JP2011190014A - 巻取機の制御装置 - Google Patents
巻取機の制御装置 Download PDFInfo
- Publication number
- JP2011190014A JP2011190014A JP2010056067A JP2010056067A JP2011190014A JP 2011190014 A JP2011190014 A JP 2011190014A JP 2010056067 A JP2010056067 A JP 2010056067A JP 2010056067 A JP2010056067 A JP 2010056067A JP 2011190014 A JP2011190014 A JP 2011190014A
- Authority
- JP
- Japan
- Prior art keywords
- winding
- value
- tension
- calculator
- control
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Abstract
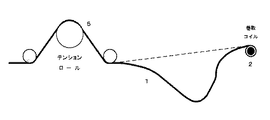
【解決手段】 巻取機の制御装置30にはインバータ31、巻径演算器32、乗算演算器33、加算演算器34、線間補間演算手段35、比較手段36、スイッチ回路37、乗算演算器38、速度指令演算器39などを備え、巻取機の運転開始時の巻取材料1のたるみ除去を自動的に行えるようにし、また、巻取機の運転開始時に巻径推定値を導出できる機能を備えたことにより、操業オペレータは単に運転開始ボタンを押すのみで操業できるため、作業効率が改善、誤操作の回避ができ、また、何らかの要因による巻取材料の破断などの異常発生時の回復処理作業時間を短縮する構成にする。
【選択図】 図1
Description
Dia=VSPD/(NSPD×K)
ここで、Diaは巻経径値(m)、VSPDはライン速度(m/min)、NSPDは誘導電動機3の回転速度検出値(r/min)、Kはギヤ4の減速比を含む係数をそれぞれ示している。
τ=Fins×Dia
ここで、τは張力指令トルク値(N・m)、Finsは張力調節器22が出力する張力指令トルク値(N)をそれぞれ示している。
前記制御装置には、前記張力指令値と張力検出値とに基づいた前記巻取モータのトルク制御状態と、該巻取モータへの速度指令値に基づく該モータの速度制御状態とを切換える手段と、予め定めた前記巻取モータへのトルク制限値を設定する手段と、前記トルク制限値以内での前記速度制御状態にしつつ、前記巻取機の運転を開始させて巻取材料のたるみを除去することを特徴とする。
前記制御装置には、前記張力指令値と張力検出値とに基づいた前記巻取モータのトルク制御状態と、該巻取モータへの速度指令値に基づく該モータの速度制御状態とを切換える手段と、設定される前記巻取材料の最小巻径から最大巻径まで所定のレ−トで増加させつつ、そのときの巻径値を出力する線間補間演算手段と、この線間補間演算手段が出力した巻径値と前記張力指令値とに基づいて、前記巻取モータのトルク制限値を演算するトルク制限値演算手段と、前記線間補間演算手段とトルク制限値演算手段とを動作させつつ、前記速度制御状態で前記巻取機の運転を開始させて前記張力指令値と張力検出値との比較演算を行い、両値がほぼ一致したことを出力する比較手段と、該比較手段が出力したときの前記線間補間演算手段の出力値を、前記巻取材料の巻径推定値として保持する巻径推定演算手段とを備えたことを特徴とする。
操業オペレータは単に運転開始ボタンを押すのみで操業できるため、作業効率が改善、誤操作の回避ができ、また、何らかの要因による巻取材料の破断などの異常発生時の回復処理作業時間を短縮することが出来る。
Ffb×Dtrs=Fset×Dcul
ここで、Ffbは張力検出値(N)、Dtrsは実巻径値(m)、Fsetは張力指令値(N)、Dcul(m)は巻径推定値をそれぞれ示している。
10…制御装置、11,12…インバータ、13…ライン速度設定器、14…フィルタ、15…加減速演算器、16…加減速トルク補償演算器、17…メカロストルク演算器、18…加算演算器、19…巻径演算器、20…張力設定器、21…フィルタ、22…張力調節器、23…乗算演算器、24…加算演算器、30…制御装置、31…インバータ、32…巻径演算器、33…乗算演算器、34…加算演算器、35…線間補間演算手段、36…比較手段、37…スイッチ回路、38…乗算演算器、39…速度指令演算器。
Claims (3)
- 設定される巻取材料の張力指令値とテンションピックアップにより検出された該巻取材料の張力検出値とに基づき、巻取モータを介して前記巻取材料の巻取制御を行う巻取機の制御装置において、
前記制御装置には、
前記張力指令値と張力検出値とに基づいた前記巻取モータのトルク制御状態と、該巻取モータへの速度指令値に基づく該モータの速度制御状態とを切換える手段と、
予め定めた前記巻取モータへのトルク制限値を設定する手段と、
前記トルク制限値以内での前記速度制御状態にしつつ、前記巻取機の運転を開始させて巻取材料のたるみを除去することを特徴とする巻取機の制御装置。 - 設定される巻取材料の張力指令値とテンションピックアップにより検出された該巻取材料の張力検出値とに基づき、巻取モータを介して前記巻取材料の巻取制御を行う巻取機の制御装置において、
前記制御装置には、
前記張力指令値と張力検出値とに基づいた前記巻取モータのトルク制御状態と、該巻取モータへの速度指令値に基づく該モータの速度制御状態とを切換える手段と、
設定される前記巻取材料の最小巻径から最大巻径まで所定のレ−トで増加させつつ、そのときの巻径値を出力する線間補間演算手段と、
この線間補間演算手段が出力した巻径値と前記張力指令値とに基づいて、前記巻取モータのトルク制限値を演算するトルク制限値演算手段と、
前記線間補間演算手段とトルク制限値演算手段とを動作させつつ、前記速度制御状態で前記巻取機の運転を開始させて前記張力指令値と張力検出値との比較演算を行い、両値がほぼ一致したことを出力する比較手段と、
該比較手段が出力したときの前記線間補間演算手段の出力値を、前記巻取材料の巻径推定値として保持する巻径推定演算手段とを備えたことを特徴とする巻取機の制御装置。 - 請求項2に記載の巻取機の制御装置において、前記巻径推定演算手段による前記巻取材料の巻径推定演算値に基づいて、前記巻取モータの運転を前記速度制御状態から前記張力制御状態に移行させることを特徴とする巻取機の制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010056067A JP5625404B2 (ja) | 2010-03-12 | 2010-03-12 | 巻取機の制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010056067A JP5625404B2 (ja) | 2010-03-12 | 2010-03-12 | 巻取機の制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011190014A true JP2011190014A (ja) | 2011-09-29 |
| JP5625404B2 JP5625404B2 (ja) | 2014-11-19 |
Family
ID=44795354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010056067A Active JP5625404B2 (ja) | 2010-03-12 | 2010-03-12 | 巻取機の制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5625404B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103662932A (zh) * | 2013-12-17 | 2014-03-26 | 陕西北人印刷机械有限责任公司 | 基于分段函数曲线的印刷机收卷张力控制方法 |
| CN107272758A (zh) * | 2017-08-01 | 2017-10-20 | 深圳市雷赛控制技术有限公司 | 绕线设备效率及平稳性的提升方法及装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58179954A (ja) * | 1982-04-13 | 1983-10-21 | Matsushita Electric Ind Co Ltd | テ−プ巻取り装置 |
| JPS62280155A (ja) * | 1986-05-30 | 1987-12-05 | Kawasaki Steel Corp | 薄物材の巻取張力の制御方法 |
| JPH0593389A (ja) * | 1991-09-26 | 1993-04-16 | Ookurashiyou Insatsu Kyokucho | 抄紙機用電動機の制御装置 |
| JP2003292215A (ja) * | 2002-03-31 | 2003-10-15 | Shibaura Mechatronics Corp | フィルムの巻き取り装置 |
-
2010
- 2010-03-12 JP JP2010056067A patent/JP5625404B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58179954A (ja) * | 1982-04-13 | 1983-10-21 | Matsushita Electric Ind Co Ltd | テ−プ巻取り装置 |
| JPS62280155A (ja) * | 1986-05-30 | 1987-12-05 | Kawasaki Steel Corp | 薄物材の巻取張力の制御方法 |
| JPH0593389A (ja) * | 1991-09-26 | 1993-04-16 | Ookurashiyou Insatsu Kyokucho | 抄紙機用電動機の制御装置 |
| JP2003292215A (ja) * | 2002-03-31 | 2003-10-15 | Shibaura Mechatronics Corp | フィルムの巻き取り装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103662932A (zh) * | 2013-12-17 | 2014-03-26 | 陕西北人印刷机械有限责任公司 | 基于分段函数曲线的印刷机收卷张力控制方法 |
| CN107272758A (zh) * | 2017-08-01 | 2017-10-20 | 深圳市雷赛控制技术有限公司 | 绕线设备效率及平稳性的提升方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5625404B2 (ja) | 2014-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8963461B2 (en) | Motor control device | |
| US10469013B2 (en) | Motor control device, and method for correcting torque constant in such motor control device | |
| JP5625404B2 (ja) | 巻取機の制御装置 | |
| JP2010162553A (ja) | 圧延機の制御装置およびその制御方法 | |
| JP2011211768A (ja) | エンコーダを有する主軸の制御装置 | |
| JP3946689B2 (ja) | 電気車制御装置 | |
| JP5426323B2 (ja) | テンション装置 | |
| JP2012175808A (ja) | モーター停止用の制御装置 | |
| JP5530500B2 (ja) | 主軸駆動用モータの制御装置 | |
| JP5210621B2 (ja) | 電力変換装置 | |
| EP3809585B1 (en) | Motor drive device and servo adjustment method | |
| JP2008148402A (ja) | 電力変換装置 | |
| JP4059167B2 (ja) | リボン巻き防止方法及びリボン巻き防止装置 | |
| JP5129362B2 (ja) | 主軸駆動用モータの制御装置 | |
| JPH0772045B2 (ja) | 抄紙機用電動機の制御装置 | |
| JP5313604B2 (ja) | 電動機駆動装置 | |
| JP2004153911A (ja) | 交流電動機のセンサレスベクトル制御方法及び制御装置 | |
| JP6773619B2 (ja) | 張力制御用電力変換装置 | |
| JP6098487B2 (ja) | シングルドラム型巻取機のステーションモータの制御装置及び方法並びにプログラム | |
| JPH0737745A (ja) | 巻線機の供給ワイヤのテンション制御機能付数値制御装置 | |
| JPH07196249A (ja) | 長尺材の張力制御回路 | |
| JP2018107976A (ja) | 誘導機の直流制動時の可変速装置およびその制御方法 | |
| JP2011147303A (ja) | 回転機制御装置 | |
| JPH06135610A (ja) | 抄紙機の張力制御装置 | |
| JP4292970B2 (ja) | 巻取装置のライン速度制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140915 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5625404 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |