JP2012041663A - クリーンペーパー及びその製造方法 - Google Patents
クリーンペーパー及びその製造方法 Download PDFInfo
- Publication number
- JP2012041663A JP2012041663A JP2010186325A JP2010186325A JP2012041663A JP 2012041663 A JP2012041663 A JP 2012041663A JP 2010186325 A JP2010186325 A JP 2010186325A JP 2010186325 A JP2010186325 A JP 2010186325A JP 2012041663 A JP2012041663 A JP 2012041663A
- Authority
- JP
- Japan
- Prior art keywords
- meth
- acrylic resin
- binder
- layer
- clean paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Paper (AREA)
Abstract
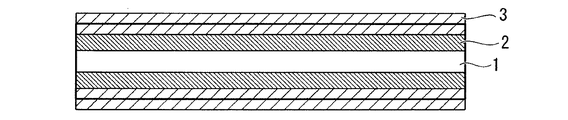
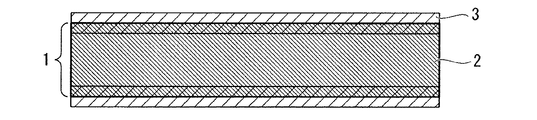
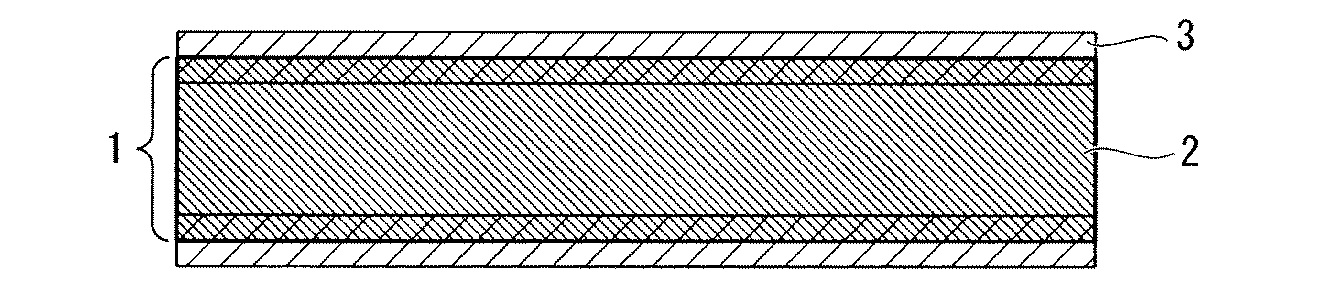
【解決手段】原紙、少なくとも1種の(メタ)アクリル系樹脂を含む(メタ)アクリル系樹脂含有層、及び、少なくとも1種のバインダーを含むバインダー層を備えるクリーンペーパーであって、前記(メタ)アクリル系樹脂含有層が少なくとも1種の水溶性高分子を50質量%超含んでおり、前記(メタ)アクリル系樹脂含有層の上に前記バインダー層が位置しており、前記バインダー層の一方の表面が該クリーンペーパーの少なくとも一部の表面を構成することを特徴とするクリーンペーパー
【選択図】図1
Description
原紙、
少なくとも1種の(メタ)アクリル系樹脂を含む(メタ)アクリル系樹脂含有層、及び、
少なくとも1種のバインダーを含むバインダー層
を備えるクリーンペーパーであって、
前記(メタ)アクリル系樹脂が0.8〜5.0%未満の含浸率で前記原紙に含浸しており、
前記(メタ)アクリル系樹脂含有層が少なくとも1種の水溶性高分子を50質量%超含んでおり、
前記(メタ)アクリル系樹脂含有層の上に前記バインダー層が位置しており、
前記バインダー層の一方の表面が該クリーンペーパーの少なくとも一部の表面を構成する、クリーンペーパーによって達成される。
本発明のクリーンペーパーの基材である原紙は特に限定されるものではなく、クリーンペーパーに一般的に使用されるものを使用することができる。原紙は天然繊維、化学繊維又はこれらの混合物から構成されることができる。天然繊維としては、例えば、広葉樹、針葉樹等の木材繊維;麻、竹、藁、ケナフ、マニラ麻等の非木材繊維;等の天然パルプが挙げられる。化学繊維としては、例えば、ポリエチレン、ポリプロピレン、ポリアミド、ポリエステル等の合成繊維;アセテート、レーヨン等の半合成繊維が挙げられる。また、カチオン化パルプ、マーセル化パルプ等の変性パルプも使用できる。原紙としては、天然繊維が好ましく、針葉樹晒クラフトパルプ(NBKP)、針葉樹晒サルファイトパルプ(NBSP)、広葉樹晒クラフトパルプ(LBKP)、広葉樹晒サルファイトパルプ(LBSP)等の木材繊維が好ましい。原紙は、一種類又は二種類以上の上記繊維を一般的な抄紙機で抄紙することによって製造することができる。抄紙機としては、例えば、長網抄紙機、短網抄紙機、円網抄紙機、又は、これらの組み合わせ等を使用することができる。
本発明で使用される(メタ)アクリル系樹脂は特に限定されるものではなく、例えば、(メタ)アクリル酸のホモポリマー又はコポリマー、(メタ)アクリル酸エステルのホモポリマー又はコポリマー、(メタ)アクリル酸及びそのエステルのコポリマー、スチレン−(メタ)アクリル酸及び/又は(メタ)アクリル酸エステルのコポリマー、酢酸ビニル−(メタ)アクリル酸及び/又は(メタ)アクリル酸エステルのコポリマーを使用することができる。具体的には、アクリル酸、メタクリル酸、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸ブチル、メタクリル酸ブチル等の(メタ)アクリル酸系モノマーを必須とし、必要に応じて、スチレン、スチレン誘導体、酢酸ビニル、或いは、アクリロニトリル、ブタジエン、マレイン酸、アクリルアミド、メタクリルアミド等のコモノマーを共に重合することによって(メタ)アクリル系樹脂を得ることができる。(メタ)アクリル系樹脂として、一種類を使用してもよく、二種類以上を併用してもよい。
本発明で使用される水溶性高分子は特に限定されるものではなく、例えば、当該技術分野で汎用されているものを使用することができる。水溶性高分子としては、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール、ポリアクリルアミド、ポリアクリル酸ナトリウム、ポリビニルピロリドン、ポリ酢酸ビニル、酸化澱粉、アセチル化澱粉、エステル化澱粉、エーテル化澱粉、カチオン化澱粉、ヒドロキシルエチルエーテル化澱粉、変性澱粉、尿素リン酸エステル化澱粉、デキストリン等の澱粉類、カゼイン、合成タンパク、大豆タンパク等を使用することができる。ポリビニルアルコールが好ましい。なお、ここでのポリビニルアルコールには、部分ケン化型ポリビニルアルコール、完全ケン化型ポリビニルアルコール、官能基変性型(カルボキシル基、カルボニル基、エポキシ基、アミノ基、アミン基、チオール基、スルホン酸基、リン酸基、シラノール基等の変性)ポリビニルアルコール等の各種の変性ポリビニルアルコールが含まれる。ポリビニルアルコールは0℃〜200℃のガラス転移温度を有することができる。水溶性高分子は、一種類を使用してもよく、二種類以上を併用してもよい。
本発明で使用されるバインダーは特に限定されるものではなく、例えば、製紙の分野で一般的に使用されているものを使用することができる。バインダーは非水溶性又は水溶性のいずれであってもよいが、水溶性であることが好ましい。非水溶性バインダーとしては、例えば、ポリエチレン系樹脂、ポリスチレン系樹脂、ポリブテン系樹脂、クロロプレン系樹脂、塩化ビニル系樹脂、塩化ビニリデン系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂等を使用することができる。非水溶性バインダーとして、ガラス転移温度が0℃〜200℃の樹脂、好ましくは(メタ)アクリル系樹脂を使用することもできる。好ましくはガラス転移温度が0℃〜80℃の樹脂、特に(メタ)アクリル系樹脂を使用するとよい。バインダーのガラス転移温度が0℃未満であると、クリーンペーパーの表面が柔らかくなるのでブロッキングの発生が避けられない。一方、ガラス転移温度が200℃を超える場合は、クリーンペーパーの発塵量が増大し、また、剛度が過剰となるおそれがある。水溶性バインダーとしては、例えば、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール、ポリアクリルアミド、ポリアクリル酸ナトリウム、ポリビニルピロリドン、ポリ酢酸ビニル、酸化澱粉、アセチル化澱粉、エステル化澱粉、エーテル化澱粉、カチオン化澱粉、ヒドロキシルエチルエーテル化澱粉、変性澱粉、尿素リン酸エステル化澱粉、デキストリン等の澱粉類、カゼイン、合成タンパク、大豆タンパク等を使用することができる。バインダーとしては、ガラス転移温度が0℃〜200℃の(メタ)アクリル系樹脂、ポリビニルアルコール、ポリアクリルアミドが好ましく、ガラス転移温度が0℃〜200℃の(メタ)アクリル系樹脂、及び、ポリビニルアルコールが特に好ましい。なお、ここでのポリビニルアルコールには、部分ケン化型ポリビニルアルコール、完全ケン化型ポリビニルアルコール、官能基変性型(カルボキシル基、カルボニル基、エポキシ基、アミノ基、アミン基、チオール基、スルホン酸基、リン酸基、シラノール基等の変性)ポリビニルアルコール等の各種の変性ポリビニルアルコールが含まれる。ポリビニルアルコールは0℃〜200℃のガラス転移温度を有することができる。バインダーは、一種類を使用してもよく、二種類以上を併用してもよい。
本発明のクリーンペーパーは、原紙、(メタ)アクリル系樹脂含有層、及び、バインダー層を必須に備える。(メタ)アクリル系樹脂含有層は、少なくとも一種の上記(メタ)アクリル系樹脂及び少なくとも1種の上記水溶性高分子を含み、また、バインダー層は少なくとも一種の上記バインダーを含む。
本発明のクリーンペーパーは、原紙に少なくとも1種の(メタ)アクリル系樹脂及び少なくとも1種の水溶性高分子の混合物を0.8〜5.0%未満の含浸率で含浸して、該原紙に含浸している(メタ)アクリル系樹脂含有層を形成する(メタ)アクリル系樹脂含有層形成工程、及び、前記(メタ)アクリル系樹脂含有層の上に少なくとも1種のバインダーを塗布してバインダー層を形成するバインダー層形成工程を備える製造方法によって得ることができる。
ガラス転移温度が−20℃のアクリル樹脂(昭和高分子株式会社製 商品名:AM−920)100重量部に対してポリビニルアルコール(日本酢ビ・ポバール株式会社製 商品名:VF−17)167重量部を添加し、これに水を加えて固形分濃度6%になるように含浸樹脂液を調製した。
ポリビニルアルコール(日本酢ビ・ポバール株式会社製 商品名:VF−17)75重量部、及び、ポリアクリルアミド(荒川化学工業株式会社製 商品名:ポリマセット305)25重量部を混合し、得られた混合物にポリエチレンワックス(中京油脂株式会社製 商品名:ポリロンL−787)を3.5重量部添加し、撹拌して、固形分濃度6%の水系バインダー液を調製した。
針葉樹晒クラフトパルプ(NBKP)85質量部、広葉樹晒クラフトパルプ(LBKP)15重量部を叩解度450mlC.S.Fに叩解し、これらに乾燥紙力増強剤(星光PMC株式会社製 商品名:DS4779)0.6質量部、湿潤紙力増強剤(星光PMC株式会社製 商品名:TS4070)0.2質量部を加えて抄紙用原料を得た。この抄紙用原料を長網抄紙機で抄紙し、原紙を得た。
前記樹脂含浸液を樹脂含浸率1.6%になるように原紙に含浸させて、乾燥することにより、坪量64g/m2の樹脂含浸原紙を得た。更にその両面に前記バインダー液をバーコーターで片面あたり塗付量が0.60g/m2(固形分)となるように塗付して(塗付量の合計1.2g/m2)、乾燥することにより、クリーンペーパーを得た。
樹脂含浸液を次のように調製した。ガラス転移温度が−20℃のアクリル樹脂(昭和高分子株式会社製 商品名:AM−920)100重量部に対してポリビニルアルコール(日本酢ビ・ポバール株式会社製 商品名:VF−17)240重量部を添加し、これに水を加えて固形分濃度6%になるように調製した。この樹脂含浸液を用いた以外は実施例1と同様にしてクリーンペーパーを得た。
樹脂含浸液を次のように調製した。ガラス転移温度が−20℃のアクリル樹脂(昭和高分子株式会社製 商品名:AM−920)100重量部に対してポリビニルアルコール(日本酢ビ・ポバール株式会社製 商品名:VF−17)320重量部を添加し、これに水を加えて固形分濃度6%になるように調製した。この樹脂含浸液を用いた以外は実施例1と同様にしてクリーンペーパーを得た。
前記樹脂含浸液を樹脂含浸率が0.8%になるように原紙に含浸させた以外は実施例1と同様にしてクリーンペーパーを得た。
バインダー液の塗付量が0.8g/m2(片面当り0.4g/m2)となるように前記バインダー液を両面に塗付した以外は実施例1と同様にしてクリーンペーパーを得た。
バインダー液の塗付量が4.3g/m2(片面当り2.15g/m2)となるように前記バインダー液を両面に塗付した以外は実施例1と同様にしてクリーンペーパーを得た。
バインダー液の塗布を行わない以外は実施例1と同様にしてクリーンペーパーを得た。
樹脂含浸液を次のように調製した。ガラス転移温度が−20℃のアクリル樹脂(昭和高分子株式会社製 商品名:AM−920)を固形分濃度6%になるように水を加えてアクリル樹脂含浸液を調整した。この樹脂含浸液を用いた以外は実施例1と同様にしてクリーンペーパーを得た。
樹脂含浸液を次のように調製した。ポリビニルアルコール(日本酢ビ・ポバール株式会社製 商品名:VF−17)を固形分濃度5%になるように水を加えてポリビニルアルコール樹脂含浸液を調整した。この樹脂含浸液を用いた以外は実施例1と同様にしてクリーンペーパーを得た。
ガラス転移温度が−20℃のアクリル樹脂(昭和高分子株式会社製 商品名:AM−920)17.3質量部、ポリビニルアルコール(日本酢ビ・ポバール株式会社製 商品名:VF−17)67.8質量部、及び、ポリアクリルアミド(荒川化学工業株式会社製 商品名ポリマセット305)13.0質量部、及び、ポリエチレンワックス(中京油脂株式会社製 商品名:ポリロンL−787)1.9質量部を添加して、固形分濃度7.0%の樹脂含浸液を調製した。この樹脂含浸液を樹脂含浸率が3.5%となるように原紙に含浸させて乾燥することにより、坪量65g/m2のクリーンペーパーを得た。
実施例1〜6及び比較例1〜4の各クリーンペーパーの発塵性、剛度、不透明度、ブロッキング性、及び、硫酸イオン抽出量の各特性を測定して評価を行った。各特性の測定方法は以下のとおりである。
A5サイズの試験片2枚を、測定器(商品名:グローブボックス、日本エアーテック(株)製)内で、表裏重ね合わせ、これを3回/10秒の速度で3分20秒間手で擦り合せながら、グローブボックス内の空気を吸引し、発生した0.1μm以上の塵の個数をパーティクルカウンター(型式:KC−22A、リオン(株)製)にて測定した。
A5サイズの試験片1枚を、測定器(商品名:グローブボックス、日本エアーテック(株)製)内で、5秒ごとに4箇所(4cm間隔)を手で引裂いて5枚とし、これを重ね合わせて、1回/15秒の割合で3分間手で揉みながら、グローブボックス内の空気を吸引し、発生した0.1μm以上の塵の個数をパーティクルカウンター(型式:KC−22A、リオン(株)製)にて測定した。
JAPAN TAPPI No.40(2000年)に基づき、試験片の縦方向のガーレーこわさを測定した。
JIS−P8149(2000年)に基づき測定した。
幅4cm、長さ14cmサイズの試験紙2枚の表裏面を重ね合わせ、加熱プレス器にて50℃、50kg/cm2条件で15分間加熱加圧させた。プレス後に接着が見られた試験紙を長さ方向で3cm程度剥離させておき、JIS−8113に規定する定速伸張形引張試験機にて幅方向部分をつかみ、毎分30cmの移動速度にて、10cm程度剥離させ、その間の平均荷重を測定した。
試験片5gを100mlの蒸留水中に浸漬させ、100℃で2時間抽出を行う。得られた抽出液2mlを用いてイオンクロマトグラフィー分析を行ない、試験片1g当りから抽出される硫酸イオン濃度(ppm)を算出した。
Claims (22)
- 原紙、
少なくとも1種の(メタ)アクリル系樹脂を含む(メタ)アクリル系樹脂含有層、及び、
少なくとも1種のバインダーを含むバインダー層
を備えるクリーンペーパーであって、
前記(メタ)アクリル系樹脂が0.8〜5.0%未満の含浸率で前記原紙に含浸しており、
前記(メタ)アクリル系樹脂含有層が少なくとも1種の水溶性高分子を50質量%超含んでおり、
前記(メタ)アクリル系樹脂含有層の上に前記バインダー層が位置しており、
前記バインダー層の表面が該クリーンペーパーの少なくとも一部の表面を構成する、クリーンペーパー。 - 前記(メタ)アクリル系樹脂のガラス転移温度が−40℃〜0℃未満である、請求項1記載のクリーンペーパー。
- 前記バインダーが0℃〜200℃のガラス転移温度を有する(メタ)アクリル系樹脂である、請求項1又は2記載のクリーンペーパー。
- 前記水溶性高分子がポリビニルアルコールである、請求項1乃至3のいずれかに記載のクリーンペーパー。
- 前記バインダーが水溶性バインダーである、請求項1、2及び4のいずれかに記載のクリーンペーパー。
- 前記バインダー層が、前記原紙の単位面積当たりの乾燥重量に換算して、0.05〜10g/m2の割合で存在する、請求項1乃至5のいずれかに記載のクリーンペーパー。
- 前記(メタ)アクリル系樹脂含有層と前記バインダー層との間に中間層が存在する、請求項1乃至6のいずれかに記載のクリーンペーパー。
- 前記(メタ)アクリル系樹脂含有層と前記バインダー層が接触している、請求項1乃至7のいずれかに記載のクリーンペーパー。
- 前記(メタ)アクリル系樹脂含有層と前記バインダー層との接触面の少なくとも一部が混和している、請求項8記載のクリーンペーパー。
- 前記バインダー層が少なくとも1種の滑剤を含む、請求項1乃至9のいずれかに記載のクリーンペーパー。
- 前記滑剤がワックスである、請求項10記載のクリーンペーパー。
- 原紙に少なくとも1種の(メタ)アクリル系樹脂及び少なくとも1種の水溶性高分子の混合物を0.8〜5.0%未満の含浸率で含浸して、該原紙に含浸している(メタ)アクリル系樹脂含有層を形成する工程、及び、
前記(メタ)アクリル系樹脂含有層の上に少なくとも1種のバインダーを塗布してバインダー層を形成する工程
を備えており、
前記混合物中の前記水溶性高分子の濃度が50質量%超である、クリーンペーパーの製造方法。 - 前記(メタ)アクリル系樹脂のガラス転移温度が−40℃〜0℃未満である、請求項12記載のクリーンペーパーの製造方法。
- 前記バインダーが0℃〜200℃のガラス転移温度を有する(メタ)アクリル系樹脂である、請求項12又は13記載のクリーンペーパーの製造方法。
- 前記水溶性高分子がポリビニルアルコールである、請求項12乃至14のいずれかに記載のクリーンペーパーの製造方法。
- 前記バインダーが水溶性バインダーである、請求項12、13及び15のいずれかに記載のクリーンペーパーの製造方法。
- 前記バインダー層が、前記原紙の単位面積当たりの乾燥重量に換算して、0.05〜10g/m2の割合で存在する、請求項12乃至16のいずれかに記載のクリーンペーパーの製造方法。
- 前記バインダー層を形成する工程の前に、前記(メタ)アクリル系樹脂含有層の少なくとも一部の表面上に中間層を形成する工程を更に備える、請求項12乃至17のいずれかに記載のクリーンペーパーの製造方法。
- 前記(メタ)アクリル系樹脂含有層と前記バインダー層が接触している、請求項12乃至18のいずれかに記載のクリーンペーパーの製造方法。
- 前記(メタ)アクリル系樹脂含有層と前記バインダー層との接触面の少なくとも一部が混和している、請求項19記載のクリーンペーパーの製造方法。
- 前記バインダー層が少なくとも1種の滑剤を含む、請求項12乃至20のいずれかに記載のクリーンペーパーの製造方法。
- 前記滑剤がワックスである、請求項21記載のクリーンペーパーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010186325A JP5703628B2 (ja) | 2010-08-23 | 2010-08-23 | クリーンペーパー及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010186325A JP5703628B2 (ja) | 2010-08-23 | 2010-08-23 | クリーンペーパー及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012041663A true JP2012041663A (ja) | 2012-03-01 |
| JP5703628B2 JP5703628B2 (ja) | 2015-04-22 |
Family
ID=45898286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010186325A Active JP5703628B2 (ja) | 2010-08-23 | 2010-08-23 | クリーンペーパー及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5703628B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014088655A (ja) * | 2013-12-19 | 2014-05-15 | Tokushu Tokai Seishi Co Ltd | クリーンペーパー及びその製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04355183A (ja) * | 1991-05-31 | 1992-12-09 | Lintec Corp | インクジェット記録用クリーンペーパー |
| JP2000282386A (ja) * | 1999-03-31 | 2000-10-10 | Nippon Paper Industries Co Ltd | 低発塵紙 |
| JP2001064895A (ja) * | 1999-08-23 | 2001-03-13 | Mitsubishi Paper Mills Ltd | クリーンぺーパーおよびその製造方法 |
| JP2008190065A (ja) * | 2007-02-02 | 2008-08-21 | Kishu Paper Co Ltd | 無塵紙 |
| JP2008223180A (ja) * | 2007-03-14 | 2008-09-25 | Oji Paper Co Ltd | 無塵紙 |
| JP2009101535A (ja) * | 2007-10-20 | 2009-05-14 | Tokushu Paper Mfg Co Ltd | 低発塵性シート |
| JP2009167546A (ja) * | 2008-01-11 | 2009-07-30 | Kishu Paper Co Ltd | 無塵紙 |
| WO2011033557A1 (ja) * | 2009-09-15 | 2011-03-24 | 特種製紙株式会社 | クリーンペーパー及びその製造方法 |
-
2010
- 2010-08-23 JP JP2010186325A patent/JP5703628B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04355183A (ja) * | 1991-05-31 | 1992-12-09 | Lintec Corp | インクジェット記録用クリーンペーパー |
| JP2000282386A (ja) * | 1999-03-31 | 2000-10-10 | Nippon Paper Industries Co Ltd | 低発塵紙 |
| JP2001064895A (ja) * | 1999-08-23 | 2001-03-13 | Mitsubishi Paper Mills Ltd | クリーンぺーパーおよびその製造方法 |
| JP2008190065A (ja) * | 2007-02-02 | 2008-08-21 | Kishu Paper Co Ltd | 無塵紙 |
| JP2008223180A (ja) * | 2007-03-14 | 2008-09-25 | Oji Paper Co Ltd | 無塵紙 |
| JP2009101535A (ja) * | 2007-10-20 | 2009-05-14 | Tokushu Paper Mfg Co Ltd | 低発塵性シート |
| JP2009167546A (ja) * | 2008-01-11 | 2009-07-30 | Kishu Paper Co Ltd | 無塵紙 |
| WO2011033557A1 (ja) * | 2009-09-15 | 2011-03-24 | 特種製紙株式会社 | クリーンペーパー及びその製造方法 |
| JP5495073B2 (ja) * | 2009-09-15 | 2014-05-21 | 特種東海製紙株式会社 | クリーンペーパー及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014088655A (ja) * | 2013-12-19 | 2014-05-15 | Tokushu Tokai Seishi Co Ltd | クリーンペーパー及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5703628B2 (ja) | 2015-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5406438B2 (ja) | 吸湿・耐油板紙 | |
| JP6020192B2 (ja) | 耐油紙およびその製造方法 | |
| JP6858679B2 (ja) | キャストコート紙の製造方法 | |
| JP7283123B2 (ja) | 段ボール用ライナ、段ボールシート、積層体及び家具 | |
| JP5495073B2 (ja) | クリーンペーパー及びその製造方法 | |
| JP5703628B2 (ja) | クリーンペーパー及びその製造方法 | |
| JP5768313B2 (ja) | クリーンペーパー及びその製造方法 | |
| JP6414356B1 (ja) | 塗工板紙の製造方法 | |
| JP6414357B1 (ja) | 塗工板紙の製造方法 | |
| JP6236353B2 (ja) | 多層抄き紙 | |
| JP6503666B2 (ja) | 塗工白板紙 | |
| JP2009084745A (ja) | 加工用紙 | |
| JP6389447B2 (ja) | 印刷用塗工紙 | |
| JP6507539B2 (ja) | 塗工白板紙 | |
| JP2013053377A (ja) | 塗工紙 | |
| JP2022156842A (ja) | 壁紙用裏打ち紙および壁紙 | |
| JP2000282397A (ja) | 剥離紙用原紙 | |
| CN109790686B (zh) | 具有耐油、耐油脂和耐湿性的可堆肥纸板 | |
| JP6414359B1 (ja) | 塗工板紙の製造方法 | |
| JP2004124268A (ja) | 化粧シート用原紙 | |
| JP2001064895A (ja) | クリーンぺーパーおよびその製造方法 | |
| JP5593599B2 (ja) | 塗工ライナー及びそれを用いた段ボールシート | |
| JPH091974A (ja) | 選挙用投票用紙 | |
| JP2001180100A (ja) | オフセット印刷用塗被紙 | |
| JP6414358B1 (ja) | 塗工板紙の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5703628 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |