JP2009105509A - 輪郭水晶振動片の製造方法 - Google Patents
輪郭水晶振動片の製造方法 Download PDFInfo
- Publication number
- JP2009105509A JP2009105509A JP2007273143A JP2007273143A JP2009105509A JP 2009105509 A JP2009105509 A JP 2009105509A JP 2007273143 A JP2007273143 A JP 2007273143A JP 2007273143 A JP2007273143 A JP 2007273143A JP 2009105509 A JP2009105509 A JP 2009105509A
- Authority
- JP
- Japan
- Prior art keywords
- quartz
- contour
- crystal
- axis direction
- mask
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
【課題】ラーメモード又は輪郭すべりモードで振動する輪郭水晶振動片を外形加工する工程において、エッチング残渣を小さくして振動特性の劣化を解消又は低減する。
【解決手段】IEEE表示の(YXlt)φ/θで表されるカット角θ=0°又は45°で切り出した水晶基板の上下各面に同じパターンの上側マスク26と下側マスク27とを互いに+Z´軸方向にずらして配置する。マスクのずらし量δは、上側及び下側マスクを同じ上下位置に配置してウエットエッチングしたときに振動部の側面に形成されるばりのZ´軸方向の大きさをyとして、0<δ<2yとなるように設定する。
【選択図】図1
【解決手段】IEEE表示の(YXlt)φ/θで表されるカット角θ=0°又は45°で切り出した水晶基板の上下各面に同じパターンの上側マスク26と下側マスク27とを互いに+Z´軸方向にずらして配置する。マスクのずらし量δは、上側及び下側マスクを同じ上下位置に配置してウエットエッチングしたときに振動部の側面に形成されるばりのZ´軸方向の大きさをyとして、0<δ<2yとなるように設定する。
【選択図】図1
Description
本発明は、ラーメモードや輪郭すべり振動モードで振動する輪郭圧電振動子の製造方法に関し、特に水晶基板からウエットエッチングにより輪郭水晶振動片の外形を加工する輪郭水晶振動片の製造方法に関する。
最近、従来の音叉型と厚みすべり振動モードの圧電振動子の中間範囲にある数MHzの周波数で振動するラーメモードや輪郭すべり振動モードの輪郭圧電振動子が注目されている。ラーメモードの輪郭圧電振動子は、正方形又は複数の正方形を連ねた方形平板の圧電基板からなる振動部と支持部とそれらを振動の節点で接続する接続部とを一体に備える(例えば、非特許文献1、特許文献1を参照)。輪郭すべり振動モードの輪郭圧電振動子は、正方形平板の圧電基板からなる振動部と支持部とを一体に備える(例えば、特許文献2を参照)。
図7(A)は、ラーメモードの輪郭圧電振動子に使用する水晶振動片の典型例を示している。同図において、水晶振動片1は、正方形の振動部2を有し、その表裏主面には、互いに異極となる1対の励振電極3,4が形成されている。水晶振動片1は、前記振動部の対角位置にある2つの角部に結合した接続部5,5と、それらの先端に結合した支持部6とを備える。前記励振電極に所定の電流を印加して励振すると、振動部2は、図7(A)に破線及び二点鎖線で示すように、正方形の4つの角部と中心とを節点として面内で、対向する一方の2辺と他方の2辺とが交互に外向き又は内向きに伸縮するラーメモードの輪郭振動を行う。
水晶振動片1は、図8に示すように、IEEE表示の(YXlt)φ/θで表されるカット角で切り出した水晶基板から形成することができる。水晶の直交する3つの結晶軸、即ち電気軸、機械軸、光学軸をそれぞれX軸、Y軸、Z軸で表したとき、Y軸に垂直な面のYカット水晶板7をX軸周りに時計方向を正として角度φ1 で回転させると、座標軸(X,Y´,Z´)に沿うY´カット水晶板8が得られる。更にこの水晶板8をY´軸周りに時計方向を正として角度θ1 で面内回転させた新たな座標軸(X´,Y´,Z'')に沿って切り出すと、水晶基板9が得られる。
一般にラーメモードの水晶振動子は、フォトリソグラフィ技術を利用して水晶基板をウエットエッチングすることにより、振動部、接続部及び支持部を一体にした水晶振動片の外形を加工する(例えば、非特許文献1、特許文献1を参照)。しかしながら、水晶基板のウエットエッチングによる水晶振動片の外形加工は、水晶の結晶方位によるエッチング異方性のために、精密な形状加工が困難とされている。
また、輪郭すべり振動モードの輪郭水晶振動子も、ラーメモードと同様に、振動部と支持部とそれらを接続する接続部とを備える(例えば、特許文献3を参照)。振動子の外形形状は、水晶基板をウエット又はドライエッチングで加工することにより、振動部、支持部及び接続部が一体に形成される。
ラーメモードの水晶振動子に使用されるLQ1Tカット、LQ2Tカット水晶基板は、ウェットエッチングによる加工に不向きな結晶方位を有するため、エッチング残渣即ちばりを残し易い。特に、振動部と支持部との接続部には、その引き出し方向によって大きなエッチング残渣が残り、電気的特性の劣化や設計上と実際の製品とで振動特性に大きい差異が生じる。そこで、LQ1Tカット又はLQ2Tカットの水晶板からなる矩形状の振動部を、該振動部に対して+X軸方向から時計方向に、90°±5°又は270°±5°の角度で支持することによって、異方性によるエッチング残渣の影響を改善するラーメモード水晶振動子が提案されている(例えば、特許文献4を参照)。
また、ウエットエッチングによるエッチング形状は、コンピュータによる3次元シミュレーションが可能である。水晶異方性エッチングのコンピュータシミュレーションも、様々な手法やプログラムが提案されている(例えば、非特許文献2を参照)。
川島宏文、外1名、「エッチング法によって形成されたラーメモード水晶振動子」、第24回EMシンポジウム予稿集、電気学会、平成7年5月、p.11−16
カルロ・エイチ・セクィン(Carlo H. Sequin)、「COMPUTER SIMULATION OF ANISOTROPIC CRYSTAL ETCHING」、Solid-State Sensors and Actuators, 1991. Digest of Technical Papers, TRANSDUCERS '91、1991IEEE、1991年6月24−27日、p.801−806
特開2003−115747号公報
特公平8−31758号公報
特開2005−94733号公報
特開2007−36897号公報
しかしながら、上述した従来技術のラーメモード水晶振動子は、矩形状圧電素板の4つの角部を全て同じ方向に支持する支持構造であるので、全体としてバランスが悪く、振動漏れを生じたり振動の安定性を損なう虞がある。また、上記特許文献4によれば、現状の問題として、エッチング残渣を少なくするためにプロテクト膜の改善やマスクパターンの改良又は補正という手法では、設計通りの形状が得られない。更に上記特許文献4は、振動部のエッチング残渣即ちばりについて何ら言及していない。
輪郭水晶振動子において、振動部の端面に水晶のエッチング異方性によるばりが形成されると、振動部の平面寸法即ち輪郭寸法が厚さ方向に一定でなくなり、その厚さ位置によって面内における電荷分布が不規則に変化し、振動部の正方形中心の節点の位置が複雑にシフトする。そのため、輪郭水晶振動子の安定した振動が阻害され、CI値が劣化する虞があり、その影響は振動部の厚さが大きくなるほど、大きくなる。他方、振動部を薄くし過ぎると、強度が大きく低下し、折れ易くなるので、製造上の支障が生じる。
そこで本願発明者は、水晶のエッチング異方性によるばりが、振動部の端面にどのように形成されるかを解析した。IEEE表示の(YXlt)φ/θでθ=0°、45°、厚さ50μmとして切り出した2種類のLQ2Tカット水晶板を用い、図7(A)の水晶振動片1を形成した。θ=0°の水晶板を、図7(B)に示すように、振動部2の各辺がX軸又はZ´軸と平行に配向されるように用いると、輪郭すべり振動の水晶振動片が形成される。θ=45°の水晶板を、図7(C)に示すように、振動部2の各辺がX´軸又はZ''軸と平行に配向され、接続部5がZ´軸方向に延長するように配向されるように用いると、ラーメモードの水晶振動片が得られる。
前記2種類のLQ2Tカット水晶板をウエットエッチングした場合に振動部2の端面に生じる断面形状のシミュレーションを行った。図9(A)(B)は、θ=0°の水晶板を用い、水晶基板10の上下両面に同じパターンの上側及び下側マスク11,12を上下位置を一致させて配置し、エッチング加工した図7(A)の振動部2のA−A断面及びB−B断面を示している。振動部2のX軸方向の両端面には、図9(A)に示すように、略同じ形状、寸法のばり13,14が形成される。振動部2のZ´軸方向の両端面には、図9(B)に示すように、ばりが形成されない。周知のように、水晶基板10はサイドエッチングされるので、X軸方向の両端面も、実際の寸法は上側及び下側マスクの寸法よりも小さくなる。そのため、この寸法差をエッチングしろとして、上側及び下側マスクの寸法は振動部2の所望の寸法よりも大きく設定するのが通例である。
図10(A)(B)は、θ=45°の水晶板を用い、水晶板10の上下両面に同じパターンの上側及び下側マスク11,12を上下位置を一致させて配置し、エッチング加工した図7(A)の振動部2のA−A断面及びB−B断面をそれぞれ示している。振動部2のZ´´軸方向の両端面には、図10(A)に示すように、異なる形状、寸法のばり15,16が形成される。振動部2のX´軸方向の両端面には、図10(B)に示すように、図10(A)の−Z''軸方向端面のばり15と略同じ形状、寸法のばり17と、+Z''軸方向端面のばり16と略同じ形状、寸法のばり18とが形成される。
各ばり13〜18の大きさが、各水晶板10のカット角φを変化させた場合に、どのように変化するかを解析した。θ=0°の水晶板における振動部2A−A断面のばり13,14の大きさをZ´軸方向の上下ずれ量y0 とすると、これは次式:
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105
で近似的に表される。θ=45°の水晶板における振動部2A−A断面のばり15,16の大きさを、それぞれZ''軸方向の上下ずれ量y45a、y45bとすると、これらを合成したZ´軸方向の上下ずれ量y45は次式:
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106
で近似的に表される。これらの計算結果を図11に示す。
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105
で近似的に表される。θ=45°の水晶板における振動部2A−A断面のばり15,16の大きさを、それぞれZ''軸方向の上下ずれ量y45a、y45bとすると、これらを合成したZ´軸方向の上下ずれ量y45は次式:
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106
で近似的に表される。これらの計算結果を図11に示す。
この計算結果によれば、θ=0°の場合に、カット角φ=−50°における上下ずれ量y0 は約44μmであった。また、θ=45°の場合に、カット角φ=−50°における上下ずれ量y45a、y45bはそれぞれ約22μm、約26μmであり、従ってy45は約34μmであった。
これらのばりは、水晶板をオーバエッチングすることにより無くすこともできるが、エッチング時間が長くなり、エッチング液の寿命が短くなるだけでなく、微細加工が困難になるという問題が生じる。これは、輪郭振動子の寸法精度を劣化させ、小型化を必要以上に制限することになる。
本発明は、かかる知見に基づいてなされたものであり、その目的は、ウエットエッチングにより外形を加工する輪郭水晶振動片の製造において、オーバエッチングをすることなく、エッチング残渣を解消し又はできる限り小さくし、エッチング残渣による振動特性の劣化を解消又は低減することにある。
本発明によれば、上記目的を達成するために、水晶の結晶軸(X,Y,Z)をX軸周りに角度φで回転させて得られた座標軸を(X,Y´,Z´)とし、該座標軸(X,Y´,Z´)をY´軸周りに角度θで回転させて得られた座標軸を(X´,Y´,Z'')とし、IEEE表示の(YXlt)φ/θで表されるカット角で切り出した水晶基板をウエットエッチングすることにより、ラーメモード又は輪郭すべりモードで振動する方形平板の振動部と支持部と振動部を振動の節点で支持部に結合する接続部とを一体に備える輪郭水晶振動片の外形を加工する工程を有し、該外形加工工程が、水晶基板の上下各面にそれぞれ同じパターンの上側マスクと下側マスクとを形成し、その水晶基板を上下両面から同時にウエットエッチングする工程からなり、上側マスクを下側マスクに対して+Z´軸方向にずらして配置し、かつそのずらし量δを、上側マスクと下側マスクとを互いに同じ上下位置に一致させて同じ水晶基板をウエットエッチングしたときに振動部の側面に形成されるばりのZ´軸方向の大きさをyとして、0<δ<2yとなるように設定する輪郭水晶振動片の製造方法が提供される。
これにより、オーバエッチングを行うことなく、振動部のZ´軸方向を向いた側面に形成されるばりが略完全に無くなり又は従来よりも小さくなる。従って、振動部を厚さ方向に見ると、その平面寸法即ち輪郭寸法がより一定になり、面内の電荷分布がより一定となり、正方形中心の節点の位置がより一定の傾斜角度でシフトさせることができる。その結果、輪郭水晶振動片は、振動を安定させ、CI値を良好に維持し又はその劣化を有効に阻止することができる。
或る実施例では、水晶基板がカット角θ=0°、φ=−49.5°〜−74°で切り出した厚さtの水晶基板であり、振動部の対向する2組の辺をそれぞれX軸方向及びZ´軸方向に合わせて上側及び下側マスクを配置してウエットエッチングを行い、この水晶基板の厚さtが50μmのときに振動部に形成されるばりの大きさy0 が、次式
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105 (但し、φ:ラジアン)
で表され、マスクのずらし量δ0 を、0<δ0≦y0×t/50となるように設定する。
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105 (但し、φ:ラジアン)
で表され、マスクのずらし量δ0 を、0<δ0≦y0×t/50となるように設定する。
これにより、理論的に良好な特性を得られることが確認されているカット角の水晶基板を用いて、その厚さに拘わらず、振動部の側面に従来形成されていたばりを解消し又は小さくすることができ、輪郭水晶振動片の安定した振動及び良好なCI値を確保することができる。
別の実施例では、水晶基板がカット角θ=45°、φ=−50°〜−61°で切り出した厚さtの水晶基板であり、振動部の対向する2組の辺をそれぞれX´軸方向及びZ''軸方向に合わせて上側及び下側マスクを配置してウエットエッチングを行い、水晶基板の厚さtが50μmのときに振動部に形成される前記ばりの大きさy45が、次式
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106 (但し、φ:ラジアン)
で表され、マスクのずらし量δ45を、0<δ45≦y45×t/50となるように設定する。
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106 (但し、φ:ラジアン)
で表され、マスクのずらし量δ45を、0<δ45≦y45×t/50となるように設定する。
これにより、理論的に良好な特性を得られることが確認されている別のカット角の水晶基板を用いて、その厚さに拘わらず、振動部の側面に従来形成されていたばりを解消し又は小さくすることができ、輪郭水晶振動片の安定した振動及び良好なCI値を確保することができる。
以下に、本発明の好適な実施例を添付図面を参照して詳細に説明する。
図1は、本発明を適用して形成されるラーメモードの輪郭水晶振動片を示している。輪郭水晶振動片21は、単一の正方形からなる振動部22と、その一方の対角位置の角部から対角線の方向に延長する接続部23,23と、その先端に結合されたL字状の支持部24とを一体に備える。本実施例では、図8に関連して上述したIEEE表示の(YXlt)φ/θでθ=0°、φ=−49.5°〜−74°のカット角で切り出した水晶基板を用いて、ウエットエッチングにより輪郭水晶振動片21の外形を加工する。振動部22は、対向する一方の2辺22a,22aがX軸方向に沿って配向され、対向する他方の2辺22b,22bがZ´方向に沿って配向されるように形成する。
図1は、本発明を適用して形成されるラーメモードの輪郭水晶振動片を示している。輪郭水晶振動片21は、単一の正方形からなる振動部22と、その一方の対角位置の角部から対角線の方向に延長する接続部23,23と、その先端に結合されたL字状の支持部24とを一体に備える。本実施例では、図8に関連して上述したIEEE表示の(YXlt)φ/θでθ=0°、φ=−49.5°〜−74°のカット角で切り出した水晶基板を用いて、ウエットエッチングにより輪郭水晶振動片21の外形を加工する。振動部22は、対向する一方の2辺22a,22aがX軸方向に沿って配向され、対向する他方の2辺22b,22bがZ´方向に沿って配向されるように形成する。
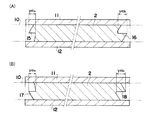
輪郭水晶振動片21の外形加工は、次のようにして行う。+Y´軸方向を上方として、図2(A)、(B)に示すように、水晶基板25の上下各面に同じパターンの上側マスク26及び下側マスク27をそれぞれ設ける。前記両マスクは、水晶基板25の上下各面の全面に電極膜を形成し、これらを従来のフォトエッチングによりパターニングして形成する。上側及び下側マスク26,27の寸法は、輪郭水晶振動片21の実際の即ち目的とする平面寸法よりも僅かにエッチングしろの分だけ大きく決定する。
下側マスク27は、振動部のパターンを、エッチングしろを考慮しながら、形成しようとする振動部の位置に合わせて配置する。これに対し、上側マスク26は、振動部のパターンを下側マスク27に対して+Z´軸方向にある大きさδ0 だけずらして配置する。
図9に関連して上述したように、水晶基板25の厚さを50μmとすると、上側及び下側マスク26,27の上下位置を合わせてウエットエッチングしたときに振動部22の側面22aに形成されるばりの大きさy0 は、次の(1)式で表される。
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105 (但し、φ:ラジアン) …(1)
これに対し、振動部22の側面22bには実質的にばりが形成されない。
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105 (但し、φ:ラジアン) …(1)
これに対し、振動部22の側面22bには実質的にばりが形成されない。
従って、本実施例では、マスクのずらし量δ0 をδ0 =y0 に設定する。また、水晶基板25の厚さtが50μmでない場合には、エッチング量が水晶基板の厚さに比例するから、マスクのずらし量δ0 を0<δ0 <y0 ×t/50となるように設定すればよい。
このように上側及び下側マスク26,27を配置して、弗化アンモニウム溶液等の適当なエッチング液で水晶基板25の両面から同時にウエットエッチングを行う。ウエットエッチングは、水晶基板25を完全に貫通するまで行うが、オーバエッチングは行わない。それにも拘わらず、振動部22のZ´軸方向を向いた辺の側面22aは、図2(A)に示すように、従来形成されていたばり13,14が略完全に無くなり、略一定に傾斜する断面に加工される。振動部22のX軸方向を向いた辺の側面22bは、図2(B)に示すように、従来と同じ略垂直な断面に加工される。
これにより、振動部22は、厚さ方向に見てその平面寸法即ち輪郭寸法が略一定で、面内の電荷分布が厚さ方向において略一定となり、その正方形中心の節点の位置が側面22aの傾斜と同様にZ´軸方向に略一定の角度でシフトしている。従って、振動部22の厚さによらず、輪郭水晶振動片21の振動が安定し、良好なCI値が維持される。
別の実施例では、マスクのずらし量δ0 を0<δ0 <2y0 となるように設定することができる。この場合、0<δ0 <y0 の範囲では、振動部22の側面22aに形成されるばり13,14が、ずらし量δ0 の大きさに応じて従来よりも小さくなる。y0 <δ0 <2y0 の範囲では、側面22aに、従来のばり13,14とは反対側の部分にサイドエッチングが進んで、ずらし量δ0 の大きさに応じた段差を生じるが、その大きさは従来のばり13,14よりも小さい。従って、マスクのずらし量δ0 を0<δ0 <2y0 とすることにより、少なくとも従来よりも、輪郭水晶振動片21の振動を安定させ、CI値の劣化を有効に阻止することができる。
図3は、本発明を適用した別のラーメモードの輪郭水晶振動片を示している。輪郭水晶振動片31は図1と同じ外形を有し、単一の正方形からなる振動部32と、その一方の対角位置の角部から対角線の方向に延長する接続部33,33と、その先端に結合されたL字状の支持部34とを一体に備える。本実施例では、図8に関連して上述したIEEE表示の(YXlt)φ/θでθ=45°、φ=−50°〜−61°のカット角で切り出した水晶基板を用いて、ウエットエッチングにより輪郭水晶振動片31の外形を加工する。振動部32は、対向する一方の2辺32a,32aがX´軸方向に沿って配向され、対向する他方の2辺32b,32bがZ''方向に沿って配向されるように形成する。
輪郭水晶振動片31の外形加工は、次のようにして行う。+Y´軸方向を上方として、図3(A)、(B)に示すように、水晶基板35の上下各面に同じパターンの上側マスク36及び下側マスク37をそれぞれ設ける。前記両マスクは、水晶基板35の上下各面の全面に電極膜を形成し、これらを従来のフォトエッチングによりパターニングして形成する。上側及び下側マスク36,37の寸法は、輪郭水晶振動片31の実際の即ち目的とする平面寸法よりも僅かにエッチングしろの分だけ大きく決定する。
下側マスク37は、振動部のパターンを、エッチングしろを考慮しながら、形成しようとする振動部の位置に合わせて配置する。これに対し、上側マスク36は、振動部のパターンを下側マスク37に対して+Z´軸方向にある大きさδ45だけずらして配置する。
図9に関連して上述したように、水晶基板35の厚さを50μmとすると、上側及び下側マスク36,37の上下位置を合わせてウエットエッチングしたときに振動部32の側面に形成されるばりのZ´軸方向の大きさy45は、次の(2)式で表される。
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106 (但し、φ:ラジアン) …(2)
これは、図9におけるZ''方向及びX´軸方向のばりの大きさy45aとy45bとの中間値をZ´軸方向の大きさに変換したものである。
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106 (但し、φ:ラジアン) …(2)
これは、図9におけるZ''方向及びX´軸方向のばりの大きさy45aとy45bとの中間値をZ´軸方向の大きさに変換したものである。
従って、本実施例では、マスクのずらし量δ45をδ45=y45に設定する。また、水晶基板35の厚さtが50μmでない場合には、エッチング量が水晶基板の厚さに比例するから、マスクのずらし量δ45を0<δ45<y45×t/50となるように設定すればよい。
このように上側及び下側マスク36,37を配置して、弗化アンモニウム溶液等の適当なエッチング液で水晶基板35の両面から同時にウエットエッチングを行う。ウエットエッチングは、水晶基板35を完全に貫通するまで行うが、オーバエッチングは行わない。それにも拘わらず、振動部32のZ´軸方向を向いた辺の側面32aは、図4(A)に示すように、従来形成されていたばり15,16がほとんど無くなり、概ね一定に傾斜する断面に加工される。同様に振動部32のX軸方向を向いた辺の側面32bは、図4(B)に示すように、従来形成されていたばり17,16がほとんど無くなり、概ね一定に傾斜する断面に加工される。
これにより、振動部32は、厚さ方向に見てその平面寸法即ち輪郭寸法が略一定で、面内の電荷分布が厚さ方向において略一定となり、その正方形中心の節点の位置がZ´軸方向に略一定の角度でシフトしている。従って、振動部22の厚さによらず、輪郭水晶振動片31の振動が安定し、良好なCI値が維持される。
別の実施例では、マスクのずらし量δ45を0<δ45<2y45となるように設定することができる。この場合、0<δ45<y45の範囲では、振動部32の側面32a、32bに形成されるばり15〜18が、ずらし量δ45の大きさに応じて従来よりも小さくなる。y<δ45<2y45の範囲では、各側面32a,32bに、従来のばり15〜18とは反対側の部分にサイドエッチングが進んで、ずらし量δ45の大きさに応じた段差を生じるが、その大きさは従来のばり15〜18よりも小さい。従って、マスクのずらし量δ45を0<δ45<2y45とすることにより、少なくとも従来よりも、輪郭水晶振動片31の振動を安定させ、CI値の劣化を有効に阻止することができる。
図5(A)は、本発明を適用した別の高次のラーメモードの輪郭水晶振動片を示している。この輪郭水晶振動片41は、3つの正方形を連ねた長方形の振動部42と、その4つの角部から延長する接続部43,44と、その先端に結合された矩形枠状の支持部45とを一体に備える。本実施例では、図3の実施例と同様に、IEEE表示の(YXlt)φ/θでθ=45°、φ=−50°〜−61°のカット角で切り出した水晶基板を用いて、ウエットエッチングにより輪郭水晶振動片41の外形を加工する。
振動部42は、対向する一方の2辺がX´軸方向に沿って配向され、対向する他方の2辺がZ''軸方向に沿って配向されるように形成する。接続部43は、振動部42を構成する前記正方形の一方の対角線の方向に即ちX軸方向に沿って配向され、接続部44は、前記正方形の他方の対角線の方向に即ちZ´軸方向に沿って配向される。
振動部42の外形加工は、図3及び図4の実施例について上述したように行うので、説明は省略する。水晶のエッチング異方性によるばりはZ´軸方向に形成されるので、Z´軸方向に延長する接続部44の外形加工は、上側及び下側マスクの上下位置をずらす必要がない。これに対し、X軸方向に延長する接続部43は、上側及び下側マスクの上下位置を合わせると、Z´軸方向を向いた両側面には、図9の従来例と同じ大きさのばりが形成される。
従って、接続部43の外形加工は、図5(B)に示すように、図1の実施例と同様に上側マスク46を下側マスク47に対して+Z´軸方向にある大きさδだけずらして、ウエットエッチングを行う。このマスクのずらし量δは、上記(1)式で表されるばりの大きさy0 に関して、0<δ<2y0 となるように設定する。この範囲において、δ=y0 では、接続部43の側面のばりが略完全に解消され、0<δ<y0 及びy0 <δ<2y0 では、少なくともばりの大きさが従来よりも小さくなる。これにより、各接続部43,44による振動部42が従来よりもバランス良く支持されるので、輪郭水晶振動片41の振動をより安定させることができる。
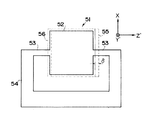
図6は、本発明を適用した輪郭すべりモードの輪郭水晶振動片を示している。この輪郭水晶振動片51は、単一の正方形からなる振動部52と、その一方の対向する2辺の中央に結合した接続部53,53と、その先端に結合された支持部54とを一体に備える。本実施例では、上述したIEEE表示の(YXlt)φ/θでθ=0°、φ=−49.5°〜−74°のカット角で切り出した水晶基板を用いて、ウエットエッチングにより輪郭水晶振動片51の外形を加工する。振動部52は、図1の振動部22と同様に、対向する一方の2辺がX軸方向に沿って配向され、対向する他方の2辺がZ´方向に沿って配向されるように形成する。接続部53は、Z´方向に沿って配向される。
従って、輪郭水晶振動片21の外形加工は、図1及び図2の実施例と同様に行う。図6に示すように、上側マスク55を下側マスク56に対して+Z´軸方向にある大きさδだけずらして、ウエットエッチングを行う。このマスクのずらし量δは、上記(1)式で表されるばりの大きさy0 に関して、0<δ<2y0 となるように設定する。この範囲において、δ=y0 では、振動部52のZ´軸方向を向いた側面のばりが略完全に解消され、0<δ<y0 及びy0 <δ<2y0 では、少なくともばりの大きさが従来よりも小さくなる。これにより、輪郭水晶振動片51の振動を従来よりも安定させることができる。
以上、本発明の好適な実施例について詳細に説明したが、本発明は上記実施例に様々な変形・変更を加えて実施することができる。本発明は、上記実施例以外の形態を有する輪郭水晶振動片について同様に適用することができる。
1,21,31,41,51…輪郭水晶振動片、2,22,32,42,52…振動部、3,4…励振電極、5,23,33,43,44,53…接続部、6,24,34,45,54…支持部、7〜9…水晶板、10,25,35…水晶基板、11,26,36,46,56…上側マスク、12,27,37,47,57…下側マスク、13〜18…ばり。
Claims (3)
- 水晶の結晶軸(X,Y,Z)をX軸周りに角度φで回転させて得られた座標軸を(X,Y´,Z´)とし、該座標軸(X,Y´,Z´)をY´軸周りに角度θで回転させて得られた座標軸を(X´,Y´,Z'')とし、IEEE表示の(YXlt)φ/θで表されるカット角で切り出した水晶基板をウエットエッチングすることにより、ラーメモード又は輪郭すべりモードで振動する方形平板の振動部と支持部と前記振動部を前記振動の節点で前記支持部に結合する接続部とを一体に備える輪郭水晶振動片の外形を加工する工程を有し、
前記外形加工工程が、前記水晶基板の上下各面にそれぞれ同じパターンの上側マスクと下側マスクとを形成し、前記水晶基板を上下両面から同時にウエットエッチングする工程からなり、前記上側マスクを前記下側マスクに対して+Z´軸方向にずらして配置し、かつそのずらし量δを、前記上側マスクと前記下側マスクとを互いに同じ上下位置に一致させて前記水晶基板をウエットエッチングしたときに前記振動部の側面に形成されるばりのZ´軸方向の大きさをyとして、0<δ<2yとなるように設定することを特徴とする輪郭水晶振動片の製造方法。 - 前記水晶基板がカット角θ=0°、φ=−49.5°〜−74°で切り出した厚さtの水晶基板であり、前記振動部の対向する2組の辺をそれぞれX軸方向及びZ´軸方向に合わせて前記上側及び下側マスクを配置して前記ウエットエッチングを行い、前記水晶基板の厚さtが50μmのときに前記振動部に形成される前記ばりの大きさy0 が、次式
y0 =−8.771×10−6φ6 −3.317×10−3φ5 −5.200×10−1φ4 −4.327×10φ3 −2.015×103φ2 −4.977×104φ−5.097×105 (但し、φ:ラジアン)
で表され、前記マスクのずらし量δ0 を、0<δ0≦y0×t/50となるように設定することを特徴とする請求項1に記載の輪郭水晶振動片の製造方法。 - 前記水晶基板がカット角θ=45°、φ=−50°〜−61°で切り出した厚さtの水晶基板であり、前記振動部の対向する2組の辺をそれぞれX´軸方向及びZ''軸方向に合わせて前記上側及び下側マスクを配置して前記ウエットエッチングを行い、前記水晶基板の厚さtが50μmのときに前記振動部に形成される前記ばりの大きさy0 が、次式
y45=−2.845×10−3φ5 −7.962×10−1φ4 −8.890×10φ3 −4.951×103φ2 −1.375×105φ−1.524×106 (但し、φ:ラジアン)
で表され、前記マスクのずらし量δ45を、0<δ45≦y45×t/50となるように設定することを特徴とする請求項1に記載の輪郭水晶振動片の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007273143A JP2009105509A (ja) | 2007-10-19 | 2007-10-19 | 輪郭水晶振動片の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007273143A JP2009105509A (ja) | 2007-10-19 | 2007-10-19 | 輪郭水晶振動片の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009105509A true JP2009105509A (ja) | 2009-05-14 |
Family
ID=40706813
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007273143A Withdrawn JP2009105509A (ja) | 2007-10-19 | 2007-10-19 | 輪郭水晶振動片の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009105509A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012074807A (ja) * | 2010-09-28 | 2012-04-12 | Seiko Epson Corp | 圧電振動素子、表面実装型圧電振動子及び表面実装型圧電発振器 |
| US8283988B2 (en) | 2010-02-25 | 2012-10-09 | Seiko Epson Corporation | Resonator element, resonator, oscillator, and electronic device |
| WO2016121182A1 (ja) * | 2015-01-29 | 2016-08-04 | 株式会社大真空 | 水晶振動板、及び水晶振動デバイス |
| JP2019129351A (ja) * | 2018-01-22 | 2019-08-01 | エスアイアイ・クリスタルテクノロジー株式会社 | 圧電振動片及び圧電振動子、及び製造方法 |
-
2007
- 2007-10-19 JP JP2007273143A patent/JP2009105509A/ja not_active Withdrawn
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8283988B2 (en) | 2010-02-25 | 2012-10-09 | Seiko Epson Corporation | Resonator element, resonator, oscillator, and electronic device |
| US8593039B2 (en) | 2010-02-25 | 2013-11-26 | Seiko Epson Corporation | Resonator element having a notched base |
| US8598770B2 (en) | 2010-02-25 | 2013-12-03 | Seiko Epson Corporation | Resonator element having a notched base |
| US9252349B2 (en) | 2010-02-25 | 2016-02-02 | Seiko Epson Corporation | Resonator element, resonator, oscillator, and electronic device |
| JP2012074807A (ja) * | 2010-09-28 | 2012-04-12 | Seiko Epson Corp | 圧電振動素子、表面実装型圧電振動子及び表面実装型圧電発振器 |
| WO2016121182A1 (ja) * | 2015-01-29 | 2016-08-04 | 株式会社大真空 | 水晶振動板、及び水晶振動デバイス |
| JPWO2016121182A1 (ja) * | 2015-01-29 | 2017-11-02 | 株式会社大真空 | 水晶振動板、及び水晶振動デバイス |
| US10601393B2 (en) | 2015-01-29 | 2020-03-24 | Daishinku Corporation | Crystal resonator plate and crystal resonator device |
| JP2019129351A (ja) * | 2018-01-22 | 2019-08-01 | エスアイアイ・クリスタルテクノロジー株式会社 | 圧電振動片及び圧電振動子、及び製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6806797B2 (en) | Tuning-fork piezoelectric resonator element, production method therefor, and piezoelectric device | |
| JP5239748B2 (ja) | 水晶振動片 | |
| JP4908614B2 (ja) | 水晶振動子の製造方法 | |
| US20140152153A1 (en) | Piezoelectric resonating device, manufacturing method thereof, piezoelectric resonator, and piezoelectric oscillator | |
| JP4593203B2 (ja) | 音叉型水晶振動子及びその製造方法 | |
| US20230126632A1 (en) | Method For Manufacturing Vibration Element | |
| JP2009105509A (ja) | 輪郭水晶振動片の製造方法 | |
| JP2018074267A (ja) | 圧電振動片及び圧電デバイス | |
| JP5402031B2 (ja) | 水晶振動片の加工方法及び水晶ウェーハ | |
| KR20150121585A (ko) | 수정진동자 및 그의 제조방법 | |
| JP2011217040A (ja) | 音叉型水晶片の製造方法 | |
| US20220271735A1 (en) | Method For Manufacturing Vibration Element | |
| US20220271725A1 (en) | Method For Manufacturing Vibration Element | |
| JP2008206079A (ja) | 輪郭水晶振動片 | |
| JP2023065838A (ja) | 振動素子の製造方法 | |
| JP2003087087A (ja) | 水晶振動子 | |
| JP6570388B2 (ja) | 圧電振動片及び圧電振動子 | |
| JP7779096B2 (ja) | 振動素子の製造方法 | |
| CN107431474A (zh) | At切割晶体片以及晶体振子 | |
| JP6611534B2 (ja) | 圧電振動片及び圧電振動子 | |
| JP6525821B2 (ja) | 音叉型水晶素子 | |
| JP2014230056A (ja) | 水晶振動素子 | |
| CN116015237A (zh) | 振动元件的制造方法 | |
| JP3980971B2 (ja) | Itカットの水晶振動子 | |
| CN114928347A (zh) | 压电元件及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20110104 |