JP2010141236A - ウェーハの加工方法 - Google Patents
ウェーハの加工方法 Download PDFInfo
- Publication number
- JP2010141236A JP2010141236A JP2008318207A JP2008318207A JP2010141236A JP 2010141236 A JP2010141236 A JP 2010141236A JP 2008318207 A JP2008318207 A JP 2008318207A JP 2008318207 A JP2008318207 A JP 2008318207A JP 2010141236 A JP2010141236 A JP 2010141236A
- Authority
- JP
- Japan
- Prior art keywords
- back surface
- mark
- wafer
- tape
- fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Dicing (AREA)
Abstract
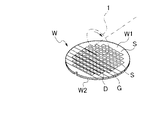
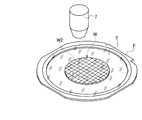
【解決手段】表面に突起状の電極が形成されたデバイスDが分割予定ラインSによって区画されて形成されたウェーハWの分割予定ラインSにデバイスDの仕上がり厚さに相当する深さの溝Gを形成する溝形成工程と、溝形成工程後のウェーハWの表面に保護部材2を貼着しウェーハWの裏面W2を研削して裏面W2に溝Gを表出させて個々のデバイスDに分割する裏面研削工程と、ウェーハWの裏面W2にテープTを貼着するテープ貼着工程と、テープTから各デバイスDをピックアップするピックアップ工程とを少なくとも含み、裏面研削工程の後であってピックアップ工程の前に、デバイスDの裏面に対してIDマーク5を固着するIDマーク固着工程が実施される。
【選択図】図4
Description
W1:表面 S:分割予定ライン D:デバイス
W2:裏面
T:ダイシングテープ F:フレーム
1:切削ブレード 2:保護部材 3:チャックテーブル 4:研削砥石
5:IDマークシール
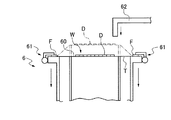
6:ピックアップ装置 60:保持テーブル 61:フレーム支持部 62:コレット
7:レーザー発振器 8:インクジェットノズル
Claims (4)
- 表面に突起状の電極が形成されたデバイスが分割予定ラインによって区画されて形成されたウェーハの該分割予定ラインにデバイスの仕上がり厚さに相当する深さの溝を形成する溝形成工程と、該溝形成工程後のウェーハの表面に保護部材を貼着し該ウェーハの裏面を研削して該裏面に該溝を表出させて個々のデバイスに分割する裏面研削工程と、該ウェーハの裏面にテープを貼着するテープ貼着工程と、該テープから各デバイスをピックアップするピックアップ工程とを少なくとも含むウェーハの加工方法であって、
該裏面研削工程の後であって該ピックアップ工程の前に、該デバイスの裏面に対してIDマークを固着するIDマーク固着工程が実施される
ウェーハの加工方法。 - 前記テープには、予め個々のデバイスに対応したIDマークシールが敷設されており、前記テープ貼着工程において各デバイスの裏面に該IDマークシールを貼着することによりIDマークを該デバイスの裏面に固着することで前記IDマーク固着工程が実施される
請求項1に記載のウェーハの加工方法。 - 前記テープには、レーザー光の照射により固化してウェーハの裏面に固着される粘着層が塗布されており、前記テープ貼着工程の後に該テープ側から各デバイスの裏面に向けてレーザー光を照射し、固化した粘着層をIDマークとして該デバイスの裏面に固着することで前記IDマーク固着工程が実施される
請求項1に記載のウェーハの加工方法。 - 前記裏面研削工程の後であって前記テープ貼着工程の前に、インクジェットにより各デバイスの裏面にIDマークを固着することで前記IDマーク固着工程が実施される請求項1に記載のウェーハの加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008318207A JP5356792B2 (ja) | 2008-12-15 | 2008-12-15 | ウェーハの加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008318207A JP5356792B2 (ja) | 2008-12-15 | 2008-12-15 | ウェーハの加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010141236A true JP2010141236A (ja) | 2010-06-24 |
| JP5356792B2 JP5356792B2 (ja) | 2013-12-04 |
Family
ID=42351085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008318207A Active JP5356792B2 (ja) | 2008-12-15 | 2008-12-15 | ウェーハの加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5356792B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08195362A (ja) * | 1995-01-17 | 1996-07-30 | Sony Corp | 部材の製造方法 |
| JPH0950945A (ja) * | 1995-08-08 | 1997-02-18 | Sony Corp | 半導体装置の製造方法 |
| JP2000114129A (ja) * | 1998-10-09 | 2000-04-21 | Toshiba Corp | 半導体装置及びその製造方法 |
| JP2008178886A (ja) * | 2007-01-23 | 2008-08-07 | Disco Abrasive Syst Ltd | 製品情報の刻印方法 |
-
2008
- 2008-12-15 JP JP2008318207A patent/JP5356792B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08195362A (ja) * | 1995-01-17 | 1996-07-30 | Sony Corp | 部材の製造方法 |
| JPH0950945A (ja) * | 1995-08-08 | 1997-02-18 | Sony Corp | 半導体装置の製造方法 |
| JP2000114129A (ja) * | 1998-10-09 | 2000-04-21 | Toshiba Corp | 半導体装置及びその製造方法 |
| JP2008178886A (ja) * | 2007-01-23 | 2008-08-07 | Disco Abrasive Syst Ltd | 製品情報の刻印方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5356792B2 (ja) | 2013-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5751615B2 (ja) | ウエハ加工用粘着シート、該シートを用いたマーキング方法およびマーキングチップの製造方法 | |
| WO2012056803A1 (ja) | 積層体、およびその積層体の分離方法 | |
| JP2000223446A (ja) | 半導体装置およびその製造方法 | |
| KR20170046584A (ko) | 웨이퍼의 가공 방법 | |
| JP2011023659A (ja) | ウェーハの加工方法 | |
| JP6685592B2 (ja) | ウェーハの加工方法 | |
| JP6067348B2 (ja) | ウェーハの加工方法 | |
| JP2003203886A (ja) | 素子の分離方法及び素子の転写方法 | |
| CN108022876A (zh) | 晶片的加工方法 | |
| JP2017028160A (ja) | ウエーハの加工方法 | |
| JP4817805B2 (ja) | フィルム剥離方法およびフィルム剥離装置 | |
| JP2008066653A (ja) | ウェーハ処理方法およびウェーハ処理装置 | |
| JP2007266191A (ja) | ウェハ処理方法 | |
| CN104716094A (zh) | 器件晶片的加工方法 | |
| JP5356789B2 (ja) | ウェーハの加工方法 | |
| JP2005260154A (ja) | チップ製造方法 | |
| JP2018067646A (ja) | ウエーハの加工方法 | |
| JP5356792B2 (ja) | ウェーハの加工方法 | |
| JP2016127273A (ja) | ウェハをダイに分割する方法 | |
| JP6057616B2 (ja) | ウェーハの加工方法 | |
| TW201515078A (zh) | 晶圓之加工方法 | |
| JP2007012751A (ja) | ウェーハの加工方法 | |
| JP2010258136A (ja) | 粘着テープ及びウェーハの分割方法 | |
| JP4403004B2 (ja) | ボンディング用フィルムを用いた半導体チップの製造方法 | |
| JP5908672B2 (ja) | ウェーハの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5356792 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |