JP2020006527A - 自動車用部材及びその製造方法 - Google Patents
自動車用部材及びその製造方法 Download PDFInfo
- Publication number
- JP2020006527A JP2020006527A JP2018126973A JP2018126973A JP2020006527A JP 2020006527 A JP2020006527 A JP 2020006527A JP 2018126973 A JP2018126973 A JP 2018126973A JP 2018126973 A JP2018126973 A JP 2018126973A JP 2020006527 A JP2020006527 A JP 2020006527A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- vehicle body
- movable mold
- foamed
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Body Structure For Vehicles (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
Description
これによれば、端末に外方に略山形状で突き出した耳部が形成されることなく、自動車用部材の外周縁の所要部位の端末或いは外周縁の全体の端末を外表面或いは車体と逆側面から車体側の面の先端の外周縁に至る略弧状の形状にすることができ、自動車用部材の意匠性を高めることができる。また、端末周辺領域の凹溝より外側の車体側の面と凹溝より内側の車体側の面とを略面一で形成することにより、凹溝の内外に亘る広い車体側の面を固着面として使用することが可能となる。従って、自動車用部材の十分な固着領域が得られ、自動車用部材の十分な固着強度を確保することが可能となる。また、凹溝の内外に亘る広い車体側の面は緩衝材等の貼付け面として利用することも可能であり、緩衝材等も十分な固着領域、固着強度で貼付けることができる。また、略弧状の端末近辺の車体側の面も固着領域として使用することが可能であるから、端末が浮いた状態になることも防止できる。また、端末近傍位置に凹溝が形成される形状により、略弧状の端末を有し、端末周辺領域の車体側の面が全体として広い略面一の形状となる自動車用部材の製造、加工を容易化することができる。
これによれば、自動車用部材の剛性を高めることができると共に、大幅な軽量化を図ることができる。また、発泡部の周囲がスキン部で覆われた構造により、自動車用部材の意匠性を一層高めることができる。また、コアバック射出発泡成形体とすることにより、発泡構造の制御が容易となり、より部材種別に適した発泡樹脂成形体の自動車用部材を容易に得ることができる。
これによれば、凹溝より端末寄りの部分が発泡部を有することにより、凹溝より端末寄りの部分の大きさを増加させ、凹溝より外側の車体側の面の面積を増加させることができ、凹溝の内外に亘る広い車体側の面の固着面としての使用を一層確実なものとすることができる。
これによれば、断面視略L字形の空洞を有するキャビティに発泡性溶融樹脂を充填してコアバック射出発泡成形を行うことにより、所定形状の自動車用部材を容易に得ることができる。
これによれば、第2可動型で発泡性溶融樹脂の先端を押さえながら第1可動型を移動させて発泡することにより、端末周辺領域の凹溝より外側の車体側の面と凹溝より内側の車体側の面が略面一となる自動車用部材を高精度で確実に形成することができる。また、凹溝より端末寄りの部分が発泡部を有する構造を簡単且つ確実に得ることができ、凹溝より外側の車体側の面の固着面として使用可能な領域の面積を確実に増加させることができる。
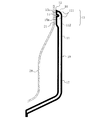
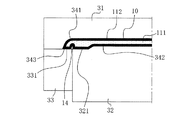
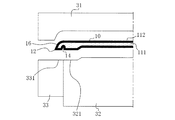
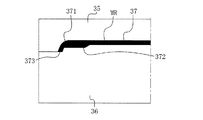
本発明による実施形態の自動車用部材10は、図1〜図3に示すように、自動車用外装部材である自動車のサイドシルを例とするものであり、発泡樹脂成形体11で構成されている。本実施形態の発泡樹脂成形体11は、発泡部111の周囲がスキン部112で覆われたコアバック射出発泡成形体になっている。
本明細書開示の発明は、発明として列記した各発明、実施形態及びその変形例の他に、適用可能な範囲で、これらの部分的な内容を本明細書開示の他の内容に変更して特定したもの、或いはこれらの内容に本明細書開示の他の内容を付加して特定したもの、或いはこれらの部分的な内容を部分的な作用効果が得られる限度で削除して上位概念化して特定したものを包含する。そして、本明細書開示の発明には下記変形例や追記した内容も含まれる。
Claims (5)
- 発泡樹脂成形体で構成され、
少なくとも外周縁の一部の端末周辺領域の端末近傍位置に車体側の面から内側にへこむ凹溝が前記外周縁に略倣うように形成され、
前記端末周辺領域の前記凹溝より外側の前記車体側の面と前記端末周辺領域の前記凹溝より内側の前記車体側の面とが略面一で形成されると共に、
前記端末周辺領域の端末が外表面から前記車体側の面の先端の外周縁に至る略弧状で形成されていることを特徴とする自動車用部材。 - 前記発泡樹脂成形体が発泡部の周囲がスキン部で覆われたコアバック射出発泡成形体であることを特徴とする請求項1記載の自動車用部材。
- 前記凹溝より端末寄りの部分が前記発泡部の周囲を前記スキン部で覆われるようにして形成されていることを特徴とする請求項2記載の自動車用部材。
- 請求項2又は請求項3の自動車用部材の製造方法であって、
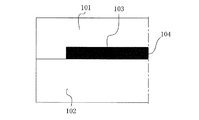
固定型と可動型との間に設けられる断面視略L字形の空洞を有するキャビティに発泡性溶融樹脂を充填する第1工程と、
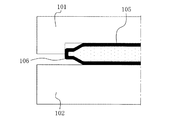
前記可動型を前記固定型から離間するように移動させて前記発泡性溶融樹脂を発泡させ、前記自動車用部材を形成する第2工程
を備えることを特徴とする自動車用部材の製造方法。 - 前記可動型として第1可動型と第2可動型を有し、
前記断面視略L字形の空洞の略L字形外側面を前記固定型で区画し、前記断面視略L字形の空洞の略L字形内側面を前記第1可動型で区画すると共に、前記断面視略L字形の空洞の先端面を前記第2可動型で区画し、
前記第1工程において、前記固定型と前記第1可動型と前記第2可動型で囲まれる前記断面視略L字形の空洞に前記発泡性溶融樹脂を充填し、
前記第2工程において、少なくとも前記第2可動型を定置させた状態で前記第1可動型を前記固定型から離間するように移動させて前記発泡性溶融樹脂を発泡させ、前記自動車用部材を形成する
ことを特徴とする請求項4記載の自動車用部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126973A JP7137975B2 (ja) | 2018-07-03 | 2018-07-03 | 自動車用部材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126973A JP7137975B2 (ja) | 2018-07-03 | 2018-07-03 | 自動車用部材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020006527A true JP2020006527A (ja) | 2020-01-16 |
| JP7137975B2 JP7137975B2 (ja) | 2022-09-15 |
Family
ID=69150170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018126973A Active JP7137975B2 (ja) | 2018-07-03 | 2018-07-03 | 自動車用部材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7137975B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023012967A (ja) * | 2021-07-14 | 2023-01-26 | 三恵技研工業株式会社 | ドアホールシール構造 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57105323A (en) * | 1980-12-23 | 1982-06-30 | Hashimoto Forming Co Ltd | Method for molding synthetic resin |
| JP2003266469A (ja) * | 2002-03-15 | 2003-09-24 | Sekisui Chem Co Ltd | 熱可塑性樹脂発泡体およびその製造方法 |
| JP2010036512A (ja) * | 2008-08-07 | 2010-02-18 | Techno Polymer Co Ltd | 樹脂発泡成形体の製造装置及び製造方法 |
| JP2012126014A (ja) * | 2010-12-15 | 2012-07-05 | Mazda Motor Corp | 発泡樹脂成形品の成形方法 |
| JP2019064204A (ja) * | 2017-10-03 | 2019-04-25 | 日立化成株式会社 | 樹脂成形品 |
-
2018
- 2018-07-03 JP JP2018126973A patent/JP7137975B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57105323A (en) * | 1980-12-23 | 1982-06-30 | Hashimoto Forming Co Ltd | Method for molding synthetic resin |
| JP2003266469A (ja) * | 2002-03-15 | 2003-09-24 | Sekisui Chem Co Ltd | 熱可塑性樹脂発泡体およびその製造方法 |
| JP2010036512A (ja) * | 2008-08-07 | 2010-02-18 | Techno Polymer Co Ltd | 樹脂発泡成形体の製造装置及び製造方法 |
| JP2012126014A (ja) * | 2010-12-15 | 2012-07-05 | Mazda Motor Corp | 発泡樹脂成形品の成形方法 |
| JP2019064204A (ja) * | 2017-10-03 | 2019-04-25 | 日立化成株式会社 | 樹脂成形品 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023012967A (ja) * | 2021-07-14 | 2023-01-26 | 三恵技研工業株式会社 | ドアホールシール構造 |
| JP7693260B2 (ja) | 2021-07-14 | 2025-06-17 | 三恵技研工業株式会社 | ドアホールシール構造 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7137975B2 (ja) | 2022-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008174185A (ja) | クリップ取付座、内装材およびクリップ取付座の形成方法 | |
| JP2007168729A (ja) | 樹脂パネル及び自動車のドア | |
| JP5093487B2 (ja) | 射出発泡成形品、射出発泡成形型、および射出発泡成形品の製造方法 | |
| KR101778559B1 (ko) | 소프트 타입 차량 내장부품 및 이의 제조방법 | |
| JP2020006527A (ja) | 自動車用部材及びその製造方法 | |
| JP2015173786A (ja) | シートクッション材の製造方法 | |
| US9873215B2 (en) | Apparatus for manufacturing crash pad | |
| JP2005305917A (ja) | 発泡成形部品及びその製造方法 | |
| JP4961293B2 (ja) | 樹脂成形品の振動溶着構造 | |
| JP2012201082A (ja) | 多層樹脂成形品成形用の金型構造 | |
| JP2010131828A (ja) | 二層発泡成形方法および装置並びに二層発泡成形品 | |
| JP5553398B2 (ja) | 発泡成形品の製造方法 | |
| JP2007216532A (ja) | 発泡樹脂、自動車用内装部品、及び発泡樹脂の製造方法 | |
| JP5377931B2 (ja) | 樹脂成形品 | |
| JP2006069353A (ja) | ホイールキャップ及びその製造方法 | |
| JP4697546B2 (ja) | 車両用内装材とその製造方法 | |
| JP5523026B2 (ja) | 衝撃吸収部材およびその製造方法 | |
| JP2012135977A (ja) | 発泡補強部材が配設された中空構造物の製造方法 | |
| EP3656613B1 (en) | Vehicle interior part and method of manufacturing the same | |
| JP5377932B2 (ja) | 樹脂成形品の振動溶着構造及び振動溶着方法 | |
| JP3228213B2 (ja) | 射出成形用金型 | |
| JP2019147323A (ja) | 発泡樹脂成形品の製造方法及び発泡樹脂成形品 | |
| JP6121274B2 (ja) | 発泡樹脂成形品とその製造方法 | |
| JP2014061637A (ja) | 2色成形型及び2色成形品の成形方法 | |
| JP2015205447A (ja) | 発泡成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7137975 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |