JP2009083025A - ボルト締結方法及びその装置 - Google Patents
ボルト締結方法及びその装置 Download PDFInfo
- Publication number
- JP2009083025A JP2009083025A JP2007254788A JP2007254788A JP2009083025A JP 2009083025 A JP2009083025 A JP 2009083025A JP 2007254788 A JP2007254788 A JP 2007254788A JP 2007254788 A JP2007254788 A JP 2007254788A JP 2009083025 A JP2009083025 A JP 2009083025A
- Authority
- JP
- Japan
- Prior art keywords
- torque
- tightening
- bolt
- state
- characteristic line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Landscapes
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Abstract
【解決手段】トルク特性線の状態を得て、そのトルク特性線の状態が、理論着座点のずれの問題が生じない直線状態にある判断したときには、着座点角度法による締付けを原則通り行う。その一方、トルク特性線の状態が、理論着座点のずれの問題が生じる湾曲状態にある判断したときには、トルク+角度法により締付けを行う。これにより、その特質として、各ボルトの締付軸力を略一定にできることを利用できることになり、そのトルク+角度法の下での目標締付軸力を着座点角度法に基づく目標締付軸力に合わせることにより、ボルトの締付けにおいて、トルク特性線の状態が直線状態、湾曲状態のいずれの状態であっても、締付軸力が変動することを抑制できることになる。
【選択図】 図3
Description
第2の技術的課題は、上記ボルト締結方法を使用するボルト締結装置を提供することにある。
ボルトを被締付部材に締付けて、目標締付軸力を得るボルト締結方法において、
前記ボルトの締付け中に、締付け角度の変化に伴う締付けトルクの変化を示すトルク特性線の状態を得るようにし、
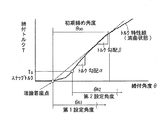
前記トルク特性線の状態が直線状態にあると判断したときには、該トルク特性線における初期段階のトルク勾配に基づいて求めた理論着座点から予め設定された第1設定角度に達するまでボルトを締付けて、前記目標締付軸力を得るようにし、
前記トルク特性線の状態が前記直線状態よりも湾曲された湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けて、前記目標締付軸力を得る構成としてある。請求項1の好ましい態様としては、請求項2〜7の記載の通りとなる。
ボルトを被締付部材に締付けて、目標締付軸力を得るボルト締結装置において、
前記ボルトの締付けを調整するボルト締付け調整手段と、
前記ボルトの締付け中に、締付け角度の変化に伴う締付けトルクの変化を示すトルク特性線の状態を検出するトルク特性線状態検出手段と、
前記トルク特性線状態検出手段からの情報に基づき、前記トルク特性線の状態が直線状態にあるか又は該直線状態よりも湾曲された湾曲状態にあるかを判別するトルク特性線状態判別手段と、
前記トルク特性線状態判別手段からの情報に基づき、前記ボルト締付け調整手段を制御して、前記トルク特性線の状態が直線状態にあると判断したときには、該トルク特性線における初期段階のトルク勾配に基づいて求めた理論着座点から予め設定された第1設定角度に達するまでボルトを締付けて、前記目標締付軸力を得るようにし、前記トルク特性線の状態が湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けて、前記目標締付軸力を得るようにする制御手段と、
を備えている構成としてある。この請求項8の好ましい態様として、請求項9以下の記載の通りとなる。
先ず、第1実施形態に係るボルト締結方法について説明する。
先ず、ボルト締結装置1が起動されると、S(ステップを示す)1において、各種情報が読み込まれる。各種情報としては、スナッグトルクTs、第1設定角度θA1,第2設定角度θA2、初期締め角度θ00等が読み込まれる。
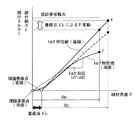
第2実施形態に係るボルト締結方法は、トルク特性線の状態の検出方法の変形例を示す。この第2実施形態に係るボルト締結方法おいては、トルク特性線の状態として、図12に示すように、トルク特性線に関する所定パラメータ値、すなわち、トルク特性線の前記トルク勾配βに基づき算出された初期締め角度θ00における締付けトルクTf1(初期締め角度θ00位置における締付けトルク)=α×θ00と、その初期締め角度θ00における実測トルクTf2との差分ΔT=Tf1−Tf2が用いられる。このような差分ΔT=Tf1−Tf2によっても、トルク特性線の状態が湾曲状態か否かを的確に判断できるからである。この場合、差分ΔT=Tf1−Tf2についての判断は、図13に示すように、差分ΔTが閾値ΔT0以下のとき(例えばTf1≒Tf2)には、トルク特性線が直線状態にあると判断され、図12に示すように、差分ΔTが閾値ΔT0を超えるときには、トルク特性線が湾曲状態にあると判断される。この後、上記判断結果に基づき、前記第1実施形態と同様、ボルト締付方法として、着座点角度法による締付け又はトルク+角度法による締付けが選択される。
また、演算制御装置8は、図15に示すように、締付けトルクの安定領域におけるトルク勾配βを演算するトルク勾配演算手段が設けられているものの、第1実施形態における第2トルク勾配演算手段、トルク勾配差演算手段(トルク特性線状態検出手段)は設けられておらず、それらに代えて、トルク演算手段と、トルク差演算手段(トルク特性線状態検出手段)と、を備えている。トルク演算手段は、トルク勾配演算手段に基づいて演算されたトルク勾配βを利用して、初期締め角度θ00位置における計算トルクTf1を演算するように設定されており、トルク差演算手段は、トルク演算手段が演算した計算トルクTf1と初期締め角度θ00時の実際の締付けトルクTf2との差分ΔT=Tf1−Tf2を演算するように設定されている。これに伴い、トルク特性線状態判別手段は、差分ΔTが閾値ΔT0以下のときには、トルク特性線が直線状態にあると判断し、差分ΔTが閾値ΔT0を超えるときには、トルク特性線が湾曲状態にあると判断するように設定されている。
3 制御系
5 駆動モータ(ボルト締付け調整手段)
7 角度エンコーダ
8 演算制御装置
12e 角度ゲート
12f 角度ゲート
12g 角度ゲート
Ts スナッグトルク
α トルク勾配
β トルク勾配
ΔRT トルク勾配差
ΔRT0 閾値
Tf1 計算トルク
Tf2 実トルク
ΔT 差分
ΔT0 閾値
Claims (13)
- ボルトの締付けにより被締付部材を締付けて、目標締付軸力を得るボルト締結方法において、
前記ボルトの締付け中に、締付け角度の変化に伴う締付けトルクの変化を示すトルク特性線の状態を得るようにし、
前記トルク特性線の状態が直線状態にあると判断したときには、該トルク特性線におけるトルク勾配に基づいて求めた理論着座点から予め設定された第1設定角度に達するまでボルトを締付けて、前記目標締付軸力を得るようにし、
前記トルク特性線の状態が前記直線状態よりも湾曲された湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けて、前記目標締付軸力を得る、
ことを特徴とするボルト締結方法。 - 請求項1において、
前記トルク特性線の状態が、該トルク特性線に関する所定パラメータ値により得られ、
前記トルク特性線が湾曲状態にあると判断することが、前記所定パラメータ値が前記トルク特性線の直線状態を示す閾値から外れていることである、
ことを特徴とするボルト締結方法。 - 請求項2において、
前記所定パラメータ値が、前記トルク特性線における低・高トルク領域のトルク勾配の差分である、
ことを特徴とするボルト締結方法。 - 請求項2において、
前記所定パラメータ値が、前記トルク特性線のトルク勾配に基づき算出された所定締付け角度における締付けトルクと、該所定締付け角度における実測締付けトルクとの差分である、
ことを特徴とするボルト締結方法。 - 請求項1において、
前記トルク特性線の状態が前記所定の湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けることを、前記判断時までに実行した締付け角度を相殺して続行する、
ことを特徴とするボルト締結方法。 - 請求項1において、
前記トルク特性線の状態が前記所定の湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けることを、ボルトを弛めて、新たに始める、
ことを特徴とするボルト締結方法。 - 請求項1〜6のいずれかにおいて、
前記ボルトの硬度が、前記被締付部材の硬度よりも高い、
ことを特徴とするボルト締結方法。 - ボルトの締付けにより被締付部材を締付けて、目標締付軸力を得るボルト締結装置において、
前記ボルトの締付けを調整するボルト締付け調整手段と、
前記ボルトの締付け中に、締付け角度の変化に伴う締付けトルクの変化を示すトルク特性線の状態を検出するトルク特性線状態検出手段と、
前記トルク特性線状態検出手段からの情報に基づき、前記トルク特性線の状態が直線状態にあるか又は該直線状態よりも湾曲された湾曲状態にあるかを判別するトルク特性線状態判別手段と、
前記トルク特性線状態判別手段からの情報に基づき、前記ボルト締付け調整手段を制御して、前記トルク特性線の状態が直線状態にあると判断したときには、該トルク特性線におけるトルク勾配に基づいて求めた理論着座点から予め設定された第1設定角度に達するまでボルトを締付けて、前記目標締付軸力を得るようにし、前記トルク特性線の状態が湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けて、前記目標締付軸力を得るようにする制御手段と、
を備えている、
ことを特徴とするボルト締結装置。 - 請求項8において、
前記トルク特性線状態検出手段が、前記トルク特性線の状態を検出するに際して、該トルク特性線に関する所定パラメータ値を検出するように設定され、
前記トルク特性線状態判別手段は、前記トルク特性線状態検出手段が検出する所定パラメータ値が前記トルク特性線の直線状態を示す閾値から外れていることを条件に、前記トルク特性線が湾曲状態にあると判断するように設定されている、
ことを特徴とするボルト締結装置。 - 請求項9において、
前記トルク特性線状態検出手段が検出する前記所定パラメータ値が、前記トルク特性線における低・高トルク領域のトルク勾配の差分である、
ことを特徴とするボルト締結装置。 - 請求項9において、
前記トルク特性線状態検出手段が検出する前記所定パラメータ値が、前記トルク特性線のトルク勾配に基づき算出された所定締付け角度における締付けトルクと、該所定締付け角度における実測締付けトルクとの差分である、
ことを特徴とするボルト締結装置。 - 請求項8において、
前記制御手段は、前記ボルト締付け調整手段を制御して、前記トルク特性線の状態が前記所定の湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けることを、前記判断時までに実行した締付け角度を相殺して続行させるように設定されている、
ことを特徴とするボルト締結装置。 - 請求項8において、
前記制御手段は、前記ボルト締付け調整手段を制御して、前記トルク特性線の状態が前記所定の湾曲状態にあると判断したときには、予め設定されたスナッグトルクに達するまでボルトを締付けると共に、そのスナッグトルクに達した時点におけるボルトの締付け角度を基準として、さらに第2設定角度だけボルトを締付けることを、ボルトを弛めて、新たに始めさせるように設定されている、
ことを特徴とするボルト締結装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007254788A JP5098542B2 (ja) | 2007-09-28 | 2007-09-28 | ボルト締結方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007254788A JP5098542B2 (ja) | 2007-09-28 | 2007-09-28 | ボルト締結方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009083025A true JP2009083025A (ja) | 2009-04-23 |
| JP5098542B2 JP5098542B2 (ja) | 2012-12-12 |
Family
ID=40657162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007254788A Expired - Fee Related JP5098542B2 (ja) | 2007-09-28 | 2007-09-28 | ボルト締結方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5098542B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117020635A (zh) * | 2023-09-12 | 2023-11-10 | 上海孜孜科技有限公司 | 拧紧装置和拧紧系统 |
| WO2024009826A1 (ja) * | 2022-07-07 | 2024-01-11 | パナソニックホールディングス株式会社 | 電動工具システム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62102978A (ja) * | 1985-10-30 | 1987-05-13 | マツダ株式会社 | ねじ締付方法 |
| JPH0457680A (ja) * | 1990-06-27 | 1992-02-25 | Mazda Motor Corp | ねじ部材の締付方法 |
| JP2007016962A (ja) * | 2005-07-11 | 2007-01-25 | Mazda Motor Corp | ねじ締付方法およびねじ締付部材 |
-
2007
- 2007-09-28 JP JP2007254788A patent/JP5098542B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62102978A (ja) * | 1985-10-30 | 1987-05-13 | マツダ株式会社 | ねじ締付方法 |
| JPH0457680A (ja) * | 1990-06-27 | 1992-02-25 | Mazda Motor Corp | ねじ部材の締付方法 |
| JP2007016962A (ja) * | 2005-07-11 | 2007-01-25 | Mazda Motor Corp | ねじ締付方法およびねじ締付部材 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024009826A1 (ja) * | 2022-07-07 | 2024-01-11 | パナソニックホールディングス株式会社 | 電動工具システム |
| CN117020635A (zh) * | 2023-09-12 | 2023-11-10 | 上海孜孜科技有限公司 | 拧紧装置和拧紧系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5098542B2 (ja) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009083026A (ja) | ボルト締結方法及びその装置 | |
| EP1707318B1 (en) | Method and apparatus for tightening bolts and use thereof | |
| JP3835374B2 (ja) | ボルト締結方法及びその装置 | |
| JP7096544B2 (ja) | ねじ締付装置及びねじ締付方法 | |
| JP5098542B2 (ja) | ボルト締結方法及びその装置 | |
| US20220395893A1 (en) | Method and Device for 1 Monitoring and/or Control of a Flow-Hole and Thread-Forming Process | |
| US6539603B1 (en) | Method for self-programming a power nutrunner control system during initial tightening processes | |
| EP1744064B1 (en) | Clamping method using a threaded fastener and member to be thread-clamped | |
| JP2009078314A (ja) | ボルト締結方法及びその装置 | |
| JP5775484B2 (ja) | ネジ締付方法及びネジ締付装置 | |
| JP5304630B2 (ja) | 締結部材の締め付けトルク検査方法及び締め付けトルク検査システム | |
| JP5163270B2 (ja) | ボルト締結方法及びその装置 | |
| JP5163271B2 (ja) | ボルト締結方法及びその装置 | |
| JP7580201B2 (ja) | ねじ締付装置及びねじ締付方法 | |
| JP2002502716A (ja) | ねじ締結の締め付け方法 | |
| JP2658487B2 (ja) | ねじ締付方法 | |
| JP2002168219A (ja) | ねじ締付け方法 | |
| JP2000141240A (ja) | ねじの締付軸力測定方法及び該測定方法を用いたねじ締付方法並びにこれらの装置 | |
| JPH08281567A (ja) | 正弦波駆動ナットランナ | |
| US20210316725A1 (en) | Limiting a Target Value for a Control Variable of a Driver Assistance System | |
| JP5408519B2 (ja) | 電動トルクレンチによる締付方法 | |
| CN100593000C (zh) | 动力转向设备 | |
| JP7541716B2 (ja) | 作業支援装置、作業支援プログラム、及び締付工具 | |
| JP2005331393A (ja) | ボルトの締結評価方法 | |
| JP2950923B2 (ja) | ねじ部材の締付方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120828 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120910 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5098542 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S803 | Written request for registration of cancellation of provisional registration |
Free format text: JAPANESE INTERMEDIATE CODE: R316803 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| LAPS | Cancellation because of no payment of annual fees |