JP2012123521A - 製造装置のプロセス条件と判定条件の自動変更システム - Google Patents
製造装置のプロセス条件と判定条件の自動変更システム Download PDFInfo
- Publication number
- JP2012123521A JP2012123521A JP2010272489A JP2010272489A JP2012123521A JP 2012123521 A JP2012123521 A JP 2012123521A JP 2010272489 A JP2010272489 A JP 2010272489A JP 2010272489 A JP2010272489 A JP 2010272489A JP 2012123521 A JP2012123521 A JP 2012123521A
- Authority
- JP
- Japan
- Prior art keywords
- condition
- determination
- conditions
- data
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- General Factory Administration (AREA)
- Testing And Monitoring For Control Systems (AREA)
Abstract
【課題】判定の精度を向上するために、プロセス装置に対してプロセス条件の自動変更を行った際に、併せてEESの異常判定条件も自動変更を行う、製造装置のプロセス条件と判定条件の自動変更システムを提供する。
【解決手段】装置から基板を処理するプロセスデータを取得する手段と、前記基板のID情報と基板を処理するプロセス条件の設定値を取得する手段と、前記ID情報を紐付けた前記プロセスデータと、設定された判定条件を比較し、プロセスデータの正常/異常を判断する手段と、異常と判断された場合に前記装置、あるいは前記装置の下流の工程に設けられた装置のプロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えたことを特徴とする製造装置のプロセス条件と判定条件の自動変更システム。
【選択図】図4
【解決手段】装置から基板を処理するプロセスデータを取得する手段と、前記基板のID情報と基板を処理するプロセス条件の設定値を取得する手段と、前記ID情報を紐付けた前記プロセスデータと、設定された判定条件を比較し、プロセスデータの正常/異常を判断する手段と、異常と判断された場合に前記装置、あるいは前記装置の下流の工程に設けられた装置のプロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えたことを特徴とする製造装置のプロセス条件と判定条件の自動変更システム。
【選択図】図4
Description
本発明は、例えば半導体や液晶パネルなどの製造装置(以下、装置)の動作を監視して製造処理データや動作データを収集し、収集したデータから装置の製造処理状況や動作を解析し、装置の処理条件を設定して信頼性や生産性を向上させるシステムに関するものである。
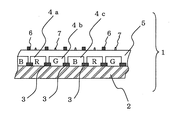
背景技術として、液晶パネルに用いられるカラーフィルタの場合を例として説明する。図1はカラー液晶表示装置に用いられるカラーフィルタの一例を断面で示した図である。カラーフィルタ1は、ガラス基板2上にブラックマトリックス(以下、BM)3、レッドRの着色画素(以下、R画素)4a、グリーンGの着色画素(以下、G画素)4b、ブルーBの着色画素(以下、B画素)4c、透明電極5、及びフォトスペーサー(Photo Spacer)(以下、PS)6、バーテイカルアライメント(Vertical Alignment)(以下、VA)7が順次形成されたものである。
上記構造のカラーフィルタの製造方法は、フォトリソグラフィー法、印刷法、インクジェット法が知られているが、図2は一般的に用いられているフォトリソグラフィー法の工程を示すフロー図である。カラーフィルタは、先ず、ガラス基板上にブラックマトリックス(BM)を形成処理する工程(C−1)、ガラス基板を洗浄処理する工程(C−2)、着色フォトレジストを塗布および予備乾燥処理する工程(C−3)、着色フォトレジストを乾燥、硬化処理するプリベーク工程(C−4)、露光処理する工程(C−5)、現像処理する工程(C−6)、着色フォトレジストを硬化処理する工程(C−7)、透明電極を成膜処理する工程(C−8)、PS、VAを形成処理する工程(C−9)がこの順に行われ製造される。
例えば、R画素、G画素、B画素の順に画素が形成される場合には、カラーフィルタ用ガラス基板を洗浄処理する工程(C−2)から、着色フォトレジストを硬化処理する工程間(C−7)ではレッドR、グリーンG、ブルーBの順に着色レジストを変更して3回繰り返されてR画素、G画素、B画素が形成される。
上記カラーフィルタの製造工程において発生する不良の例として、洗浄工程における異物付着、着色レジスト塗布及び予備乾燥工程では着色レジストの塗布ムラやピンホール、露光工程では露光量の過不足やマスクの位置あわせ不良、現像工程では現像の過不足や現像ムラなどがある。
上記不良の発生を抑制したり、発生した不良品を検出するために、装置の動作状況や製造処理条件を監視したり、検査装置で不良品を検出して品質を保証している。
上記カラーフィルタや半導体製造における装置において、装置の動作(以下プロセス動作と呼ぶ)が正常であるかを監視する方法として、流量、温度、圧力といった装置動作時のデータ(以下、プロセスデータと呼ぶ)を数ms周期で高速に収集・解析する装置解析システム(ここで、装置解析システムとは,装置から装置のプロセスデータや入力される電力やポンプから吐き出される流量などのデータを収集し、装置が正常な動作を行っているかを監視することによって,装置の異常を早期発見し、信頼性や生産性を向上させるシステムを指す。)がある。
上記装置解析システム(以下、EES:Equipment Engineering
Systemと呼ぶ)を用いたプロセス異常の解析方法には、例えば以下のものがあげられる。
Systemと呼ぶ)を用いたプロセス異常の解析方法には、例えば以下のものがあげられる。
1.正常運転時のプロセスデータとの差異から異常検出を行い、異常の有無判定、異常原因の決定を行う(特許文献1)。
2.ある区間で(例えば、ある装置の動作開始からX秒経過後までをある区間として)切り出したプロセスデータから特徴量(平均、最大、最小など)を抽出し、プロセス−品質モデルを作成し、収集したプロセスデータから抽出した特徴量を作成したプロセス−品質モデルに当てはめる事により異常の有無判定や、故障発生の予測を行う(特許文献2)。
3.プロセスデータから抽出した特徴量を用いてデータマイニングや多変量解析による解析からプロセス−品質モデルを作成し、収集したプロセスデータの解析結果を作成したプロセス−品質モデルに当てはめる事により異常の有無判定を行う(特許文献3)。
2.ある区間で(例えば、ある装置の動作開始からX秒経過後までをある区間として)切り出したプロセスデータから特徴量(平均、最大、最小など)を抽出し、プロセス−品質モデルを作成し、収集したプロセスデータから抽出した特徴量を作成したプロセス−品質モデルに当てはめる事により異常の有無判定や、故障発生の予測を行う(特許文献2)。
3.プロセスデータから抽出した特徴量を用いてデータマイニングや多変量解析による解析からプロセス−品質モデルを作成し、収集したプロセスデータの解析結果を作成したプロセス−品質モデルに当てはめる事により異常の有無判定を行う(特許文献3)。
EESを用いたプロセス異常の解析方法において、特許文献1に記載されている正常運転時のプロセスデータの選択方法としては、オペレータが正常運転時のデータを過去のデータから選択して設定をする。しかし、正常運転時のデータにおいても装置の動作ごとにばらつきが見られるため、収集したプロセスデータとの差異を求めるにあたり、そのばらつきの影響で正確に求めることができない。
特許文献2に記載されている方法は、異常の有無の判定は可能だが、どのような異常が発生しているかといった予測は不可能である。
特許文献3に記載されている方法は、異常の有無の判定は可能で、しかも検査データを用いているためどのような異常が発生しているかといった予測も可能となっている。しかしながら、一般的に、良品が出来ている時においてもプロセスデータにバラツキが発生しているため、求められたプロセスデータは、必ずしも正常なものとは言い切れない。
また、プロセスデータが正常かどうかを判断には、一般的にはプロセス装置のプロセス条件の設定値に対するプロセスデータの出力値を比較して行う。
プロセスデータはプロセス処理中の連続したデータを表示するのに対して、プロセス条件の設定値は局所もしくは平均の値を示すので、アナログデータの特徴量(平均値、極大値、極小値など)を抽出して比較する必要がある。一般的にプロセスデータは高速(数ms周期)で収集されるが、収集した全数のデータを比較すると膨大な量のデータとの比較は、時間がかかるため代表となる特徴量との比較を行う。
あるプロセス処理中のプロセスデータの値から装置のプロセス条件の設定値を示す特徴量(特定区間の平均、最大など)を抽出し、その抽出した値と設定値からプロセス−品質モデル(特徴量と設定値の関係から正常/異常を判定するためのモデル)を作成し、抽出した値を品質モデルに当てはめることで(抽出した値が正常な範囲内にあるかを判定することで)、プロセスデータの正常/異常の判定を行う。
また、プロセス装置の設定値を制御する方法として、プロセスデータの変動や検査機などの結果に対して統計的管理などの傾向管理手法を用い、フィードバック、フィードフォワード制御をかけることでプロセス装置のプロセス条件の設定値を制御する方法があり、これは、例えばポンプから送り出される液体の流量に対して任意の規格値に対して傾向を監視しておき、流量が規格値から外れたら、流量が規格値内に収まるようにポンプの出力を制御するAPC(Advanced Process Control:プロセス変動をフィードバック、フィードフォワードし制御すること)と呼ばれる方法がある。
EESを用いた従来のプロセス異常の解析方法においては、対象装置の設定値の変更の有無にかかわらず、単一の判定条件を用いて、プロセス装置でのプロセス処理の正常/異常の解析を行っている。そのため、APCを用いたプロセス装置のプロセス条件の自動変更を行った場合に、設定値の変更前後でのプロセス処理の結果は異なるにもかかわらず、すべてのプロセス処理の結果に対して同一の判定条件を適応してしまう。その結果、異常判定の精度は低いものとなってしまう。即ち、図3(a)はプロセス条件変更前、図3(b)は変更後を示す図であって、プロセス装置(この場合は、例えばフォトレジストの吐出ポンプ)の吐出圧力の変更前のプロセス条件P1が自動変更されてP2となった場合に、EES側で判定条件(吐出圧力の閾値、即ち上限値P1Uと下限値P1L)の変更がされないと、プロセス装置としては正常に動作しているにもかかわらす、EESが異常と判定してしまう可能性がある(図3(b)の場合は、プロセス条件P2が上限値P1Uよりも大きくなるような場合を示す)。この結果、判定の精度は低いものとなってしまう。
そこで本発明は上記問題に鑑みて、判定の精度を向上するために、プロセス装置に対してプロセス条件の自動変更を行った際に、併せてEESの判定条件も自動変更を行う、製造装置のプロセス条件と判定条件の自動変更システムを提供することを目的とする。
本発明の請求項1に係る発明は、基板を製造処理する装置から装置のプロセスデータを収集し、収集したデータから装置の製造処理状況や動作を解析し、装置のプロセス条件や判定条件を設定して装置の信頼性や生産性を向上させるシステムであって
装置から基板を処理するプロセスデータを取得する手段と、
前記基板のID情報と基板を処理するプロセス条件の設定値を取得する手段と、
前記ID情報を紐付けた前記プロセスデータと、設定された判定条件を比較し、プロセスデータの正常/異常を判断する手段と、
異常と判断された場合に前記装置、あるいは前記装置の下流の工程に設けられた装置のプロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えたことを特徴とする製造装置のプロセス条件と判定条件の自動変更システムである。
装置から基板を処理するプロセスデータを取得する手段と、
前記基板のID情報と基板を処理するプロセス条件の設定値を取得する手段と、
前記ID情報を紐付けた前記プロセスデータと、設定された判定条件を比較し、プロセスデータの正常/異常を判断する手段と、
異常と判断された場合に前記装置、あるいは前記装置の下流の工程に設けられた装置のプロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えたことを特徴とする製造装置のプロセス条件と判定条件の自動変更システムである。
本発明の請求項2に係る発明は、前記プロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段は、
プロセスデータが判定条件から外れた場合に、制御するための装置パラメータと、判定条件の上下閾値と前記プロセスデータの値の差を補正するための関係式と、に基づいてプロセス条件を変更し、同時に判定条件をプロセス条件の上下閾値を持たせた条件に変更することを特徴とする請求項1記載の製造装置のプロセス条件と判定条件の自動変更システムである。
プロセスデータが判定条件から外れた場合に、制御するための装置パラメータと、判定条件の上下閾値と前記プロセスデータの値の差を補正するための関係式と、に基づいてプロセス条件を変更し、同時に判定条件をプロセス条件の上下閾値を持たせた条件に変更することを特徴とする請求項1記載の製造装置のプロセス条件と判定条件の自動変更システムである。
本発明の製造装置のプロセス条件と判定条件の自動変更システムによればフィードバックまたはフィードフォワード制御を行う際に、プロセス条件の自動変更に対して、EES
での判定条件も同時に自動変更を行うことで、EESでの異常判定の精度を向上することが出来、不良の発生を抑制し、生産性の向上を図ることが可能となる。
での判定条件も同時に自動変更を行うことで、EESでの異常判定の精度を向上することが出来、不良の発生を抑制し、生産性の向上を図ることが可能となる。
以下、図面を参照して本発明に係る製造装置のプロセス条件と判定条件の自動変更システムの実施形態を説明する。
図4は本発明に係る製造装置のプロセス条件と判定条件の自動変更システムをカラーフィルタ製造ラインに適用した一例で、プロセス条件と判定条件がフィードバックされる場合を示す。
図4に示される装置解析システム(EES)11は次に示す手段を備えている。即ち、プロセス装置A12からプロセスデータを取得する(矢印101)。また、基板10のID情報と基板10を処理するプロセス条件の設定値を取得(矢印102、矢印108)し、更に、前記ID情報を紐付けた前記プロセスデータと、設定された判定条件を比較し、正常/異常を判断する手段を備えている。
EES11によって、プロセス装置A12からプロセスデータや装置の動作信号が数ms周期で高速に収集(矢印101)される。
EES11で収集される、例えばポンプの吐出圧力、ステージの振動、洗浄液流量等のデータ(以下、アナログデータと呼ぶ)や、装置動作開始信号やヘッド走行開始信号といった動作信号(以下、デジタルデータと呼ぶ)は、波形データとしてデータ収集PC端末上にリアルタイムで表示され、収集した波形が正常かどうかをリアルタイムで判断することで、装置が正常に動いているかどうかの判断を行う。
EES11で収集データ14には、装置から収集したアナログデータやデジタルデータといったプロセスデータのほかに、プロセス処理を行う基板ID情報(矢印102)や装置のプロセス条件の設定値(矢印102)も含まれる。装置から収集された情報に紐付けられる基板IDや、プロセス条件の設定値はライン管理システム15から取得することが
できる。ライン管理システム15は、工場内の装置の生産状況、生産実績などのデータをリアルタイムに収集し管理するシステムで、収集しているデータに基板IDや装置のプロセス条件の設定値なども含めることで、プロセス処理を行っている際の基板ID、装置のプロセス条件の設定値がリアルタイム(プロセス処理直前)に取得することが出来るシステムであって、本発明の製造装置のプロセス条件と判定条件の自動変更システムの上位システムである。
できる。ライン管理システム15は、工場内の装置の生産状況、生産実績などのデータをリアルタイムに収集し管理するシステムで、収集しているデータに基板IDや装置のプロセス条件の設定値なども含めることで、プロセス処理を行っている際の基板ID、装置のプロセス条件の設定値がリアルタイム(プロセス処理直前)に取得することが出来るシステムであって、本発明の製造装置のプロセス条件と判定条件の自動変更システムの上位システムである。
EES11は収集データ14を判定条件16に基づいて、ID情報を紐付けたプロセスデータと、設定された判定条件を比較し、正常/異常を判断する手段であるPC端末13によって正常/異常の判定を行い(矢印103)、判定の結果、異常とみなされた場合、PC端末13上に異常が見られたプロセス処理中のアナログデータ、判定条件16を表示させ、アラームを発生させる。ここでいう判定条件16とは、装置のプロセスが正常に行われているか否かを判定するためのもので、プロセス条件に対して上下限の閾値を示すものである。当初のプロセス条件の設定値(収集データ14に含まれる)、及び判定条件16は予めライン管理システム15に設定されており、装置A12及びEES11に送られる。
図4に示されるフィードバック制御の場合は、装置A12で処理された基板10は検査装置A18で検査が行われる。この場合、検査装置A18はライン管理システム15から該当する基板のIDを入手する(矢印104)。EES11での判定結果や検査装置A18による検査結果はAPCサーバー17に保存される(矢印105、矢印106)。APCサーバー17は、装置A12のプロセス条件を変更する手段と、プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えており、プロセス条件の変更が必要と判断された場合(例えば、時間の経過によるプロセス装置の変化などにより同じプロセス条件で前記プロセス装置が動作していても、結果的に検査結果が変動する場合があり、その補正を行う必要がある)、プロセス条件の変更と合わせて判定条件を自動で変更する(矢印107、矢印108)。
また図5は、本発明に係る製造装置のプロセス条件と判定条件の自動変更システムをカラーフィルタ製造ラインに適用した図4とは別の場合を例示した図である。
図5に示される製造装置のプロセス条件と判定条件の自動変更システムは、プロセス条件と判定条件がフィードフォワードされる場合のシステムを示す。EES11は、工程1の装置B22からプロセスデータや装置の動作信号を数ms周期で高速に収集(矢印101)する。
EES11で収集される収集データ14のアナログデータや、デジタルデータは、波形データとしてPC端末13上にリアルタイムで表示され、収集した波形が正常かどうかをリアルタイムで判断することで、装置が正常に動いているかどうかの判断を行う。
EES11で収集される収集データ14には、装置B22から収集したアナログデータやデジタルデータ(矢印101)のほかに、ライン管理システム15から送られるプロセス処理を行う基板IDやそのプロセス処理を行う際の装置B22のプロセス条件の設定値が紐付けられて収集される情報(矢印102)も含まれる。装置B22から収集された情報に紐付けられる基板ID、装置のプロセス条件の設定値はライン管理システム15から取得することができる。
EES11は収集データ14を判定条件16と比較して正常/異常の判定を行い(矢印103)、判定の結果、異常とみなされた場合には、PC端末13上に、異常があったプロセス処理中のアナログデータ、判定条件を表示させ、アラームを発生させる。また、判
定結果はAPCサーバー17に送られ保存される(矢印105)。更に検査装置B20では、装置B22によって処理された基板の検査結果をライン管理システム15から送られた基板ID(矢印104)と紐付けし、APCサーバー17に送信する(106)。APCサーバー17では送られた検査結果を保存する。
定結果はAPCサーバー17に送られ保存される(矢印105)。更に検査装置B20では、装置B22によって処理された基板の検査結果をライン管理システム15から送られた基板ID(矢印104)と紐付けし、APCサーバー17に送信する(106)。APCサーバー17では送られた検査結果を保存する。
図5に示されるフィードフォワードの自動変更システムの場合は、工程1の装置B22で処理された基板10は、工程1の下流の工程(工程2)で装置C23で処理される。この場合、装置C23はライン管理システム15aから該当する基板のID情報を入手する(矢印102a)。EES11aでの判定結果及び検査装置C21による検査結果はAPCサーバー17に保存される(矢印105a、矢印106a)。上記ライン管理システム15a及び上記EES11aは説明の便宜上、ライン管理システム15及びEES11とは別に図示したが、システム上はライン管理システム15a及び上記EES11aはライン管理システム15及びEES11と同じものである。
APCサーバー17は、異常と判断された場合に装置B22の下流の工程に設けられた装置、即ち装置C23のプロセス条件を変更する手段と、プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えており、プロセス条件の変更が必要と判断された場合、例えば、時間の経過によるプロセス装置の変化などにより同じプロセス条件でもEESでの判定結果が変動する場合があり、そのプロセス条件や判定条件の補正を行う必要があり、次の工程の装置C23のプロセス条件の変更と合わせてEESの判定条件を自動で変更を行う(矢印107、矢印108)。
図6に本発明に係る製造装置のプロセス条件と判定条件の自動変更システムをカラーフィルタ製造ラインのフォトレジストの塗布工程に適用した場合を示す。
図6の場合はフィードバック制御の場合を示すが、図6と図7のフロー図を用いて、プロセス条件と判定条件の変更方法を説明する。
開始後(S1)、EES11は塗布装置32で塗布を行った際に塗布装置32からプロセスデータを(矢印101)、またライン管理システム15からは基板ID、判定条件を取得し(矢印102)、それらを紐付けたものを収集データ14として保持する(S2)。EES11では、収集データ14と収集したデータのプロセス処理に対応した判定条件16と比較を行い、正常/異常の判断を行い(S3)、判定結果をPC端末13上に表示する(S4)。また、上記判定結果はAPCサーバー17に送られ(矢印105)、保存される(S5)。また、膜厚検査装置38で得られた検査結果は、ライン管理システム15から取得した基板ID(矢印104)と、膜厚検査装置38での検査結果を紐付け、APCサーバー17に送られ(矢印106)、保存される(S6)。
プロセス条件の補正内容の設定について説明する。補正内容は、APCサーバー17で保存されているEES11で取得したプロセスデータや、膜厚検査装置38から取得した検査結果から異常と判断された場合に(S7のYES)、そのデータから補正内容の取得を行う(S8)。APCサーバー17では、EES11での判定結果や膜厚検査装置38の検査結果とそれらのデータに対して影響を与える塗布装置32のプロセス条件の関係を保持しており、また、プロセス条件が与える影響についての関係式も同時に保持している。
例えばEES11から取得したプロセスデータについて上限異常があったとすると(例えば塗布装置32の制御するための装置パラメータである塗布速度(塗布ヘッドの走行速度)や塗布ヘッドと基板とのギャップ寸法や塗布されるフォトレジストを吐出するポンプの吐出圧力の上限値PUに対し、ΔPだけ超過しているとする)、APCサーバー17で
はそのプロセスデータを制御するための装置パラメータや、関係式を取得する(S9)。例えば、装置パラメータをA、B、Cとし、制御する装置が塗布装置であるのでAは塗布装置の塗布速度、Bは塗布ヘッドと基板とのギャップ寸法、Cは塗布されるフォトレジストを吐出するポンプの吐出圧力とする。また関係式とは、ΔP=aΔA+bΔB+cΔCであって、a、b、cは定数で、ΔAは塗布装置の走行速度の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示す。同様に、ΔBは塗布ヘッドと基板とのギャップ寸法の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示し、ΔCは塗布されるフォトレジストを吐出するポンプの吐出圧力の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示す。この場合上記a、b、cは予め設定された定数であって、上記A、B、Cの条件のプロセスの結果に及ぼす影響度が高いものから大きな値が設定され、取得した関係式と上限超過の値ΔPから最適なΔA、ΔB、ΔCを取得する(それぞれのプロセス条件に対して変更可能な上下限値を設定しておき、その値の範囲で関係式が成立するように値を算出する)。算出したΔA、ΔB、ΔCから変更する装置のプロセス条件の値を取得し(S10)、装置にプロセス条件変更の指示を出し(矢印107)、同時にEES11に対しても変更した装置の判定条件変更の指示を出し(同様の関係式から現状の閾値に対してΔPだけ変更する)(S11)、その後直ちに終了する(S12)。ステップ(S7)でNOの場合は、ステップ(S2)に移行する。
はそのプロセスデータを制御するための装置パラメータや、関係式を取得する(S9)。例えば、装置パラメータをA、B、Cとし、制御する装置が塗布装置であるのでAは塗布装置の塗布速度、Bは塗布ヘッドと基板とのギャップ寸法、Cは塗布されるフォトレジストを吐出するポンプの吐出圧力とする。また関係式とは、ΔP=aΔA+bΔB+cΔCであって、a、b、cは定数で、ΔAは塗布装置の走行速度の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示す。同様に、ΔBは塗布ヘッドと基板とのギャップ寸法の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示し、ΔCは塗布されるフォトレジストを吐出するポンプの吐出圧力の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示す。この場合上記a、b、cは予め設定された定数であって、上記A、B、Cの条件のプロセスの結果に及ぼす影響度が高いものから大きな値が設定され、取得した関係式と上限超過の値ΔPから最適なΔA、ΔB、ΔCを取得する(それぞれのプロセス条件に対して変更可能な上下限値を設定しておき、その値の範囲で関係式が成立するように値を算出する)。算出したΔA、ΔB、ΔCから変更する装置のプロセス条件の値を取得し(S10)、装置にプロセス条件変更の指示を出し(矢印107)、同時にEES11に対しても変更した装置の判定条件変更の指示を出し(同様の関係式から現状の閾値に対してΔPだけ変更する)(S11)、その後直ちに終了する(S12)。ステップ(S7)でNOの場合は、ステップ(S2)に移行する。
図8はこのようにして得られた吐出ポンプの変更されたプロセス条件と判定条件を示す図である。図8(a)は変更前のプロセス条件と判定条件を示す図で、図8(b)はこのようにして得られた変更されたプロセス条件と判定条件を示す図である。図8(a)のPBは変更前のプロセス条件、PBU、PBLは判定条件の上限閾値、下限閾値であって、図8(b)のPAは変更後のプロセス条件、PAU、PALは判定条件の上限閾値、下限閾値である。
上記のフローは基板1枚に異常判定があった場合にプロセス条件と判定条件の変更指示を行うものであるが、複数枚の基板が連続して異常判定があった場合を条件として、変更指示を行っても良い
また図9は、本発明に係る装置のプロセス条件と判定条件の自動変更システムをカラーフィルタ製造ラインの露光工程と次工程である現像工程に適用した場合を例示した図である。上記図6のフィードバック制御の場合に対して、図9はフィードフォワード制御の場合を示す。
フィードフォワード制御の場合のプロセス条件と判定条件の変更方法を図9に示す露光工程(工程1)と次の工程である現像工程(工程2)に適用した場合を例として、説明する。
次の工程(工程2)で現像装置43で処理を行う場合に、基板10の基板IDをライン管理システム15aから取得する(矢印102a)。また前の工程(工程1)で露光装置42での処理を行った結果から得られたプロセスデータと判定条件を比較した結果、異常と判断された場合、現像装置43に対してプロセス条件の変更を指示する。この場合、勿論上記フィードバック制御の場合のように露光装置のプロセス条件を変更することが考えられるが、露光処理の結果の良否を判断する検査結果が得られない場合には(図9では検査装置40が示されているが、一般的には現像処理の直後には検査装置は設置されない)、フィードフォワード制御を行う。フィードフォワード制御によれば、すでに露光処理された基板に対して、現像装置43のプロセス条件を変更することによって、品質の安定した基板を作ることが出来る。
現像装置43のプロセス条件の変更が指示された場合に、その変更の内容に合わせてEESでの判定条件の内容も変更を行うように指示を出す。判定条件の変更後、現像装置によるプロセス処理を行い、工程1と同様にライン管理システム15aから基板ID(矢印102a)を、また現像装置43からはプロセスデータを取得し(矢印101a)、それらを紐付けた収集データを判定条件(補正済み)と比較して正常/異常の判定を行い(矢印103a)、その結果をPC13a上に表示を行う。その結果はAPCサーバーにも送られ(105a)、線幅検査装置41による結果も同様に基板IDと紐付けられ保存される(矢印106a)。
例えばEES11から取得した露光装置42のプロセスデータについて上限異常があったとすると(例えば露光装置42の露光時間や露光照度の上限値PUに対し、ΔPだけ超過しているとする)、APCサーバー17では次の工程の現像装置43のプロセスデータを制御するため、現像装置43のプロセス条件や、関係式を取得する。例えば、現像装置のパラメータをA、B、Cとし、制御する装置が現像装置であるのでAは現像装置の走行速度、Bは現像液を吐出するポンプの吐出圧力、Cは現像液の液温とする。また関係式とは、ΔP=aΔA+bΔB+cΔCであって、a、b、cは定数で、ΔAは制御プロセス条件A、即ち現像装置の走行速度の現状の設定されているプロセス条件と変更後のプロセス条件設定値の差を示す。この場合上記a、b、cは予め設定された定数であって、上記A、B、Cの条件のプロセスの結果に及ぼす影響度が高いものから大きな値が設定され、取得した関係式と上限超過の値ΔPから最適なΔA、ΔB、ΔCを取得する(それぞれのプロセス条件に対して変更可能な上下限値を設定しておき、その値の範囲で関係式が成立するように値を算出する。)算出したΔA、ΔB、ΔCから変更する装置プロセス条件の値を取得し、現像装置43にプロセス条件変更の指示を出し、同時にEES11aに対しても変更した装置の判定条件変更の指示を出す。
また、図10はフィードフォワード制御の場合の、図9とは別の例を示す図で工程1が例えばR画素を形成する塗布工程での塗布装置51と工程2が次の着色画素であるG画素を形成する塗布装置51aの場合に適用する場合を例示した図である。図10で示される工程1のR画素を形成する塗布工程での塗布装置51が工程2のG画素を形成する塗布工程での塗布装置51a(即ち51と51aは同じ塗布装置)として使用される。この場合はR画素を形成する塗布工程で得られた正常/異常の判定結果に基づいたプロセス条件と判定条件の変更結果が工程2のG画素を形成する塗布工程での塗布装置51aに反映することが出来る。また。この場合はR画素を形成する塗布工程で用いられる膜厚検査装置52はG画素を形成する塗布工程で用いられる膜厚検査装置52aとして用いられる。
このように、フィードフォワード制御の場合は制御する対象装置が図9のようにプロセスデータを取得した工程の直後の下流の工程の装置の場合や、図10のように下流の複数の工程を経た後の装置を対象とする場合があり、対象装置は取得したプロセスデータによって適宜選択されることが望ましい。
上記EESでの判定に際しては、正常/異常の2種類の判定ではなく、プロセス処理を行っている際のプロセスデータの平均値、最大値、最小値などの値(特徴量)も含めたものを判定結果としている。また、検査結果についても、同様に正常/異常の2種類のみではなく、検査によって得られた特性値も含むものとする。
このように本発明のプロセス条件と判定条件の自動変更システムによれば、プロセスデータが設定された判定条件から外れた場合には、フィードバック、またはフィードフォワード制御によって、対象となる装置のプロセス条件を変更し、同時にプロセスデータの正常/異常を判定する判定条件を変更することによって異常検知の精度を向上することが出来、その結果、安定した基板の品質を保ち不良の発生を抑制することが出来、生産性の向
上が可能となる。
上が可能となる。
1・・・カラーフィルタ
2・・・ガラス基板
3・・・ブラックマトリックス
4a・・・レッドRの着色画素
4b・・・グリーンGの着色画素
4c・・・ブルーBの着色画素
5・・・透明電極
6・・・フォトスペーサー
7・・・バーテイカルアライメント
10・・・基板
11、11a・・・装置解析システム(EES)
12・・・装置A
13、13a・・・PC端末
14、14a・・・収集データ
15、15a・・・ライン管理システム
16、16a・・・判定条件
17・・・APCサーバー
18、18a・・・検査装置A
20・・・検査装置B
21・・・検査装置C
22・・・装置B
23・・・装置C
32・・・塗布装置
38・・・膜厚検査装置
40・・・検査装置
41・・・線幅検査装置
42・・・露光装置
43・・・現像装置
51、51a・・・塗布装置
52、52a・・・膜厚検査装置
101〜109・・・データが送られる方向を示す矢印
101a〜106a・・・データが送られる方向を示す矢印
2・・・ガラス基板
3・・・ブラックマトリックス
4a・・・レッドRの着色画素
4b・・・グリーンGの着色画素
4c・・・ブルーBの着色画素
5・・・透明電極
6・・・フォトスペーサー
7・・・バーテイカルアライメント
10・・・基板
11、11a・・・装置解析システム(EES)
12・・・装置A
13、13a・・・PC端末
14、14a・・・収集データ
15、15a・・・ライン管理システム
16、16a・・・判定条件
17・・・APCサーバー
18、18a・・・検査装置A
20・・・検査装置B
21・・・検査装置C
22・・・装置B
23・・・装置C
32・・・塗布装置
38・・・膜厚検査装置
40・・・検査装置
41・・・線幅検査装置
42・・・露光装置
43・・・現像装置
51、51a・・・塗布装置
52、52a・・・膜厚検査装置
101〜109・・・データが送られる方向を示す矢印
101a〜106a・・・データが送られる方向を示す矢印
Claims (2)
- 基板を製造処理する装置から装置のプロセスデータを収集し、収集したデータから装置の製造処理状況や動作を解析し、装置のプロセス条件や判定条件を設定して装置の信頼性や生産性を向上させるシステムであって
装置から基板を処理するプロセスデータを取得する手段と、
前記基板のID情報と基板を処理するプロセス条件の設定値を取得する手段と、
前記ID情報を紐付けた前記プロセスデータと、設定された判定条件を比較し、プロセスデータの正常/異常を判断する手段と、
異常と判断された場合に前記装置、あるいは前記装置の下流の工程に設けられた装置のプロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段を備えたことを特徴とする製造装置のプロセス条件と判定条件の自動変更システム。 - 前記プロセス条件を変更し、前記プロセス条件が変更された場合に、同時に判定条件を変更する手段は、
プロセスデータが判定条件から外れた場合に、制御するための装置パラメータと、判定条件の上下閾値と前記プロセスデータの値の差を補正するための関係式と、に基づいてプロセス条件を変更し、同時に判定条件をプロセス条件の上下閾値を持たせた条件に変更することを特徴とする請求項1記載の製造装置のプロセス条件と判定条件の自動変更システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010272489A JP2012123521A (ja) | 2010-12-07 | 2010-12-07 | 製造装置のプロセス条件と判定条件の自動変更システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010272489A JP2012123521A (ja) | 2010-12-07 | 2010-12-07 | 製造装置のプロセス条件と判定条件の自動変更システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012123521A true JP2012123521A (ja) | 2012-06-28 |
Family
ID=46504918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010272489A Pending JP2012123521A (ja) | 2010-12-07 | 2010-12-07 | 製造装置のプロセス条件と判定条件の自動変更システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012123521A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019140194A (ja) * | 2018-02-08 | 2019-08-22 | 株式会社Screenホールディングス | データ処理方法、データ処理装置、および、データ処理プログラム |
| JP2023549301A (ja) * | 2020-12-22 | 2023-11-24 | フロニウス・インテルナツィオナール・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 加工操作の品質評価のための方法および装置 |
| JP2024020353A (ja) * | 2019-11-20 | 2024-02-14 | ナノトロニクス イメージング インコーポレイテッド | 高度な攻撃からの産業生産の保護 |
| US12140926B2 (en) | 2019-02-28 | 2024-11-12 | Nanotronics Imaging, Inc. | Assembly error correction for assembly lines |
| US12153411B2 (en) | 2019-06-24 | 2024-11-26 | Nanotronics Imaging, Inc. | Predictive process control for a manufacturing process |
| US12153408B2 (en) | 2019-11-06 | 2024-11-26 | Nanotronics Imaging, Inc. | Systems, methods, and media for manufacturing processes |
| US12153401B2 (en) | 2019-11-06 | 2024-11-26 | Nanotronics Imaging, Inc. | Systems, methods, and media for manufacturing processes |
| US12155673B2 (en) | 2019-12-19 | 2024-11-26 | Nanotronics Imaging, Inc. | Dynamic monitoring and securing of factory processes, equipment and automated systems |
| US12165353B2 (en) | 2019-11-06 | 2024-12-10 | Nanotronics Imaging, Inc. | Systems, methods, and media for manufacturing processes |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06333791A (ja) * | 1993-05-25 | 1994-12-02 | Nec Corp | 半導体装置の製造管理システム |
| JPH1050788A (ja) * | 1996-08-06 | 1998-02-20 | Mitsubishi Electric Corp | 半導体装置の製造システムおよびそれを用いた半導体装置の製造方法 |
| JP2006173373A (ja) * | 2004-12-16 | 2006-06-29 | Renesas Technology Corp | 半導体製品の製造システム |
| JP2007005367A (ja) * | 2005-06-21 | 2007-01-11 | Toshiba Corp | 工程制御システム、工程制御方法及び電子装置の製造方法 |
| JP2008299373A (ja) * | 2007-05-29 | 2008-12-11 | Toppan Printing Co Ltd | 装置間のサイクルタイムを自動調整する生産ライン |
-
2010
- 2010-12-07 JP JP2010272489A patent/JP2012123521A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06333791A (ja) * | 1993-05-25 | 1994-12-02 | Nec Corp | 半導体装置の製造管理システム |
| JPH1050788A (ja) * | 1996-08-06 | 1998-02-20 | Mitsubishi Electric Corp | 半導体装置の製造システムおよびそれを用いた半導体装置の製造方法 |
| JP2006173373A (ja) * | 2004-12-16 | 2006-06-29 | Renesas Technology Corp | 半導体製品の製造システム |
| JP2007005367A (ja) * | 2005-06-21 | 2007-01-11 | Toshiba Corp | 工程制御システム、工程制御方法及び電子装置の製造方法 |
| JP2008299373A (ja) * | 2007-05-29 | 2008-12-11 | Toppan Printing Co Ltd | 装置間のサイクルタイムを自動調整する生産ライン |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11274995B2 (en) | 2018-02-08 | 2022-03-15 | SCREEN Holdings Co., Ltd. | Data processing method, data processing device, and computer-readable recording medium having recorded thereon data processing program |
| JP7074489B2 (ja) | 2018-02-08 | 2022-05-24 | 株式会社Screenホールディングス | データ処理方法、データ処理装置、および、データ処理プログラム |
| JP2019140194A (ja) * | 2018-02-08 | 2019-08-22 | 株式会社Screenホールディングス | データ処理方法、データ処理装置、および、データ処理プログラム |
| US12140926B2 (en) | 2019-02-28 | 2024-11-12 | Nanotronics Imaging, Inc. | Assembly error correction for assembly lines |
| US12153412B2 (en) | 2019-06-24 | 2024-11-26 | Nanotronics Imaging, Inc. | Predictive process control for a manufacturing process |
| US12449792B2 (en) | 2019-06-24 | 2025-10-21 | Nanotronics Imaging, Inc. | Predictive process control for a manufacturing process |
| US12153411B2 (en) | 2019-06-24 | 2024-11-26 | Nanotronics Imaging, Inc. | Predictive process control for a manufacturing process |
| US12165353B2 (en) | 2019-11-06 | 2024-12-10 | Nanotronics Imaging, Inc. | Systems, methods, and media for manufacturing processes |
| US12153408B2 (en) | 2019-11-06 | 2024-11-26 | Nanotronics Imaging, Inc. | Systems, methods, and media for manufacturing processes |
| US12153401B2 (en) | 2019-11-06 | 2024-11-26 | Nanotronics Imaging, Inc. | Systems, methods, and media for manufacturing processes |
| US12153668B2 (en) | 2019-11-20 | 2024-11-26 | Nanotronics Imaging, Inc. | Securing industrial production from sophisticated attacks |
| JP2024020353A (ja) * | 2019-11-20 | 2024-02-14 | ナノトロニクス イメージング インコーポレイテッド | 高度な攻撃からの産業生産の保護 |
| JP7698333B2 (ja) | 2019-11-20 | 2025-06-25 | ナノトロニクス イメージング インコーポレイテッド | 高度な攻撃からの産業生産の保護 |
| US12155673B2 (en) | 2019-12-19 | 2024-11-26 | Nanotronics Imaging, Inc. | Dynamic monitoring and securing of factory processes, equipment and automated systems |
| JP7704829B2 (ja) | 2020-12-22 | 2025-07-08 | フロニウス・インテルナツィオナール・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 加工操作の品質評価のための方法および装置 |
| JP2023549301A (ja) * | 2020-12-22 | 2023-11-24 | フロニウス・インテルナツィオナール・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング | 加工操作の品質評価のための方法および装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012123521A (ja) | 製造装置のプロセス条件と判定条件の自動変更システム | |
| US10026162B2 (en) | Method and device for sealant coating inspection | |
| US9582872B2 (en) | Optical film defect detection method and system thereof | |
| US20020055925A1 (en) | Automatic quality control method for production line and apparatus therefor as well as automatic quality control program | |
| TWI480541B (zh) | 晶圓之圖案檢查方法及裝置 | |
| CN119417398A (zh) | 一种基于双模态监测网络的印染智能制造系统及监测方法 | |
| US11374534B2 (en) | Optoelectronic solar cell test system for an in-line solar cell production plant, and method for optimizing the in-line production of solar cells using an optoelectronic solar cell test system of this type | |
| KR20180104269A (ko) | 광택도를 이용한 금속박 품질관리방법 | |
| JP3752338B2 (ja) | マクロ検査装置及びプロセスモニタリング方法 | |
| US10254594B2 (en) | Liquid crystal drop filling system and control method | |
| CN112215816B (zh) | 一种生产线中显示器故障的实时检测方法、存储介质和装置 | |
| JP5504838B2 (ja) | 異常検出方法及び異常検出システム | |
| CN103033343A (zh) | 检测彩色滤光片中亚像素偏移的方法及装置 | |
| CN120178817A (zh) | 一种防编纱鼓包数据线智能制造优化方法及系统 | |
| CN120620648A (zh) | 一种基于人工智能的实时打印缺陷检测方法和系统 | |
| CN120065584A (zh) | 一种液晶显示屏的生产控制方法、系统、介质及产品 | |
| CN119439880A (zh) | 一种全自动透明瓶曲面印刷检测控制系统 | |
| CN105137630A (zh) | 一种封框胶涂布装置和封框胶涂布方法 | |
| JP7775688B2 (ja) | 解析装置、解析方法およびプログラム | |
| TWM591535U (zh) | 紡織印花雲端品管系統 | |
| KR20100108954A (ko) | 액정표시장치의 검사 시스템 및 방법 | |
| CN121391045B (zh) | 一种基于工业互联网的装饰纸生产数据处理方法及系统 | |
| KR20250071093A (ko) | Fdc 장치, 이를 포함하는 공정 관리 시스템, 및 최적 운용범위 추천 방법 | |
| TWI807536B (zh) | 檢測系統與其參數設定方法 | |
| KR100842460B1 (ko) | 평판 디스플레이 패널의 도트 결함 검출 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150324 |