JP2009090375A - 矯正機 - Google Patents
矯正機 Download PDFInfo
- Publication number
- JP2009090375A JP2009090375A JP2008318784A JP2008318784A JP2009090375A JP 2009090375 A JP2009090375 A JP 2009090375A JP 2008318784 A JP2008318784 A JP 2008318784A JP 2008318784 A JP2008318784 A JP 2008318784A JP 2009090375 A JP2009090375 A JP 2009090375A
- Authority
- JP
- Japan
- Prior art keywords
- correction
- straightening
- holder
- main body
- pass line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 claims abstract description 94
- 238000012937 correction Methods 0.000 abstract description 119
- 230000001965 increasing effect Effects 0.000 abstract description 28
- 238000001514 detection method Methods 0.000 description 36
- 239000003921 oil Substances 0.000 description 34
- 239000010720 hydraulic oil Substances 0.000 description 21
- 230000003028 elevating effect Effects 0.000 description 13
- 230000009467 reduction Effects 0.000 description 10
- 230000008859 change Effects 0.000 description 9
- 230000001681 protective effect Effects 0.000 description 9
- 238000011144 upstream manufacturing Methods 0.000 description 9
- 238000005096 rolling process Methods 0.000 description 8
- 230000002829 reductive effect Effects 0.000 description 7
- 238000000926 separation method Methods 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 238000009434 installation Methods 0.000 description 6
- 230000002159 abnormal effect Effects 0.000 description 4
- 230000005856 abnormality Effects 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000013077 target material Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 239000002989 correction material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images





Landscapes
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
【解決手段】本体11のパスラインPLとの交差方向の両側に、枠状部材16,16と保持部材とで画成される側部開口11aが形成される。側部開口11aには、被矯正材料を案内するガイドバーフェーシング60を備えるホルダ61が、パスラインPLと平行な支持軸62,62を介して回動自在に配設される。ホルダ61にボトム側が回動自在に枢支される開閉用シリンダ63のピストンロッドが、下側の保持部材に回動自在に枢支される。開閉用シリンダ63を正逆付勢することでホルダ61は、支持軸62,62を支点として案内位置と取替え位置との間を回動する。
【選択図】図5
Description
被矯正材料のパスラインを挟んで上下に位置し、前記パスラインに対し所定の角度で相互に交差するよう本体に回転自在に支持される一対の矯正ロールと、両矯正ロールの対向方向と交差する関係でパスラインに沿って対向配置され、被矯正材料を案内する一対のガイドバーフェーシングとを備える矯正機において、
前記本体に、パスラインと平行な支持軸を介して回動自在に配設され、対応する前記ガイドバーフェーシングが着脱自在に配設されるホルダと、
前記ホルダを、前記ガイドバーフェーシングが被矯正材料を案内する姿勢となる案内位置およびガイドバーフェーシングが上向きとなる取替え位置の間を回動させる回動手段とを備えることを特徴とする。
請求項2に係る発明によれば、剛性が高い枠状部材を用いて本体を構成することで、本体の剛性をより高くすることができ、更に精度の高い矯正を行なうことができる。
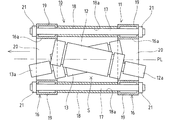
前記矯正機10の本体11は、図1および図2に示す如く、被矯正材料WのパスラインPLに沿う材料給送方向に離間する一対の枠状部材16,16と、該両枠状部材16,16を連結する複数の連結部材17と、両枠状部材16,16間に介挿されて間隔を保持する複数の保持部材18とから基本的に構成される。各枠状部材16は、断面角筒状に形成された一対の縦枠材19,19と、同じく断面角筒状に形成された一対の横枠材20,20を相互に連結することで矩形枠状に形成されたものであって、該枠状部材16には矩形状の開口部16aが開設される。そして、材料給送方向の上流側に位置する枠状部材16の開口部16aから、前記材料搬入装置14で搬送される被矯正材料Wが矯正空間Sに通入され、矯正後の被矯正材料Wが材料給送方向の下流側に位置する枠状部材16の開口部16aから前記材料搬出装置15へ通出される。
前記油圧シリンダ31には、該油圧シリンダ31に加わる負荷に応じて下矯正ロール13に対する上矯正ロール12の近接・離間移動(上下動)を許容する調整装置34が接続されている。この調整装置34は、図3に示す如く、油圧シリンダ31に接続される増圧シリンダ35を備える。増圧シリンダ35は、空圧用バレル36の内部に、ピストン37が摺動自在に配設され、該ピストン37によって空圧用バレル内が第1室36aと第2室36bとに分割されている。空圧用バレル36の第2室側に、第2室36bより内径の小さな油圧室38aが内部画成された油圧用バレル38が配設されると共に、該油圧室38aは第2室36bと連通している。前記ピストン37の第2室側には、該ピストン37と一体に移動する小径のピストンロッド37aが連結されており、該ピストンロッド37aの先端部が油圧室38aの内部を摺動するよう構成される。また油圧用バレル38の油圧室38aは、前記油圧シリンダ31の油室31aに連通され、後述するエア・オイルタンク39から油圧室38aに供給された作動油が、油圧シリンダ31の油室31aに充填されるよう構成される。
前記本体11におけるパスラインPLとの交差方向の両側には、前記両枠状部材16,16と保持部材18,18とで画成される側部開口11a,11aが形成され、各側部開口11aに、被矯正材料Wを案内するガイドバーフェーシング60を備えるホルダ61が夫々回動自在に配設されている。すなわち、図5に示す如く、材料給送方向に対向する枠状部材16,16における縦枠材19,19間に、各縦枠材19に対してパスラインPLと平行な支持軸62を介してホルダ61が回動自在に配設される(図5では上流側の支持軸62のみ示す)。
前記矯正機10の材料給送方向の下流側に配置される前記材料搬出装置15は、図6に示す如く、矯正機10から下流側に所定間隔離間して配置され、該材料搬出装置15と矯正機10との間に、前記矯正ロール12,13を交換するロール交換装置68が配設されている。このロール交換装置68は、材料給送方向に離間してパスラインPLとの交差方向に所定長さで延在する一対のガイドレール69,69に沿って交差方向に移動自在な搬送台車70を備える。搬送台車70は、駆動源のモータおよび該モータで作動されるボールネジとナット等からなる作動手段を備える移動装置71によって、前記交差方向に離間する矯正位置(図6(a))と交換位置(図6(b))との間を移動されるようになっている。なお、実施例では矯正機10とロール交換装置68とから矯正装置が構成される。
次に、前述した実施例に係る矯正機の作用につき説明する。
本願は前述した実施例の構成に限定されるものではなく、その他の構成を適宜に採用することができる。
1.実施例では、一対の枠状部材を連結部材で連結した場合で説明したが、枠状部材の数は3つ以上であってもよい。また、隣り合う枠状部材に隙間を設けることなく複数の枠状部材を並べて配置して連結部材で相互に連結する構成を採用し得る。
2.実施例では、一対の枠状部材の間に保持部材を介挿して間隔を保持するようにしたが、連結部材の長手方向の両端部を段付き形状としたりフランジを設け、該連結部材により枠状部材の間隔を保持する構成を採用することができ、この場合は保持部材を省略し得る。
3.実施例では、枠状部材の4隅部を連結部材で連結したが、該連結部材の配設位置は、複数の枠状部材を強固に固定し得る位置であればよい。また、実施例では各部に2本の連結部材を配設したが、1本あるいは3本以上の連結部材を配設してもよい。
4.実施例では、枠状部材を中空(断面角筒状)としたが中実なものであってもよい。
5.実施例では、本体を構成する枠状部材を材料給送方向に離間して配置したが、パスラインとの交差方向に離間して配置する構成を採用することができる。
6.実施例では、矩形枠状の枠状部材を用いたが、該枠状部材の形状はこれに限定されるものでなく、多角形や上下端部が弧状に形成されたもの等、その他の形状を適宜に採用可能である。
7.実施例では、矯正機の本体を複数の枠状部材から構成したが、上下に離間する一対のフレームを4本の支柱により連結する構成であってもよい。
8.実施例では、圧縮空気と油圧とを併用した増圧シリンダを採用した調整装置の場合で説明したが、圧縮空気を用いることなく油圧のみを用いた増圧シリンダを採用することができる。
9.実施例では、ロール交換装置を矯正機の下流側に配置した場合で説明したが、矯正機の上流側にロール交換装置を配置する構成を採用し得る。
10.実施例では、搬出入手段として搬出入シリンダを用いた場合で説明したが、モータとラック−ピニオン等の機構を用いた装置等、矯正機の本体と搬送台車との間で矯正ロールを進退し得る手段であればよい。
11.実施例では、矯正ロールの交換等に際して本体に対して矯正ロールをパスラインに沿う方向に引き出したり送り込む場合で説明したが、本体に対して矯正ロールをパスラインとの交差方向へ引き出したり送り込む構成を採用し得る。
12.実施例では、ホルダの回動手段として開閉用シリンダを用いた場合で説明したが、モータとラック−ピニオン等の機構を用いた装置等、ホルダを案内位置と取替え位置との間を回動させ得る手段であればよい。
13.実施例では、ホルダをパスラインに沿う支持軸を支点として垂直面内で回動する場合で説明したが、鉛直に延在する軸にホルダの幅方向(上流側または下流側)の一方の端部を枢支して、該ホルダを水平面内で回動する構成を採用し得る。
16 枠状部材,17 連結部材,60 ガイドバーフェーシング,62 支持軸
63 開閉用シリンダ(回動手段),W 被矯正材料,PL パスライン
Claims (2)
- 被矯正材料(W)のパスライン(PL)を挟んで上下に位置し、前記パスライン(PL)に対し所定の角度で相互に交差するよう本体(11)に回転自在に支持される一対の矯正ロール(12,13)と、両矯正ロール(12,13)の対向方向と交差する関係でパスライン(PL)に沿って対向配置され、被矯正材料(W)を案内する一対のガイドバーフェーシング(60,60)とを備える矯正機において、
前記本体(11)に、パスライン(PL)と平行な支持軸(62,62)を介して回動自在に配設され、対応する前記ガイドバーフェーシング(60)が着脱自在に配設されるホルダ(61)と、
前記ホルダ(61)を、前記ガイドバーフェーシング(60)が被矯正材料(W)を案内する姿勢となる案内位置およびガイドバーフェーシング(60)が上向きとなる取替え位置の間を回動させる回動手段(63)とを備える
ことを特徴とする矯正機。 - 前記本体(11)は、前記パスライン(PL)に沿う方向または交差する方向に離間する一対の枠状部材(16,16)を、複数箇所で連結部材(17)を介して連結固定して構成される請求項1記載の矯正機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008318784A JP5231969B2 (ja) | 2008-12-15 | 2008-12-15 | 矯正機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008318784A JP5231969B2 (ja) | 2008-12-15 | 2008-12-15 | 矯正機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009090375A true JP2009090375A (ja) | 2009-04-30 |
| JP5231969B2 JP5231969B2 (ja) | 2013-07-10 |
Family
ID=40662887
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008318784A Active JP5231969B2 (ja) | 2008-12-15 | 2008-12-15 | 矯正機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5231969B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103658239A (zh) * | 2013-11-30 | 2014-03-26 | 大连市旅顺钢模板修复机设备厂有限公司 | 一种校正直管机 |
| CN108160840A (zh) * | 2017-12-29 | 2018-06-15 | 石家庄钢铁有限责任公司 | 一种矫直机棒材对中导向装置 |
| KR20190118026A (ko) * | 2018-04-09 | 2019-10-17 | 현대삼호중공업 주식회사 | 바 휨 교정용 지그 |
| JP2019217550A (ja) * | 2018-06-14 | 2019-12-26 | 建科機械(天津)股▲フン▼有限公司 | 矯正装置 |
| CN113102555A (zh) * | 2021-03-09 | 2021-07-13 | 宝武杰富意特殊钢有限公司 | 一种用于矫直机辊系的换辊装置及其操作方法 |
| CN115026155A (zh) * | 2022-06-21 | 2022-09-09 | 长沙远大住宅工业集团股份有限公司 | 矫直设备及移动式矫直装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6418522A (en) * | 1987-07-13 | 1989-01-23 | Aichi Steel Works Ltd | Hydraulic anvil clamp device in round bar straightening machine |
| JPH0553721U (ja) * | 1991-12-18 | 1993-07-20 | 株式会社大同機械製作所 | 矯正機のガイドバーフェーシング着脱固定装置 |
| JPH05285572A (ja) * | 1992-04-14 | 1993-11-02 | Daido Kikai Seisakusho:Kk | 扉体の開閉装置 |
-
2008
- 2008-12-15 JP JP2008318784A patent/JP5231969B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6418522A (en) * | 1987-07-13 | 1989-01-23 | Aichi Steel Works Ltd | Hydraulic anvil clamp device in round bar straightening machine |
| JPH0553721U (ja) * | 1991-12-18 | 1993-07-20 | 株式会社大同機械製作所 | 矯正機のガイドバーフェーシング着脱固定装置 |
| JPH05285572A (ja) * | 1992-04-14 | 1993-11-02 | Daido Kikai Seisakusho:Kk | 扉体の開閉装置 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103658239A (zh) * | 2013-11-30 | 2014-03-26 | 大连市旅顺钢模板修复机设备厂有限公司 | 一种校正直管机 |
| CN103658239B (zh) * | 2013-11-30 | 2015-12-09 | 大连市旅顺钢模板修复机设备厂有限公司 | 一种校正直管机 |
| CN108160840A (zh) * | 2017-12-29 | 2018-06-15 | 石家庄钢铁有限责任公司 | 一种矫直机棒材对中导向装置 |
| CN108160840B (zh) * | 2017-12-29 | 2023-11-21 | 石家庄钢铁有限责任公司 | 一种矫直机棒材对中导向装置 |
| KR20190118026A (ko) * | 2018-04-09 | 2019-10-17 | 현대삼호중공업 주식회사 | 바 휨 교정용 지그 |
| KR102093621B1 (ko) | 2018-04-09 | 2020-03-26 | 현대삼호중공업 주식회사 | 바 휨 교정용 지그 |
| JP2019217550A (ja) * | 2018-06-14 | 2019-12-26 | 建科機械(天津)股▲フン▼有限公司 | 矯正装置 |
| CN113102555A (zh) * | 2021-03-09 | 2021-07-13 | 宝武杰富意特殊钢有限公司 | 一种用于矫直机辊系的换辊装置及其操作方法 |
| CN115026155A (zh) * | 2022-06-21 | 2022-09-09 | 长沙远大住宅工业集团股份有限公司 | 矫直设备及移动式矫直装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5231969B2 (ja) | 2013-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5231969B2 (ja) | 矯正機 | |
| JP5394054B2 (ja) | 矯正機 | |
| KR100864143B1 (ko) | 공작기계 | |
| JP2009090373A (ja) | 矯正機 | |
| CN108858117A (zh) | 一种管道切割加工用短距离运输装置 | |
| JP2009107023A (ja) | 矯正装置および矯正ロールの搬出入方法 | |
| JP2007296613A (ja) | 工作機械 | |
| JP5602206B2 (ja) | 溶接型鋼の歪矯正装置 | |
| JP7378480B2 (ja) | 弾性的に取り付けられた支持ロールを有している圧延スタンド | |
| CN107457287A (zh) | 感应式折弯机后挡料机构 | |
| JP2011033240A (ja) | ロータリキルンの胴体高さ調整装置 | |
| DE102013202332A1 (de) | Vorrichtung zum automatischen Bearbeiten von Oberflächen | |
| CN100430164C (zh) | 矫正机 | |
| JP5215139B2 (ja) | 門型複合工作機械およびクロスレール撓み補正方法 | |
| JP7328110B2 (ja) | ワーク加工装置 | |
| KR20190089286A (ko) | 에저롤 발란스 실린더 교체 장치 | |
| JP7311382B2 (ja) | ワーク加工装置 | |
| JP2008105076A (ja) | 板形状矯正装置 | |
| JP6913618B2 (ja) | 矯正方法および矯正機 | |
| KR102950496B1 (ko) | 강판 버어 제거 장치 | |
| CN117940230A (zh) | 矫直机及矫直方法 | |
| EP2562111B1 (en) | Web guide device | |
| JP7311383B2 (ja) | ワーク加工装置 | |
| JP5936502B2 (ja) | 工作機械 | |
| JP4943813B2 (ja) | 圧延機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090305 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090305 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130322 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160329 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5231969 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |