JP2010201580A - 切削ブレードの整形方法 - Google Patents
切削ブレードの整形方法 Download PDFInfo
- Publication number
- JP2010201580A JP2010201580A JP2009051453A JP2009051453A JP2010201580A JP 2010201580 A JP2010201580 A JP 2010201580A JP 2009051453 A JP2009051453 A JP 2009051453A JP 2009051453 A JP2009051453 A JP 2009051453A JP 2010201580 A JP2010201580 A JP 2010201580A
- Authority
- JP
- Japan
- Prior art keywords
- cutting blade
- shaping
- dresser board
- cutting
- spindle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Dicing (AREA)
Abstract
【課題】先端にR形状が形成された切削ブレードの先端を容易に整形可能な切削ブレードの整形方法を提供することである。
【解決手段】切削ブレードの先端形状をドレッサーボードを用いて整形する切削ブレードの整形方法であって、該切削ブレードを該ドレッサーボードへ切り込ませて該切削ブレードの粗整形を行う粗整形ステップと、該粗整形ステップを実施した後に、該ドレッサーボードで該切削ブレードの仕上げ整形を行う仕上げ整形ステップとを具備している。
【選択図】図4
【解決手段】切削ブレードの先端形状をドレッサーボードを用いて整形する切削ブレードの整形方法であって、該切削ブレードを該ドレッサーボードへ切り込ませて該切削ブレードの粗整形を行う粗整形ステップと、該粗整形ステップを実施した後に、該ドレッサーボードで該切削ブレードの仕上げ整形を行う仕上げ整形ステップとを具備している。
【選択図】図4
Description
本発明は、被加工物を切削する切削ブレードの先端形状を整形する切削ブレードの整形方法に関する。
例えば、半導体デバイスの製造プロセスにおいては、複数のICやLSI等のデバイスが表面に形成された半導体ウエーハを個々のデバイスへと分割する。分割されたデバイスはリードフレームと呼ばれる基板上に実装され、パッケージングされた後、個々のチップに分割され、パソコンや携帯電話等の各種電子機器に広く使用されている。
半導体ウエーハの分割や、デバイスがパッケージングされたパッケージ基板の分割には、例えば特開平11−74228号公報に開示されているようなダイサーと称される切削装置が広く使用されている。
切削装置は、ダイヤモンドやCBN等の超砥粒を樹脂や金属、又はガラス等で固めた環状の切削ブレードを備え、この切削ブレードを例えば30000rpm等の高速で回転させつつ、被加工物へと切り込ませることで被加工物を切削する。
被加工物を切削するに連れて切削ブレード先端の古くなったダイヤモンドは切削ブレードから抜け落ち、その結果、新しいダイヤモンドが突出する自生発刃作用によって切削ブレードは磨耗しながらも常に切れ味を落とすことなく切削を行うことができる。
ところが、新品の切削ブレードの断面形状は矩形であるが、磨耗に伴い先端の断面形状がR形状(円弧状)へと変化する。先端にR形状が形成された切削ブレードで例えばパッケージ基板の切削を行うと、パッケージ基板の切削断面の下端側は垂直にはならず、パッケージの断面の下端側がスカート状に切削されてしまう。
このように断面の下端側がスカート状に切削されたパッケージは寸法公差から外れ、不良品となってしまうという問題がある。また、先端にR形状が形成された切削ブレードで金属膜付きウエーハ等の金属を切削すると、先端が平坦の切削ブレードに比べてバリが大きく発生してしまうという問題がある。
そこで、特許文献2には切削装置上で放電加工を行い、切削ブレードの先端形状を整形するユニットが開示されている。ところが、このような放電加工を行うユニットを備えると、放電加工用の電極や電源ユニットを備える必要があり、装置構造が非常に複雑になる上、切削ブレードの整形にも微細な制御が必要で非常に作業が煩雑となる。
本発明はこのような点に鑑みてなされたものであり、その目的とするところは、先端にR形状が形成された切削ブレードの先端形状を容易に整形可能な切削ブレードの整形方法を提供することである。
本発明によると、切削ブレードの先端形状をドレッサーボードを用いて整形する切削ブレードの整形方法であって、該切削ブレードを切削装置のスピンドルの先端に回転可能に装着する切削ブレード装着ステップと、切削装置のチャックテーブルで該ドレッサーボードを保持するドレッサーボード保持ステップと、該切削ブレードを該ドレッサーボードへ切り込ませて該切削ブレードの粗整形を行う粗整形ステップと、該粗整形ステップを実施した後に、該ドレッサーボードで該切削ブレードの仕上げ整形を行う仕上げ整形ステップとを具備し、該粗整形ステップは、該切削ブレードを回転させつつ該ドレッサーボードに切り込ませ、該スピンドルの軸方向に第1速度で少なくとも1回移動させる切削ブレード第1移動ステップと、該切削ブレード第1移動ステップを実施した後、該切削ブレードを下方へ第1所定距離下降させる切削ブレード第1下降ステップとを含み、該仕上げ整形ステップは、該切削ブレードを回転させつつ該ドレッサーボードに切り込ませ、該スピンドルの軸方向に第2速度で少なくとも1回移動させる切削ブレード第2移動ステップと、該切削ブレード第2移動ステップを実施した後、該切削ブレードを下方へ第2所定距離下降させる切削ブレード第2下降ステップとを含み、前記第2所定距離は前記第1所定距離よりも短く、前記第2速度は前記第1速度以下であることを特徴とする切削ブレードの整形方法が提供される。
好ましくは、切削ブレード第1移動ステップと切削ブレード第2移動ステップにおいて、切削ブレードを、少なくともドレッサーボードの一端から他端までスピンドルの軸方向に移動させる。
好ましくは、粗整形ステップを開始する前に、チャックテーブルに保持されたドレッサーボードの上面から上方に所定の間隔を設けた整形開始位置に切削ブレードを位置付け、この整形開始位置から粗整形ステップを開始する。
好ましくは、切削ブレード第1移動ステップと切削ブレード第1下降ステップとを交互に複数回繰り返して実行する。その後、切削ブレード第2移動ステップと切削ブレード第2下降ステップとを交互に複数回繰り返して実行する。
本発明によると、切り込み量の大きい粗整形ステップの後に仕上げ整形ステップを行うため、整形時間の短縮化が可能となり、先端にR形状が形成された切削ブレードの先端形状を容易に短時間で整形することができる。
更に、粗整形を開始する前に、チャックテーブルに保持されたドレッサーボードの上面から上方に所定の間隔を設けた整形開始位置に切削ブレードを位置付け、この整形開始位置から粗整形ステップを開始するため、ドレッサーボードに厚みばらつきが生じても想定以上に切削ブレードがドレッサーボードに切り込むことが防止され、切削ブレードの破損や整形不良を防止できる。
以下、本発明の実施形態を図面を参照して詳細に説明する。図1は切削装置2の概略構成図を示している。切削装置2は、静止基台4上に搭載されたX軸方向に伸長する一対のガイドレール6を含んでいる。
X軸移動ブロック8は、ボール螺子10及びパルスモータ12とから構成されるX軸送り機構(X軸送り手段)14により加工送り方向、即ちX軸方向に移動される。X軸移動ブロック8上には円筒状支持部材22を介してチャックテーブル20が搭載されている。
チャックテーブル20は多孔性セラミックス等から形成された吸着部(吸着チャック)24を有している。チャックテーブル20には図2に示す環状フレームFをクランプする複数(本実施形態では4個)のクランパ26が配設されている。
図2に示すように、切削装置2の加工対象である半導体ウエーハWの表面においては、第1のストリートS1と第2のストリートS2とが直交して形成されており、第1のストリートS1と第2のストリートS2とによって区画された領域に多数のデバイスDが形成されている。
ウエーハWは粘着テープであるダイシングテープTに貼着され、ダイシングテープTの外周部は環状フレームFに貼着されている。これにより、ウエーハWはダイシングテープTを介して環状フレームFに支持された状態となり、図1に示すクランパ26により環状フレームFをクランプすることにより、チャックテーブル20上に支持固定される。
X軸送り機構14は、ガイドレール6に沿って静止基台4上に配設されたスケール16と、スケール16のX座標値を読みとるX軸移動ブロック8の下面に配設された読み取りヘッド18とを含んでいる。読み取りヘッド18は切削装置2のコントローラに接続されている。
静止基台4上には更に、Y軸方向に伸長する一対のガイドレール28が固定されている。Y軸移動ブロック30は、ボール螺子32及びパルスモータ34とから構成されるY軸送り機構(割り出し送り機構)36によりY軸方向に移動される。
Y軸移動ブロック30にはZ軸方向に伸長する一対の(一本のみ図示)ガイドレール38が形成されている。Z軸移動ブロック40は、図示しないボール螺子とパルスモータ42から構成されるZ軸送り機構44によりZ軸方向に移動される。
46は切削ユニット(切削手段)であり、切削ユニット46のスピンドルハウジング48がZ軸移動ブロック40中に挿入されて支持されている。スピンドルハウジング48中にはスピンドルが収容されて、エアベアリングにより回転可能に支持されている。スピンドルはスピンドルハウジング48中に収容された図示しないモータにより回転駆動され、スピンドルの先端部には切削ブレード50が着脱可能に装着されている。
スピンドルハウジング48にはアライメントユニット(アライメント手段)52が搭載されている。アライメントユニット52はチャックテーブル20に保持されたウエーハWを撮像する撮像ユニット(撮像手段)54を有している。切削ブレード50と撮像ユニット54はX軸方向に整列して配置されている。
このような切削装置2でウエーハW等の被加工物58を切削する場合について図3を参照に説明する。切削ブレード50の磨耗量が少なく、図3(A)に示すようにフラットな先端50aを有する切削ブレード50で被加工物58を切削すると、(B)に示すように切断面60は垂直となる。
ところが、切削を継続すると切削ブレード50の先端部が磨耗し、(C)に示すように先端部の断面形状がR形状(円弧状)56bとなる。このように磨耗した切削ブレード50で被加工物58を切削すると、(D)に示すように切削溝61の下端部の被加工物58が符号62で示すようにスカート状に切削されてしまう。
本発明はこのような問題を回避するために、先端がR形状に磨耗した切削ブレード50の先端形状を容易に整形可能な切削ブレードの整形方法を提供せんとするものであり、以下本発明の切削ブレードの整形方法を図4乃至図10を参照して詳細に説明する。
図4を参照すると、本発明実施形態の切削ブレードの整形方法のフローチャートが示されている。まずステップS10で、切削ブレード50をスピンドル56(図5参照)の先端に回転可能に装着する。更にステップS11で、チャックテーブル20でドレッサーボード64を吸引保持する。
このドレッサーボード64の保持ステップは、チャックテーブル20でドレッサーボード64を直接吸引保持するようにしてもよいし、図2に示すようなダイシングテープT上にドレッサーボード64を貼着し、クランパ26で環状フレームFをクランプし、チャックテーブル20でダイシングテープTを介してドレッサーボード64を吸引保持するようにしてもよい。
ドレッサーボード64は公知のドレッサーボードを使用可能であり、例えば切削ブレード50の砥粒よりも平均直径が大きい砥粒を切削ブレード50のボンドよりも軟質のボンドで固めたドレッサーボード64を使用可能である。
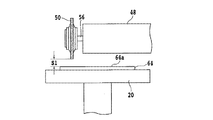
次いで、ステップS12に進んで、図5に示すようにドレッサーボード64の上面64aから上方に所定の間隔S1を設けたドレス開始位置(整形開始位置)に切削ブレード50を位置づける。
これは通常厚さ1mm程度のドレッサーボード64には約100μm程度の厚みばらつきがあるため、切削ブレード50をドレッサーボード64の上面64aにあまり近づけすぎてドレッシングを開始すると、切削ブレード50がドレッサーボード64にある箇所で深く切り込みすぎるのを防止するためである。所定の間隔S1は例えば120μm程度に設定する。
このように切削ブレード56を整形開始位置に位置づけてから、切削ブレード50の粗整形を行う粗整形ステップを実行する。この粗整形ステップは、ステップS13の切削ブレード第1移動ステップと、ステップS14の切削ブレード第1降下ステップを含んでいる。
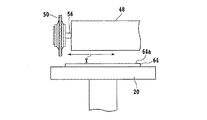
ステップS13の切削ブレード第1移動ステップでは、図6に示すように切削ブレード50を回転させつつドレッサーボード64上を第1の速度でスピンドル56の軸方向(Y方向)に所定回数移動させる。
この第1の速度は、切削ブレード50の種類及びドレッサーボード64の種類に応じて変化するものであり、切削ブレード50及びドレッサーボード64の組み合わせに応じて最適に設定する。また所定回数は1回以上10〜20回程度であり、一般的には切削ブレード50をY方向に往復移動させるが、片側移動でもよい。
図8に示すように、切削ブレード50がドレッサーボード64に接触した状態で切削ブレード50をY方向に移動すると、ドレッサーボード64にドレス痕68が形成される。
ステップS14の切削ブレード第1下降ステップでは、図7に示すように切削ブレード50を下方へ第1所定距離F1下降させる。この第1所定距離F1は例えば10μm程度に設定する。
粗整形ステップでは、ステップS15に示すようにステップS13の切削ブレード第1移動ステップと、ステップS14の切削ブレード第1下降ステップとを所定回数繰り返す。
この所定回数は、切削ブレード50の種類、磨耗の程度及びドレッサーボード64の種類に応じて変化し、その都度最適な回数を設定する。ステップS14の切削ブレード第1下降ステップを実行する度に、切削ブレード50は約10μm程度下降し、ドレッサーボード64に対する切り込み量が大きくなる。
粗整形ステップを所定回数実行した後に、仕上げ整形ステップを実行する。この仕上げ整形ステップは、ステップS16の切削ブレード第2移動ステップと、ステップS17の切削ブレード第2下降ステップとを含んでいる。
ステップS16の切削ブレード第2移動ステップでは、図9に示すように切削ブレード50を回転させつつドレッサーボード64上を第1速度と同速度、又は第1速度より低速である第2速度でスピンドル56の軸方向に所定回数移動させる。ステップS16の所定回数は、1回以上10〜20回程度である。
第2移動速度は切削ブレード50の周囲及びドレッサーボード64の種類に応じて変化するものであり、その都度最適な速度に設定する。ここで重要なのは、切削ブレード第2移動ステップの第2速度が切削ブレード第1移動ステップの第1速度以下であるということである。
ステップS17の切削ブレード第2下降ステップでは、図10に示すように切削ブレード50を下方へ第1所定距離F1よりも短い第2所定距離F2下降させる。この第2所定距離F2は例えば2μm程度に設定する。
ステップS18で、ステップS16の切削ブレード第2移動ステップと、ステップS17の切削ブレード第2下降ステップとを所定回数繰り返す。この所定回数は切削ブレードの種類、磨耗の程度及びドレッサーボードの種類に応じて異なるが10回程度である。ステップS17の切削ブレード第2下降ステップを実行する度に、切削ブレード50は第2所定距離F2下降し、ドレッサーボード64への切り込み量が大きくなる。
ステップS13の切削ブレード第1移動ステップと、ステップS16の切削ブレード第2移動ステップでは、切削ブレード50を、少なくともドレッサーボード64の一端から他端までスピンドル56の軸方向に移動させるのが好ましい。この移動モードは、一般的には往復移動であるが、片道移動であってもよい。
2 切削装置
20 チャックテーブル
50 切削ブレード
56 スピンドル
58 被加工物
64 ドレッサーボード
68 ドレス痕
20 チャックテーブル
50 切削ブレード
56 スピンドル
58 被加工物
64 ドレッサーボード
68 ドレス痕
Claims (4)
- 切削ブレードの先端形状をドレッサーボードを用いて整形する切削ブレードの整形方法であって、
該切削ブレードを切削装置のスピンドルの先端に回転可能に装着する切削ブレード装着ステップと、
切削装置のチャックテーブルで該ドレッサーボードを保持するドレッサーボード保持ステップと、
該切削ブレードを該ドレッサーボードへ切り込ませて該切削ブレードの粗整形を行う粗整形ステップと、
該粗整形ステップを実施した後に、該ドレッサーボードで該切削ブレードの仕上げ整形を行う仕上げ整形ステップとを具備し、
該粗整形ステップは、
該切削ブレードを回転させつつ該ドレッサーボードに切り込ませ、該スピンドルの軸方向に第1速度で少なくとも1回移動させる切削ブレード第1移動ステップと、
該切削ブレード第1移動ステップを実施した後、該切削ブレードを下方へ第1所定距離下降させる切削ブレード第1下降ステップとを含み、
該仕上げ整形ステップは、
該切削ブレードを回転させつつ該ドレッサーボードに切り込ませ、該スピンドルの軸方向に第2速度で少なくとも1回移動させる切削ブレード第2移動ステップと、
該切削ブレード第2移動ステップを実施した後、該切削ブレードを下方へ第2所定距離下降させる切削ブレード第2下降ステップとを含み、
前記第2所定距離は前記第1所定距離よりも短く、
前記第2速度は前記第1速度以下であることを特徴とする切削ブレードの整形方法。 - 前記切削ブレード第1移動ステップと前記切削ブレード第2移動ステップにおいて、前記切削ブレードを、少なくとも前記ドレッサーボードの一端から他端まで該スピンドルの軸方向に移動させる請求項1記載の切削ブレードの整形方法。
- 前記粗整形ステップを開始する前に、
前記チャックテーブルに保持された該ドレッサーボードの上面から上方に所定の間隔を設けた整形開始位置に該切削ブレードを位置付け、該整形開始位置から該粗整形ステップを開始する請求項1又は2記載の切削ブレードの整形方法。 - 前記切削ブレード第1移動ステップと前記切削ブレード第1下降ステップとを交互に複数回繰り返して実行した後、
前記切削ブレード第2移動ステップと前記切削ブレード第2下降ステップとを交互に複数回繰り返して実行する請求項1〜3の何れかに記載の切削ブレードの整形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009051453A JP2010201580A (ja) | 2009-03-05 | 2009-03-05 | 切削ブレードの整形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009051453A JP2010201580A (ja) | 2009-03-05 | 2009-03-05 | 切削ブレードの整形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010201580A true JP2010201580A (ja) | 2010-09-16 |
Family
ID=42963587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009051453A Pending JP2010201580A (ja) | 2009-03-05 | 2009-03-05 | 切削ブレードの整形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010201580A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015030084A (ja) * | 2013-08-07 | 2015-02-16 | 株式会社ディスコ | レジンブレードの整形方法 |
| JP2015054381A (ja) * | 2013-09-13 | 2015-03-23 | 株式会社東京精密 | 切削ブレードのツルーイング方法及び装置 |
| JP2018094637A (ja) * | 2016-12-08 | 2018-06-21 | 株式会社ディスコ | 切削ブレードのドレス方法 |
| DE102019205492B4 (de) | 2018-04-17 | 2024-01-11 | Disco Corporation | Formungsverfahren für schneidklinge |
| JP2024020834A (ja) * | 2022-08-02 | 2024-02-15 | 株式会社ディスコ | 切削ブレードを整形する方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002066922A (ja) * | 2000-09-01 | 2002-03-05 | Kikusui Chemical Industries Co Ltd | 砥石研削面のドレッシング方法及びドレッサー |
| JP2007203429A (ja) * | 2006-02-03 | 2007-08-16 | Disco Abrasive Syst Ltd | ドレッシング・ツルーイングボード,及びドレッシング・ツルーイング方法 |
| JP2007260881A (ja) * | 2006-03-30 | 2007-10-11 | Jtekt Corp | 砥石車のツルーイング方法 |
-
2009
- 2009-03-05 JP JP2009051453A patent/JP2010201580A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002066922A (ja) * | 2000-09-01 | 2002-03-05 | Kikusui Chemical Industries Co Ltd | 砥石研削面のドレッシング方法及びドレッサー |
| JP2007203429A (ja) * | 2006-02-03 | 2007-08-16 | Disco Abrasive Syst Ltd | ドレッシング・ツルーイングボード,及びドレッシング・ツルーイング方法 |
| JP2007260881A (ja) * | 2006-03-30 | 2007-10-11 | Jtekt Corp | 砥石車のツルーイング方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015030084A (ja) * | 2013-08-07 | 2015-02-16 | 株式会社ディスコ | レジンブレードの整形方法 |
| JP2015054381A (ja) * | 2013-09-13 | 2015-03-23 | 株式会社東京精密 | 切削ブレードのツルーイング方法及び装置 |
| JP2018094637A (ja) * | 2016-12-08 | 2018-06-21 | 株式会社ディスコ | 切削ブレードのドレス方法 |
| DE102019205492B4 (de) | 2018-04-17 | 2024-01-11 | Disco Corporation | Formungsverfahren für schneidklinge |
| JP2024020834A (ja) * | 2022-08-02 | 2024-02-15 | 株式会社ディスコ | 切削ブレードを整形する方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5254679B2 (ja) | 切削ブレードのドレス方法 | |
| CN101941248B (zh) | 切削装置 | |
| KR102228487B1 (ko) | 피가공물의 절삭 방법 | |
| JP2008084976A (ja) | ウエーハの研削加工方法 | |
| JP5208644B2 (ja) | 加工方法および加工装置 | |
| TW201930015A (zh) | 切割刀片的修整方法 | |
| JP2010201580A (ja) | 切削ブレードの整形方法 | |
| JP6120717B2 (ja) | レジンブレードの整形方法 | |
| JP5528202B2 (ja) | 支持トレイ | |
| JP6184162B2 (ja) | 切削方法 | |
| JP2018060912A (ja) | 加工方法 | |
| JP5244548B2 (ja) | 保持テーブルおよび加工装置 | |
| TWI890916B (zh) | 被加工物之研削方法 | |
| JP7019254B2 (ja) | 被加工物の切削方法 | |
| JP2010245253A (ja) | ウエーハの加工方法 | |
| JP2011018858A (ja) | 電極加工方法 | |
| JP2011016182A (ja) | マウントフランジの端面修正方法 | |
| JP7242129B2 (ja) | 切削装置及び切削ブレードのドレッシング方法 | |
| CN115703212A (zh) | 修整环和被加工物的磨削方法 | |
| JP2013258235A (ja) | 切削方法 | |
| JP7642291B2 (ja) | 研削砥石の形状修正方法及び被加工物の研削方法 | |
| JP6850569B2 (ja) | 研磨方法 | |
| JP6478794B2 (ja) | 角度付き切削ブレードの製造方法 | |
| JP7658729B2 (ja) | 原始ウエーハの加工方法 | |
| JP7555767B2 (ja) | 原始ウエーハの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20120217 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20130625 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A977 | Report on retrieval |
Effective date: 20130628 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131022 |