JP2010051900A - 洗浄装置、基板の製造方法、および太陽電池素子 - Google Patents
洗浄装置、基板の製造方法、および太陽電池素子 Download PDFInfo
- Publication number
- JP2010051900A JP2010051900A JP2008219741A JP2008219741A JP2010051900A JP 2010051900 A JP2010051900 A JP 2010051900A JP 2008219741 A JP2008219741 A JP 2008219741A JP 2008219741 A JP2008219741 A JP 2008219741A JP 2010051900 A JP2010051900 A JP 2010051900A
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- substrate
- cleaning
- temperature
- row
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Cleaning By Liquid Or Steam (AREA)
- Photovoltaic Devices (AREA)
Abstract
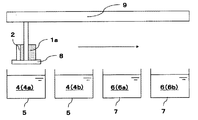
【解決手段】 ベース2に接着されたブロック1と、第1の液体4と、第2の液体6と、を準備する工程と、ベース2に接着されたブロック1をスライスし、ベース2に接着された基板列とする工程と、基板列を第1の液体により洗浄した後、基板列を第2の液体により洗浄する工程と、基板列をベース2から剥離し複数の基板とする工程と、を有し、基板列を洗浄する工程において、先に基板列を洗浄する第1の液体4の温度を次第に上昇させるとともに、後に基板列を洗浄する第2の液体6の温度を、第1の液体4の最高温度より低くする。
【選択図】図1
Description
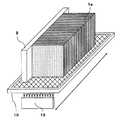
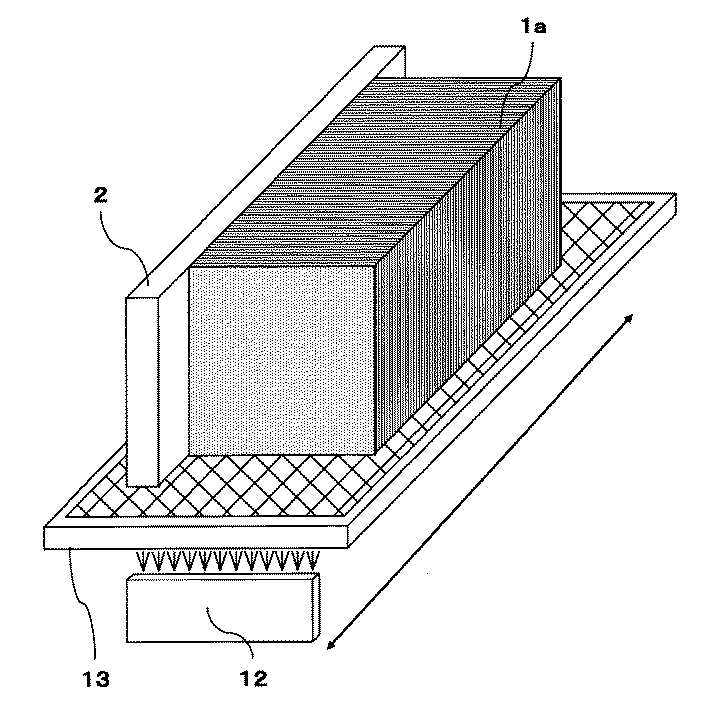
図1は、本発明の洗浄装置を用いた基板の製造工程において、切断されたブロックの洗浄工程の第1実施形態を示す断面図であり、図2は、被切断対象であるブロックを示す断面図であり、図3(a)は、切断されたブロックを示す斜視図、図3(b)は図3(a)のスライスされたブロックのうちベースと固定された部分を示す拡大図である。
本実施形態の基板の製造方法は、ベース2に接着されたブロック1をスライスし、ベース2に接着された基板列とするスライス工程と、基板列を複数種の液体により洗浄する洗浄工程と、基板列をベース2から剥離し複数の基板1aとする剥離工程と、を有する。
まず、ベース2に接着剤3などにより接着されたブロック1を準備する。次に、ブロック1を、ワイヤーソー装置内に1本又は複数本配置する。ここで、ワイヤーソー装置は、二種類のワイヤーソー装置に大別できる。例えば、砥粒を含む切削液を供給することによってワイヤーのラッピング作用でブロック1を切断する遊離砥粒タイプのワイヤーソー装置、ワイヤー自体に砥粒を固着させてブロック1を切断する砥粒固着タイプのワイヤーソー装置がある。
次に、スライス後の基板列を複数種の液体により連続的に洗浄する。洗浄工程において、複数種の液体のうち、先に基板列を洗浄する第1の液体4の温度を次第に上昇させる。また、後に基板列を洗浄する第2の液体6の温度を、第1の液体4の最高温度より低くする。
次に、上記工程で洗浄した基板列を乾燥させる。真空乾燥又は電磁波乾燥などを用いても構わないが、加熱乾燥させることによって、基板1aの乾燥とともに接着剤3の温度を上昇させることにより基板1aをベースから剥離することができる。
≪スライス工程≫
まず、ガラス板からなるベースにエポキシ系接着剤を塗布し、156mm×156mm×300mmの直方体の多結晶シリコンブロックをベースに設置し接着剤を硬化させた。炭化珪素の砥粒(#1200)、鉱物油、界面活性剤及び分散剤からなるラッピングオイルをワイヤーに供給し、ベースに接着したブロックをスライスして、シリコン基板を作製した。シリコン基板の厚みは180μmとした。
次に、上記工程で作製したシリコン基板を洗浄した。洗浄は、次に示す複数の工程で行った。
最後に、温水からなる洗浄液を有する洗浄槽を3槽設け、ベースを接着したシリコン基板を浸漬し超音波洗浄した。温水の温度は順に、45℃、55℃、65℃とし、浸漬時間を計30分とした。(第2の液体6による洗浄工程)
なお、比較例としてアルカリ液、温水の洗浄槽の温度を全て65℃に設定した。
最後に、上記工程で洗浄したシリコン基板を加熱乾燥した。加熱装置内の温度を140℃とし、エアーブローの温度を90℃とした。そして、接着剤の温度を測定する代わりにベースの温度を測定して100℃まで加熱し、シリコン基板をベースから剥離した。
1a :基板
2 :ベース
3 :接着剤
4 :第1の液体
6 :第2の液体
Claims (13)
- ベースに接着された基板を洗浄するための第1の液体を貯留する第1の槽と、
前記第1の液体により前記基板を洗浄した直後に、前記基板をさらに洗浄するための第2の液体を貯留する第2の槽と、を備え、
前記第1の液体の温度を次第に上昇させて前記基板を洗浄し、前記第2の液体の温度は前記第1の液体の最高温度より低いことを特徴とする洗浄装置。 - 前記第1の液体がアルカリ液または中性液であり、前記第2の液体が水であることを特徴とする請求項1に記載の洗浄装置。
- 前記第1の液体が貯留された複数の前記第1の槽を備え、複数の前記第1の槽のうち、後に前記基板を洗浄する前記第1の液体の温度が、先に前記基板を洗浄する前記第1の液体より高いことを特徴とする請求項1または2に記載の洗浄装置。
- ベースに接着されたブロックと、第1の液体と、第2の液体と、を準備する工程と、
前記ベースに接着された前記ブロックをスライスし、前記ベースに接着された基板列とする工程と、
前記基板列を前記第1の液体により洗浄した後、前記基板列を前記第2の液体により洗浄する工程と、
前記基板列を前記ベースから剥離し複数の基板とする工程と、を有し、
前記基板列を洗浄する工程において、先に前記基板列を洗浄する第1の液体の温度を次第に上昇させるとともに、後に前記基板列を洗浄する第2の液体の温度を、前記第1の液体の最高温度より低くすることを特徴とする基板の製造方法。 - 前記基板列を複数の前記第1の液体により洗浄し、複数の前記第1の液体のうち、後に前記基板列を洗浄する前記第1の液体の温度を、先に前記基板列を洗浄する前記第1の液体より高くすることを特徴とする請求項4に記載の基板の製造方法。
- 前記基板列を、次第に温度が上昇する一の前記第1の液体により洗浄することを特徴とする請求項4に記載の基板の製造方法。
- 前記基板列の洗浄工程において、前記第2の液体の温度を次第に上昇させることを特徴とする請求項4〜6のいずれかに記載の基板の製造方法。
- 前記基板列の洗浄工程は、複数の前記第2の液体により行われ、複数の前記第2の液体のうち、後に前記基板列を洗浄する前記第2の液体の温度は、先に前記基板列を洗浄する前記第2の液体より高いことを特徴とする請求項7に記載の基板の製造方法。
- 前記基板列を、次第に温度が上昇する一の前記第2の液体により洗浄することを特徴とする請求項7に記載の基板の製造方法。
- 前記基板列の洗浄工程において、前記第1の液体がアルカリ液または中性液であり、前記第1の液体の最高温度が40〜70℃であることを特徴とする請求項4〜9のいずれかに記載の基板の製造方法。
- 前記基板列を乾燥させる工程をさらに有することを特徴とする請求項4〜10のいずれかに記載の基板の製造方法。
- 前記乾燥工程は、乾燥温度の上昇、下降を繰り返すことを特徴とする請求項11に記載の基板の製造方法。
- 請求項4〜12のいずれかの製造方法により製造されたシリコンからなる基板と、
前記基板に形成された半導体接合領域と電極と、を有することを特徴とする太陽電池素子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219741A JP5300378B2 (ja) | 2008-08-28 | 2008-08-28 | 基板の製造方法、および太陽電池素子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219741A JP5300378B2 (ja) | 2008-08-28 | 2008-08-28 | 基板の製造方法、および太陽電池素子 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010051900A true JP2010051900A (ja) | 2010-03-11 |
