JP2010279985A - スナップリング溝成形方法 - Google Patents
スナップリング溝成形方法 Download PDFInfo
- Publication number
- JP2010279985A JP2010279985A JP2009136516A JP2009136516A JP2010279985A JP 2010279985 A JP2010279985 A JP 2010279985A JP 2009136516 A JP2009136516 A JP 2009136516A JP 2009136516 A JP2009136516 A JP 2009136516A JP 2010279985 A JP2010279985 A JP 2010279985A
- Authority
- JP
- Japan
- Prior art keywords
- snap ring
- tooth
- ring groove
- peripheral wall
- tooth crest
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- General Details Of Gearings (AREA)
Abstract
【課題】成形対象であるクラッチ部品(クラッチドラム又はクラッチハブ)の歯形精度を安定化することが可能なスナップリング溝成形方法を提供する。
【解決手段】円筒状に形成され、かつ、径方向内向きに突出する歯山部14・14・・・及び径方向外向きに突出する歯底部15・15・・・から成る歯形が形成される周壁部13を有するクラッチドラム10に、スナップリングを嵌め込むスナップリング溝11・11・・・を成形するスナップリング溝成形方法であって、歯山部14・14・・・に予備孔14c・14c・・・を予め形成しておき、予備孔14c・14c・・・における周壁部13の周方向側の周縁部を周壁部13の径方向外向きに加圧することによりスナップリング溝11・11・・・を成形する。
【選択図】図5
【解決手段】円筒状に形成され、かつ、径方向内向きに突出する歯山部14・14・・・及び径方向外向きに突出する歯底部15・15・・・から成る歯形が形成される周壁部13を有するクラッチドラム10に、スナップリングを嵌め込むスナップリング溝11・11・・・を成形するスナップリング溝成形方法であって、歯山部14・14・・・に予備孔14c・14c・・・を予め形成しておき、予備孔14c・14c・・・における周壁部13の周方向側の周縁部を周壁部13の径方向外向きに加圧することによりスナップリング溝11・11・・・を成形する。
【選択図】図5
Description
本発明は、スナップリング溝成形方法に関し、詳細には、クラッチドラム又はクラッチハブにスナップリング溝を成形する方法に関する。
自動車の変速機(AT/CVT/HVトランスミッション)で使用される一般的なクラッチドラム又はクラッチハブは、円板形状の底壁部、及び底壁部の外周縁からほぼ直角に立ち上がる円筒形状の周壁部を有する。そして、周壁部においては、該周壁部の径方向内向きに突出する歯山部、及び径方向外向きに突出する歯底部が、周方向に交互に連なって歯形を成している。
歯山部の内周面には、スナップリングが嵌め込まれる溝であり、周壁部の周方向に延在するスナップリング溝が成形されている。
スナップリング溝は、例えば特許文献1に記載のスナップリング溝成形装置を用いて成形される。
歯山部の内周面には、スナップリングが嵌め込まれる溝であり、周壁部の周方向に延在するスナップリング溝が成形されている。
スナップリング溝は、例えば特許文献1に記載のスナップリング溝成形装置を用いて成形される。
特許文献1に記載のスナップリング溝成形装置を用いてスナップリング溝を成形する際には、歯山部の外周面にダイスを押し当て、歯山部の内周面にストリッパを押し当て、ダイス及びストリッパで歯山部を狭持した状態で、狭持した歯山部の内周面にパンチを押し込む。これにより、パンチの押圧力で歯山部の一部を外周側に凹ませて、底部が周壁部の周方向に繋がったスナップリング溝を成形する。
しかし、特許文献1に記載のスナップリング溝成形装置では、歯山部にパンチを押し込む際に過度の荷重がかかり、成形応力が高くなるため、歯山部が過度に塑性変形しやすい。従って、成形対象であるクラッチドラムの歯形精度が悪化しやすく、成形見込みを予測することが困難となり、クラッチドラムの歯形精度を安定化することが困難な点で不利である。
例えば、図7(a)及び図7(b)に示すように、前記歯山部に押し込むパンチとして歯山部100に当接する部分の形状が略平面形状のパンチ110を用いた場合、底部が周方向へ一直線状に繋がったスナップリング溝120が成形される。しかし、歯山部100は、パンチ110を押し込む際に過度に荷重を受けて、歯山部100の両側の面が外側に盛り上がるように変形する。従って、クラッチドラムの歯形精度を安定化することが困難であると共に、歯山部100の変形箇所がクラッチドラム内に収容するクラッチプレートと干渉してしまう。
そこで、図8(a)及び図8(b)に示すように、歯山部100が周方向に盛り上がることを抑制するために、歯山部100に当接する部分の形状が先端側から基端側へ向けて拡幅する突起形状のパンチ130を用いて、底部が湾曲状に繋がったスナップリング溝140を成形することが考えられる。この場合、歯山部100にパンチ130の突起部を押し込み始めた段階(初期段階)では歯山部100の両側の面が突起部に寄ってくるように内側に変形する(図8(a)参照)。そして、突起部を歯山部100にある程度押し込んだ段階(終期段階)では、歯山部100が突起部の形状に沿うように押し広げられて、歯山部100の両側の面が外側に変形する(図8(b)参照)。つまり、スナップリング溝140の成形初期では歯山部100の両側の面が内側に変形するが、成形終期では逆に歯山部100の両側の面が外側に変形してパンチ130の押し込み前の形状に戻ることで、パンチ110を用いた場合に発生するような歯山部100の外側への変形(図7(b)参照)を抑えることが可能となっている。
しかし、前述のような突起形状のパンチ130を用いたとしてもパンチ130を押し込む際に歯山部100にかかる荷重が低減するものではなく、歯山部100が当該荷重により特に前記初期段階にて過度に内側に変形してしまう。従って、クラッチドラムの歯形精度を安定化することが困難である。
そこで、図8(a)及び図8(b)に示すように、歯山部100が周方向に盛り上がることを抑制するために、歯山部100に当接する部分の形状が先端側から基端側へ向けて拡幅する突起形状のパンチ130を用いて、底部が湾曲状に繋がったスナップリング溝140を成形することが考えられる。この場合、歯山部100にパンチ130の突起部を押し込み始めた段階(初期段階)では歯山部100の両側の面が突起部に寄ってくるように内側に変形する(図8(a)参照)。そして、突起部を歯山部100にある程度押し込んだ段階(終期段階)では、歯山部100が突起部の形状に沿うように押し広げられて、歯山部100の両側の面が外側に変形する(図8(b)参照)。つまり、スナップリング溝140の成形初期では歯山部100の両側の面が内側に変形するが、成形終期では逆に歯山部100の両側の面が外側に変形してパンチ130の押し込み前の形状に戻ることで、パンチ110を用いた場合に発生するような歯山部100の外側への変形(図7(b)参照)を抑えることが可能となっている。
しかし、前述のような突起形状のパンチ130を用いたとしてもパンチ130を押し込む際に歯山部100にかかる荷重が低減するものではなく、歯山部100が当該荷重により特に前記初期段階にて過度に内側に変形してしまう。従って、クラッチドラムの歯形精度を安定化することが困難である。
本発明は、成形対象であるクラッチ部品(クラッチドラム又はクラッチハブ)の歯形精度を安定化することが可能なスナップリング溝成形方法を提供する。
請求項1に記載のスナップリング溝成形方法は、円筒状に形成され、かつ、径方向内向きに突出する歯山部及び径方向外向きに突出する歯底部から成る歯形が形成される周壁部を有するクラッチドラムに、スナップリングを嵌め込むスナップリング溝を成形するスナップリング溝成形方法であって、前記歯山部に予備孔を予め形成しておき、前記予備孔における前記周壁部の周方向側の周縁部を前記周壁部の径方向外向きに加圧することによりスナップリング溝を成形する。
本発明によれば、成形対象であるクラッチ部品(クラッチドラム又はクラッチハブ)の歯形精度を安定化することが可能である。
以下に、本発明に係るスナップリング溝成形方法の実施の一形態について、図面を参照して説明する。
本実施形態におけるスナップリング溝成形方法は、自動車の変速機(AT/CVT/HVトランスミッション)で使用されるクラッチドラム10に、スナップリングが嵌め込まれる溝であるスナップリング溝11・11・・・を成形する方法である。
スナップリングは、クラッチドラム10内にクラッチプレートを収容する際に用いるリング状の部材であり、スナップリング溝11・11・・・に係合するように嵌め込むことによってクラッチプレートの脱落を防止するための部材である。
本実施形態におけるスナップリング溝成形方法は、自動車の変速機(AT/CVT/HVトランスミッション)で使用されるクラッチドラム10に、スナップリングが嵌め込まれる溝であるスナップリング溝11・11・・・を成形する方法である。
スナップリングは、クラッチドラム10内にクラッチプレートを収容する際に用いるリング状の部材であり、スナップリング溝11・11・・・に係合するように嵌め込むことによってクラッチプレートの脱落を防止するための部材である。
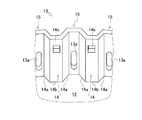
図1及び図2に示すように、クラッチドラム10は、有底円筒状の部材であり、中空円板形状の底壁部12、及び底壁部12の外周縁からほぼ直角に立ち上がる円筒形状の周壁部13を有する。底壁部12及び周壁部13の所定箇所には、それぞれクラッチドラム10の油路となる孔12a・12a・・・、孔13a・13a・・・が形成されている。
周壁部13には、歯形(内歯スプライン)が形成されている。詳細には、周壁部13には、周壁部13の径方向内向きに方形状に突出する歯山部14・14・・・、及び径方向外向きに方形状に突出する歯底部15・15・・・が連続的に形成されている。つまり、各歯山部14及び各歯底部15は、周壁部13の周方向に、歯山部14→歯底部15→歯山部14→歯底部15→・・・の順に交互に連なって前記歯形を成している。
図2に示すように、歯山部14は、径方向内向きに突出する側部14a・14a、及び側部14a・14aの先端同士を繋ぐ端部14bによって方形状(台形状)を成している。
図2に示すように、歯山部14は、径方向内向きに突出する側部14a・14a、及び側部14a・14aの先端同士を繋ぐ端部14bによって方形状(台形状)を成している。
周壁部13内(周壁部13の内周面で囲まれる空間)には、略円板状のクラッチプレート(不図示)が収納される。前記クラッチプレートの外周面は周壁部13の内周面に応じた形状を有する。つまり、クラッチプレートは周壁部13の歯形に係合し、これによりクラッチプレートの周方向の動きが規制される。
各歯山部14の内周面には、スナップリングに応じた形状を有するスナップリング溝11が成形される(図5(b)参照)。スナップリング溝11は、歯山部14の内周面から径方向外側に向けて陥没するように設けられ、周壁部13の開口近傍に配置される。
周壁部13内にクラッチプレートが収容された状態で、スナップリング溝11にスナップリングが嵌め込まれると、スナップリングがクラッチプレートのストッパとして作用し、当該クラッチプレートが周壁部13の軸方向に移動して、周壁部13の開口から脱落することを防止する。
以下では、スナップリング溝11を成形する手順について図3を用いて説明する。なお、以下の(1)〜(5)の順序でスナップリング溝11がプレス成形される。
(1)複合転造工程にてクラッチドラム10に前記歯形が形成される(S10)。なお、この転造工程は、公知の転造装置等を用いて行われる。
(2)トリミング工程にて前記歯形の端面が切り揃えられ、前記歯形の形状が整えられる(S20)。
(3)第一孔開け工程にてクラッチドラム10の底壁部12に油路となる孔12a・12a・・・が形成される(S30、図1参照)。孔12a・12a・・・は、クラッチドラム10の軸方向に向けて貫通する。
(4)第二孔開け工程にて周壁部13の歯底部15・15・・・にも油路となる孔13a・13a・・・が形成される(S40、図2参照)。孔13a・13a・・・は、クラッチドラム10の径方向に向けて貫通する。
これと同時に、孔13a・13a・・・と同一方向(径方向)に向けて貫通する孔として、各歯山部14に予備孔14cが形成される(図2参照)。
予備孔14cは、スナップリング溝11の成形を予定している位置、つまり歯山部14の端部14bにおける所定位置に、プレス加工の予備加工孔として形成される。
また、予備孔14cは四角形状に形成され、一組の対向する二辺が周壁部13の周方向に直交するように配置されている。
これと同時に、孔13a・13a・・・と同一方向(径方向)に向けて貫通する孔として、各歯山部14に予備孔14cが形成される(図2参照)。
予備孔14cは、スナップリング溝11の成形を予定している位置、つまり歯山部14の端部14bにおける所定位置に、プレス加工の予備加工孔として形成される。
また、予備孔14cは四角形状に形成され、一組の対向する二辺が周壁部13の周方向に直交するように配置されている。
(5)スナップリング溝成形工程にて、予備孔14c・14c・・・に対してプレス加工を施すことによってスナップリング溝11・11・・・が成形される(S50)。
スナップリング溝成形工程では、パンチ16とダイス17とを含む成形型を用いて歯山部14・14・・・の予備孔14c・14c・・・に対してプレス成形を施す。
スナップリング溝成形工程では、パンチ16とダイス17とを含む成形型を用いて歯山部14・14・・・の予備孔14c・14c・・・に対してプレス成形を施す。
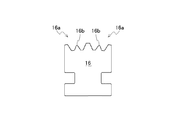
図4に示すように、パンチ16の端部(成形面)には前記歯形(歯山部14)の内周面に対応する形状(相似する形状)の係合部16aが形成される。つまり、係合部16aは、プレス時に前記歯形の内周面に係合可能に構成されている。
係合部16aの中央部には、突起形状に形成されると共に先端部が先細りする(先端側から基端側へ向けて拡幅する)突起部16bが形成されている。突起部16bは、係合部16aを前記歯形(歯山部14)の内周面に係合させた状態で、歯山部14の予備孔14cに対向する位置に形成されている(図5及び図6参照)。
突起部16bの形態は、スナップリング溝11の形態に応じて適宜設定されている。本実施形態では、図5(a)に示すように、突起部16b基端部の周方向の長さは、予備孔14cの周方向の長さよりも大きく設定されており、突起部16bの径方向の長さ(基端部からの突出長)は、スナップリング溝11の成形深さ等に応じて設定されている。また、図6(a)に示すように、突起部16bの軸方向の長さは、予備孔14cの軸方向の長さと略同一又はそれよりも若干小さい長さに設定されている。
係合部16aの中央部には、突起形状に形成されると共に先端部が先細りする(先端側から基端側へ向けて拡幅する)突起部16bが形成されている。突起部16bは、係合部16aを前記歯形(歯山部14)の内周面に係合させた状態で、歯山部14の予備孔14cに対向する位置に形成されている(図5及び図6参照)。
突起部16bの形態は、スナップリング溝11の形態に応じて適宜設定されている。本実施形態では、図5(a)に示すように、突起部16b基端部の周方向の長さは、予備孔14cの周方向の長さよりも大きく設定されており、突起部16bの径方向の長さ(基端部からの突出長)は、スナップリング溝11の成形深さ等に応じて設定されている。また、図6(a)に示すように、突起部16bの軸方向の長さは、予備孔14cの軸方向の長さと略同一又はそれよりも若干小さい長さに設定されている。
これにより、係合部16aを前記歯形(歯山部14)の内周面に係合させるように端部14bに押し当てると、突起部16bが予備孔14cに押し込まれ、端部14bがプレスされ、スナップリング溝11が成形される(図5及び図6参照)。
なお、パンチ16には二つの突起部16b・16bが形成されており、突起部16b・16bは互いに周方向に所定間隔(隣り合う歯山部14・14同士の間隔と同一間隔)を開けて配置されている。そして、係合部16aを前記歯形の内周面に押し当てることで、隣り合う歯山部14・14の端部14b・14bに対して、同時に突起部16b・16bをそれぞれ押し込むことが可能に構成されている。つまり、パンチ16は、同時に二箇所のスナップリング溝11・11の成形が可能な構成である。
なお、パンチ16には二つの突起部16b・16bが形成されており、突起部16b・16bは互いに周方向に所定間隔(隣り合う歯山部14・14同士の間隔と同一間隔)を開けて配置されている。そして、係合部16aを前記歯形の内周面に押し当てることで、隣り合う歯山部14・14の端部14b・14bに対して、同時に突起部16b・16bをそれぞれ押し込むことが可能に構成されている。つまり、パンチ16は、同時に二箇所のスナップリング溝11・11の成形が可能な構成である。
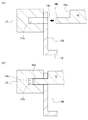
図5及び図6に示すように、ダイス17の端部(成形面)は前記歯形の外周面に対応する形状に形成されており、ダイス17はプレス時に前記歯形の外周部に配置され、前記歯形の外周面に係合可能に構成されている。
つまり、パンチ16とダイス17とを含む成形型においては、プレス時に、パンチ16とダイス17とによって歯山部14を挟持しつつ、突起部16bによって予備孔14cに対してプレス成形を施す構成である。
また、前記歯形の外周面に係合されるダイス17の端部には、外周側へ凹んだ形状の凹部17aが形成されている。より詳細には、凹部17aは、歯山部14の外周側に配置されており、パンチ16とダイス17とによって歯山部14を挟持する際に、歯山部14の外側(プレス方向)に所定の空間を形成するように設けられている。つまり、凹部17aは、突起部16bによるプレス成形時に、端部14bにおける予備孔14cの周囲が外側に塑性変形する際の材料の逃げ場となっている。
つまり、パンチ16とダイス17とを含む成形型においては、プレス時に、パンチ16とダイス17とによって歯山部14を挟持しつつ、突起部16bによって予備孔14cに対してプレス成形を施す構成である。
また、前記歯形の外周面に係合されるダイス17の端部には、外周側へ凹んだ形状の凹部17aが形成されている。より詳細には、凹部17aは、歯山部14の外周側に配置されており、パンチ16とダイス17とによって歯山部14を挟持する際に、歯山部14の外側(プレス方向)に所定の空間を形成するように設けられている。つまり、凹部17aは、突起部16bによるプレス成形時に、端部14bにおける予備孔14cの周囲が外側に塑性変形する際の材料の逃げ場となっている。
スナップリング溝11は、上述のように構成されるパンチ16とダイス17とを用いて、成形される。すなわち、パンチ16とダイス17とが、歯山部14を間に挟んだ位置、かつ突起部16bと予備孔14cとが対向する位置に配置された状態で、突起部16bを凹部17aに向かって移動させ、突起部16bで歯山部14の一部(予備孔14cの周囲)を加圧して、凹部17a内に押し込むことにより成形される。
なお、ダイス17の端部(成形面)は、パンチ16の成形面に応じた形状を有しており、二つの凹部17a・17aが互いに周方向に所定間隔(隣り合う歯山部14・14同士の間隔と同一間隔)を開けて形成されており(不図示)、一対の凹部17a・17aと突起部16b・16bとが互いに対向して配置可能に構成されている。
なお、ダイス17の端部(成形面)は、パンチ16の成形面に応じた形状を有しており、二つの凹部17a・17aが互いに周方向に所定間隔(隣り合う歯山部14・14同士の間隔と同一間隔)を開けて形成されており(不図示)、一対の凹部17a・17aと突起部16b・16bとが互いに対向して配置可能に構成されている。
そして、歯山部14の外周面にダイス17の端部が係合され、さらに歯山部14の内周面にパンチ16の係合部16aが係合される。これにより、パンチ16の突起部16bが歯山部14(予備孔14c)に向かって押し込まれ、歯山部14(端部14b)における予備孔14cの周方向側の周縁部を径方向外向きに加圧する。これにより、前記周縁部が突起部16bの押圧力でせん断され、凹部17a内に押し込まれる。つまり、前記周縁部が突起部16bの押圧力で、径方向外向きに曲がるように塑性変形する。その結果、歯山部14に周方向にスナップリング溝11が成形される。歯山部14に成形されたスナップリング溝11は、底部が予備孔14cの形成箇所で二つに分断された形状になる。
以上のように、歯山部14における予備孔14cの周方向側の周縁部をせん断し、底部が予備孔14cにより分断されたスナップリング溝11を成形するので、従来の図7(b)及び図8(b)に示すような底部が繋がった形状のスナップリング溝120・140を成形する場合に比べて、せん断面積が減少し、歯山部14にパンチ16を押し込むときに歯山部14にかかる荷重を減少(約30%減少)させることができる。これにより、歯山部14の変形を抑制でき、クラッチドラム10の歯形精度を安定化することが可能である。
また、従来技術では、図8に示すように歯山部100にパンチ130の突起部を押し込むとき、歯山部100、つまりコ字状のものを曲げることになるので、歯山部100がパンチ130の突起部に寄ってくるように内側に変形し、突起部を過度の力で押しつけることになる。これにより、突起部が割れやすくなり、突起部の型寿命が悪化する。
これに対して、本実施形態は、突起部16bを押し込む前に、歯山部14(端部14b)に予め予備孔14cを形成して、歯山部14の一部を開放しておくので、歯山部14に突起部16bの突起部を押し込むときに、歯山部14が突起部16bを押しつける力の大きさが低減する。これにより、突起部16bの型寿命を伸ばすことが可能である。
これに対して、本実施形態は、突起部16bを押し込む前に、歯山部14(端部14b)に予め予備孔14cを形成して、歯山部14の一部を開放しておくので、歯山部14に突起部16bの突起部を押し込むときに、歯山部14が突起部16bを押しつける力の大きさが低減する。これにより、突起部16bの型寿命を伸ばすことが可能である。
10 クラッチドラム
11 スナップリング溝
12 底壁部
13 周壁部
14 歯山部
14c 予備孔
15 歯底部
16 パンチ
16b 突起部
17 ダイス
11 スナップリング溝
12 底壁部
13 周壁部
14 歯山部
14c 予備孔
15 歯底部
16 パンチ
16b 突起部
17 ダイス
Claims (1)
- 円筒状に形成され、かつ、径方向内向きに突出する歯山部及び径方向外向きに突出する歯底部から成る歯形が形成される周壁部を有するクラッチドラムに、スナップリングを嵌め込むスナップリング溝を成形するスナップリング溝成形方法であって、
前記歯山部に予備孔を予め形成しておき、
前記予備孔における前記周壁部の周方向側の周縁部を前記周壁部の径方向外向きに加圧することによりスナップリング溝を成形するスナップリング溝成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009136516A JP2010279985A (ja) | 2009-06-05 | 2009-06-05 | スナップリング溝成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009136516A JP2010279985A (ja) | 2009-06-05 | 2009-06-05 | スナップリング溝成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010279985A true JP2010279985A (ja) | 2010-12-16 |
Family
ID=43537222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009136516A Pending JP2010279985A (ja) | 2009-06-05 | 2009-06-05 | スナップリング溝成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010279985A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014147961A (ja) * | 2013-02-01 | 2014-08-21 | Mazda Motor Corp | 金属製ワークの加工方法 |
-
2009
- 2009-06-05 JP JP2009136516A patent/JP2010279985A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014147961A (ja) * | 2013-02-01 | 2014-08-21 | Mazda Motor Corp | 金属製ワークの加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2666561B1 (en) | Method for producing tooth profile component, and device for producing tooth profile component | |
| JPWO2015190580A1 (ja) | 軸受装置及び軸受装置の製造方法 | |
| JP2010279985A (ja) | スナップリング溝成形方法 | |
| JP6536584B2 (ja) | 軸受装置及び軸受装置の製造方法 | |
| JP4234366B2 (ja) | スプライン付きボス部を有するクラッチギヤの製造方法 | |
| EP1607656B1 (en) | Chain | |
| JP5987714B2 (ja) | 金属製ワークの加工方法 | |
| JP2012183555A (ja) | ボス成形方法、成形体、及び、内径スプライン歯成形装置 | |
| CN202137323U (zh) | 自铆冲头 | |
| US8701853B2 (en) | Lance-and-form splines with formed housing lip snap ring retention | |
| JP6148652B2 (ja) | ブレーキマスタシリンダのバネ保持器およびその組み込み方法 | |
| JP5558270B2 (ja) | インサート金具及びその製造方法 | |
| US20100092265A1 (en) | Sheet metal structure, and method of making a sheet metal structure | |
| JPH08132169A (ja) | 欠歯領域を備えた歯状突条をもつ金属成形品の成形方法 | |
| CN114810772B (zh) | 自冲压功能元件、部件组件以及制造部件组件的方法 | |
| JPH07136721A (ja) | キャリヤの製造方法 | |
| JP5582769B2 (ja) | 環状部品の製造方法 | |
| JP2007289989A (ja) | 増肉した曲げ部を有する物品の製造方法及びその製造装置 | |
| JP4936148B2 (ja) | インサート金具及びその製造方法 | |
| JP2005321027A (ja) | ころ軸受用保持器およびその製造方法 | |
| JP2007040449A (ja) | ころ軸受の保持器、ころ軸受およびころ軸受の製造方法 | |
| JP2008019985A (ja) | 軸受抜け止め構造 | |
| JP5821990B2 (ja) | ボールねじ用ナットの製造方法 | |
| JP2007216273A (ja) | かしめ装置 | |
| JP5644687B2 (ja) | 無端金属ベルトのエレメントの製造方法 |