JP2009083479A - 帯電防止ノンマーキングタイヤ - Google Patents
帯電防止ノンマーキングタイヤ Download PDFInfo
- Publication number
- JP2009083479A JP2009083479A JP2008232190A JP2008232190A JP2009083479A JP 2009083479 A JP2009083479 A JP 2009083479A JP 2008232190 A JP2008232190 A JP 2008232190A JP 2008232190 A JP2008232190 A JP 2008232190A JP 2009083479 A JP2009083479 A JP 2009083479A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- path
- manufacturing
- tire
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 claims abstract description 81
- 238000004519 manufacturing process Methods 0.000 claims abstract description 27
- 239000006229 carbon black Substances 0.000 claims abstract description 26
- 239000007787 solid Substances 0.000 claims abstract description 20
- 239000000945 filler Substances 0.000 claims description 39
- 230000002093 peripheral effect Effects 0.000 claims description 39
- 239000012763 reinforcing filler Substances 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 5
- 239000000377 silicon dioxide Substances 0.000 claims description 5
- 230000001419 dependent effect Effects 0.000 claims description 2
- 230000002787 reinforcement Effects 0.000 claims 1
- 230000003014 reinforcing effect Effects 0.000 abstract description 2
- 239000000203 mixture Substances 0.000 description 13
- 229920001971 elastomer Polymers 0.000 description 11
- 229920000642 polymer Polymers 0.000 description 4
- 238000004073 vulcanization Methods 0.000 description 4
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000005553 drilling Methods 0.000 description 2
- 229920001875 Ebonite Polymers 0.000 description 1
- 241000872198 Serjania polyphylla Species 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/02—Solid tyres ; Moulds therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/08—Electric-charge-dissipating arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C7/00—Non-inflatable or solid tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D2030/526—Unvulcanised treads, e.g. on used tyres; Retreading the tread comprising means for discharging the electrostatic charge, e.g. conductive elements or portions having conductivity higher than the tread rubber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T152/00—Resilient tires and wheels
- Y10T152/10—Tires, resilient
- Y10T152/10279—Cushion
- Y10T152/10288—Sectional
- Y10T152/10297—Annular
- Y10T152/10306—Superimposed
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tires In General (AREA)
- Tyre Moulding (AREA)
Abstract
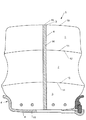
【解決手段】導電手段15を備えたホイール用のソリッドタイヤであって、グランドに接触するために設けられた第1の外周面10を有し電気抵抗が1010Ωcmより大きい、円筒形の硬化した第1の層1と、導電手段15と電気的に接続し第1の層1を貫通して延びる導電経路6とを備え、導電経路6は、第1の層1よりも電気抵抗が小さい経路充填材16を備えたソリッドタイヤにおいて、第1の層1は2pphr未満のカーボンブラックを備え、第1の層1は30pphrを超える強化用充填材を備え、導電経路6は少なくとも150mm2の表面積を有するグランド接触面19を有する。
【選択図】図1
Description
Claims (17)
- 導電手段(15)を備えた車両用ホイール(4)のためのソリッドタイヤ(5)の製造方法であって、
タイヤの周方向に延び、かつ、強化用充填材を含み1010Ωcmを超える電気抵抗を有する未硬化の硬化性第1の材料からなる第1の層(1)を備える未硬化タイヤ(5)を作るステップと、
少なくとも上記第1の層(1)の第2の内周面(11)から、上記第1の層(1)を貫通して、上記第1の層(1)の第1の外周面(10)の方へと延びる経路(6)を生成するために、この第1の層(1)の一部を除去するステップと、
1010Ωcm未満の電気抵抗を有する未硬化の硬化性経路充填材(16)を上記経路(6)に充填するステップと、
上記未硬化タイヤ(5)を硬化するステップと
を備えて、
上記経路充填材(16)は、上記第1の内周面(11)から、グランドに接触するために設けられた上記第1の外周面(10)へと延び、かつ、上記経路充填材(16)は上記ホイール(4)の導電手段(15)へ電気的に接続可能である製造方法において、
上記経路(6)への未硬化の硬化性経路充填材(16)の充填は大気圧下で行われ、上記第1の層(1)の材料は2pphr未満のカーボンブラックと少なくとも30pphrの強化用充填材とを含み、硬化後の経路充填材(16)は、少なくとも150mm2のグランド接触面(19)面積を有することを特徴とする製造方法。 - 請求項1に記載の製造方法において、上記第1の層(1)の材料は、0.5pphr未満のカーボンブラックを含むことを特徴とする製造方法。
- 請求項2に記載の製造方法において、上記第1の層(1)の材料は、0.2pphr未満のカーボンブラックを含むことを特徴とする製造方法。
- 請求項1乃至3のいずれか1に記載の製造方法において、上記第1の層(1)の材料は、60pphr未満の強化用充填材を含むことを特徴とする製造方法。
- 請求項4に記載の製造方法において、上記第1の層(1)の材料は、50pphr未満の強化用充填材を含むことを特徴とする製造方法。
- 請求項1乃至5のいずれか1に記載の製造方法において、上記経路(6)は、上記第1の内周面(11)から上記第1の外周面(10)へ向かって直線的に延びていることを特徴とする製造方法。
- 請求項6に記載の製造方法において、上記経路(6)は、上記第1の内周面(11)から上記第1の外周面(10)へ向かって半径方向に延びていることを特徴とする製造方法。
- 請求項1乃至7のいずれか1に記載の製造方法において、上記経路(6)は円筒形であることを特徴とする製造方法。
- 請求項1乃至8のいずれか1に記載の製造方法において、上記強化用充填材はノンマーキングの強化用充填材を含むことを特徴とする製造方法。
- 請求項9に記載の製造方法において、上記強化用充填材はシリカを含むことを特徴とする製造方法。
- 請求項10に記載の製造方法において、ノンマーキングの強化用充填材は、白色のノンマーキング強化用充填材を含むことを特徴とする製造方法。
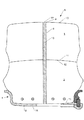
- 請求項1乃至11のいずれか1に記載の製造方法において、タイヤ(5)の周方向に延び第2の外周面(12)を備えた、第2の材料からなる円筒状の第2の層(2)を設け、上記第2の外周面に沿って、第1の材料からなる上記第1の層(1)を、この第1の層(1)の第1の内周面(11)が上記第2の外周面(12)に沿って走るように設け、上記第2の層(12)の材料は上記第1の層(1)の材料よりも電気抵抗が小さく、上記経路充填材(16)は少なくとも上記第2の外周面(12)まで延びていることを特徴とする製造方法。
- 請求項12に記載の製造方法において、上記第2の層の材料は、未硬化タイヤ(5)に付された時点では未硬化である硬化性材料を含むことを特徴とする製造方法。
- 請求項13に記載の製造方法において、
上記第2の層(2)の材料は、円筒状の金属プレート(7)を含むことを特徴とする製造方法。 - 請求項13または14に記載の製造方法において、
上記第2の層(2)は、上記外周面(12)に対向する側に第2の内周面(13)を備え、第3の材料からなる円筒状の第3の層(3)を上記第2の層(2)の下にタイヤ(5)の円周方向に設け、上記第3の層(3)は上記第2の内周面(13)に沿って走る第3の外周面(14)を備えており、上記第3の層(3)は上記第2の層(2)およびホイール(4)の導電手段に電気的に接続されていることを特徴とする製造方法。 - 請求項13に従属する請求項15に記載の製造方法において、
上記経路(6)は、上記第3の層(3)から、上記第2の層(2)および第1の層(1)を通って、上記第1の外周面(10)における開口(9)まで延び、上記経路充填材(16)は、硬化後、上記第3の層(3)に電気的に接続されることを特徴とする製造方法。 - 請求項1乃至16のいずれか1に記載の製造方法に従って製造された、導電手段(15)を備えたホイール用のソリッドタイヤであって、
第1の材料からなり、グランドに接触するために設けられた第1の外周面(10)を有し、電気抵抗が1010Ωcmより大きい、円筒形の第1の層(1)と、
上記導電手段(15)と電気的に接続し、上記第1の層(1)を貫通して延びる導電経路(6)とを備え、
上記導電経路(6)は、上記第1の層(1)よりも電気抵抗が小さい経路充填材(16)を備えたソリッドタイヤにおいて、
上記第1の層(1)は2pphr未満のカーボンブラックを備え、上記第1の層(1)は少なくとも30pphrの強化用充填材を備え、上記導電経路(6)は少なくとも150mm2の表面積を有するグランド接触面(19)を有することを特徴とするソリッドタイヤ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07116165.7 | 2007-09-11 | ||
| EP07116165.7A EP2036704B1 (en) | 2007-09-11 | 2007-09-11 | Method of manufacturing a non-marking antistatic tire and tire obtaind thereby. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009083479A true JP2009083479A (ja) | 2009-04-23 |
| JP5147611B2 JP5147611B2 (ja) | 2013-02-20 |
Family
ID=38950767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008232190A Expired - Fee Related JP5147611B2 (ja) | 2007-09-11 | 2008-09-10 | 帯電防止ノンマーキングタイヤ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8356646B2 (ja) |
| EP (1) | EP2036704B1 (ja) |
| JP (1) | JP5147611B2 (ja) |
| ES (1) | ES2437869T3 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112590469A (zh) * | 2016-06-30 | 2021-04-02 | 阿蒂克投资股份有限公司 | 轮胎 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011168111A (ja) * | 2010-02-17 | 2011-09-01 | Maeda Sheru Service:Kk | 複合ソリッドタイヤ |
| TWM409188U (en) * | 2011-03-01 | 2011-08-11 | Unique Product & Design Co Ltd | Filled tire for lightweight vehicle |
| WO2017086993A1 (en) * | 2015-11-20 | 2017-05-26 | Compagnie Generale Des Etablissements Michelin | Electric static discharge element for non-pneumatic tire |
| DE102016212509A1 (de) * | 2016-07-08 | 2018-01-11 | Continental Reifen Deutschland Gmbh | Fahrzeugreifen |
| DE102017108943A1 (de) * | 2016-12-02 | 2018-06-07 | Kraussmaffei Berstorff Gmbh | Verfahren zum Herstellen eines Laufstreifens und Laufstreifen-Herstellvorrichtung |
| WO2019005125A1 (en) * | 2017-06-30 | 2019-01-03 | Compagnie Generale Des Etablissements Michelin | EDGE PROTECTION FOR A NON-PNEUMATIC WHEEL |
| IT201800004696A1 (it) * | 2018-04-19 | 2019-10-19 | Ruota con sistema di ancoraggio fra pneumatico solido e cerchio | |
| RU2731635C9 (ru) | 2019-11-05 | 2020-11-12 | МСД Текнолоджис С.а.р.л. | Электропроводящая резиновая композиция для сплошных шин и не оставляющая следов сплошная шина |
| DE102020215898A1 (de) | 2020-12-15 | 2022-06-15 | Continental Reifen Deutschland Gmbh | Verfahren zur Herstellung eines Vollreifens |
| CN117858812A (zh) | 2021-07-22 | 2024-04-09 | 特雷克斯南达科他州有限公司 | 用于提供增强的车辆稳定性的轮胎组件 |
| JP2024049100A (ja) * | 2022-09-28 | 2024-04-09 | 住友ゴム工業株式会社 | エアレスタイヤ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1797545A (en) * | 1929-08-06 | 1931-03-24 | Glenn L Martin Co | Vehicle wheel |
| DE1993828U (de) * | 1968-07-02 | 1968-09-12 | Continental Gummi Werke Ag | Vollreifen fuer fahrzeuge od. dgl. |
| DE19603441C2 (de) * | 1996-02-01 | 1999-12-23 | Continental Ag | Verfahren zur Herstellung eines Fahrzeugreifens |
| JPH11240312A (ja) * | 1997-08-04 | 1999-09-07 | Bridgestone Corp | 空気入りタイヤ |
| DE10154454C1 (de) * | 2001-11-06 | 2003-06-18 | Continental Ag | Vollgummireifen |
| JP2007153092A (ja) * | 2005-12-02 | 2007-06-21 | Sumitomo Rubber Ind Ltd | 空気入りタイヤおよび該空気入りタイヤの製造方法 |
-
2007
- 2007-09-11 EP EP07116165.7A patent/EP2036704B1/en active Active
- 2007-09-11 ES ES07116165.7T patent/ES2437869T3/es active Active
-
2008
- 2008-09-05 US US12/205,060 patent/US8356646B2/en active Active
- 2008-09-10 JP JP2008232190A patent/JP5147611B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112590469A (zh) * | 2016-06-30 | 2021-04-02 | 阿蒂克投资股份有限公司 | 轮胎 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2437869T3 (es) | 2014-01-14 |
| EP2036704B1 (en) | 2013-09-18 |
| US8356646B2 (en) | 2013-01-22 |
| US20090065114A1 (en) | 2009-03-12 |
| JP5147611B2 (ja) | 2013-02-20 |
| EP2036704A1 (en) | 2009-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5147611B2 (ja) | 帯電防止ノンマーキングタイヤ | |
| EP2596965B1 (en) | Stiffness enhanced tread | |
| KR100816127B1 (ko) | 공기 주입 타이어 및 이의 제조 방법 | |
| JP6463843B2 (ja) | 改良されたドライ/スノートラクションを有するタイヤトレッド | |
| EP2520420B1 (en) | Method and device for manufacturing an antistatic vehicle tire | |
| JP2009051481A (ja) | 更生タイヤ用トレッド及び更生タイヤ | |
| JP2009132371A (ja) | 空気入りタイヤ | |
| CN111479710B (zh) | 包含导电帘线的轮胎 | |
| US7029544B2 (en) | Conductive pathways in tire treads for reduced static charge buildup | |
| JP2008222135A (ja) | タイヤ | |
| EP3478485B1 (en) | Method for making a tire | |
| JPH0596651A (ja) | 空気入りタイヤ用未加硫トレツド素材および空気入りタイヤの製造方法 | |
| EP2596964A1 (en) | Stiffness enhanced tread | |
| JP2005280021A (ja) | 更正用プレキュアトレッド及びこれを使用した空気入りタイヤ並びにその製造方法 | |
| JP6077407B2 (ja) | 空気入りタイヤ | |
| EP1478523A1 (en) | Tire having tread structure for improving static discharging property | |
| JP2001039115A (ja) | 空気入りタイヤ | |
| JP2004082766A (ja) | 空気入りタイヤおよびその製造方法 | |
| KR101582049B1 (ko) | 실리카 적용 공기입 타이어 | |
| KR20240106609A (ko) | 타이어 스터드용 고무 조성물, 고무 조성물로 제조된 타이어 스터드 부재 및 이를 적용한 타이어 | |
| RU2006142416A (ru) | Пневматическая шина и способ ее производства | |
| WO2016136645A1 (ja) | 空気入りタイヤの製造方法および装置 | |
| JP2008049741A (ja) | 空気入りタイヤ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110907 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20120628 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5147611 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |