JP2010143745A - 受注商品処理システム - Google Patents
受注商品処理システム Download PDFInfo
- Publication number
- JP2010143745A JP2010143745A JP2008325306A JP2008325306A JP2010143745A JP 2010143745 A JP2010143745 A JP 2010143745A JP 2008325306 A JP2008325306 A JP 2008325306A JP 2008325306 A JP2008325306 A JP 2008325306A JP 2010143745 A JP2010143745 A JP 2010143745A
- Authority
- JP
- Japan
- Prior art keywords
- order
- picking
- product
- line
- box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000034 method Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 238000012856 packing Methods 0.000 description 4
- 230000004308 accommodation Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
Images




Landscapes
- Warehouses Or Storage Devices (AREA)
Abstract
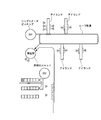
【解決手段】オーダーを高頻度商品をピックアップするライン(ループ軌道に分岐させたアイランドを設けた方式)と、低頻度商品をピックアップするライン(自動ピックアップ棚方式)に振り分けて処理し、両ラインを終端した同期ユニットで、再度オーダー毎にボックスを再整列させて出荷処理を行うようにした。
【選択図】図1
Description
とを有しており、前記第1の搬送制御テーブルにさらにピッキングすべき注文商品が存在するアイランドIDが関連付けられており、当該第1の搬送制御テーブルを参照してオーダースタートポイントからボックスをループ軌道に送り出すとともに、前記低頻度ピッキングライン(第2のピッキングライン)の第2の搬送制御テーブルは、前記受注テーブルを参照して、少なくとも受注商品に対する受注数(ボックスID数)が関連付けられており、前記受注数があらかじめ設定された所定数に達したときに商品収納棚から該当するボックスへのピッキングを開始する受注商品処理システムである。
)およびメインメモリ(MM)を中心に、バス(BUS)を介して接続された大規模記憶装置としてのハードディスク装置(HD)、ディスプレイ装置(DISP)を有している。また、バス(BUS)には、インターフェース(I/O)を介して接続された各種センサ、および後述する同期化ユニットが接続されている。
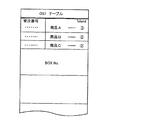
のボックスが収容予定となっている。
MM メインメモリ
BUS バス
HD ハードディスク装置
OS オペレーティングシステム
APL アプリケーションプログラム
DISP ディスプレイ装置
Claims (2)
- 受注番号とそれに対応する1または2以上の注文商品IDとが関連付けられた受注テーブルと、
前記受注テーブルを参照して注文商品が高頻度ピッキングライン(第1のピッキングライン)に配置されているか、低頻度ピッキングライン(第2のピッキングライン)に配置されているかを判定するピッキングライン判定手段と、
前記第1のピッキングラインに割り当てたれた注文商品IDとその受注番号と当該注文商品を収容するボックスIDとが関連付けられて登録された第1の搬送制御テーブルと、
前記第2のピッキングラインに割り当てられた注文商品IDとその受注番号と当該注文商品を収容するボックスIDとが関連付けられて登録された第2の搬送制御テーブルと、
前記第1のピッキングラインと第2のピッキングラインの終端に設けられ、両ピッキングラインからのボックスを合流させてソートするとともに、当該ソートされたボックスを一時収容する2以上のバッファラインを備えた同期化ユニットと、
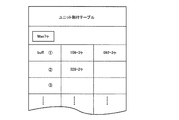
前記第1および第2の搬送制御テーブルの登録情報に基づいて受注番号に対応して前記バッファライン毎に収容するボックスIDを登録したユニット割り付けテーブルと、
前記第1および第2の搬送制御テーブルの登録情報に基づいて受注番号に対応して前記第1のピッキングラインと第2のピッキングラインとに割り振られたボックス数と、前記同期化ユニットに収容されたピッキング済みのボックス数とを関連付けて登録した荷合わせマージ制御テーブルと、
前記ユニット割り付けテーブルと、前記荷合わせマージ制御テーブルとを参照して、同期化ユニットのバッファラインに受注番号に対応する全てのボックスが収容されたときに当該バッファラインを開放して当該受注番号に対応する注文商品の出荷を指示する荷合わせ制御部とからなる受注商品処理システム。 - 前記高頻度ピッキングライン(第1のピッキングライン)は、注文商品を収納するボックスの移動を開始するオーダースタートポイントと、当該オーダースタートポイントから敷設されたコンベアのループ軌道と、ループ軌道から分岐されて商品のピッキングを行い当該ボックス内に注文商品を収容した後に前記ループ軌道に復帰させるアイランドと、ループ軌道から注文商品が収納されたボックスを回収するエンドポイントとを有しており、
前記第1の搬送制御テーブルにさらにピッキングすべき注文商品が存在するアイランドIDが関連付けられており、当該第1の搬送制御テーブルを参照してオーダースタートポイントからボックスをループ軌道に送り出すとともに、
前記低頻度ピッキングライン(第2のピッキングライン)の第2の搬送制御テーブルは、前記受注テーブルを参照して、少なくとも受注商品に対する受注数(ボックスID数)が関連付けられており、前記受注数があらかじめ設定された所定数に達したときに商品収納棚から該当するボックスへのピッキングを開始する請求項1記載の受注商品処理システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325306A JP2010143745A (ja) | 2008-12-22 | 2008-12-22 | 受注商品処理システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325306A JP2010143745A (ja) | 2008-12-22 | 2008-12-22 | 受注商品処理システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010143745A true JP2010143745A (ja) | 2010-07-01 |
Family
ID=42564567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008325306A Ceased JP2010143745A (ja) | 2008-12-22 | 2008-12-22 | 受注商品処理システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010143745A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018188236A (ja) * | 2017-04-28 | 2018-11-29 | 村田機械株式会社 | ピッキングシステム |
| US10427873B1 (en) | 2018-05-29 | 2019-10-01 | Schaefer Systems International, Inc. | Cluster-based-system and method for E-commerce-order fulfillment |
| EP3575246A1 (en) * | 2018-05-29 | 2019-12-04 | Schaefer Systems International Inc. | Cluster-based-system and method for e-commerce-order fulfillment |
| CN112644947A (zh) * | 2021-01-14 | 2021-04-13 | 广州松禾科技有限公司 | 一种异型烟线路小订单分拣打码系统及方法 |
| CN117114565A (zh) * | 2023-06-08 | 2023-11-24 | 深圳美云集网络科技有限责任公司 | 一种用于供应商端的商品拣货方法及系统 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63160906A (ja) * | 1986-12-19 | 1988-07-04 | Daifuku Co Ltd | 出庫システム |
| JPH0361202A (ja) * | 1989-07-26 | 1991-03-18 | Nec Software Kansai Ltd | 在庫品引当方式 |
| JPH04112105A (ja) * | 1990-08-28 | 1992-04-14 | Kanebo Ltd | 物品の仕分け方法およびその設備 |
| JPH08333005A (ja) * | 1995-06-09 | 1996-12-17 | Toyo Kanetsu Kk | ピッキング方法 |
| JPH11180515A (ja) * | 1997-12-22 | 1999-07-06 | Toyo Kanetsu Kk | ピッキング設備 |
| JP2001253515A (ja) * | 2000-03-15 | 2001-09-18 | Sumitomo Heavy Ind Ltd | 商品ピッキング設備およびピッキング方法 |
| JP2005047663A (ja) * | 2003-07-28 | 2005-02-24 | Daifuku Co Ltd | 仕分け設備 |
| JP2007182290A (ja) * | 2006-01-06 | 2007-07-19 | Hitachi Plant Technologies Ltd | 商品仕分けシステムおよび商品仕分け方法 |
| JP2008162770A (ja) * | 2006-12-28 | 2008-07-17 | Toyo Kanetsu Solutions Kk | ピッキング設備及び方法 |
-
2008
- 2008-12-22 JP JP2008325306A patent/JP2010143745A/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63160906A (ja) * | 1986-12-19 | 1988-07-04 | Daifuku Co Ltd | 出庫システム |
| JPH0361202A (ja) * | 1989-07-26 | 1991-03-18 | Nec Software Kansai Ltd | 在庫品引当方式 |
| JPH04112105A (ja) * | 1990-08-28 | 1992-04-14 | Kanebo Ltd | 物品の仕分け方法およびその設備 |
| JPH08333005A (ja) * | 1995-06-09 | 1996-12-17 | Toyo Kanetsu Kk | ピッキング方法 |
| JPH11180515A (ja) * | 1997-12-22 | 1999-07-06 | Toyo Kanetsu Kk | ピッキング設備 |
| JP2001253515A (ja) * | 2000-03-15 | 2001-09-18 | Sumitomo Heavy Ind Ltd | 商品ピッキング設備およびピッキング方法 |
| JP2005047663A (ja) * | 2003-07-28 | 2005-02-24 | Daifuku Co Ltd | 仕分け設備 |
| JP2007182290A (ja) * | 2006-01-06 | 2007-07-19 | Hitachi Plant Technologies Ltd | 商品仕分けシステムおよび商品仕分け方法 |
| JP2008162770A (ja) * | 2006-12-28 | 2008-07-17 | Toyo Kanetsu Solutions Kk | ピッキング設備及び方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018188236A (ja) * | 2017-04-28 | 2018-11-29 | 村田機械株式会社 | ピッキングシステム |
| US10427873B1 (en) | 2018-05-29 | 2019-10-01 | Schaefer Systems International, Inc. | Cluster-based-system and method for E-commerce-order fulfillment |
| EP3575246A1 (en) * | 2018-05-29 | 2019-12-04 | Schaefer Systems International Inc. | Cluster-based-system and method for e-commerce-order fulfillment |
| CN112644947A (zh) * | 2021-01-14 | 2021-04-13 | 广州松禾科技有限公司 | 一种异型烟线路小订单分拣打码系统及方法 |
| CN117114565A (zh) * | 2023-06-08 | 2023-11-24 | 深圳美云集网络科技有限责任公司 | 一种用于供应商端的商品拣货方法及系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5508259B2 (ja) | 仕分けシステム及び方法 | |
| CN112020469B (zh) | 通过在包装站按所需顺序从储存设施获得储存单元来履行订单的方法 | |
| EP3511269B1 (en) | Article rearranging apparatus | |
| CN111908054B (zh) | 一种吊挂系统及控制方法 | |
| WO2019237852A1 (zh) | 拣选货物的系统、方法和装置及存储介质 | |
| US20200071077A1 (en) | Flexible and compact order picking system | |
| JP2010143745A (ja) | 受注商品処理システム | |
| JP5623569B2 (ja) | 商品自動ピッキングシステム | |
| JP4400471B2 (ja) | 仕分け設備 | |
| JP2002179224A (ja) | ピッキング設備及び方法 | |
| JP2005247554A (ja) | ピッキングシステム | |
| JP4924028B2 (ja) | ピッキング設備 | |
| JP2002249209A (ja) | バーコード付きハンガーを利用した搬送システム | |
| JP3835756B2 (ja) | ピッキング・仕分け方法及びピッキング・仕分けシステム | |
| JP2002154621A (ja) | 仕分けシステム | |
| CN105143070A (zh) | 用于交付产品的方法和系统 | |
| JP4081460B2 (ja) | オーダマッチングシステム | |
| JP3796288B2 (ja) | 物品の入出荷方法及びシステム | |
| JP5182560B2 (ja) | 仕分設備 | |
| JPH0717245B2 (ja) | 集品装置 | |
| JP2017149546A (ja) | 仕分けシステム | |
| JP4415671B2 (ja) | 物流システムにおける出庫方法及び物流システム | |
| JP5359787B2 (ja) | 仕分け設備 | |
| JP2001261127A (ja) | 商品ピッキング設備における特定商品ピッキング装置 | |
| JPH06100122A (ja) | 自動倉庫の入出庫制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130603 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A045 | Written measure of dismissal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20131029 |