JP2010091202A - 冷媒配管接合構造 - Google Patents
冷媒配管接合構造 Download PDFInfo
- Publication number
- JP2010091202A JP2010091202A JP2008262413A JP2008262413A JP2010091202A JP 2010091202 A JP2010091202 A JP 2010091202A JP 2008262413 A JP2008262413 A JP 2008262413A JP 2008262413 A JP2008262413 A JP 2008262413A JP 2010091202 A JP2010091202 A JP 2010091202A
- Authority
- JP
- Japan
- Prior art keywords
- refrigerant pipe
- pipe
- refrigerant
- connection port
- joint structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
【課題】製品の生産性を損なうことなく、信頼性の高いロー付け性能を実現し得る空気調和機用熱交換器等の冷媒配管の接合構造を提供する。
【解決手段】銅製の第1の冷媒管と、該第1の冷媒管の側壁部に対して軸直交方向に連通して接続される銅製の第2の冷媒管とを備えてなる冷媒配管であって、上記第1の冷媒管の側部には、加圧成形により側壁部の一部を管状に膨出させて形成した接続口部が設けられており、該管状の接続口部に対して上記第2の冷媒管の一端を嵌合してロー付けすることにより、上記第1の冷媒管に対して上記第2の冷媒管が接続一体化されていることを特徴としている。
このような構成によると、第1の冷媒管側接続口部と第2の冷媒管側嵌合部との接合面が管内面と外面との接合になるため、薄肉銅管になっても接合面積をを広く取ることができる。
また、接合界面に微小なクリアランスを確保できるために、腐食性環境下において第1の冷媒管の表面が腐食しても応力集中を起こして、第2の冷媒管が脱落するようなことがなくなる。
【選択図】 図2
【解決手段】銅製の第1の冷媒管と、該第1の冷媒管の側壁部に対して軸直交方向に連通して接続される銅製の第2の冷媒管とを備えてなる冷媒配管であって、上記第1の冷媒管の側部には、加圧成形により側壁部の一部を管状に膨出させて形成した接続口部が設けられており、該管状の接続口部に対して上記第2の冷媒管の一端を嵌合してロー付けすることにより、上記第1の冷媒管に対して上記第2の冷媒管が接続一体化されていることを特徴としている。
このような構成によると、第1の冷媒管側接続口部と第2の冷媒管側嵌合部との接合面が管内面と外面との接合になるため、薄肉銅管になっても接合面積をを広く取ることができる。
また、接合界面に微小なクリアランスを確保できるために、腐食性環境下において第1の冷媒管の表面が腐食しても応力集中を起こして、第2の冷媒管が脱落するようなことがなくなる。
【選択図】 図2
Description
本願発明は、空気調和機用熱交換器その他の冷媒配管の接合構造に関するものである。
一般に空気調和機に使用する熱交換器には、プレートフィンを用いたクロスフィンコイル式のもの(特許文献1,2参照)やメッシュフィンを用いたメッシュフィンタイプのもの(特許文献3参照)など種々のタイプのものが採用されているが、それらの何れのものにあっても、伝熱管とヘッダー部分には相互にサイズの異なる銅管を直交方向に接続する冷媒配管接合構造が採用されている。
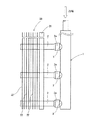
今、例えば図8に、従来のプレートフィンを用いたクロスフィンコイル式の空気調和機用熱交換器20とその冷媒分配管1部分の構成の一例を示している。
図8中、符号2,2・・・は上下方向に所定の間隔を置いて多段構造に配設された複数本の銅製の伝熱管であり、これら複数本の伝熱管2,2・・・には、管板21を介して多数枚のプレートフィン22,22・・・が所定のフィンピッチを有して直交する状態で嵌装されている。
そして、同複数本の伝熱管2,2・・・の一端2a,2a・・・は、同じく銅製の冷媒分配管(ヘッダー)1に対して軸直交方向に連通して接続されている。
冷媒分配管1は伝熱管2,2・・・よりも大径の銅管よりなり、例えば図9(a)〜(d)、図10に示すように、先ず大径の冷媒分配管1の側壁部1aに軸直交方向に貫通する伝熱管嵌合穴1bを開け(図9のa)、次に小径側伝熱管2の一端側嵌合部2aに縮管加工による大径のくびれ部2bを形成する(図9のb)。そして、その上で、伝熱管2の一端側嵌合部2aを伝熱管嵌合穴1b内に挿入し(図9のc)、その後、大径のくびれ部2bを固定箇所として両者をロウ材Rによってロウ付け(図9のdおよび図10)して接合固定する方法が一般に採用されている。
通常の場合は、このような現状の方法での接合で特に問題が生じていないが、熱交換器20の設置環境中に銅に対して腐食性のある物質が含まれているような場合には、例えば図11の(a)から(b)に示すように、接合箇所が外れるケースが経験されている。
この現象は、ロウ付け部近傍の銅管表面が腐食Xを受けるとロウ材Rと冷媒分配管1との界面に隙間が生じ、この部分に振動等の応力が集中して徐々に接合面の剥離が進行するためであると考えられる。
ロウ材Rの優れた接合強度や密着性、気密性を充分に得るためには、適切なクリアランスのある接合面に必要な量のロウ材Rが確実に浸透して行くのが好ましいのであるが、冷媒分配管1の側壁部1aに伝熱管2をロウ付けする際には、そのような条件を生産性を損なわない範囲で満足させるのは難しい。
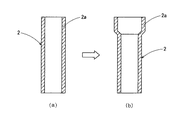
また、図9(a)〜(d)の接合方法では、ロウ付けに適したクリアランスが確保されている面は、大径管の肉厚面と小径管の側面(表面)との接触面であるが、今後、銅使用量の削減のために、例えば図12の(a)から(b)に示すように、大径管の肉厚Wを減じることになれば、さらに接触面は小さくなり、接合強度が低下することが予想される。
さらに、地球温暖化防止のために実用化が急がれている炭酸ガス(CO2)を冷媒として使用することになれば、ロウ付け部の耐圧強度がさらに必要となり、現行の方法では接合部の信頼性(シール性)が低下するものと考えられる。
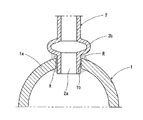
以上のような事情は、上述クロスフィンコイル式の熱交換器の場合だけでなく、例えば図13に示すようなメッシュフィン熱交換器10の上下両ヘッダー(冷媒分配管)1A,1Bとそれらの間を連結する伝熱管2,2・・・の場合にも同様であり、それらの間に上記図9(a)〜(d)、図10と同様の接合構造が採用されている限り、同様の問題が生じる。
なお、図13のメッシュフィン熱交換器10は、上下方向に離設した入口ヘッダー1Aと出口ヘッダー1B間を複数本の伝熱管2,2・・・で連結する一方、上記複数本の伝熱管2,2・・・部分にメッシュフィン14を設けてなる多パス型熱交換器であって、上記下方側入口ヘッダー1Aの開口部と上記上方側出口ヘッダー1Bの開口部とを所定の長さの気液分離筒11で連結するとともに該気液分離筒11の上部に気液2相冷媒の供給管12を接続し、該気液2相冷媒供給管12を当該気液分離筒11内でガス冷媒と液冷媒との上下2層に分離し、ガス冷媒を上記出口ヘッダー1Bを介してバイパスされるととに液冷媒のみを上記入口ヘッダー1Aを介して上記伝熱管2,2・・・に供給分配するようにし、気液2相状態で流入する冷媒を各パスに均等に分配することによって熱交換性能が十分に発揮されるようにしたものである。
符号13は、熱交換終了後のガス冷媒の出口配管である。
また、同様の問題は、このような空気調和機用熱交換器の伝熱管とヘッダー部だけでなく、例えば複数の空気調和機用室内機ユニットに共通に冷媒を供給する主配管と同主配管から個々の室内機ユニットに対して冷媒を分配する分岐管との間においても生じ得る。
本願発明は、このような課題を解決するためになされたもので、製品の生産性を損なうことなく、信頼性の高いロー付け性能を実現し得る冷媒配管接合構造を提供することを目的とするものである。
本願発明は、上述の問題を解決するために、次のような有効な課題解決手段を備えて構成されている。
(1) 請求項1の発明の課題解決手段
この発明の課題解決手段は、銅製の第1の冷媒管と、該第1の冷媒管の側壁部に対して軸直交方向に連通して接続される銅製の第2の冷媒管とを備えてなる冷媒配管であって、上記第1の冷媒管の側部には、加圧成形により側壁部の一部を管状に膨出させて形成した接続口部が設けられており、該管状の接続口部に対して上記第2の冷媒管の一端を嵌合してロー付けすることにより、上記第1の冷媒管に対して上記第2の冷媒管が接続一体化されていることを特徴としている。
この発明の課題解決手段は、銅製の第1の冷媒管と、該第1の冷媒管の側壁部に対して軸直交方向に連通して接続される銅製の第2の冷媒管とを備えてなる冷媒配管であって、上記第1の冷媒管の側部には、加圧成形により側壁部の一部を管状に膨出させて形成した接続口部が設けられており、該管状の接続口部に対して上記第2の冷媒管の一端を嵌合してロー付けすることにより、上記第1の冷媒管に対して上記第2の冷媒管が接続一体化されていることを特徴としている。
このような構成によると、第1の冷媒管側接続口部と第2の冷媒管側嵌合部との接合面が管内面と外面との接合になるため、薄肉銅管になっても相互の接合面積を広く取ることができる。
また、相互の接合界面に微小なクリアランスを確保できるために、腐食性環境下において第1の冷媒管の表面が腐食しても、従来のように応力集中を起こして、第2の冷媒管が脱落するようなことがない。
(2) 請求項2の発明の課題解決手段
この発明の課題解決手段は、上記請求項1の発明の課題解決手段の構成において、加圧成形時には、成形部を所定の加熱手段により加熱するようにしたことを特徴としている。
この発明の課題解決手段は、上記請求項1の発明の課題解決手段の構成において、加圧成形時には、成形部を所定の加熱手段により加熱するようにしたことを特徴としている。
このようにすると、膨出成形される第1の冷媒管側壁部の硬度が低下して延性が高くなるので、膨出成形加工が容易になり、精度の高い膨出成形加工が実現される。
(3) 請求項3の発明の課題解決手段
この発明の課題解決手段は、上記請求項1又は2の発明の課題解決手段の構成において、第2の冷媒管の第1の冷媒管側接続口部との嵌合部は、第1の冷媒管の接続口部を内側に嵌合するための拡管加工が施されていることを特徴としている。
この発明の課題解決手段は、上記請求項1又は2の発明の課題解決手段の構成において、第2の冷媒管の第1の冷媒管側接続口部との嵌合部は、第1の冷媒管の接続口部を内側に嵌合するための拡管加工が施されていることを特徴としている。
このように、第2の冷媒管は、その接続すべき一端側を上記嵌合すべき第1の冷媒管の接続口部の外径に対応した内径となるように拡管加工(フレア加工)し、同拡管部を上記第1の冷媒管の接続口部に嵌合し、同嵌合面の界面にロウ材を流し込んでロー付けすることによって接続一体化するようにすると、相互の管径の相違に関係なく、上記請求項1又は2の発明同様の高いシール性を実現することができる。
(4) 請求項4の発明の課題解決手段
この発明の課題解決手段は、上記請求項1又は2の発明の課題解決手段の構成において、第1の冷媒管の第2の冷媒管との接続口部は、第2の冷媒管を内側に嵌合するための拡管加工が施されていることを特徴としている。
この発明の課題解決手段は、上記請求項1又は2の発明の課題解決手段の構成において、第1の冷媒管の第2の冷媒管との接続口部は、第2の冷媒管を内側に嵌合するための拡管加工が施されていることを特徴としている。
このように、第1の冷媒管の第2の冷媒管を接続する接続口部を、第2の冷媒管の外径に対応した内径となるように拡管加工(フレア加工)し、同拡管部に対して上記第2の冷媒管一端を嵌合し、該嵌合面の界面にロウ材を流し込んでロー付けすることによって接続一体化するようにしても、やはり相互の管径の相違に関係なく、上記請求項1又は2の発明同様の高いシール性を実現することができる。
このような構成によると、第1の冷媒管側接続口部と第2の冷媒管との相互の接合面が管内面と外面との接合になるため、薄肉銅管になっても相互の接合面積を広く取ることができる。
また、同相互の接合界面に微小なクリアランスを確保できるために、腐食性環境下において第1の冷媒管表面が腐食しても、従来のように応力集中を起こして、第2の冷媒管が脱落することがない。
(5) 請求項5の発明の課題解決手段
この発明の課題解決手段は、上記請求項1,2.3又は4の発明の課題解決手段の構成において、第1の冷媒管が大径管で、第2の冷媒管が小径管であることを特徴としている。
この発明の課題解決手段は、上記請求項1,2.3又は4の発明の課題解決手段の構成において、第1の冷媒管が大径管で、第2の冷媒管が小径管であることを特徴としている。
このような構成によると、大径の第1の冷媒管側接続口部と小径の第2の冷媒管側嵌合部との接合面が管内面と外面との接合になるため、薄肉銅管になっても接合面積を広く取ることができる。
また、接合界面に微小なクリアランスを確保できるために、腐食性環境下において第1の冷媒管の表面が腐食しても、従来のような応力集中を起こして、第2の冷媒管が脱落するようなことがない。
(6) 請求項6の発明の課題解決手段
この発明の課題解決手段は、上記請求項1,2,3,4又は5の発明の課題解決手段の構成において、第1の冷媒管が空気調和機用熱交換器の冷媒分配管であり、第2の冷媒管が同空気調和機用熱交換器の伝熱管であることを特徴としている。
この発明の課題解決手段は、上記請求項1,2,3,4又は5の発明の課題解決手段の構成において、第1の冷媒管が空気調和機用熱交換器の冷媒分配管であり、第2の冷媒管が同空気調和機用熱交換器の伝熱管であることを特徴としている。
このような構成の場合、大径の空気調和機用冷媒分配管に対して、小径の伝熱管を接続するに際して、上述の請求項1,2,3,4又は5の発明の課題解決手段の作用を得ることができる。
(7) 請求項7の発明の課題解決手段
この発明の課題解決手段は、上記請求項1,2,3,4又は5の発明の課題解決手段の構成において、第1の冷媒管が複数の空気調和機用室内機ユニットに共通に冷媒を供給する主配管であり、第2の冷媒管が同主配管から個々の室内機ユニットに対して冷媒を分配する分岐管であることを特徴としている。
この発明の課題解決手段は、上記請求項1,2,3,4又は5の発明の課題解決手段の構成において、第1の冷媒管が複数の空気調和機用室内機ユニットに共通に冷媒を供給する主配管であり、第2の冷媒管が同主配管から個々の室内機ユニットに対して冷媒を分配する分岐管であることを特徴としている。
このような構成の場合、大径の空気調和機用室内機ユニットに共通に冷媒を供給する主配管に対して、同主配管から個々の室内機ユニットに対して冷媒を分配する小径の分岐管を接続するに際して、上述の請求項1,2,3,4又は5の発明の課題解決手段の作用を得ることができる。
以上の結果、本願発明の冷媒配管構造によれば、十分に気密性や接合強度が高く、また振動に対しても強い、微小なクリアランスをもったロー付け強度、耐久性の高い冷媒配管構造の実現が可能となり、CO2冷媒などにも適用可能な耐久性、信頼性の高い空気調和機を提供することができる。
以下、本願発明の最良の実施の形態について、添付の図面を参照しながら詳細に説明する。
図1〜図6は、本願発明の最良の実施の形態に係る銅製冷媒配管の接合構造および接合方法の構成を示している。
(本実施の形態における冷媒配管の接合構造および接合方法)
先ず図1は、本実施の形態における銅製冷媒管の接合構造および接合方法を採用して構成したクロスフィンコイル型空気調和機用熱交換器の構成を示している。
先ず図1は、本実施の形態における銅製冷媒管の接合構造および接合方法を採用して構成したクロスフィンコイル型空気調和機用熱交換器の構成を示している。
図1中、符号1は大径の銅管よりなる冷媒分配管、2は同大径の銅管よりなる冷媒分配管1に対し、同大径の冷媒分配管1の側部に形成されている筒状の接続口部3を介して直交方向に接続一体化される小径の銅管よりなる伝熱管である。
大径の銅管である冷媒分配管1の接続口部3は、後述するように同大径の銅管である冷媒分配管1の側壁部1aを所定の成形型内で高圧気体又は高圧液体により加圧して塑性変形され、その先端部の閉塞面を切り落すことにより、先端部が開口した上記伝熱管2の径に対した所定の径の管体に構成されている。
小径の銅管である伝熱管2は、その接合すべき一端側を上記嵌合すべき接続口部3の外径に対応した内径に拡管(フレア加工)し、同拡管部2aを上記大径の銅管である冷媒分配管1側の接続口部3に嵌合し、同嵌合面の界面にロウを流し込んでロー付けすることによって接続一体化されている。
このような構成によると、接合面が管内面と外面の接合になるため、薄肉銅管になっても接合面積を広く取ることができる。
また、接合界面に微小なクリアランスを確保できるために、腐食性環境において大径の銅管である冷媒分配管1の表面が腐食しても応力集中を起こして、小径の銅管である伝熱管2が脱落するようなことがない。
(冷媒分配管と伝熱管相互の接合方法)
次に図2〜図6は、上記冷媒分配管1と伝熱管2相互の接合構造を実現する冷媒分配管と伝熱管相互の接合方法を示している。
次に図2〜図6は、上記冷媒分配管1と伝熱管2相互の接合構造を実現する冷媒分配管と伝熱管相互の接合方法を示している。
(1) 大径の銅管である冷媒分配管1に接続口部3を形成する工程・・・図3の(a)〜(b)
同接合方法では、先ず図3の(a)に示すように、大径の銅管である冷媒分配管1を緊密に収納する収納室5aと同収納された冷媒分配管1の側部にあって、同冷媒分配管1の側壁部1aを管状に膨出変形される成形空間5bとを備えた金属製の高圧成形金型5を準備し、この高圧成形金型5内に大径の冷媒分配管1を収納セットして蓋6を閉め、例えば上部側高圧液供給口7から冷媒分配管1の内側に高圧の液体を供給し、収納された冷媒分配管1の側壁部1aを上記成形空間5b内に膨出変形させる。
同接合方法では、先ず図3の(a)に示すように、大径の銅管である冷媒分配管1を緊密に収納する収納室5aと同収納された冷媒分配管1の側部にあって、同冷媒分配管1の側壁部1aを管状に膨出変形される成形空間5bとを備えた金属製の高圧成形金型5を準備し、この高圧成形金型5内に大径の冷媒分配管1を収納セットして蓋6を閉め、例えば上部側高圧液供給口7から冷媒分配管1の内側に高圧の液体を供給し、収納された冷媒分配管1の側壁部1aを上記成形空間5b内に膨出変形させる。
この時、上記高圧成形金型5の成形空間5bの外周部分に金型加熱用の電気ヒータ8を設け、上記高圧成形空間5bおよび冷媒分配管1の側壁1a部分を高温状態に加熱する。
このようにすると、同側壁部1a部分が焼きなまされて硬度が低下し、延性が高くなるので、上記高圧成形空間5b内の凹溝面に沿った塑性変形が生じやすくなり、比較的に低圧力での精度の高い塑性変形が可能となる。
(2) 塑性変形した冷媒分配管1の取り出しと接続口部3の開口加工・・・図4の(a)〜(c)
以上の高圧成形金型5による接続口部3の成形が完了すると、同接続口部3が形成された図3(a)のような冷媒分配管1が取り出される。
以上の高圧成形金型5による接続口部3の成形が完了すると、同接続口部3が形成された図3(a)のような冷媒分配管1が取り出される。
そして、続いて同冷媒分配管1の接続口部3先端の閉塞面部3aが、図4の(b)に示すように切り落されて先端が開口される。
この結果、図4(c)に示すような小径の伝熱管2との接続が可能となった接続口部3を備えた大径の冷媒分配管1が完成される。
(3) 伝熱管2一端の拡管加工
一方、上記(2)の接続口部3形成加工に対応して、同図4(c)の接続口部3の外径に対応して適切に嵌合せしめられ、相互の嵌合面間にロー材を流して適切にロー付け加工がなされるように、図5(a)に示す小径側伝熱管2の冷媒分配管1側接続口部3への嵌合端部2aが図5(b)のように拡管加工(フレア加工)される。
一方、上記(2)の接続口部3形成加工に対応して、同図4(c)の接続口部3の外径に対応して適切に嵌合せしめられ、相互の嵌合面間にロー材を流して適切にロー付け加工がなされるように、図5(a)に示す小径側伝熱管2の冷媒分配管1側接続口部3への嵌合端部2aが図5(b)のように拡管加工(フレア加工)される。
(4) 最終的なロー付け加工
以上の(1)〜(3)のようにして、大径側の冷媒分配管1に軸直交方向の接続口部3が形成され、それに対応して小径の伝熱管2の接続すべき嵌合端部2aの拡管加工が施されると、続いて両者が同軸上に突き合わされ、その後図6のように矢印方向に嵌合された後に、最終的に相互の嵌合面F部にロー材が流されて、図2のように接合固定される。
以上の(1)〜(3)のようにして、大径側の冷媒分配管1に軸直交方向の接続口部3が形成され、それに対応して小径の伝熱管2の接続すべき嵌合端部2aの拡管加工が施されると、続いて両者が同軸上に突き合わされ、その後図6のように矢印方向に嵌合された後に、最終的に相互の嵌合面F部にロー材が流されて、図2のように接合固定される。
このようにして、図1のような空気調和機用のクロスフィンコイル形の熱交換器20が形成される(図1において、接合部以外の構成は前述した図8のものと同じ)。
このような構成によると、冷媒分配管1側接続口部3と伝熱管2側嵌合部との接合面が管内面と外面との接合になるため、薄肉銅管になっても相互の接合面積を可及的に広く取ることができる。
また、相互の接合界面に微小なクリアランスを確保できるために、腐食性環境下において冷媒分配管1の表面が腐食しても、従来のように応力集中を起こして、伝熱管2が脱落するようなことがなくなる。
また、伝熱管2は、その接続すべき一端2a側を上記嵌合すべき冷媒分配管1の接続口部3の外径に対応した内径となるように拡管加工(フレア加工)し、同拡管部を上記冷媒分配管1の接続口部3に嵌合し、同嵌合面の界面Fにロウ材を流し込んでロー付けすることによって接続一体化するようにしているので、相互の管径の相違に関係なく、高いシール性を実現することができる。
なお、この場合、上記とは逆に冷媒分配管1の伝熱管2を接続する接続口部3の方を、伝熱管2の外径に対応した内径となるように拡管加工(フレア加工)し、同拡管部に対して伝熱管2の一端を嵌合し、該嵌合面の界面Fにロウ材を流し込んでロー付けすることによって接続一体化するようにしても良く、その場合にも相互の管径の相違に関係なく、上記同様の高いシール性を実現することができる。
(その他の実施の形態)
(1) メッシュフィン型の空気調和機用熱交換器の場合
上記実施の形態の冷媒分配管1と伝熱管2との接合構造は、例えば図7に示すように、既に述べた図13に示すメッシュフィン型の空気調和機用熱交換器の上下ヘッダー(冷媒分配管)1A,1Bと伝熱管2,2・・・との接続部の接合構造にも全く同様に適用することができる。
(1) メッシュフィン型の空気調和機用熱交換器の場合
上記実施の形態の冷媒分配管1と伝熱管2との接合構造は、例えば図7に示すように、既に述べた図13に示すメッシュフィン型の空気調和機用熱交換器の上下ヘッダー(冷媒分配管)1A,1Bと伝熱管2,2・・・との接続部の接合構造にも全く同様に適用することができる。
(2) 複数の空気調和機用室内機ユニットに対して共通に冷媒を供給する主配管と同主配管から個々の室内機ユニットに対して冷媒を分配する分岐管との接合構造の場合
本願発明の冷媒配管の接合構造は、上述のような熱交換器の場合だけでなく、空気調和機用室内機ユニットに共通に冷媒を供給する大径の主配管に対して、同主配管から個々の室内機ユニットに対して冷媒を分配する小径の分岐管を接続する場合にも、全く同様に適用することができ、同様の作用を得ることができる。
本願発明の冷媒配管の接合構造は、上述のような熱交換器の場合だけでなく、空気調和機用室内機ユニットに共通に冷媒を供給する大径の主配管に対して、同主配管から個々の室内機ユニットに対して冷媒を分配する小径の分岐管を接続する場合にも、全く同様に適用することができ、同様の作用を得ることができる。
Claims (7)
- 銅製の第1の冷媒管と、該第1の冷媒管の側壁部に対して軸直交方向に連通して接続される銅製の第2の冷媒管とを備えてなる冷媒配管であって、上記第1の冷媒管の側部には、加圧成形により側壁部の一部を管状に膨出させて形成した接続口部が設けられており、該管状の接続口部に対して上記第2の冷媒管の一端を嵌合してロー付けすることにより、上記第1の冷媒管に対して上記第2の冷媒管が接続一体化されていることを特徴とする冷媒配管接合構造。
- 加圧成形時には、成形部を所定の加熱手段により加熱するようにしたことを特徴とする請求項1記載の冷媒配管接合構造。
- 第2の冷媒管の第1の冷媒管側接続口部との嵌合部は、第1の冷媒管の接続口部を内側に嵌合するための拡管加工が施されていることを特徴とする請求項1又は2記載の冷媒配管接合構造。
- 第1の冷媒管の第2の冷媒管との接続口部は、第2の冷媒管を内側に嵌合するための拡管加工が施されていることを特徴とする請求項1又は2記載の冷媒配管接合構造。
- 第1の冷媒管が大径管で、第2の冷媒管が小径管であることを特徴とする請求項1,2,3又は4記載の冷媒配管接合構造。
- 第1の冷媒管が空気調和機用熱交換器の冷媒分配管であり、第2の冷媒管が同空気調和機用熱交換器の伝熱管であることを特徴とする請求項1,2,3,4又は5記載の冷媒配管接合構造。
- 第1の冷媒管が複数の空気調和機用室内機ユニットに共通に冷媒を供給する主配管であり、第2の冷媒管が同主配管から個々の室内機ユニットに対して冷媒を分配する分岐管であることを特徴とする請求項1,2,3,4又は5記載の冷媒配管接合構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008262413A JP2010091202A (ja) | 2008-10-09 | 2008-10-09 | 冷媒配管接合構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008262413A JP2010091202A (ja) | 2008-10-09 | 2008-10-09 | 冷媒配管接合構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010091202A true JP2010091202A (ja) | 2010-04-22 |
Family
ID=42254096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008262413A Pending JP2010091202A (ja) | 2008-10-09 | 2008-10-09 | 冷媒配管接合構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010091202A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102091843A (zh) * | 2010-12-07 | 2011-06-15 | 安徽华海金属有限公司 | 一种分配器的焊接方法 |
| JP2013174383A (ja) * | 2012-02-24 | 2013-09-05 | Mitsubishi Electric Corp | 空気調和機 |
| WO2015104845A1 (ja) * | 2014-01-10 | 2015-07-16 | 三菱電機株式会社 | 接続部材および分配器 |
| CN115492998A (zh) * | 2021-06-17 | 2022-12-20 | 张国华 | 一种制冷配件连接端连接方法及其连接结构 |
| CN117329739A (zh) * | 2022-06-30 | 2024-01-02 | 株式会社鹭宫制作所 | 制冷剂设备、阀装置以及冷冻循环系统 |
| US12055328B2 (en) | 2019-07-31 | 2024-08-06 | Daikin Industries, Ltd. | Refrigeration apparatus and refrigerant pipe of the same refrigeration apparatus |
| US12104832B2 (en) | 2019-07-31 | 2024-10-01 | Daikin Industries, Ltd. | Refrigeration apparatus with stainless steel four-way switching valve and stainless steel pipes connected thereto |
-
2008
- 2008-10-09 JP JP2008262413A patent/JP2010091202A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102091843A (zh) * | 2010-12-07 | 2011-06-15 | 安徽华海金属有限公司 | 一种分配器的焊接方法 |
| JP2013174383A (ja) * | 2012-02-24 | 2013-09-05 | Mitsubishi Electric Corp | 空気調和機 |
| WO2015104845A1 (ja) * | 2014-01-10 | 2015-07-16 | 三菱電機株式会社 | 接続部材および分配器 |
| US12055328B2 (en) | 2019-07-31 | 2024-08-06 | Daikin Industries, Ltd. | Refrigeration apparatus and refrigerant pipe of the same refrigeration apparatus |
| US12104832B2 (en) | 2019-07-31 | 2024-10-01 | Daikin Industries, Ltd. | Refrigeration apparatus with stainless steel four-way switching valve and stainless steel pipes connected thereto |
| CN115492998A (zh) * | 2021-06-17 | 2022-12-20 | 张国华 | 一种制冷配件连接端连接方法及其连接结构 |
| CN117329739A (zh) * | 2022-06-30 | 2024-01-02 | 株式会社鹭宫制作所 | 制冷剂设备、阀装置以及冷冻循环系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5351386B2 (ja) | 熱交換器の配管コネクタ | |
| JP2010091202A (ja) | 冷媒配管接合構造 | |
| CN101548149B (zh) | 用于冷凝器和/或蒸发器的焊接平管 | |
| CN108027225B (zh) | 热交换器、热交换器的制造方法 | |
| WO2001049443A1 (fr) | Echangeur thermique | |
| JP2004020174A (ja) | 平板形放熱フィン、それを用いた熱交換器及びその製造方法 | |
| JP2018529922A (ja) | 熱交換器のための熱交換管、熱交換器、およびその組立方法 | |
| US9149895B2 (en) | Non-plain carbon steel header for a heat exchanger | |
| EP1726907A1 (en) | Heat exchanger | |
| JP5128522B2 (ja) | 熱交換器、空気調和機 | |
| CN101511501B (zh) | 用于制造热交换器管道的方法 | |
| JP2010243078A (ja) | 熱交換器及びその製造方法 | |
| JP2011075156A (ja) | 熱交換ユニット | |
| KR20070108078A (ko) | 중간 조립체 및 열교환기에 연결하는 방법 | |
| JP2011099620A (ja) | 熱交換器 | |
| JP2011075154A (ja) | 熱交換ユニット | |
| JP4726692B2 (ja) | 受液器付き冷媒凝縮器 | |
| JP2006242553A (ja) | 伝熱管、給湯用熱交換器およびヒートポンプ給湯器 | |
| JP2017020748A (ja) | 熱交換器及びその製造方法 | |
| JP2004239486A (ja) | 熱交換器およびその製造方法 | |
| JP3483538B2 (ja) | 熱交換器 | |
| JP2006297472A (ja) | 熱交換器の製造方法、熱交換器のフィン、及び熱交換器のチューブ | |
| JPH09303988A (ja) | ヘッダタンクの製造方法 | |
| JP2003279194A (ja) | 熱交換器 | |
| JP2002188765A (ja) | アキュームレータ及び熱交換器並びにその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120104 |
|
| A072 | Dismissal of procedure [no reply to invitation to correct request for examination] |
Free format text: JAPANESE INTERMEDIATE CODE: A072 Effective date: 20120522 |