 | 日本特殊陶業株式会社 | セラミツク成形体の製造方法 |
| JPH0382418U (ja) * | 1989-12-05 | 1991-08-22 | ||
| JPH042195A (ja) * | 1990-04-19 | 1992-01-07 | Alps Electric Co Ltd | 導電性ペーストの塗布方法 |
| JP2006203420A (ja) * | 2005-01-19 | 2006-08-03 | Audio Technica Corp | 耳介用支持部材およびイヤホン |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010273137A (ja) * | 2009-05-21 | 2010-12-02 | Audio Technica Corp | イヤホン |
| JP2014045514A (ja) * | 2013-11-07 | 2014-03-13 | Pioneer Electronic Corp | イヤホン |
| EP3240298A4 (en) * | 2015-11-30 | 2018-03-28 | Fujikon Industrial Co., Ltd. | Novel adaptable earpiece |
| CN111788570A (zh) * | 2017-12-29 | 2020-10-16 | 舒适耳机有限公司 | 耳塞形状的确定 |
| EP3823300A1 (en) | 2019-11-15 | 2021-05-19 | JVCKenwood Corporation | Earphone |
| JP2021082881A (ja) * | 2019-11-15 | 2021-05-27 | 株式会社Jvcケンウッド | イヤホン |
| JP7619415B2 (ja) | 2019-11-15 | 2025-01-22 | 株式会社Jvcケンウッド | イヤホン |
| CN112969124A (zh) * | 2021-04-15 | 2021-06-15 | 深圳市勤智信科技有限公司 | 一种一体式圈铁耳机制作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4919069B2 (ja) | 2012-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5151305B2 (ja) | ヘッドホン | |
| CN111819861B (zh) | 形成定制耳机的设备和方法 | |
| US8175315B2 (en) | Headphone set and method of producing the same | |
| US8194910B2 (en) | Headphones | |
| JP4088841B2 (ja) | インナーイヤホン | |
| CN102577437B (zh) | 耳件系统、用于耳机的耳接口和用于连接至音频源的耳机 | |
| JP4919069B2 (ja) | ヘッドホンの製造方法 | |
| US10085080B2 (en) | Earphone assemblies with multiple subassembly housings | |
| JP3589210B2 (ja) | ヘッドホン | |
| EP3565273B1 (en) | Sound pickup device | |
| CN113542956B (zh) | 一种入耳式耳机及耳机固持结构 | |
| KR100878597B1 (ko) | 이어폰 | |
| WO2011007448A1 (ja) | イヤホン及び電子機器 | |
| JP5024186B2 (ja) | ヘッドホン | |
| JP5256852B2 (ja) | ヘッドホン | |
| JP5704617B2 (ja) | イヤホン | |
| CN221429086U (zh) | 一种头戴式耳机的发光结构 | |
| KR102315063B1 (ko) | 세미 커널 타입 무선 이어셋 | |
| JP5392429B2 (ja) | イヤホン | |
| CN215818525U (zh) | 具有灯光效果的头戴式耳机 | |
| JP2024031293A (ja) | イヤホン筐体 | |
| JP5360320B2 (ja) | イヤホン | |
| HK1094127B (en) | Support member for pinna, and earphone having the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100610 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100909 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20111012 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4919069 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150210 Year of fee payment: 3 |