JP2010286437A - 製品検査装置および製品検査方法 - Google Patents
製品検査装置および製品検査方法 Download PDFInfo
- Publication number
- JP2010286437A JP2010286437A JP2009142176A JP2009142176A JP2010286437A JP 2010286437 A JP2010286437 A JP 2010286437A JP 2009142176 A JP2009142176 A JP 2009142176A JP 2009142176 A JP2009142176 A JP 2009142176A JP 2010286437 A JP2010286437 A JP 2010286437A
- Authority
- JP
- Japan
- Prior art keywords
- signal
- frequency
- envelope waveform
- sound
- attenuation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
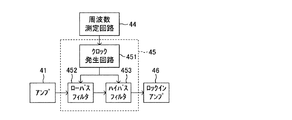
【解決手段】 打撃アーム13を回動させて検査対象物OBを叩いて打音を発生させ、打音が発生している初期において、周波数測定回路44により打音の周波数を測定し、測定された周波数を中心周波数としたバンドパスフィルタ45の通過帯域を設定する。そして、フィルタ処理された打音信号からロックインアンプ46によりエンベロープ波形信号を生成し、エンベロープ波形信号の電圧値を積分回路49により所定時間積分する。この積分値は、打音の減衰度合いを表す値に相当し、電圧計50により測定される。電圧測定値が基準値未満であれば、検査対象物OBにクラックが発生していると判定する。
【選択図】 図1
Description
Claims (8)
- 製品に打撃を与えることで製品から打音を発生させ、前記打音の減衰度合いから製品の良否を判定する製品検査装置において、
前記製品から発生した打音を電気信号に変換する電気信号変換手段と、
通過帯域が可変設定可能であり、前記電気信号変換手段により打音から変換された電気信号を入力し、通過帯域内の周波数の電気信号を出力するバンドパスフィルタと、
前記電気信号変換手段により打音から変換された電気信号の周波数を、前記打音が発生している初期において測定する周波数測定手段と、
前記周波数測定手段により測定された周波数に基づいて、前記打音が発生している期間内に前記バンドパスフィルタの通過帯域を設定するフィルタ特性設定手段と、
前記フィルタ特性設定手段により前記バンドパスフィルタの通過帯域が設定された後に、前記バンドパスフィルタが出力する電気信号の減衰度合いを測定する減衰度合測定手段と
を備えたことを特徴とする製品検査装置。 - 前記バンドパスフィルタは、クロック信号の周波数に基づいて通過帯域が設定されるスイッチトキャパシタフィルタであり、
前記フィルタ特性設定手段は、前記周波数測定手段により測定された周波数に応じて前記スイッチトキャパシタフィルタのクロック信号の周波数を設定することを特徴とする請求項1記載の製品検査装置。 - 前記減衰度合測定手段は、
前記バンドパスフィルタが出力する電気信号から、信号出力の時間変化が打音の減衰カーブとなるエンベロープ波形信号を生成するエンベロープ波形信号生成手段と、
前記エンベロープ波形信号生成手段により生成されたエンベロープ波形信号の大きさを予め設定された設定期間のあいだ積分して、その積分値を前記減衰度合いを表す値として出力する積分手段と
を備えたことを特徴とする請求項1または2記載の製品検査装置。 - 前記減衰度合測定手段は、
前記バンドパスフィルタが出力する電気信号から、信号出力の時間変化が打音の減衰カーブとなるエンベロープ波形信号を生成するエンベロープ波形信号生成手段と、
前記エンベロープ波形信号生成手段により生成されたエンベロープ波形信号の大きさを予め設定された第1設定期間のあいだ積分して、その積分値を出力する第1積分手段と、
前記エンベロープ波形信号生成手段により生成されたエンベロープ波形信号の大きさを予め設定された第2設定期間のあいだ積分して、その積分値を出力する第2積分手段と、
前記第1積分手段により出力された積分値と、前記第2積分手段により出力された積分値との比を前記減衰度合いを表す値として出力する積分値比算出手段と
を備えたことを特徴とする請求項1または2記載の製品検査装置。 - 製品に打撃を与えることで製品から打音を発生させ、前記打音の減衰度合いから製品の良否を判定する製品検査方法において、
前記製品から発生した打音を電気信号に変換する電気信号変換ステップと、
前記電気信号変換ステップにより打音から変換された電気信号の周波数を、前記打音が発生している初期において測定する周波数測定ステップと、
前記周波数測定ステップにより測定された周波数に基づいて、前記打音が発生している期間内にバンドパスフィルタの通過帯域を設定するフィルタ特性設定ステップと、
前記電気信号変換ステップにより打音から変換された電気信号を、前記フィルタ特性設定ステップにより通過帯域が設定されたバンドパスフィルタに入力し、前記設定された通過帯域内の周波数の電気信号を出力するバンドパスフィルタリングステップと、
前記バンドパスフィルタが出力する電気信号の減衰度合いを測定する減衰度合測定ステップと
を含むことを特徴とする製品検査方法。 - 前記バンドパスフィルタは、クロック信号の周波数に基づいて通過帯域が設定されるスイッチトキャパシタフィルタであり、
前記フィルタ特性設定ステップは、前記周波数測定ステップにより測定された周波数に応じて前記スイッチトキャパシタフィルタのクロック信号の周波数を設定することを特徴とする請求項5記載の製品検査方法。 - 前記減衰度合測定ステップは、
前記バンドパスフィルタが出力する電気信号から、信号出力の時間変化が打音の減衰カーブとなるエンベロープ波形信号を生成するエンベロープ波形信号生成ステップと、
前記エンベロープ波形信号生成ステップにより生成されたエンベロープ波形信号の大きさを予め設定された設定期間のあいだ積分して、その積分値を前記減衰度合いを表す値として出力する積分ステップと
を含むことを特徴とする請求項5または6記載の製品検査方法。 - 前記減衰度合測定ステップは、
前記バンドパスフィルタが出力する電気信号から、信号出力の時間変化が打音の減衰カーブとなるエンベロープ波形信号を生成するエンベロープ波形信号生成ステップと、
前記エンベロープ波形信号生成ステップ手段により生成されたエンベロープ波形信号の大きさを予め設定された第1設定期間のあいだ積分して、その積分値を出力する第1積分ステップと、
前記エンベロープ波形信号生成ステップにより生成されたエンベロープ波形信号の大きさを予め設定された第2設定期間のあいだ積分して、その積分値を出力する第2積分ステップと、
前記第1積分ステップにより出力された積分値と、前記第2積分ステップにより出力された積分値との比を前記減衰度合いを表す値として出力する積分値比算出ステップと
を含むことを特徴とする請求項5または6記載の製品検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009142176A JP5305023B2 (ja) | 2009-06-15 | 2009-06-15 | 製品検査装置および製品検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009142176A JP5305023B2 (ja) | 2009-06-15 | 2009-06-15 | 製品検査装置および製品検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010286437A true JP2010286437A (ja) | 2010-12-24 |
| JP5305023B2 JP5305023B2 (ja) | 2013-10-02 |
Family
ID=43542230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009142176A Expired - Fee Related JP5305023B2 (ja) | 2009-06-15 | 2009-06-15 | 製品検査装置および製品検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5305023B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020003240A (ja) * | 2018-06-26 | 2020-01-09 | 三菱重工業株式会社 | 検査対象物の検査装置及び検査方法 |
| CN117665110A (zh) * | 2024-01-29 | 2024-03-08 | 中国林业科学研究院木材工业研究所 | 一种人造板及饰面人造板质量离线无损检测方法和装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110520724A (zh) * | 2017-03-02 | 2019-11-29 | 日立化成株式会社 | 敲击声检查装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54102188A (en) * | 1978-01-30 | 1979-08-11 | Chunichi Denshi Kogyosha | Defective and nonndefective discriminating method of product and its device |
| JPH10293053A (ja) * | 1997-04-17 | 1998-11-04 | Fuji Electric Co Ltd | 振動型測定器 |
| WO2000013008A1 (fr) * | 1998-09-01 | 2000-03-09 | Mitsubishi Denki Kabushiki Kaisha | Appareil permettant d'effectuer des tests sans causer de dommages |
| JP2003043021A (ja) * | 2001-07-31 | 2003-02-13 | Railway Technical Res Inst | コンクリート打音検査方法、及びコンクリート打音検査装置 |
| JP2003057217A (ja) * | 2001-08-21 | 2003-02-26 | Taisei Corp | コンクリートの健全度評価方法及びその装置 |
| JP2004245633A (ja) * | 2003-02-12 | 2004-09-02 | Honda Motor Co Ltd | 圧入不良検出方法 |
-
2009
- 2009-06-15 JP JP2009142176A patent/JP5305023B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54102188A (en) * | 1978-01-30 | 1979-08-11 | Chunichi Denshi Kogyosha | Defective and nonndefective discriminating method of product and its device |
| JPH10293053A (ja) * | 1997-04-17 | 1998-11-04 | Fuji Electric Co Ltd | 振動型測定器 |
| WO2000013008A1 (fr) * | 1998-09-01 | 2000-03-09 | Mitsubishi Denki Kabushiki Kaisha | Appareil permettant d'effectuer des tests sans causer de dommages |
| JP2003043021A (ja) * | 2001-07-31 | 2003-02-13 | Railway Technical Res Inst | コンクリート打音検査方法、及びコンクリート打音検査装置 |
| JP2003057217A (ja) * | 2001-08-21 | 2003-02-26 | Taisei Corp | コンクリートの健全度評価方法及びその装置 |
| JP2004245633A (ja) * | 2003-02-12 | 2004-09-02 | Honda Motor Co Ltd | 圧入不良検出方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020003240A (ja) * | 2018-06-26 | 2020-01-09 | 三菱重工業株式会社 | 検査対象物の検査装置及び検査方法 |
| US11579059B2 (en) | 2018-06-26 | 2023-02-14 | Mitsubishi Heavy Industries, Ltd. | Inspection apparatus and inspection method for inspection target |
| CN117665110A (zh) * | 2024-01-29 | 2024-03-08 | 中国林业科学研究院木材工业研究所 | 一种人造板及饰面人造板质量离线无损检测方法和装置 |
| CN117665110B (zh) * | 2024-01-29 | 2024-04-02 | 中国林业科学研究院木材工业研究所 | 一种人造板及饰面人造板质量离线无损检测方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5305023B2 (ja) | 2013-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3813580B2 (ja) | 構造物検査装置 | |
| JP5305023B2 (ja) | 製品検査装置および製品検査方法 | |
| CN105738807B (zh) | 一种高速动压陀螺电机触地转速测试系统 | |
| CN105527339A (zh) | 基于复合式u型脉冲电磁传感器的无损检测方法 | |
| CN106989702A (zh) | 脉冲激发式电磁超声检测仪 | |
| CN204330124U (zh) | 振动检测装置 | |
| JP7009809B2 (ja) | 接地線電流法による部分放電検出装置及び部分放電検出方法 | |
| TW200413734A (en) | Testing a device | |
| JP7370921B2 (ja) | 部分放電測定器及び部分放電測定方法 | |
| EP3144640B1 (en) | Sensor arrangement and method for operation of a sensor | |
| RU2176396C1 (ru) | Способ дистанционного периодического контроля коэффициента преобразования пьезоэлектрического акселерометра | |
| RU2098777C1 (ru) | Микропроцессорный виброметр | |
| JP2003161741A (ja) | 電子部品の衝撃荷重測定方法およびその測定装置 | |
| JP2010181178A (ja) | 弾性表面波センサ及びそれを備えた被測定物特性測定装置 | |
| JPH07151820A (ja) | 耐圧試験装置 | |
| JP2007086064A (ja) | 粒子検出装置及び粒子検出方法 | |
| JP2010266299A (ja) | スポット溶接検査装置およびスポット溶接検査方法 | |
| JP4980044B2 (ja) | 抵抗計 | |
| JPS58151556A (ja) | 超音波欠陥検出装置の信号分析装置 | |
| JP2004037287A (ja) | 打撃検査装置 | |
| JP2003329655A (ja) | 損傷検査装置 | |
| RU2717747C1 (ru) | Устройство измерения контактной разности потенциалов металлических деталей авиационной техники | |
| JPS58223744A (ja) | 異物検出装置 | |
| JPWO2008123282A1 (ja) | ノイズイミュニティ評価装置 | |
| RU1832192C (ru) | Устройство дл вихретоковой дефектоскопии вращающихс объектов |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130529 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130611 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5305023 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |