JP2011122201A - ハースロール - Google Patents
ハースロール Download PDFInfo
- Publication number
- JP2011122201A JP2011122201A JP2009280242A JP2009280242A JP2011122201A JP 2011122201 A JP2011122201 A JP 2011122201A JP 2009280242 A JP2009280242 A JP 2009280242A JP 2009280242 A JP2009280242 A JP 2009280242A JP 2011122201 A JP2011122201 A JP 2011122201A
- Authority
- JP
- Japan
- Prior art keywords
- zirconia
- manganese
- mass
- roll
- mno
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
【解決手段】主成分である安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末に対し、添加剤である酸化マンガンを二酸化マンガンMnO2換算で10.1質量%〜25質量%含有する混合/複合材を溶射することにより、ロール周面にジルコニア系セラミックス皮膜を形成した。
【選択図】図2
Description
そして、ハースロールの周面が摩耗したり当該周面にピックアップに伴う凹凸が発生したりすると、ハースロールで鋼板が搬送されている間に、鋼板の表面に疵が付いて品質低下の原因になるため、これを防止する必要がある。
次に、請求項3に記載した発明は、請求項1又は請求項2に記載した構成に対し、上記混合/複合材は、安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末と添加剤である酸化マンガン粉末とを、機械的混合、造粒、造粒焼結、電融粉砕、造粒プラズマ緻密化のいずれかの方法を使用して作成したものであることを特徴とするものである。
主成分である安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末に対し、二酸化マンガンMnO2換算で10.1質量%〜25質量%の酸化マンガンを添加剤として添加して混合/複合材を作成する。
例えば、安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末と添加剤である酸化マンガン粉末とを、機械的混合、造粒、造粒焼結、電融粉砕、造粒プラズマ緻密化のいずれかの方法で混合等を実施して、混合/複合材とする。
上記添加剤としての酸化マンガンは、二酸化マンガンMnO2だけから構成されていても良い。または二酸化マンガンMnO2を主成分とし、これに一酸化マンガンMnO、四三酸化マンガンMn3O4、三二酸化マンガンMn2O3の少なくとも一つを含有させた酸化マンガンを、添加剤としての酸化マンガンとする。
本実施形態のハースロールでは、合金元素として多量のマンガン(Mn)を含有する高張力鋼板を搬送する場合に、鋼板からロール表面に付着したMnが表面の皮膜内部へ拡散するのを抑制することができる。この結果、皮膜に含まれる安定化剤の濃度が保持されて、皮膜を構成するジルコニアが立方晶、正方晶から単斜晶へ変態し難くなるため、皮膜の破壊が防止される。すなわち、本実施形態のハースロールによれば、合金元素として多量のマンガン(Mn)を含有する高張力鋼板を搬送する場合であっても、ロール周面に形成されたジルコニア溶射皮膜が剥離破壊され難い。この結果、ハースロールの寿命を長くすることができる。
50mm×50mm×厚さ10mmのSUS304鋼からなる板を基材とし、その表面に中間層として、厚さ100μmのCoCrAlY合金からなる層を溶射により形成した。 その上に、混合/複合粉末を溶射することで、厚さ150μmの二酸化マンガン含有ジルコニア皮膜を形成した。混合/複合粉末として、下記のように設定して、サンプルNo.1〜7を作成した。
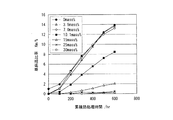
次に、得られたジルコニア皮膜がMnと反応して変態が生じるかどうか調べるために、各ジルコニア皮膜の上にMnO粉末を載せて、窒素雰囲気中で950℃の温度で100時間保持する試験を1サイクルとし、それを6サイクル実施する試験を行った。ここで、MnO粉末を用いたのは、実機において鋼板表面に濃化してくるMn成分がMnOの形態を取っているからである。このとき各試験サイクルの前後で皮膜の相構造をX線回折で調べ、正方晶系のジルコニア皮膜の単斜晶への変態進行度合い(単斜晶比率:Xm)を、下記の(1)式によって算出した。
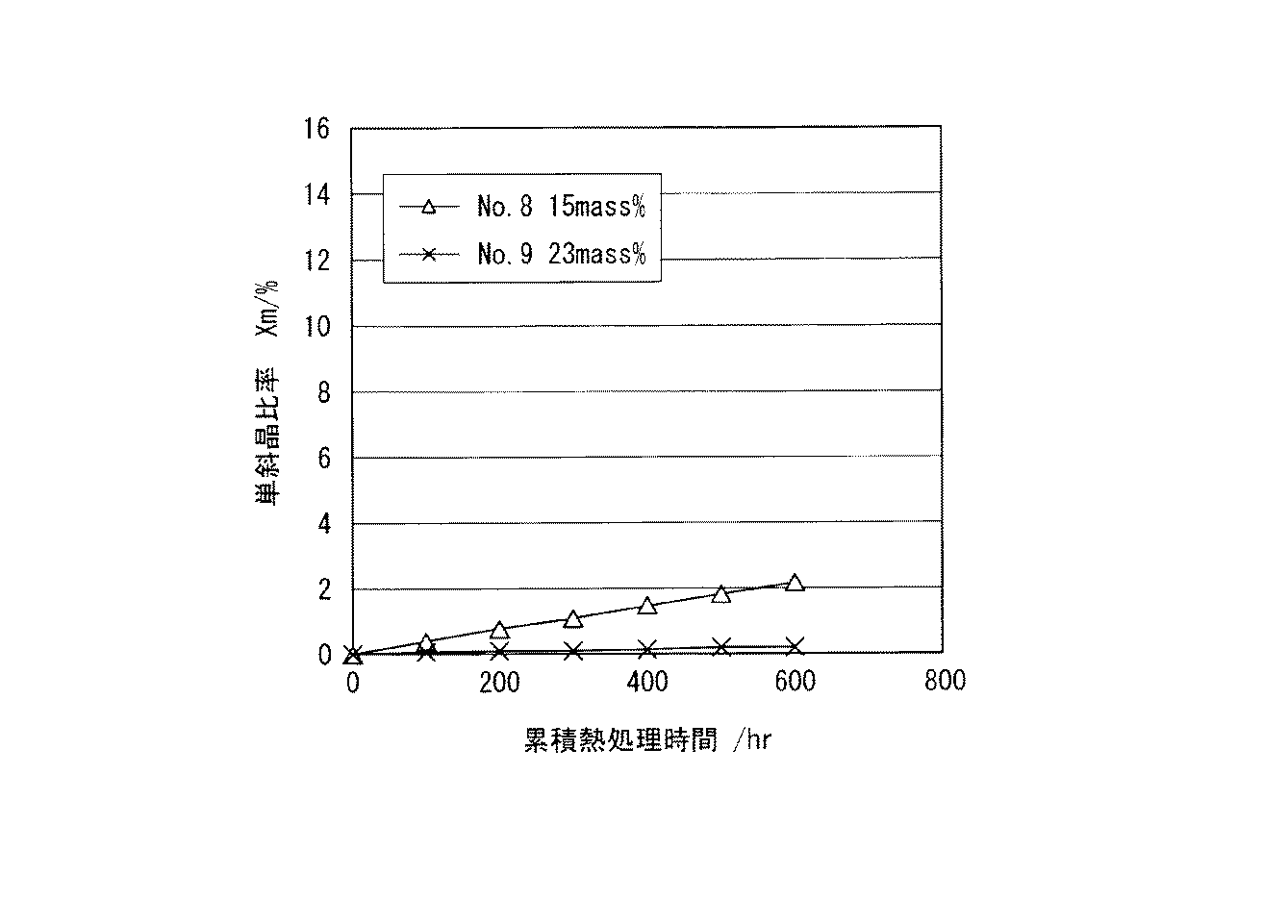
この図1のグラフから、MnO2の添加量が0〜7.0質量%の皮膜では熱処理時間の経過に伴い、単斜晶比率が大きくなっていき変態が進行していることがわかる。一方、MnO2添加量が10.1質量%以上となると、無添加の場合に比べて変態の進行を抑制できることがわかる。その度合いは添加量が多いほど顕著になる。特にMnO2添加量が25質量%以上になると、変態はほとんど発生しておらず、優れた特性を示すことがわかる。
次に、MnO2が添加されたジルコニア皮膜に対する耐熱サイクル特性を調べる試験を行った。前述のNo.1〜7の各サンプルを大気中で1000℃まで加熱した後、水中に入れて急冷する処理を繰返し、皮膜に剥離が生じるまでの繰返し数を調べて、この回数を「剥離までの熱サイクル数」とした。なお、剥離までの熱サイクル数が大きいほど耐熱衝撃性に優れる。その結果を図2にグラフで示す。
なおこの実施形態では、安定化剤としてY203を用いたジルコニア粉末を用いた例を挙げているが、安定化剤として、酸化セリウム(CeO2)、酸化マグネシウム(MgO)、酸化カルシウム(CaO)を用いた場合も同じ効果が得られる。
このようにして形成した各皮膜の相構造をX線回折で分析したところ、二酸化マンガンMnO2粉末を用いた複合粉末の場合と同様、正方晶系のジルコニア皮膜が形成されていることが確認された。
先ず、各中空ロールのロール周面に、中間層として、CoCrAlYからなる層を100μm溶射により形成した。この上に、ハースロールA(本実施形態)では、Y2O3含有率が8.0質量%で残部がZrO2であるジルコニア粉末と二酸化マンガン(MnO2)粉末を造粒焼結で複合化した粉末(二酸化マンガン含有率が全体の15質量%)を溶射することで、150μmのジルコニア系セラミックス皮膜を形成した。ハースロールB(本実施形態)では、Y2O3含有率が8.0質量%で残部がZrO2であるジルコニア粉末と、二酸化マンガン(MnO2)粉末を造粒焼結で複合化した粉末(二酸化マンガン含有率が全体の25質量%)を溶射することで、150μmのジルコニア系セラミックス皮膜を形成した。ハースロールC(比較例)では、Y2O3含有率が8.0質量%で残部がZrO2であるジルコニア粉末を溶射することで、150μmのジルコニア系セラミックス皮膜を形成した。
上記炉の操業条件は、次の通りである。
炉温:800〜900℃
雰囲気:3%H2−N2
露点:−30〜−45℃
搬送する鋼板:軟鋼(SPCC同等)、高張力鋼板(0.5〜2.0質量%のMn含有)
上記3カ月間の連続操業の後に確認したところ、本発明の実施形態に基づくハースロールA、Bでは、ロール周面にピックアップの発生はなく、皮膜の剥離も生じていなかった。これに対して、比較例であるハースロールCでは、ロール周面にピックアップは発生していなかったが、皮膜の剥離が生じていた。
Claims (3)
- 主成分である安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末に対し、二酸化マンガンMnO2換算で10.1質量%〜25質量%の酸化マンガンを添加剤として添加した混合/複合材を溶射することにより、ロール周面にジルコニア系セラミックス皮膜を形成したことを特徴とするハースロール。
- 上記添加剤としての酸化マンガンは、二酸化マンガンMnO2、または二酸化マンガンMnO2を主成分とし、これに一酸化マンガンMnO、四三酸化マンガンMn3O4、三二酸化マンガンMn2O3の少なくとも一つを含有させた酸化マンガンであることを特徴とする請求項1に記載したハースロール。
- 上記混合/複合材は、安定化ジルコニアまたは部分安定化ジルコニアからなるジルコニア(ZrO2)粉末と添加剤である酸化マンガン粉末とを、機械的混合、造粒、造粒焼結、電融粉砕、造粒プラズマ緻密化のいずれかの方法を使用して作成したものであることを特徴とする請求項1又は請求項2に記載したハースロール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009280242A JP5414496B2 (ja) | 2009-12-10 | 2009-12-10 | ハースロール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009280242A JP5414496B2 (ja) | 2009-12-10 | 2009-12-10 | ハースロール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011122201A true JP2011122201A (ja) | 2011-06-23 |
| JP5414496B2 JP5414496B2 (ja) | 2014-02-12 |
Family
ID=44286365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009280242A Expired - Fee Related JP5414496B2 (ja) | 2009-12-10 | 2009-12-10 | ハースロール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5414496B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54114439A (en) * | 1978-02-25 | 1979-09-06 | Nippon Steel Corp | High temperature atomosphere roll |
| JPS58144414A (ja) * | 1982-02-20 | 1983-08-27 | Kawasaki Steel Corp | 高温熱処理炉用ハ−スロ−ル |
| JPS61124534A (ja) * | 1984-11-22 | 1986-06-12 | Nippon Steel Corp | 熱処理炉用ロ−ル |
-
2009
- 2009-12-10 JP JP2009280242A patent/JP5414496B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54114439A (en) * | 1978-02-25 | 1979-09-06 | Nippon Steel Corp | High temperature atomosphere roll |
| JPS58144414A (ja) * | 1982-02-20 | 1983-08-27 | Kawasaki Steel Corp | 高温熱処理炉用ハ−スロ−ル |
| JPS61124534A (ja) * | 1984-11-22 | 1986-06-12 | Nippon Steel Corp | 熱処理炉用ロ−ル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5414496B2 (ja) | 2014-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Chen et al. | Improvement in performance of MgO–CaO refractories by addition of nano-sized ZrO2 | |
| CN106480379B (zh) | Fe-Cr-Ni-Mo合金及其制造方法 | |
| KR101965925B1 (ko) | 알루미나 배리어층을 가지는 주조 제품 | |
| DK160439B (da) | Fremgangsmaade til fremstilling af et med en termisk beskyttende belaegning forsynet metalsubstrat | |
| TW200951087A (en) | Roll for glass conveyance, process for producing the same, and process for producing flat glass using the same | |
| JP5414496B2 (ja) | ハースロール | |
| JP5248216B2 (ja) | ハースロール | |
| JP2005281793A (ja) | 鋼線用線材の製造方法及び鋼線用線材 | |
| CN114616351B (zh) | 连续退火炉用炉底辊 | |
| US20140004382A1 (en) | Corrosion-resistant brick and method for manufacturing same | |
| Amano et al. | Hardness of oxide scales on Fe-Si alloys at room-and high-temperatures | |
| JP2000219911A (ja) | 高温ハースローラー | |
| JP5065169B2 (ja) | ハースロール | |
| JP2005240124A (ja) | ハースロールに被覆した溶射被膜 | |
| JP6717151B2 (ja) | コイル状鋼板の冷却方法 | |
| JP5356929B2 (ja) | ハースロールおよびその製造方法 | |
| Chen et al. | Corrosion resistances of Cr-free refractories to copper smelting slags | |
| Chakraborty et al. | Oxidation of Hf2SnC and Nb2SnC in air in the 400–600° C temperature range | |
| JP3043917B2 (ja) | 耐剥離性、耐摩耗性、耐ビルドアップ性に優れた熱処理炉用ロール | |
| JP2005281748A (ja) | 鋼板熱処理炉用ロールの表面被覆材料 | |
| JP2012184480A (ja) | ハースロール | |
| JP2007237194A (ja) | Cu含有鋼材の熱間圧延方法 | |
| JP3076888B2 (ja) | 2融点系耐熱性溶射材料と溶射加工を行なった耐熱性部材 | |
| CN104342533B (zh) | 一种冶炼含有活泼元素用钢的专用造渣剂及其制备方法 | |
| JP2960262B2 (ja) | 熱処理炉用ロール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5414496 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |