JP2010260102A - ベント式シムビーム溶接プロセス - Google Patents
ベント式シムビーム溶接プロセス Download PDFInfo
- Publication number
- JP2010260102A JP2010260102A JP2010102872A JP2010102872A JP2010260102A JP 2010260102 A JP2010260102 A JP 2010260102A JP 2010102872 A JP2010102872 A JP 2010102872A JP 2010102872 A JP2010102872 A JP 2010102872A JP 2010260102 A JP2010260102 A JP 2010260102A
- Authority
- JP
- Japan
- Prior art keywords
- shim
- inclined edge
- beam welding
- welding
- vent path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/26—Seam welding of rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0053—Seam welding
- B23K15/006—Seam welding of rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0053—Seam welding
- B23K15/0073—Seam welding with interposition of particular material to facilitate connecting the parts, e.g. using a filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0093—Welding characterised by the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/211—Bonding by welding with interposition of special material to facilitate connection of the parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/08—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of welds or the like
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Laser Beam Processing (AREA)
Abstract
【解決手段】 本方法は、2つの金属材料部材間の溶接継手接合面に沿って第1のシムを配置し、2つの金属材料部材間の溶接継手接合面に沿って第1のシムから所定の距離に第2のシムを配置して、第1のシムと第2のシムの間に第1のベント経路を形成し、シムを用いて金属材料部材をビーム溶接して、ポロシティのない溶接部を形成することを含む。
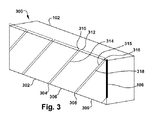
【選択図】 図3
Description
106 継手接合面
202 ポロシティ
302 第1のシム
303 端部
302,306 シム
304 第1のベント経路
304,308 ベント経路
306 第2のシム
308 第2のベント経路
309 第3のシム
310 傾斜縁部
312 相補的な傾斜縁部
314,318 要素
315 第2の傾斜縁部
316 第2の相補的な傾斜縁部
402,502 ポロシティのない溶接部
504 ビーム溶接機
506 溶接ガス
508 溶接先端
510 溶融池
Claims (18)
- 2つの金属材料部材をビーム溶接する方法であって、
2つの金属材料部材間の溶接継手接合面に沿って第1のシムを配置し、
2つの金属材料部材間の溶接継手接合面に沿って第1のシムから所定の距離に第2のシムを配置して、第1のシムと第2のシムの間に第1のベント経路を形成し、
金属材料部材をシムを用いてビーム溶接して、ポロシティのない溶接部を形成する
ことを含む方法。 - 第1のシム及び第2のシムが各々金属材料を含む、請求項1記載の方法。
- 溶接継手接合面に沿って第2のシムから所定の距離に第3のシムを配置して、第2のシムと第3のシムの間に第2のベント経路を形成することをさらに含む、請求項1又は請求項2記載の方法。
- 第1のベント経路が溶融池によって消滅するときに、溶接することによるガスが溶融池の前方で逃れる流路を与えるために第2のベント経路が利用できるように、第1のベント経路を溶接継手接合面と位置合わせすることをさらに含む、請求項3記載の方法。
- 第1のシムと第2のシムが最大0.100インチの間隔で互いに隔てられる、請求項1乃至請求項4のいずれか1項記載の方法。
- ビーム溶接する工程が、接合すべき金属材料に基づいてビーム溶接機に対する電力を制御することを含む、請求項1乃至請求項5のいずれか1項記載の方法。
- ビーム溶接する工程が、接合すべき金属材料に基づいてビーム溶接機に対する電流を制御することを含む、請求項1乃至請求項6のいずれか1項記載の方法。
- ビーム溶接する工程が、接合すべき金属材料に基づいてビーム溶接機の移動速度を制御することを含む、請求項1乃至請求項7のいずれか1項記載の方法。
- 傾斜縁部及び相補的な傾斜縁部が、ビーム溶接角度に対して約20〜60度である、請求項1乃至請求項8のいずれか1項記載の方法。
- ビーム溶接する工程が、電子ビーム溶接を使用することを含む、請求項1乃至請求項9のいずれか1項記載の方法。
- ビーム溶接する工程が、レーザビーム溶接を使用することを含む、請求項1乃至請求項9のいずれか1項記載の方法。
- 2つの金属材料部材の溶接に用いられる溶接用シムシステムであって、
2つの金属材料部材間の溶接継手接合面の平面内に配置するための、傾斜縁部を有する第1のシムと、
2つの金属材料部材間の溶接継手接合面の平面内に配置するための、第1のシムの傾斜縁部と相補的な傾斜縁部を有する第2のシムと、
傾斜縁部と相補的な傾斜縁部の間に第1のベント経路が存在するようにシムを位置決めするための、第1のシム及び第2のシムの少なくとも一方に設けられた要素と
を備えるシステム。 - 第1のシム及び第2のシムが各々金属材料を含む、請求項12記載のシステム。
- 2つの金属材料部材間の溶接継手接合面の平面内に配置するための、第2のシムの第2の傾斜縁部に対して第2の相補的な傾斜縁部を有する第3のシムをさらに備える、請求項12又は請求項13記載のシステム。
- 第2の相補的な傾斜縁部と第2の傾斜縁部の間に第2のベント経路が存在するようにシムを位置決めするための、第2のシム及び第3のシムの少なくとも一方に設けられた要素をさらに備える、請求項14記載のシステム。
- 傾斜縁部と相補的な傾斜縁部が最大0.100インチの間隔で互いに隔てられる、請求項12乃至請求項15のいずれか1項記載のシステム。
- 各シムが略平行四辺形の形状を有する、請求項12乃至請求項16のいずれか1項記載のシステム。
- 傾斜縁部及び相補的な傾斜縁部が、ビーム溶接角度に対して約20〜60度である、請求項12乃至請求項17のいずれか1項記載のシステム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/435,430 | 2009-05-05 | ||
| US12/435,430 US20100282719A1 (en) | 2009-05-05 | 2009-05-05 | Vented shim beam welding process |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010260102A true JP2010260102A (ja) | 2010-11-18 |
| JP5615028B2 JP5615028B2 (ja) | 2014-10-29 |
Family
ID=42313515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010102872A Expired - Fee Related JP5615028B2 (ja) | 2009-05-05 | 2010-04-28 | ベント式シムビーム溶接プロセス |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20100282719A1 (ja) |
| EP (1) | EP2248624B1 (ja) |
| JP (1) | JP5615028B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100282719A1 (en) * | 2009-05-05 | 2010-11-11 | General Electric Company | Vented shim beam welding process |
| US20110095000A1 (en) * | 2009-10-27 | 2011-04-28 | General Electric Co. | Workpiece and welding process for preventing porosity in a formed weld |
| RU2642218C1 (ru) * | 2017-02-02 | 2018-01-24 | Публичное акционерное общество "Челябинский трубопрокатный завод" (ПАО "ЧТПЗ") | Способ лазерной сварки продольного шва трубы (варианты) |
| CN108890131B (zh) * | 2018-09-25 | 2020-04-03 | 长沙理工大学 | 一种基于预制流道的激光深熔焊接板材的方法 |
| CN110883407A (zh) * | 2019-10-24 | 2020-03-17 | 上海江南长兴造船有限责任公司 | 一种用于解决生产中焊接接头缺陷的方法 |
| US11801574B2 (en) | 2020-03-06 | 2023-10-31 | GM Global Technology Operations LLC | Welding systems and methods with knurled weld interfaces for metallic workpieces |
| CN112247377A (zh) * | 2020-09-03 | 2021-01-22 | 株洲国创轨道科技有限公司 | 激光深熔焊接方法及其装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6487090A (en) * | 1987-09-30 | 1989-03-31 | Toyo Seikan Kaisha Ltd | Butt welding method by laser beam |
| JPH08215871A (ja) * | 1995-02-15 | 1996-08-27 | Kawasaki Steel Corp | 高炭素鋼鋼帯のレーザ溶接方法 |
| JPH10277638A (ja) * | 1997-04-02 | 1998-10-20 | Nippon Steel Corp | 鋼管の溶接方法および溶接用鋼管 |
| JPH1119791A (ja) * | 1997-07-01 | 1999-01-26 | Ishikawajima Harima Heavy Ind Co Ltd | 厚板材の接合方法 |
| US6060682A (en) * | 1997-11-13 | 2000-05-09 | Westbroek; Wido | Overlapping joint for laser welding of tailored blanks |
| JP2001246486A (ja) * | 2000-03-02 | 2001-09-11 | Kobe Steel Ltd | 継手の溶接方法 |
| JP2007007730A (ja) * | 2005-06-30 | 2007-01-18 | General Electric Co <Ge> | ガスタービンに適用される超合金を接合するためのシム利用レーザービーム溶接方法 |
| EP2127795A2 (de) * | 2008-05-28 | 2009-12-02 | LFK-Lenkflugkörpersysteme GmbH | Ausbildung einer T-förmigen Schweissverbindung |
| EP2248624B1 (en) * | 2009-05-05 | 2014-01-01 | General Electric Company | Method of beam welding two members using vented shims ; corresponding beam welder and vented shims |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3056195A (en) * | 1959-06-04 | 1962-10-02 | Western Gold And Platinum Comp | Method of brazing |
| US3032870A (en) * | 1959-06-18 | 1962-05-08 | North American Aviation Inc | Brazed joint and fabrication method |
| US3427707A (en) * | 1965-12-16 | 1969-02-18 | Connecticut Research & Mfg Cor | Method of joining a pipe and fitting |
| US4801066A (en) * | 1988-04-01 | 1989-01-31 | Gte Products Corporation | Slotted brazing alloy strip |
| US6489583B1 (en) * | 2000-08-11 | 2002-12-03 | General Electric Company | Shimmed electron beam welding process |
| US20080164301A1 (en) * | 2007-01-10 | 2008-07-10 | General Electric Company | High temperature laser welding |
-
2009
- 2009-05-05 US US12/435,430 patent/US20100282719A1/en not_active Abandoned
-
2010
- 2010-04-28 JP JP2010102872A patent/JP5615028B2/ja not_active Expired - Fee Related
- 2010-04-30 EP EP10161570.6A patent/EP2248624B1/en not_active Not-in-force
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6487090A (en) * | 1987-09-30 | 1989-03-31 | Toyo Seikan Kaisha Ltd | Butt welding method by laser beam |
| JPH08215871A (ja) * | 1995-02-15 | 1996-08-27 | Kawasaki Steel Corp | 高炭素鋼鋼帯のレーザ溶接方法 |
| JPH10277638A (ja) * | 1997-04-02 | 1998-10-20 | Nippon Steel Corp | 鋼管の溶接方法および溶接用鋼管 |
| JPH1119791A (ja) * | 1997-07-01 | 1999-01-26 | Ishikawajima Harima Heavy Ind Co Ltd | 厚板材の接合方法 |
| US6060682A (en) * | 1997-11-13 | 2000-05-09 | Westbroek; Wido | Overlapping joint for laser welding of tailored blanks |
| JP2001246486A (ja) * | 2000-03-02 | 2001-09-11 | Kobe Steel Ltd | 継手の溶接方法 |
| JP2007007730A (ja) * | 2005-06-30 | 2007-01-18 | General Electric Co <Ge> | ガスタービンに適用される超合金を接合するためのシム利用レーザービーム溶接方法 |
| EP2127795A2 (de) * | 2008-05-28 | 2009-12-02 | LFK-Lenkflugkörpersysteme GmbH | Ausbildung einer T-förmigen Schweissverbindung |
| EP2248624B1 (en) * | 2009-05-05 | 2014-01-01 | General Electric Company | Method of beam welding two members using vented shims ; corresponding beam welder and vented shims |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5615028B2 (ja) | 2014-10-29 |
| EP2248624A1 (en) | 2010-11-10 |
| EP2248624B1 (en) | 2014-01-01 |
| US20100282719A1 (en) | 2010-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5615028B2 (ja) | ベント式シムビーム溶接プロセス | |
| EP2402107B1 (en) | Method of hybrid laser arc welding at least two workpieces with two laser beams | |
| JP5061836B2 (ja) | 羽根車の溶接方法及び羽根車 | |
| JP5873658B2 (ja) | ハイブリッドレーザアーク溶接プロセス及び装置 | |
| JP5496152B2 (ja) | T型継手のレーザ溶接とアーク溶接の複合溶接方法 | |
| CN107530830B (zh) | 激光焊接方法 | |
| CN110614435A (zh) | 激光焊接方法及焊接构造体 | |
| JPWO2015159514A1 (ja) | レーザ溶接方法 | |
| JP6607050B2 (ja) | レーザ・アークハイブリッド溶接方法 | |
| JP3854490B2 (ja) | 差厚材のレーザ溶接方法 | |
| JP5812527B2 (ja) | ホットワイヤレーザ溶接方法と装置 | |
| SE519782C2 (sv) | Förfarande för framställning av ett ihåligt blad avsett för en stator-eller rotorkomponent | |
| JP6620683B2 (ja) | 溶接方法 | |
| JP2011115836A (ja) | 金属メッキ板のレーザー溶接方法 | |
| JP2021007960A (ja) | 積層造形物の製造方法 | |
| CN114434009B (zh) | 接合体的制造方法 | |
| JP2005199287A (ja) | 溶接ビード構造及び溶接方法 | |
| JP2020015053A (ja) | 溶接方法、溶接装置、および溶接鋼板 | |
| JP2012228716A (ja) | レーザ溶接装置およびレーザ溶接方法 | |
| CN115803137A (zh) | 接合结构 | |
| JP2016091932A (ja) | 電流遮断装置、電流遮断装置の製造方法、および、二次電池 | |
| JP6684548B2 (ja) | チップ接合方法 | |
| JP5321158B2 (ja) | レーザクラッドバルブシート用シート材及びレーザクラッドバルブシート形成方法 | |
| JP2017170493A (ja) | 溶接加工部材の製造方法 | |
| JP4998633B1 (ja) | レーザ溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140812 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5615028 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |