JP2012081477A - 多条エンドレスベルト式帯板巻取り張力付与装置 - Google Patents
多条エンドレスベルト式帯板巻取り張力付与装置 Download PDFInfo
- Publication number
- JP2012081477A JP2012081477A JP2010227296A JP2010227296A JP2012081477A JP 2012081477 A JP2012081477 A JP 2012081477A JP 2010227296 A JP2010227296 A JP 2010227296A JP 2010227296 A JP2010227296 A JP 2010227296A JP 2012081477 A JP2012081477 A JP 2012081477A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- friction plate
- belt pressing
- endless
- endless belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/006—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only winding-up or winding-off several parallel metal bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/06—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle
- B65H23/10—Registering, tensioning, smoothing or guiding webs longitudinally by retarding devices, e.g. acting on web-roll spindle acting on running web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/02—Winding-up or coiling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/26—Special arrangements with regard to simultaneous or subsequent treatment of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C47/00—Winding-up, coiling or winding-off metal wire, metal band or other flexible metal material characterised by features relevant to metal processing only
- B21C47/34—Feeding or guiding devices not specially adapted to a particular type of apparatus
- B21C47/345—Feeding or guiding devices not specially adapted to a particular type of apparatus for monitoring the tension or advance of the material
- B21C47/3458—Endlessly revolving chain systems
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
Abstract
【解決手段】ベルト押圧面4a,5aとエンドレスベルト1のベルト内側表面1aとの間の滑りによる摩擦力でスリット帯板aに巻取り張力を付与する多条エンドレスベルト式帯板巻取り張力付与装置において、ベルト押圧体4,5と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなる摩擦板8をベルト押圧面4a,5aの表面に取り外し自在に装着した。
【選択図】 図1
Description
この多条エンドレスベルト式帯板巻取り張力付与装置は表裏の摩擦係数に差があるように異種材を用いて積層構成した特殊エンドレスベルトの摩擦係数の大きなベルト外側表面側が摩擦係合によりスリット帯板に密着回転し、同時にエンドレスベルトのベルト内側表面と押圧体の押圧面との相対的な摩擦抵抗力によりスリット帯板に張力を発生しており、その張力発生の仕事量の大半が摩擦熱となり金属製の押圧面の温度を上昇させる。この摩擦熱を効率よく除去しないと押圧面の温度が上昇し、合成繊維素材と合成樹脂系素材などで積層構成されたエンドレスベルトが熱により損傷して使用不能となるのでこの摩擦熱を連続的に効率よく除去して押圧体の押圧面の温度上昇を抑制することが必要である。
押圧体の押圧面に生じる摩擦熱を冷却水室へ効率よく伝える目的及び押圧体の撓みを最小限にするという二つの目的のため、先行技術からも分かるように、この押圧体の構造はベルト内側表面に接する押圧面と冷却水室とを一体型の密閉された箱型構造に構成することが常識となっている。すなわち、摩擦熱の発生箇所は上下の押圧体に挟持された上下のベルト内側表面と上下の押圧面であり、その熱の大半は合成樹脂系素材のエンドレスベルトよりも熱伝導率が高い金属の押圧面を経由して押圧面の裏面側に移動し、さらには押圧面の裏面側及び放熱板を兼ねた補強板に接している冷却水に移動している。
この摩擦熱をできるだけ効率よく冷却水に伝えるためには押圧面と冷却水に接する押圧面の裏面側との間の厚みは薄いほど効果を発揮するが、上下の押圧体の撓みを最小限にして押圧面全面にわたって均等な面圧を与えて均一な摩擦力を発生するための強度、あるいは後述する摩擦により磨耗した際の押圧面の補修のための研磨代を見込んだ厚みも必要であり、これらの要求に応じる最小の厚みで設計されている。過去にこの押圧面とその裏面側との間の厚みを厚く設計した装置で実際に操業したときのことがあるが、夏季の暑い時期の連続運転時にエンドレスベルトの過熱損傷トラブルとなったことがあり、以後は出来るだけ押圧面とその裏面側との間の厚みは薄くする設計にしている。
摩耗量が少なくて押圧面の凹凸が比較的小さい場合は、取り外して専門工場にて機械による押圧面の表面研磨と硬質クロームメッキ仕上げなどを施工後に再組立復旧して利用可能となるが、この作業にも相当な日数が必要であり、その間ライン運転を停止となることができないので予備の押圧体構造全体を高額の費用をかけて予備部品として製作した上で交換し、更に磨耗した押圧体を修理した上で予備部品として保管することを余儀なくされている。
しかしながら、エンドレスベルトのベルト内側表面が接しているプーリ溝や長円ドラムの外周に潤滑剤成分が付着してしまうので肝心の押圧面の表面の摩擦面では潤滑不足や潤滑不均一となり、高負荷で連続運転されるスリッターラインでは押圧面の表面の摩擦面の過熱によりエンドレスベルトの損傷やスリット帯板とエンドレスベルトのスリップによる帯板表面キズや汚れ付着、あるいは張力不均一によるコイル(スリット帯板)の巻取り不良という深刻な問題点がある。この不具合をできるだけ避けるためにスリット運転中でもラインを頻繁に停止して潤滑剤を補給する必要があり生産性を著しく低下させている。
また、請求項1の好ましい態様として、摩擦板をエンドレスベルト幅に合わせて複数に分割配列する構成とした。また、摩擦板の表面側に自己潤滑性成分を有する薄い被膜を形成した。
摩擦板は金属製薄板で且つベルト押圧体、長円型圧力付与体の材質と同等かそれより良好なより熱伝導性有するので、重ねて配置しても速やかな熱伝導で冷却効果を低下させない。
摩擦板は金属製薄板なのでシアー切断やプレス折り曲げ加工などが容易なので安価な部品が実現できる。
摩擦板は金属製薄板なので摩擦板の両端部を曲げ加工することで容易にベルト内側表面を円滑に挟持部へ導入、送り出しできるのでエンドレスベルトの損傷防止対策となる。
ベルト押圧体又は長円型圧力付与体は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から従来の鋼製構造となるが、摩擦板の素材はベルト押圧体又は長円型圧力付与体の材質と同等かそれより良好な熱伝導性を持つJIS規格の冷間圧延鋼板や銅及び銅合金板、アルミ板などの冷間圧延薄板材を市販の安価な素材から自由に選択が可能となる。
また、フッ素樹脂被膜鋼板やモリブデンやグラファイトなどの自己潤滑性成分の焼結層の被膜を持つ金属製薄板を利用すれば外部からの潤滑剤の供給が要らないので潤滑剤や潤滑材塗布装置も不要となり保守点検も極めて容易となる。
金属製薄板をベルト押圧面に重ねる方式なので、摩擦板をエンドレスベルト幅に応じた分割方式にすることが可能となり、磨耗が激しい摩擦部分のみに付いて部分的に簡単に交換が可能となるので保守管理費用も安価で短時間での交換が可能となり生産性の向上となる。
張力付与装置の大小にかかわらず金属製薄板の分割した摩擦板は小型軽量な共通標準部品としてストックされるので、世界中のユーザへの供給の利便性がある。
このように金属製薄板の摩擦板をベルト押圧面に重ねて配置することにより強度も熱効率も低下させることなく、簡単に交換可能な摩擦面を実現できることになる画期的なものである。摩擦面が磨耗した場合にはあらかじめ準備しておいた摩擦板と容易に短時間に交換が可能となり、生産活動を阻害することなく装置の維持管理が簡単迅速に可能となる。
またプレスによる曲げ加工が容易に可能な薄板金属板をベルト押圧体又は長円型圧力付与体に重ね合わせることにより非常に安価な交換部品となる。あるいは、摩擦板の片面をフッ素樹脂被膜鋼板やモリブデン、グラファイトなどによる焼結層の被膜により自己潤滑機能を持たせることにより、押圧された摩擦面とベルト内側表面との潤滑が充分且つ均等となり蛇行や張力不均等の問題も解消される。従来の外部潤滑剤塗布装置が不要となれば、スリット運転途中でライン運転を停止して潤滑剤を点検補給する必要もないので生産性も格段に向上する。
また、ベルト内側表面に潤滑油脂を塗布する方式ではないので、ベルトに油脂分が付着することもなく、その結果スリット帯板表面を汚して製品ロスとなることもなく歩留まりと品質向上に大いに役立つことなる。
また、摩擦板をベルト各条幅、もしくは複数のベルト幅に相当する幅の分割方式にすることにより早期に磨耗した部分の摩擦板のみの交換で初期の性能を回復維持できるので保守管理も簡単、迅速且つ非常に安価な維持費用となる等、極めて新規的有益なる効果を奏するものである。
多条エンドレスベルト式帯板巻取り張力付与装置にはプーリ方式とプーリのない長円型ドラム方式があるので、〔実施の形態−1〕ではプーリ方式について説明し、また〔実施の形態−2〕では長円型ドラム方式について説明する。
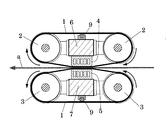
図1〜図3及び図10〜図12において、プーリ方式の多条エンドレスベルト式帯板巻取り張力付与装置は、図示しないスリット帯板巻取装置に巻き取られるスリット帯板aに所定の巻き取り張力を付与する装置で、図示しないスリット帯板巻取装置の手前側のスリット帯板aの移動通路の途中に設置されている。
プーリ方式の多条エンドレスベルト式帯板巻取り張力付与装置を構成する上部圧力付与体6の下部に設けられた上部ベルト押圧体4の下面に位置するベルト押圧面4aの表面には、摩擦板8が装着されている。同様に、下部圧力付与体7の上部に設けられた下部ベルト押圧体5の上面に位置するベルト押圧面5aの表面には、摩擦板8が装着されている。
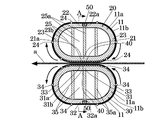
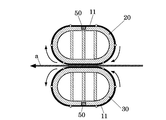
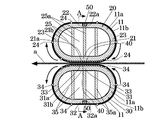
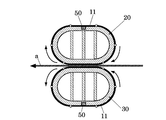
図4〜図12において、長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置は、図示しないスリット帯板巻取装置に巻き取られるスリット帯板aに所定の巻き取り張力を付与する装置で、図示しないスリット帯板巻取装置の手前側のスリット帯板aの移動通路の途中に設置されている。
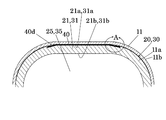
つまり、傾斜角度θ2>傾斜角度θ1であり、
且つ、角度差θ3=θ2−θ1=0.5度〜2度程度
である。摩擦板40が容易に上下の各係合溝23a,33aに係合装着されて確実に固定されるためにはこの角度差θ3が必要なのである。
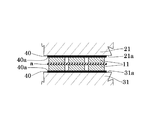
長円型ドラム方式の多条エンドレスベルト式帯板巻取り張力付与装置を構成する上部長円型圧力付与体20の下部に設けられたベルト押圧部21の下面に位置するベルト押圧面21aの表面には、摩擦板40が装着されている。同様に、下部長円型圧力付与体30の上部に設けられたベルト押圧部31の上面に位置するベルト押圧面31aの表面には、摩擦板40が装着されている。
1a ベルト内側表面
1b ベルト外側表面
2 上部プーリ
2a プーリ軸
2b 案内つば
3 下部プーリ
3a プーリ軸
3b 案内つば
4 上部ベルト押圧体
4a ベルト押圧面
4b 冷却水室
4c ベルト押圧面裏面側
4d 補強板
4e 係合溝
5 下部ベルト押圧体
5a ベルト押圧面
5b 冷却水室
5c ベルト押圧面裏面側
5d 補強板
5e 係合溝
6 上部圧力付与体
7 下部圧力付与体
8 摩擦板
8a 表面側
8b ねじ
8c 曲り部
9 潤滑剤塗布装置
9a 潤滑剤
9b 潤滑剤ホルダー
11 エンドレスベルト
11a ベルト内側表面
11b ベルト外側表面
20 上部長円型圧力付与体
21 ベルト押圧部
21a ベルト押圧面
21b ベルト押圧面裏面側
22 ベルトガイド部
22a 潤滑剤ホルダー
23 ベルト反転部
23a 係合溝
23b 溝端部
24 ベルトガイド用突起
25 冷却水室
25a 補強板
30 下部長円型圧力付与体
31 ベルト押圧部
31a ベルト押圧面
31b ベルト押圧面裏面側
32 ベルトガイド部
32a 潤滑剤ホルダー
33 ベルト反転部
33a 係合溝
33b 溝端部
34 ベルトガイド用突起
35 冷却水室
35a 補強板
40 摩擦板
40a 表面側
40b ねじ
40c 先端部
40d 曲り部
50 潤滑剤
a スリット帯板
θ1 摩擦板の先端部の傾斜角度
θ2 係合溝の溝端部の傾斜角度
θ3 θ1とθ2との角度差
また、請求項1の好ましい態様として、摩擦板をエンドレスベルト幅に合わせて複数に分割配列する構成とした。また、摩擦板の表面側に自己潤滑性成分を有する薄い被膜を形成した。
摩擦板は金属製薄板で且つ長円型圧力付与体の材質と同等かそれより良好なより熱伝導性有するので、重ねて配置しても速やかな熱伝導で冷却効果を低下させない。
摩擦板は金属製薄板なのでシアー切断やプレス折り曲げ加工などが容易なので安価な部品が実現できる。
摩擦板は金属製薄板なので摩擦板の両端部を曲げ加工することで容易にベルト内側表面を円滑に挟持部へ導入、送り出しできるのでエンドレスベルトの損傷防止対策となる。
長円型圧力付与体は撓み強度を最小限にする必要性や冷却水用の密閉箱構造の溶接加工性の問題から従来の鋼製構造となるが、摩擦板の素材は長円型圧力付与体の材質と同等かそれより良好な熱伝導性を持つJIS規格の冷間圧延鋼板や銅及び銅合金板、アルミ板などの冷間圧延薄板材を市販の安価な素材から自由に選択が可能となる。
また、フッ素樹脂被膜鋼板やモリブデンやグラファイトなどの自己潤滑性成分の焼結層の被膜を持つ金属製薄板を利用すれば外部からの潤滑剤の供給が要らないので潤滑剤や潤滑材塗布装置も不要となり保守点検も極めて容易となる。
金属製薄板をベルト押圧面に重ねる方式なので、摩擦板をエンドレスベルト幅に応じた分割方式にすることが可能となり、磨耗が激しい摩擦部分のみに付いて部分的に簡単に交換が可能となるので保守管理費用も安価で短時間での交換が可能となり生産性の向上となる。
張力付与装置の大小にかかわらず金属製薄板の分割した摩擦板は小型軽量な共通標準部品としてストックされるので、世界中のユーザへの供給の利便性がある。
このように金属製薄板の摩擦板をベルト押圧面に重ねて配置することにより強度も熱効率も低下させることなく、簡単に交換可能な摩擦面を実現できることになる画期的なものである。摩擦面が磨耗した場合にはあらかじめ準備しておいた摩擦板と容易に短時間に交換が可能となり、生産活動を阻害することなく装置の維持管理が簡単迅速に可能となる。
またプレスによる曲げ加工が容易に可能な薄板金属板を長円型圧力付与体に重ね合わせることにより非常に安価な交換部品となる。あるいは、摩擦板の片面をフッ素樹脂被膜鋼板やモリブデン、グラファイトなどによる焼結層の被膜により自己潤滑機能を持たせることにより、押圧された摩擦面とベルト内側表面との潤滑が充分且つ均等となり蛇行や張力不均等の問題も解消される。従来の外部潤滑剤塗布装置が不要となれば、スリット運転途中でライン運転を停止して潤滑剤を点検補給する必要もないので生産性も格段に向上する。
また、ベルト内側表面に潤滑油脂を塗布する方式ではないので、ベルトに油脂分が付着することもなく、その結果スリット帯板表面を汚して製品ロスとなることもなく歩留まりと品質向上に大いに役立つことなる。
また、摩擦板をベルト各条幅、もしくは複数のベルト幅に相当する幅の分割方式にすることにより早期に磨耗した部分の摩擦板のみの交換で初期の性能を回復維持できるので保守管理も簡単、迅速且つ非常に安価な維持費用となる等、極めて新規的有益なる効果を奏するものである。
多条エンドレスベルト式帯板巻取り張力付与装置にはプーリのない長円型ドラム方式があるので、実施の形態では長円型ドラム方式について説明する。
つまり、傾斜角度θ2>傾斜角度θ1であり、
且つ、角度差θ3=θ2−θ1=0.5度〜2度程度
である。摩擦板40が容易に上下の各係合溝23a,33aに係合装着されて確実に固定されるためにはこの角度差θ3が必要なのである。
11a ベルト内側表面
11b ベルト外側表面
20 上部長円型圧力付与体
21 ベルト押圧部
21a ベルト押圧面
21b ベルト押圧面裏面側
22 ベルトガイド部
22a 潤滑剤ホルダー
23 ベルト反転部
23a 係合溝
23b 溝端部
24 ベルトガイド用突起
25 冷却水室
25a 補強板
30 下部長円型圧力付与体
31 ベルト押圧部
31a ベルト押圧面
31b ベルト押圧面裏面側
32 ベルトガイド部
32a 潤滑剤ホルダー
33 ベルト反転部
33a 係合溝
33b 溝端部
34 ベルトガイド用突起
35 冷却水室
35a 補強板
40 摩擦板
40a 表面側
40c 先端部
40d 曲り部
50 潤滑剤
a スリット帯板
θ1 摩擦板の先端部の傾斜角度
θ2 係合溝の溝端部の傾斜角度
θ3 θ1とθ2との角度差
Claims (3)
- 多条の各スリット帯板を上下両面から挟圧する上下一対のエンドレスベルトをスリット帯板の幅方向に複数並設し、並設された上下のエンドレスベルトのベルト内側表面をスリット帯板の上下両面に向けてそれぞれ押圧し且つベルト押圧面で発生する摩擦熱を冷却する冷却水室を内部に有するベルト押圧体又は長円型圧力付与体を上下のエンドレスベルトの内側にそれぞれ配置し、上下の各エンドレスベルトのベルト外側表面の摩擦係数を上記ベルト内側表面の摩擦係数より大にし、巻取り側に移動する各スリット帯板との密着係合で各エンドレスベルトを駆動し、移動する各スリット帯板と一体となって各エンドレスベルトを独立して循環動させ、ベルト押圧面とエンドレスベルトのベルト内側表面との間の滑りによる摩擦力でスリット帯板に巻取り張力を付与する多条エンドレスベルト式帯板巻取り張力付与装置において、上記ベルト押圧体又は長円型圧力付与体と同等又はそれ以上の良好な熱伝導性を有する金属製薄板からなる摩擦板を上記ベルト押圧体又は長円型圧力付与体のベルト押圧面の表面に取り外し自在に装着したことを特徴とする多条エンドレスベルト式帯板巻取り張力付与装置。
- 摩擦板をエンドレスベルト幅に合わせて複数に分割配列する構成とした請求項1記載の多条エンドレスベルト式帯板巻取り張力付与装置。
- 摩擦板の表面側に自己潤滑性成分を有する薄い被膜を形成した請求項1又は請求項2に記載の多条エンドレスベルト式帯板巻取り張力付与装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010227296A JP4801788B1 (ja) | 2010-10-07 | 2010-10-07 | 多条エンドレスベルト式帯板巻取り張力付与装置 |
| US13/108,343 US8955731B2 (en) | 2010-10-07 | 2011-05-16 | Multiple endless belt type band sheet coiling tension applying apparatus |
| KR1020110047056A KR101202465B1 (ko) | 2010-10-07 | 2011-05-18 | 다줄 엔드리스 벨트식 스트립 권취장력 부여장치 |
| EP11167881.9A EP2439004A3 (en) | 2010-10-07 | 2011-05-27 | Multiple endless belt type band sheet coiling tension applying apparatus |
| TW100120965A TWI438040B (zh) | 2010-10-07 | 2011-06-16 | Multiple endless belt belt tensioning device |
| CN201110208202.1A CN102441586B (zh) | 2010-10-07 | 2011-07-19 | 多条无端环带式带板卷取张力赋予装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010227296A JP4801788B1 (ja) | 2010-10-07 | 2010-10-07 | 多条エンドレスベルト式帯板巻取り張力付与装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4801788B1 JP4801788B1 (ja) | 2011-10-26 |
| JP2012081477A true JP2012081477A (ja) | 2012-04-26 |
Family
ID=44508701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010227296A Active JP4801788B1 (ja) | 2010-10-07 | 2010-10-07 | 多条エンドレスベルト式帯板巻取り張力付与装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8955731B2 (ja) |
| EP (1) | EP2439004A3 (ja) |
| JP (1) | JP4801788B1 (ja) |
| KR (1) | KR101202465B1 (ja) |
| CN (1) | CN102441586B (ja) |
| TW (1) | TWI438040B (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699123A (zh) * | 2012-06-14 | 2012-10-03 | 亚太轻合金(南通)科技有限公司 | 一种铝管的连续大盘收卷装置 |
| WO2014122737A1 (ja) | 2013-02-06 | 2014-08-14 | Jdc株式会社 | サクションロール装置 |
| WO2016151701A1 (ja) * | 2015-03-20 | 2016-09-29 | Jdc株式会社 | スリット帯板の巻取り張力付与装置 |
| JP6150368B1 (ja) * | 2016-09-15 | 2017-06-21 | Jdc株式会社 | スリット帯板の巻取り張力付与装置 |
| TWI611849B (zh) * | 2016-08-05 | 2018-01-21 | Jdc Inc | 分條帶板之捲繞張力賦予裝置 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104338785A (zh) * | 2013-08-02 | 2015-02-11 | 昆山国置精密机械有限公司 | 一种钢板卷取张力装置 |
| KR101725097B1 (ko) * | 2015-12-21 | 2017-04-10 | 주식회사 포스코 | 스트립 미끄럼 방지장치 |
| CN106391751B (zh) * | 2016-06-04 | 2019-05-31 | 扬州亚联机械科技有限公司 | 一种可横向偏移的皮带张力装置 |
| CN106829586B (zh) * | 2017-04-01 | 2018-03-27 | 罗兰丝汇时尚家纺有限公司 | 家纺布料卷取装置 |
| US20180319613A1 (en) * | 2017-05-04 | 2018-11-08 | Butech, Inc. | Traction tensioning machine |
| CN109675961A (zh) * | 2018-12-07 | 2019-04-26 | 肇庆宏旺金属实业有限公司 | 一种具有微调结构的张力站 |
| US11510474B1 (en) * | 2021-05-05 | 2022-11-29 | John H. Shadduck | Cosmetic applicator and method of use |
| JP7208691B1 (ja) * | 2021-12-10 | 2023-01-19 | 株式会社精工技研 | 光ファイバフェルールの端面研磨装置、光ファイバフェルールの端面研磨装置の製造方法および光ファイバフェルールの端面研磨装置に使用する摺動板 |
| US20260049445A1 (en) * | 2024-08-16 | 2026-02-19 | Beijing Hengmeite Technology Co., Ltd. | Full-automatic fabric rectangular cutting equipment |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2584704A (en) * | 1948-09-07 | 1952-02-05 | Harry L Horn | Strip casting machine |
| US3481523A (en) * | 1967-06-13 | 1969-12-02 | Us Industries Inc | Strip stock feeding device |
| US3735937A (en) | 1971-02-08 | 1973-05-29 | B Plantard | Continuous sheet slitting mills |
| JPS56136748A (en) * | 1980-12-23 | 1981-10-26 | Nippon Kaihatsu Consultant:Kk | Tension applying apparatus for band steel |
| JPS60122652A (ja) * | 1983-12-05 | 1985-07-01 | Rozai Kogyo Kk | ベルトブライドル |
| JPH0774061B2 (ja) | 1986-07-07 | 1995-08-09 | 株式会社日本開発コンサルタント | 帯板張力付与装置 |
| JP2788941B2 (ja) * | 1989-11-01 | 1998-08-20 | 株式会社日本開発コンサルタント | 帯板の巻取り張力付与装置 |
| US5265817A (en) * | 1989-11-08 | 1993-11-30 | Auxmet | Braking device for continuous slitted bands |
| FR2654024B1 (fr) * | 1989-11-08 | 1995-04-14 | Auxmet | Perfectionnements apportes aux installations de refendage de bandes. |
| JPH0476085A (ja) * | 1990-07-17 | 1992-03-10 | Toyota Motor Corp | 差動制限装置 |
| JP2651891B2 (ja) * | 1993-11-05 | 1997-09-10 | 株式会社日本開発コンサルタント | 円形型金属性帯板張力付与装置 |
| JP2745391B2 (ja) * | 1995-01-24 | 1998-04-28 | 株式会社淀川製鋼所 | 表面処理金属ストリップ用の巻取装置とその巻取方法 |
| US5775417A (en) * | 1997-03-24 | 1998-07-07 | Council; Malcolm N. | Coiled tubing handling apparatus |
| JP3023598B2 (ja) * | 1997-03-25 | 2000-03-21 | 株式会社日本開発コンサルタント | 帯板張力付与装置のエンドレスベルト |
| JP3769730B2 (ja) * | 2002-07-02 | 2006-04-26 | 株式会社日本開発コンサルタント | 帯板巻取り張力付与装置及び帯板巻取り張力付与装置のエンドレスベルト並びに帯板巻取り張力付与装置のエンドレスベルト用潤滑剤 |
| ATE359878T1 (de) * | 2002-07-02 | 2007-05-15 | Japan Dev Consult | Spannvorrichtung für eine bandhaspel |
| JP3686886B2 (ja) * | 2002-07-02 | 2005-08-24 | 株式会社日本開発コンサルタント | 帯板巻取り張力付与装置 |
| JP3947714B2 (ja) * | 2003-01-31 | 2007-07-25 | 株式会社日本開発コンサルタント | 帯板巻取り張力付与装置 |
| US6964392B1 (en) * | 2003-06-24 | 2005-11-15 | Matsunaga Douglas S | Variable strip tensioner |
| JP4625516B2 (ja) * | 2008-10-06 | 2011-02-02 | 株式会社日本開発コンサルタント | ベルト式帯板巻取り張力付与装置のスリット入りエンドレスベルト |
-
2010
- 2010-10-07 JP JP2010227296A patent/JP4801788B1/ja active Active
-
2011
- 2011-05-16 US US13/108,343 patent/US8955731B2/en active Active
- 2011-05-18 KR KR1020110047056A patent/KR101202465B1/ko active Active
- 2011-05-27 EP EP11167881.9A patent/EP2439004A3/en not_active Withdrawn
- 2011-06-16 TW TW100120965A patent/TWI438040B/zh active
- 2011-07-19 CN CN201110208202.1A patent/CN102441586B/zh active Active
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699123A (zh) * | 2012-06-14 | 2012-10-03 | 亚太轻合金(南通)科技有限公司 | 一种铝管的连续大盘收卷装置 |
| WO2014122737A1 (ja) | 2013-02-06 | 2014-08-14 | Jdc株式会社 | サクションロール装置 |
| KR20150006032A (ko) | 2013-02-06 | 2015-01-15 | 제이디씨 가부시키가이샤 | 흡입 롤 장치 |
| US9663315B2 (en) | 2013-02-06 | 2017-05-30 | Jdc, Inc. | Suction roll device |
| EP3272686A4 (en) * | 2015-03-20 | 2018-12-19 | JDC, Inc. | Slit band sheet coiling-tension applying device |
| WO2016151701A1 (ja) * | 2015-03-20 | 2016-09-29 | Jdc株式会社 | スリット帯板の巻取り張力付与装置 |
| JPWO2016151701A1 (ja) * | 2015-03-20 | 2017-06-01 | Jdc株式会社 | スリット帯板の巻取り張力付与装置 |
| US10618092B2 (en) | 2015-03-20 | 2020-04-14 | Jdc, Inc. | Slit band sheet coiling-tension applying device |
| TWI611849B (zh) * | 2016-08-05 | 2018-01-21 | Jdc Inc | 分條帶板之捲繞張力賦予裝置 |
| JP6150368B1 (ja) * | 2016-09-15 | 2017-06-21 | Jdc株式会社 | スリット帯板の巻取り張力付与装置 |
| KR20180079223A (ko) * | 2016-09-15 | 2018-07-10 | 제이디씨 가부시키가이샤 | 슬릿 띠판의 권취장력 부여장치 |
| KR101944391B1 (ko) * | 2016-09-15 | 2019-04-17 | 제이디씨 가부시키가이샤 | 슬릿 띠판의 권취장력 부여장치 |
| WO2018051470A1 (ja) * | 2016-09-15 | 2018-03-22 | Jdc株式会社 | スリット帯板の巻取り張力付与装置 |
| US10875070B2 (en) | 2016-09-15 | 2020-12-29 | Jdc, Inc. | Device for applying coiling-tension to a slit band sheet |
| US11534812B2 (en) | 2016-09-15 | 2022-12-27 | Jdc, Inc. | Device for applying coiling-tension to a slit band sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201215550A (en) | 2012-04-16 |
| CN102441586A (zh) | 2012-05-09 |
| US20120085853A1 (en) | 2012-04-12 |
| US8955731B2 (en) | 2015-02-17 |
| EP2439004A3 (en) | 2015-04-01 |
| TWI438040B (zh) | 2014-05-21 |
| KR20120036249A (ko) | 2012-04-17 |
| JP4801788B1 (ja) | 2011-10-26 |
| CN102441586B (zh) | 2015-02-25 |
| EP2439004A2 (en) | 2012-04-11 |
| KR101202465B1 (ko) | 2012-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4801788B1 (ja) | 多条エンドレスベルト式帯板巻取り張力付与装置 | |
| US5750259A (en) | Method and apparatus for finishing a continuous sheet of paper | |
| US8408973B2 (en) | Finishing apparatus with resiliently mountable finishing belt guide | |
| KR101878872B1 (ko) | 슬릿 스트립의 권취 장력 부여 장치 | |
| KR100515156B1 (ko) | 스트립 권취장력 부여장치 및 스트립 권취장력 부여장치의 엔들리스 벨트 및 스트립 권취장력 부여장치의 엔들리스벨트용 윤활제 | |
| US11534812B2 (en) | Device for applying coiling-tension to a slit band sheet | |
| KR102613480B1 (ko) | 슈퍼 피니싱 장치 | |
| JP3686886B2 (ja) | 帯板巻取り張力付与装置 | |
| JP5113452B2 (ja) | 無端ベルトの製造方法及び無端ベルトの研磨装置 | |
| JP4672721B2 (ja) | ドクタベッド | |
| JP2014180621A (ja) | 塗布装置及び塗布方法 | |
| KR101641323B1 (ko) | 실의 교체가 용이한 숫돌 가공 기계 | |
| US2801498A (en) | Abrasive finishing machine | |
| HK1259715A1 (en) | Winding tension applying device for slit strip | |
| HK1259715B (en) | Winding tension applying device for slit strip | |
| CN102939172B (zh) | 用于带材轧机的压榨机和带材轧机 | |
| FI90263B (fi) | Pitkävyöhykepuristin | |
| TW201808482A (zh) | 分條帶板之捲繞張力賦予裝置 | |
| TW201134742A (en) | Strip tension application apparatus | |
| JP2011005637A (ja) | テープホルダ一体型カセットシュー組立体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110802 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110805 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140812 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4801788 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |