JP2012126014A - 発泡樹脂成形品の成形方法 - Google Patents
発泡樹脂成形品の成形方法 Download PDFInfo
- Publication number
- JP2012126014A JP2012126014A JP2010279409A JP2010279409A JP2012126014A JP 2012126014 A JP2012126014 A JP 2012126014A JP 2010279409 A JP2010279409 A JP 2010279409A JP 2010279409 A JP2010279409 A JP 2010279409A JP 2012126014 A JP2012126014 A JP 2012126014A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- split
- molding
- core back
- notch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
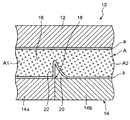
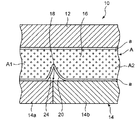
【解決手段】成形型10の可動型14として、ノッチ部を成形するノッチ成形部18に対応する位置で分割された第1分割型14aと第2分割型14bとを有する型を用いると共に、成形型10の固定型12と可動型14とで囲まれたキャビティ16に、発泡剤を含有する樹脂融液Aを射出して充填させ、該射出の前または後に、前記第1分割型14aを前記第2分割型14bよりも固定型12から離間した位置までコアバックさせ、前記射出と前記第1分割型14aのコアバックとの後に、前記第2分割型14bの成形面に対向する樹脂部分A2における前記ノッチ成形部18に沿った縁部に、前記ノッチ部を構成する形状ダレ20が生じるように、前記第2分割型14bを固定型12から離間する方向にコアバックさせる。
【選択図】図2
Description
固定型と可動型とを備えた成形型を用いて被成形面にノッチ部を有する発泡樹脂成形品を成形する発泡樹脂成形品の成形方法であって、
前記可動型として、前記ノッチ部を成形するノッチ成形部に対応する位置で分割された第1分割型と第2分割型とを有する型を用いると共に、
前記固定型と前記可動型とで囲まれたキャビティに、発泡剤を含有する樹脂融液を射出して充填させる射出工程と、
該射出工程の前または後に、前記第1分割型を、前記第2分割型よりも前記固定型から離間した位置までコアバックさせる第1分割型コアバック工程と、
前記射出工程と前記第1分割型コアバック工程との後に、前記第2分割型の成形面に対向する樹脂部分における前記ノッチ成形部に沿った縁部に、前記ノッチ部を構成する形状ダレが生じるように、前記第2分割型を前記固定型から離間する方向にコアバックさせる第2分割型コアバック工程と、を備えたことを特徴とする。
前記射出工程の終了時から所定の遅延時間が経過した後、前記第1分割型コアバック工程を行うことを特徴とする。
前記射出工程の開始時から前記第2分割型コアバック工程の終了時までの間、前記第2分割型を前記第1分割型よりも高温となるように温度調節することを特徴とする。
先ず、図2〜図4を参照しながら、本発明の第1の実施形態について説明する。
次に、図5〜図8を参照しながら、本発明の第2の実施形態について説明する。
次に、図9を参照しながら、本発明の第3の実施形態について説明する。
続いて、図10を参照しながら、第4の実施形態について説明する。
2 成形品のノッチ部
10 成形型
12 固定型
14 可動型
14a 第1分割型
14b 第2分割型
16 キャビティ
18 ノッチ成形部
20 形状ダレ
22 非追従部
24 形状ダレ
A 樹脂融液
A1 第1分割型の成形面に対向する樹脂部分
A2 第2分割型の成形面に対向する樹脂部分
a 樹脂表面のスキン層
Claims (3)
- 固定型と可動型とを備えた成形型を用いて被成形面にノッチ部を有する発泡樹脂成形品を成形する発泡樹脂成形品の成形方法であって、
前記可動型として、前記ノッチ部を成形するノッチ成形部に対応する位置で分割された第1分割型と第2分割型とを有する型を用いると共に、
前記固定型と前記可動型とで囲まれたキャビティに、発泡剤を含有する樹脂融液を射出して充填させる射出工程と、
該射出工程の前または後に、前記第1分割型を、前記第2分割型よりも前記固定型から離間した位置までコアバックさせる第1分割型コアバック工程と、
前記射出工程と前記第1分割型コアバック工程との後に、前記第2分割型の成形面に対向する樹脂部分における前記ノッチ成形部に沿った縁部に、前記ノッチ部を構成する形状ダレが生じるように、前記第2分割型を前記固定型から離間する方向にコアバックさせる第2分割型コアバック工程と、を備えたことを特徴とする発泡樹脂成形品の成形方法。 - 前記射出工程の終了時から所定の遅延時間が経過した後、前記第1分割型コアバック工程を行うことを特徴とする請求項1に記載の発泡樹脂成形品の成形方法。
- 前記射出工程の開始時から前記第2分割型コアバック工程の終了時までの間、前記第2分割型を前記第1分割型よりも高温となるように温度調節することを特徴とする請求項1または請求項2に記載の発泡樹脂成形品の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010279409A JP5691476B2 (ja) | 2010-12-15 | 2010-12-15 | 発泡樹脂成形品の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010279409A JP5691476B2 (ja) | 2010-12-15 | 2010-12-15 | 発泡樹脂成形品の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012126014A true JP2012126014A (ja) | 2012-07-05 |
| JP5691476B2 JP5691476B2 (ja) | 2015-04-01 |
Family
ID=46643624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010279409A Expired - Fee Related JP5691476B2 (ja) | 2010-12-15 | 2010-12-15 | 発泡樹脂成形品の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5691476B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017196764A (ja) * | 2016-04-26 | 2017-11-02 | 豊田合成株式会社 | 発泡樹脂成形体の成形方法、成形型、及び発泡樹脂成形体 |
| JP2020006527A (ja) * | 2018-07-03 | 2020-01-16 | 三恵技研工業株式会社 | 自動車用部材及びその製造方法 |
-
2010
- 2010-12-15 JP JP2010279409A patent/JP5691476B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017196764A (ja) * | 2016-04-26 | 2017-11-02 | 豊田合成株式会社 | 発泡樹脂成形体の成形方法、成形型、及び発泡樹脂成形体 |
| JP2020006527A (ja) * | 2018-07-03 | 2020-01-16 | 三恵技研工業株式会社 | 自動車用部材及びその製造方法 |
| JP7137975B2 (ja) | 2018-07-03 | 2022-09-15 | 三恵技研工業株式会社 | 自動車用部材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5691476B2 (ja) | 2015-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5152430B2 (ja) | 射出成形方法 | |
| US10137620B2 (en) | Method of manufacturing sandwich molded product, injection molding machine, and sandwich molded product | |
| CN106003533A (zh) | 用于生产树脂产品的装置和方法 | |
| JP5810964B2 (ja) | 樹脂成形品の成形方法 | |
| JP5691476B2 (ja) | 発泡樹脂成形品の成形方法 | |
| JP2009226872A (ja) | 発泡樹脂成形品の成形方法及び成形装置 | |
| JP2005297386A (ja) | 金型装置および成形方法 | |
| JP2000210969A (ja) | 発泡射出成形法及びその装置 | |
| JP5577061B2 (ja) | 発泡成形体、発泡成形体の製造方法および発泡成形体製造用金型 | |
| JP4476673B2 (ja) | 発泡成形用金型 | |
| JP5155053B2 (ja) | 樹脂発泡成形品及びその製造方法 | |
| JP2008149562A (ja) | 樹脂の多層成形方法、多層成形用金型並びに多層成形装置 | |
| JP4106320B2 (ja) | 射出成形方法 | |
| JP2012126023A (ja) | 発泡成形用金型及び発泡成形品 | |
| JP2013006396A (ja) | 樹脂成形品の成形方法 | |
| JP2011025452A (ja) | 発泡成形用金型及び発泡成形品の製造方法 | |
| JP2009066941A (ja) | 発泡樹脂成形品の成形方法 | |
| JP6725832B2 (ja) | 成形方法 | |
| JP2006281698A (ja) | 発泡成形品の成形方法及び発泡成形品の成形装置 | |
| JP2010017913A (ja) | 射出成形型および車両用内装材 | |
| JP5321083B2 (ja) | 発泡樹脂成形品の成形方法及び成形装置 | |
| JP2026015222A (ja) | 発泡成形品の製造装置及び発泡成形品の製造方法 | |
| JP2006076124A (ja) | 熱可塑性樹脂組成物発泡成形体の成形装置および方法 | |
| JP2006068913A (ja) | 車両用内装材の成形装置 | |
| JP6121274B2 (ja) | 発泡樹脂成形品とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131211 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5691476 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |