JP2010053833A - インテークマニホールド - Google Patents
インテークマニホールド Download PDFInfo
- Publication number
- JP2010053833A JP2010053833A JP2008221988A JP2008221988A JP2010053833A JP 2010053833 A JP2010053833 A JP 2010053833A JP 2008221988 A JP2008221988 A JP 2008221988A JP 2008221988 A JP2008221988 A JP 2008221988A JP 2010053833 A JP2010053833 A JP 2010053833A
- Authority
- JP
- Japan
- Prior art keywords
- passage
- surge tank
- gas
- intake
- exhaust gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Exhaust-Gas Circulating Devices (AREA)
Abstract
【課題】吸気に混合させるガスが流通するガス通路をインテークマニホールドに設ける場合に、インテークマニホールドをコンパクトにしながら、ガスのの分岐管への分配量を均一化する。
【解決手段】インテークマニホールド1は、吸気が導入される吸気通路Rを有するサージタンク部10と、内燃機関の各気筒に接続される分岐管11、13とを備えている。サージタンク部10の前壁部10aには、吸気に混合されるガスが導入されるガス通路Sが吸気通路Rと区画されて形成されている。ガス通路Sは、サージタンク部10の前壁部10aに沿って分岐管11、13まで延びている。
【選択図】図2
【解決手段】インテークマニホールド1は、吸気が導入される吸気通路Rを有するサージタンク部10と、内燃機関の各気筒に接続される分岐管11、13とを備えている。サージタンク部10の前壁部10aには、吸気に混合されるガスが導入されるガス通路Sが吸気通路Rと区画されて形成されている。ガス通路Sは、サージタンク部10の前壁部10aに沿って分岐管11、13まで延びている。
【選択図】図2
Description
本発明は、内燃機関の吸気系に設けられるインテークマニホールドに関する。
従来より、例えば、特許文献1に開示されているように、吸気に混合するガスを吸気通路に導入するためのガス通路を備えたインテークマニホールドが知られている。特許文献1のインテークマニホールドには、内燃機関の気筒に接続される分岐管の周壁部から突出するように張り出し部が一体成形されている。この張り出し部は、分岐管の並ぶ方向に延びている。ガス通路は、張り出し部の内部に設けられている。
特開2006−241992号公報
ところが、特許文献1のインテークマニホールドでは、ガス通路を設けるために、分岐管から突出する形状の張り出し部を設けるようにしている。従って、張り出し部が突出する分、インテークマニホールドが大型化してしまう。
また、各気筒へのガスの流入量は均一化したいので、ガス通路を各分岐管まで延ばし、ガスをガス通路から分岐管の内部に直接導入するのが好ましい。ところが、特許文献1のように張り出し部にガス通路を設けた場合には、ガス通路を延ばすと張り出し部が大きくなり、インテークマニホールドがより一層大型化してしまう。
本発明は斯かる点に鑑みてなされたものであり、その目的とするところは、ガス通路を有するインテークマニホールドをコンパクトにしながら、ガスの分岐管への分配量を均一化できるようにすることにある。
上記目的を達成するために、第1の発明では、吸気が導入される吸気通路を有するサージタンク部と、該サージタンク部の吸気通路に連通し、内燃機関の各気筒に接続される分岐管とを備えたインテークマニホールドであって、上記サージタンク部には、吸気に混合されるガスが導入されるガス通路が上記吸気通路と区画されて形成され、上記ガス通路は、上記サージタンク部の周壁部に沿って分岐管まで延びている構成とする。
第2の発明では、第1の発明において、サージタンク部は、互いに接合される第1部材と第2部材とを有し、上記第1部材における上記第2部材との接合部には、ガス通路を構成する溝が形成され、該溝の開放部分は、上記第2部材における上記第1部材との接合部により閉塞されている構成とする。
第1の発明によれば、吸気に混合されるガスが導入されるガス通路を、サージタンク部にその周壁部に沿って延びるように形成したので、従来のような張り出し部が不要になり、分岐管まで延びるガス通路を有するインテークマニホールドをコンパクトにすることができる。そして、ガス通路が分岐管まで延びていることによって、ガスを分岐管に直接導入でき、分岐管への分配量を均一化することができる。
第2の発明によれば、サージタンク部が、互いに接合される第1部材と第2部材とを有しており、第1部材の接合部に、ガス通路を構成する溝を形成し、この溝の開放部分を第2部材の接合部により閉塞するようにしたので、第1部材と第2部材とを接合することにより、ガス通路を容易に形成することができる。
以下、本発明の実施形態を図面に基づいて詳細に説明する。尚、以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
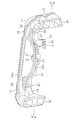
図1は、本発明の実施形態に係るインテークマニホールド1を示すものである。インテークマニホールド1は、水平対向4気筒エンジン(図示せず)の吸気系の一部を構成するものであり、マニホールド本体部2と、排気ガスをマニホールド本体部2内の吸気通路Rに導入する排気ガス導入部材3とを備えている。マニホールド本体部2は、サージタンク部10及びサージタンク部10から分岐する4本の分岐管11〜14を有している。本実施形態の排気ガスは、いわゆるEGRガスである。
尚、このインテークマニホールド1は、エンジンの搭載状態に対応して、車両の左右方向に長い形状となっており、この実施形態の説明では、説明の便宜を図るために、車両左側を単に「左」といい、車両右側を単に「右」とい、車両前側を単に「前」といい、車両後側を単に「後」というものとする。
サージタンク部10は、図2にも示すように、左右方向に長い形状とされている。図1に示すように、サージタンク部10の左端部から2本の左側分岐管11、12が延びており、右端部から2本の右側分岐管13、14が延びている。図2及び図3に示すように、左側分岐管11、12はサージタンク部10から左方向へ延びた後、下方へ略90゜湾曲して延びている。右側分岐管13、14は、サージタンク部10から右方向へ延びた後、下方へ略90゜湾曲して延びている。図4及び図5に示すように、左側分岐管11、12及び右側分岐管13、14の下端部には、それぞれ、取付板部15、16が形成されている。取付板部15、16には、シリンダヘッドに螺合するボルト(図示せず)が挿通するようになっている。サージタンク部10の内部が吸気通路Rとなっている。
図2に示すように、サージタンク部10の周壁部の一部である上壁部は略平坦に形成される一方、サージタンク部10の周壁部の一部である下壁部は、左右方向の中央部が最も下に位置するように下方へ湾曲形成されている。また、サージタンク部10の周壁部の一部である前壁部10a及び後壁部は、上下方向に延びている。
マニホールド本体部2は、上側部材20、下側部材(第1部材)21及び前側部材(第2部材)22の3つの部材を組み合わせて構成されている。上側部材20は、サージタンク部10の上壁部、左側分岐管11、12の上壁部及び右側分岐管13、14の上壁部が一体化してなるものである。下側部材21は、サージタンク部10の後壁部、下壁部、左側分岐管11、12の残りの部分及び右側分岐管13、14の残りの部分が一体化してなるものである。前側部材22は、サージタンク部10の前壁部で構成されている。
上記上側部材20、下側部材21及び前側部材22は、樹脂材を射出成形してなるものである。上側部材20には下側部材21に接合される接合部20aが設けられている。また、下側部材21には、上側部材20の接合部20aが接合される接合部21aが設けられるとともに、前側部材22が接合される接合部21b(図3に示す)が設けられている。前側部材22には、下側部材21の接合部21bに接合される接合部22a(図6及び図7に示す)が設けられている。上側部材20及び下側部材21の接合部20a、21aは、振動溶着法により溶着されており、また、下側部材21及び前側部材22の接合部21b、22aも同様に溶着されている。尚、上側部材20、下側部材21及び前側部材22は、振動溶着法以外の溶着法で溶着するようにしてもよい。
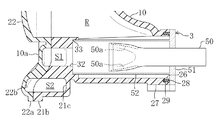
図1に示すように、サージタンク部10の後壁部の左右方向中央部近傍には、吸気口25が形成されている。吸気口25の周縁部には、図示しないが、スロットル弁を内蔵したスロットルボディが締結されるようになっている。また、サージタンク部10の後壁部の左下側には、排気ガス導入部材3が差し込まれる差し込み口26(図6及び図7に示す)が形成されている。差し込み口26の周縁部には、排気ガス導入部材3が締結固定される取付部27が形成されている。取付部27には、前後方向に延びるネジ孔(図示せず)が形成されている。また、取付部27には、差し込み口26を囲むように環状に延びるシール部材28が嵌る溝29が形成されている。
サージタンク部10の前壁部の内面には、差し込み口26に対向するように排気ガスの導入孔32が形成されている。導入孔32の周囲には、導入孔32を囲むように段部33が形成されている。図2に示すように、サージタンク部10の前壁部10aの下部には、排気ガスを4本の分岐管11〜14に分配するためのガス通路Sが吸気通路Rと区画されて形成されている。ガス通路Sは、上流側通路部S1と、上流側通路部S1の下流端から左右方向に分岐して延びる左側通路部S2及び右側通路部S3とを有している。
このガス通路Sは、下側部材21の接合部21aに形成された溝21c(図3、図6及び図7に示す)と、前側部材22の接合部22aに形成された溝22b(図6、図7及び図8に示す)とを合わせることによって構成されている。
図6に示すように、上流側通路部S1の上流端は、サージタンク部10の前壁部10aの左側下部に位置しており、導入孔32と連通している。上流側通路部S1は、導入孔32からサージタンク部10の下壁部に沿って右側へ向けて左右方向の略中央部まで延びている。
左側通路部S2は、上流側通路部S1の下方を、該上流側通路部S1に沿って左側へ延びている。左側通路部S2は、導入孔32よりも左側まで延びた後、上方へ屈曲している。図5に示すように、左側分岐管11、12の下壁部には、下方へ膨出する左側膨出部40が形成されている。左側膨出部40は、前方の左側分岐管11に沿って左側へ延びた後、後方の左側分岐管12まで延びるL字状をなすように形成されており、この左側膨出部40内には、図9にも示すように、左側膨出部40の形状に対応して左側通路部S2の下流端部がL字状に延びるように形成されている。図4及び図9に示すように、前方の左側分岐管11の下壁部には、左側膨出部40内に臨む部位に前側吐出孔11aが形成され、後方の左側分岐管12の下壁部にも同様に後側吐出孔12aが形成されている。前側吐出孔11aは、後側吐出孔12aよりも左に位置している。
左側膨出部40内には、左側通路部S2の上流側から流れてきた排気ガスが前側吐出孔11aに直接流れて行かないようにするための板41が設けられている。図8にも示すように、この板41は、前側部材22の溝22bの底面に一体成形され、前側吐出孔11aの右側を通って後方へ真っ直ぐに延びている。板41の長さ及び位置は、左側通路部S2の上流側から流れてきた排気ガスが前側吐出孔11a及び後側吐出孔12aに略均等に流れるように設定されている。
図2にも示すように、右側通路部S3は、サージタンク部10の下壁部に沿って右側へ延びている。図5に示すように、右側分岐管13、14の下壁部には、下方へ膨出する右側膨出部42が形成されている。右側膨出部42は左側膨出部40と同様にL字状をなすように形成されており、右側膨出部42内には、右側膨出部42の形状に対応して右側通路部S3の下流端部がL字状に延びるように形成されている。図4に示すように、前方の右側分岐管13の下壁部には、右側膨出部42内に臨む部位に前側吐出孔13aが形成され、後方の右側分岐管14の下壁部にも同様に後側吐出孔14aが形成されている。
右側膨出部42内には、上記板41と同様に、右側通路部S3の上流側から流れてきた排気ガスが前方の吐出孔13aに直接流れて行かないようにするための板43(図8に示す)が設けられている。この板43も、前側部材22の溝22bの底面に一体成形されている。
図10に示すように、ガス導入部材3は、排気ガスが導入される排気ガス流通管50と、排気ガス流通管50に設けられた取付用のフランジ51と、フランジ51に、排気ガス流通管50の外面に対向するように設けられた筒部材52とが一体化されてなるものである。排気ガス流通管50、フランジ51及び筒部材52は、マニホールド本体2を構成する樹脂材よりも耐熱性の高い材料で構成されており、例えば、鋼材等のように300℃前後の雰囲気下で損傷しない材料からなるものである。
フランジ51は、排気ガス流通管50の長手方向中間部から外方へ延びるように形成され、図6及び図7に示すように、マニホールド本体部2の取付部27に沿うようになっている。フランジ51には、取付部27のネジ孔と一致するようにネジ挿通孔51a、51aが形成されている。各ネジ挿通孔51aに挿通したネジ(図示せず)をネジ孔に螺合させることで、ガス導入部材3がマニホールド本体部2に固定されるようになっている。
排気ガス流通管50は、円管部材で構成されている。排気ガス流通管50の基端部はサージタンク部10から外方へ突出しており、この基端部には、図示しないが排気系から延びる配管が接続されるようになっている。排気ガス流通管50の先端部は、サージタンク部10内に位置しており、径方向に潰されて閉塞されている。排気ガス流通管50のフランジ51よりも先端側には、外面に開口して軸方向に延びる複数のスリット(ガス噴出口)50a、50aが周方向に間隔をあけて形成されている。
筒部材52は、排気ガス流通管50を囲む円筒形状とされており、サージタンク部10内の吸気通路Rに臨むように配置されている。筒部材52の基端部は全周がフランジ51に気密に接合されている。また、筒部材52の長さは、フランジ51を取付部27に固定した状態で、該筒部材52の先端部がサージタンク部10の導入孔32の周囲の段部33に嵌るように設定されている。段部33に嵌った状態では、筒部材52の先端部が段部33の内面によってシールされて気密性が確保されるようになっている。
筒部材52の内径は、排気ガス流通管50の外径よりも所定寸法だけ大きく設定されている。これにより、排気ガス流通管50と筒部材52との間には、排気ガスがスリット50aから噴出可能な空間が形成されることになる。また、筒部材52の外径は、差し込み口26よりも小さく設定されており、筒部材52が差し込み口26の周縁部に接触しないようになっている。
次に、上記のように構成されたインテークマニホールド1がエンジンに組み付けられて該エンジンが運転状態にある場合について説明する。スロットルボディを介して吸気口25からサージタンク部10に吸入された吸気は、左右両方向に流れて左側分岐管11、12及び右側分岐管13、14に流入してエンジンの各気筒に供給される。一方、エンジンの排気系を流れる排気ガスは、配管を介して排気ガス導入部材3の排気ガス流通管50に流入する。尚、配管を流れる排気ガスの温度が500℃以上の極めて高温である場合には、配管の途中に小型の熱交換器(クーラー)を取り付けて300℃程度まで冷却するようにしてもよい。
排気ガス流通管50に流入した排気ガスは、スリット50aから筒部材52と排気ガス流通管50との間に噴出する。このとき、筒部材52はスリット50aに対向しているので、スリット50aから吹き出した排気ガスは、筒部材52の内面に衝突する。この筒部材52は、上述の如く吸気が流れているサージタンク部10に臨んでいるので、吸気によって冷却されている。よって、大型のクーラーを設けることなく、排気ガスの温度を低下させることが可能になる。筒部材52内で冷却された後の排気ガスの温度は、筒部材52の大きさや長さ等で容易に変更することが可能であり、この実施形態では、樹脂材が損傷しない程度の温度(例えば約150℃)以下となるように設定されている。
筒部材52内の排気ガスは、導入孔32を通ってガス通路Sの上流側通路部S1に導入される。この上流側通路部S1に導入された排気ガスは、樹脂材が損傷しない温度以下となっているので、マニホールド本体部2の損傷が抑制される。上流側通路S1を下流側へ流れた排気ガスは、左側通路部S2及び右側通路部S3に分流し、各通路部S2、S3を下流側へ流れる。左側通路部S2を流れる排気ガスは、左側膨出部40内を流れる際に板41に当たって勢いが弱められ、図9に矢印で示すように、前側吐出孔11a及び後側吐出孔12aに略均一に流入して左側分岐管11、12内に流れ込む。左側分岐管11、12内に流れ込んだ排気ガスは、吸気と一緒に気筒に吸入される。また、右側通路部S3を流れる排気ガスも同様に右側分岐管13、14に流れ込んで気筒に吸入される。
以上説明したように、この実施形態によれば、吸気に混合される排気ガスが導入されるガス通路Sを、サージタンク部10の前壁部10aに沿って延びるように形成したので、従来のような張り出し部が不要になり、分岐管11〜14まで延びるガス通路Sを有するインテークマニホールド1をコンパクトにすることができる。そして、ガス通路Sが分岐管11〜14まで延びていることによって、排気ガスを分岐管11〜14に直接導入でき、分岐管11〜14への分配量を均一化することができる。
また、サージタンク部10が、互いに接合される下側部材21と前側部材22とを有しており、下側部材21の接合部21bに、ガス通路Sを構成する溝21cを形成し、この溝21cの開放部分を前側部材22の接合部22aにより閉塞するようにしたので、下側部材21と前側部材22とを接合することにより、ガス通路Sを容易に形成することができる。
尚、この実施形態では、インテークマニホールド1が水平対向4気筒エンジン用のものである場合について説明したが、これに限らず、分岐管11〜14の形状や数、サージタンク部10の形状を変更することで、直列エンジンやV型エンジンにも取り付けることが可能である。
また、排気ガス導入部材3は、高耐熱性の樹脂材で構成するようにしてもよい。
また、この実施形態では、マニホールド本体部2を3つの部材で構成したが、これに限らず、2つの部材で構成してもよいし、4つ以上の部材で構成してもよい。
また、この実施形態では、吸気に混合させるガスをEGRガスとしたが、これに限らず、例えば、燃料タンク内で発生する燃料蒸発ガスやブローバイガス等であってもよい。温度の低いガスを混合させる場合には、排気ガス導入部材3を介さずにガス通路Sに直接導入してもよい。
以上説明したように、本発明に係るインテークマニホールドは、例えば、EGRガス、燃料タンク内で発生する燃料蒸発ガス、ブローバイガス等を各気筒に分配する場合に適している。
1 インテークマニホールド
10 サージタンク部
10a サージタンク部の前壁部(周壁部)
11〜14 分岐管
S ガス通路
R 吸気通路
10 サージタンク部
10a サージタンク部の前壁部(周壁部)
11〜14 分岐管
S ガス通路
R 吸気通路
Claims (2)
- 吸気が導入される吸気通路を有するサージタンク部と、該サージタンク部の吸気通路に連通し、内燃機関の各気筒に接続される分岐管とを備えたインテークマニホールドであって、
上記サージタンク部には、吸気に混合されるガスが導入されるガス通路が上記吸気通路と区画されて形成され、
上記ガス通路は、上記サージタンク部の周壁部に沿って分岐管まで延びていることを特徴とするインテークマニホールド。 - 請求項1に記載のインテークマニホールドにおいて、
サージタンク部は、互いに接合される第1部材と第2部材とを有し、
上記第1部材における上記第2部材との接合部には、ガス通路を構成する溝が形成され、該溝の開放部分は、上記第2部材における上記第1部材との接合部により閉塞されていることを特徴とするインテークマニホールド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221988A JP2010053833A (ja) | 2008-08-29 | 2008-08-29 | インテークマニホールド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008221988A JP2010053833A (ja) | 2008-08-29 | 2008-08-29 | インテークマニホールド |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010053833A true JP2010053833A (ja) | 2010-03-11 |
Family
ID=42070005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008221988A Pending JP2010053833A (ja) | 2008-08-29 | 2008-08-29 | インテークマニホールド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010053833A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013185474A (ja) * | 2012-03-07 | 2013-09-19 | Aisan Industry Co Ltd | インテークマニホールド |
| JP2019002334A (ja) * | 2017-06-14 | 2019-01-10 | トヨタ紡織株式会社 | インテークマニホールド |
-
2008
- 2008-08-29 JP JP2008221988A patent/JP2010053833A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013185474A (ja) * | 2012-03-07 | 2013-09-19 | Aisan Industry Co Ltd | インテークマニホールド |
| JP2019002334A (ja) * | 2017-06-14 | 2019-01-10 | トヨタ紡織株式会社 | インテークマニホールド |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2599989B1 (en) | Air-intake device | |
| US20150322867A1 (en) | Air intake apparatus for internal combustion engine | |
| CN203230508U (zh) | 内燃机进气系统 | |
| US9441578B2 (en) | Gas distribution manifold and corresponding gas intake module | |
| JP6332192B2 (ja) | エンジンの吸気装置 | |
| JP2019020045A (ja) | 全一次燃焼式バーナ | |
| CN104428524A (zh) | 进气歧管 | |
| JP4965513B2 (ja) | インテークマニホールド | |
| JP5755087B2 (ja) | 樹脂製インテークマニホールド | |
| JPH0989491A (ja) | Egrガス冷却装置 | |
| JP6156340B2 (ja) | エンジンの吸気装置 | |
| US9315228B2 (en) | Saddle type vehicle | |
| JP2010053833A (ja) | インテークマニホールド | |
| JP5227702B2 (ja) | インテークマニホールド | |
| JP2013185474A (ja) | インテークマニホールド | |
| JP2013024229A (ja) | 樹脂製インテークマニホールド | |
| JPH1089160A (ja) | 内燃機関の排気還流装置 | |
| JP2010084640A (ja) | 内燃機関のインテークマニホールド | |
| JP6142864B2 (ja) | エンジンの吸気装置 | |
| JP6376208B2 (ja) | Egr装置付き多気筒エンジンの吸気装置とその製造方法 | |
| JP2006207469A (ja) | 内燃機関の吸気マニホールド | |
| JP5828705B2 (ja) | 樹脂製インテークマニホールド | |
| JP5617382B2 (ja) | インテークマニホールド | |
| JP2005325738A (ja) | Egr分配パイプ | |
| US11473539B1 (en) | Intake manifold |