| JP5300378B2 JP5300378B2 (ja) | 2013-09-25 |
Family
ID=42068391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008219741A Expired - Fee Related JP5300378B2 (ja) | 2008-08-28 | 2008-08-28 | 基板の製造方法、および太陽電池素子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5300378B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012002440A1 (ja) * | 2010-06-29 | 2012-01-05 | 京セラ株式会社 | 半導体基板の表面処理方法、半導体基板、および太陽電池の製造方法 |
| CN108447810A (zh) * | 2018-05-17 | 2018-08-24 | 江苏高照新能源发展有限公司 | 一种新型金刚线硅片脱胶机 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110252727A (zh) * | 2019-06-26 | 2019-09-20 | 西安奕斯伟硅片技术有限公司 | 一种晶棒清洗装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0645297A (ja) * | 1992-05-29 | 1994-02-18 | Kyocera Corp | 半導体基板の製造方法 |
| JPH08250386A (ja) * | 1995-03-08 | 1996-09-27 | Tokyo Seimitsu Co Ltd | ウェーハ洗浄スライスベース剥離装置 |
| JPH1057910A (ja) * | 1996-08-20 | 1998-03-03 | Tokuyama Corp | 物品の洗浄方法 |
| JPH10233381A (ja) * | 1997-02-21 | 1998-09-02 | Fuji Electric Co Ltd | 部品洗浄方法 |
| JP2007180067A (ja) * | 2005-12-26 | 2007-07-12 | Kyocera Corp | 太陽電池素子の製造方法 |
-
2008
- 2008-08-28 JP JP2008219741A patent/JP5300378B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0645297A (ja) * | 1992-05-29 | 1994-02-18 | Kyocera Corp | 半導体基板の製造方法 |
| JPH08250386A (ja) * | 1995-03-08 | 1996-09-27 | Tokyo Seimitsu Co Ltd | ウェーハ洗浄スライスベース剥離装置 |
| JPH1057910A (ja) * | 1996-08-20 | 1998-03-03 | Tokuyama Corp | 物品の洗浄方法 |
| JPH10233381A (ja) * | 1997-02-21 | 1998-09-02 | Fuji Electric Co Ltd | 部品洗浄方法 |
| JP2007180067A (ja) * | 2005-12-26 | 2007-07-12 | Kyocera Corp | 太陽電池素子の製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012002440A1 (ja) * | 2010-06-29 | 2012-01-05 | 京セラ株式会社 | 半導体基板の表面処理方法、半導体基板、および太陽電池の製造方法 |
| US20130052774A1 (en) * | 2010-06-29 | 2013-02-28 | Kyocera Corporation | Method for surface-treating semiconductor substrate, semiconductor substrate, and method for producing solar battery |
| JPWO2012002440A1 (ja) * | 2010-06-29 | 2013-08-29 | 京セラ株式会社 | 半導体基板の表面処理方法、半導体基板、および太陽電池の製造方法 |
| CN108447810A (zh) * | 2018-05-17 | 2018-08-24 | 江苏高照新能源发展有限公司 | 一种新型金刚线硅片脱胶机 |
| CN108447810B (zh) * | 2018-05-17 | 2023-03-31 | 江苏美科太阳能科技股份有限公司 | 一种新型金刚线硅片脱胶机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5300378B2 (ja) | 2013-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8261730B2 (en) | In-situ wafer processing system and method | |
| KR101292884B1 (ko) | 탄화 규소 단결정 기판 | |
| US20120167819A1 (en) | Method for reconstructing a semiconductor template | |
| CN107170668A (zh) | 一种自支撑氮化镓制备方法 | |
| JP5288974B2 (ja) | 洗浄装置、基板の製造方法、および太陽電池素子 | |
| JP5300378B2 (ja) | 基板の製造方法、および太陽電池素子 | |
| KR20120086873A (ko) | 웨이퍼 분리 장치 | |
| JP5495981B2 (ja) | 半導体基板の製造方法 | |
| KR102435925B1 (ko) | 분사 세정 장치 및 그를 구비한 asc 공정 자동화 장치 | |
| JP2016032062A (ja) | 炭化珪素単結晶基板の加工方法、及び治具付き炭化珪素単結晶基板 | |
| CN110767530A (zh) | 一种提高减薄后的GaAs基LED晶片衬底与金属粘附性的方法 | |
| JPH1022239A (ja) | 半導体ウェハの製造方法およびその洗浄装置 | |
| JP5213591B2 (ja) | 基板の製造方法 | |
| JP2006049419A (ja) | ダイシング方法 | |
| JP5028845B2 (ja) | 貼り合わせウェーハ及びその製造方法 | |
| KR20150004476A (ko) | 태양광 발전용 초박형 실리콘 웨이퍼 제조 방법 | |
| JP6197545B2 (ja) | 電子部品の製造方法およびダイシング装置 | |
| US20140150826A1 (en) | Wafer cleaning apparatus and methods | |
| CN117995792A (zh) | 一种金刚石复合晶圆基底及制备方法 | |
| KR102636121B1 (ko) | Pzt 재질의 결정 층을 제조하는 방법 및 pzt 재질의 결정 층의 에피택셜 성장을 위한 기판 | |
| KR101289789B1 (ko) | 기판을 이용한 박막 반도체 기재의 반복 가공 장치 및 방법 | |
| JP2013520829A (ja) | 多層構造体の表面に存在する材料の断片を除去する方法 | |
| KR101384872B1 (ko) | 반도체 템플레이트를 재구성하기 위한 방법 | |
| JP6461593B2 (ja) | 窒化物系半導体基板のエッチング方法および窒化物系半導体膜の作成方法 | |
| TWI884225B (zh) | 平面研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5300378 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |