JP2012127391A - 配管用成型継手並びにその製造方法及び施工方法 - Google Patents
配管用成型継手並びにその製造方法及び施工方法 Download PDFInfo
- Publication number
- JP2012127391A JP2012127391A JP2010277976A JP2010277976A JP2012127391A JP 2012127391 A JP2012127391 A JP 2012127391A JP 2010277976 A JP2010277976 A JP 2010277976A JP 2010277976 A JP2010277976 A JP 2010277976A JP 2012127391 A JP2012127391 A JP 2012127391A
- Authority
- JP
- Japan
- Prior art keywords
- joint
- piping
- pipe
- rubber
- molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 7
- 238000000034 method Methods 0.000 title description 16
- 238000010276 construction Methods 0.000 claims abstract description 24
- 229910052751 metal Inorganic materials 0.000 claims abstract description 23
- 239000002184 metal Substances 0.000 claims abstract description 23
- 238000000748 compression moulding Methods 0.000 claims abstract description 5
- 238000001746 injection moulding Methods 0.000 claims abstract description 5
- 229920002943 EPDM rubber Polymers 0.000 claims description 10
- 238000007789 sealing Methods 0.000 abstract description 9
- 239000000243 solution Substances 0.000 abstract 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 19
- 239000000853 adhesive Substances 0.000 description 13
- 239000000463 material Substances 0.000 description 13
- 210000002310 elbow joint Anatomy 0.000 description 12
- 210000001503 joint Anatomy 0.000 description 12
- 230000001070 adhesive effect Effects 0.000 description 11
- 229920001971 elastomer Polymers 0.000 description 11
- 235000013351 cheese Nutrition 0.000 description 10
- 239000005060 rubber Substances 0.000 description 9
- 238000005304 joining Methods 0.000 description 7
- 230000008602 contraction Effects 0.000 description 6
- 239000012530 fluid Substances 0.000 description 5
- 238000012856 packing Methods 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 238000010413 gardening Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000012855 volatile organic compound Substances 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229920005558 epichlorohydrin rubber Polymers 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229920003049 isoprene rubber Polymers 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- GKTNLYAAZKKMTQ-UHFFFAOYSA-N n-[bis(dimethylamino)phosphinimyl]-n-methylmethanamine Chemical compound CN(C)P(=N)(N(C)C)N(C)C GKTNLYAAZKKMTQ-UHFFFAOYSA-N 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000008399 tap water Substances 0.000 description 1
- 235000020679 tap water Nutrition 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Landscapes
- Branch Pipes, Bends, And The Like (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
【解決手段】圧縮成型又は射出成型により成型加工され、全体が単一のゴム状弾性体からなる単一成型品であり、一定形状で使用されることを特徴とする配管用成型継手を用いて、該継手の受け口を管の端部に接続し、金属バンドで締め付けることにより、配管施工を行う。
【選択図】図1
Description
また、硬質塩化ビニル樹脂製配管の場合には、専用接着剤を用いて、接合面を膨潤させて一体化し、接合する。その他にも、ポリエチレン配管における電熱融着、銅製配管におけるロウ付けや圧着等の様々な方法がある。
このようなメカニカル継手による方法は、異なる材質同士の管を接続することができ、施工が容易であり、また、施工のやり直しの際も、管を切断することなく、何度も繰り返し行うことができるという利点を有している。
このようなホースを用いた配管では、ホース自体がパッキンリングの役割をするため、ゴムパッキンリングが不要となる場合が多く、接合部の固定は、バンド締めやクランプ留めにより簡易的に行うことができ、また、必要とされる密閉性の程度によっては、差し込むのみでもよい。このため、繰り返し取り付け及び取り外し可能であり、配管の一部のみの交換も容易である。さらに、ホースは可撓性を有するため、熱膨張や収縮に対しても疲労破壊しにくいという利点も有している。
また、本発明は、前記配管用成型継手を用いた好適な施工方法を提供することも目的とする。
このような継手によれば、容易に繰り返し取り付け及び取り外しができるため、配管の一部の交換や施工のやり直しを簡便に行うことができる。
このようなエチレンプロピレンジエンゴムは、強度や耐熱性及び物理化学的特性と材料コストとのバランスから、好適なゴム状弾性体である。
上記範囲内の肉厚の受け口であれば、0.05MPa程度の水圧に対しても拡径することなく、管との密着性を保持することができる。
このようなリブにより、受け口の外周を金属バンド等で巻き付けて管に対して継手を固定する際に、前記金属バンド等の取り付け位置の明確化及び管の抜け防止を図ることができる。
このような成型方法によれば、前記配管用継手を一度の加工で容易に得ることができる。
このような方法によれば、接着剤を用いることなく、密閉性に優れた配管施工を簡便に行うことができ、かつ、配管の一部の交換や施工のやり直しも簡便である。
また、前記継手を用いた本発明に係る施工方法によれば、接着剤を用いることなく、接合部において十分な密閉性が得られ、かつ、取り付け及び取り外しが容易であるため、配管施工及びそのやり直しも簡便に行うことができる。
本発明に係る配管用成型継手は、全体が単一のゴム状弾性体からなる単一成型品であり、一定形状で使用されることを特徴としている。
上記のような構成とすることにより、成型加工が容易となり、かつ、接合する管もローラ式切断機等で切断したままの状態で、端部の面取り加工等を施すことなく、そのまま接合させることができる。したがって、メカニカル継手とゴムパッキンリング等の複数の部品を用いて締め付ける方法等に比べて、配管施工のコストの低減化を図ることができる。
異なる材質で複数の部品に分割した成型や2色成型では、異なる材質や部品の境界部分での亀裂や剥離を防止するために、相互の材質を限定したり、形状を複雑化したり、前後処理をする必要があり、加工コストの増大を招くこととなるため好ましくない。
これにより、配管構造における直角折れや直角合流、直角分岐等の狭い範囲での方向転換でも管口径が確実に維持され、かつ、継手自体の強度や剛性を向上させることができるため、撓みが抑制され、無圧水路における水流等に必要な勾配の維持が可能となる。
その一方で、弾性体の性質を生かして、管の熱伸縮や45°程度までの差込み方向のずれに追従できる変形性により、接着剤やパッキンリングを使用しなくても、管との密閉性を維持することが可能である。
エチレンプロピレンジエンゴムは、高強度で、耐熱性や耐候性等に優れた材料であり、耐熱温度が110℃以上であることにより、熱湯を繰り返し流送しても耐え得る継手を提供することができる。
また、前記エチレンプロピレンジエンゴムは、継手において振動や熱伸縮が繰り返されても疲労破壊することなく、該振動や熱伸縮を吸収するのに適した硬度として、デュロメータ硬度が60〜80の範囲内であることが好ましい。
このような材質による成型継手は、十分な強度及び耐熱性を有しており、かつ、構造が複雑で複数の部品からなる伸縮継手ややりとり継手を使用しなくても、振動や熱伸縮を吸収することができ、しかも、金属製継手よりも低コストで得ることができる。
なお、デュロメータ硬度は、一般に、ゴムの硬度を相対的に表すために用いられるものであり、本発明においては、JIS K 6253及びJIS K 6250に基づく測定値にて表している。
前記肉厚が3.0mm未満の場合、薄すぎて撓み、例えば、無圧配水管において最低限必要な耐水圧である0.05MPa程度の水圧で、拡径し、漏洩するおそれがある。
一方、前記肉厚が10.0mmを超えると、受け口外周を締め付けるために用いられる通常の金属バンドの適用径範囲の最大径と最小径の差よりも受け口の外径が大きくなり、十分な締め付けが困難となる。
一般に、材質がゴムやエラストマーの場合は圧縮成型により、また、熱可塑性エラストマーの場合は射出成型により成型加工することが好ましく、これにより、単一部品として、一度の加工で容易に成型することができ、コストの低減化を図ることができる。
前記継手はゴム状弾性体からなるため、金属バンドでの締め付けにより、接着剤を用いることなく、管との接合部での密閉性を確保することができる。また、接着剤を用いる必要がないため、配管内外の接着剤による汚れやVOC、ソルベントクラック等の問題も生じることなく、また、寸法公差の範囲が広い配管でも、十分な密閉性での配管施工及びそのやり直しを簡便に行うことができる。
また、通常の配管に用いられる管の形状は、断面が円形状の直管であるが、これに限定されるものではない。曲管や断面が多角形状や楕円状等であってもよく、この場合には、該管形状に合わせて成型加工した継手を使用すればよい。
剛性のある金属バンドで、弾性体である受け口を締め付けることにより、該受け口の剛性を補い、受け口の拡張や外力によって管が抜けたり、管内の流体が漏洩したりすることを効果的に防止し、密閉性を確保することができる。
また、管の外径に対して受け口の口径の仕上がり寸法が大きすぎた場合においても、金属バンドで締め付けることから、耐圧性に影響を及ぼすことはない。このため、寸法公差の範囲を広くとることができ、歩留向上及びコストの低減化を図ることができる。
図1及び図2に、リブ3が設けられたエルボ継手1及びチーズ継手2の断面図をそれぞれ示す。
また、図3に、受け口にリブが設けられていないエルボ継手11において、接合部のバンド締めに失敗した場合の例を示す。図3に示すように、エルボ継手11の受け口に直管14の端部を差し込んだ後、金属バンド15を誤って本来の取り付け位置よりも受け口から離れた深い位置に掛け、そのまま締め付けると、直管14の端部を押し戻し、締め付け不良となるおそれがある。
このため、図1や図2に示すように、成型継手の受け口外周に、バンドの幅に対応して、2本のリング状のリブ3を設けておけば、金属バンドを巻き付ける際のその取り付け位置を確実に定めることができ、また、金属バンドのずれや管の抜けを防止することができる。
ただし、前記リブの突き出し高さ及び幅は、金属バンドを容易に掛けることが可能な程度であり、かつ、金属バンドの取り付け位置がずれることなく、固定するのに十分な高さとする必要がある。前記リブの高さや幅が大きいと、受け口の適度なゴム弾性が損なわれたり、継手の体積の増加に伴って材料コストが増大したり、成型加工性が低下したりするため好ましくない。
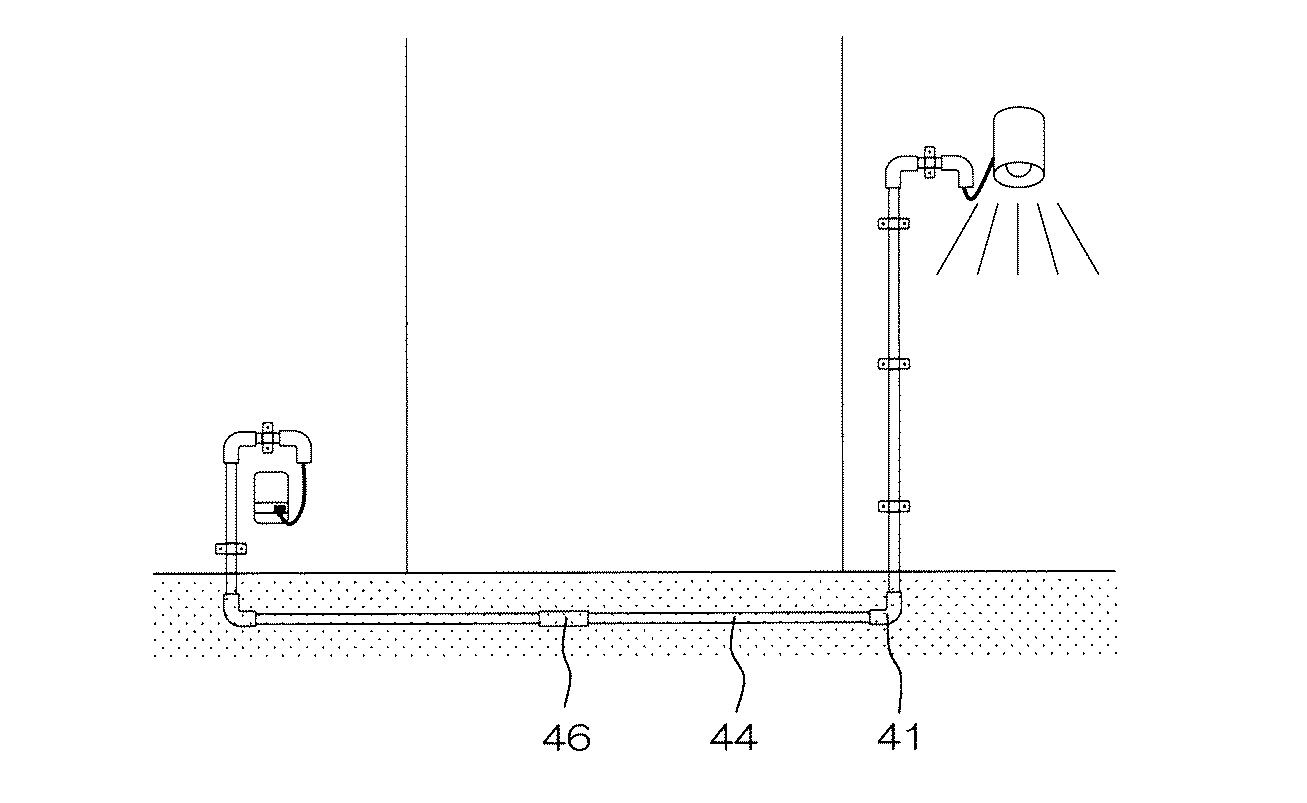
また、その他の用途目的の配管にも適用することができる。それらの具体例を図4〜図6に示す。
前記継手は、取り付けやそのやり直しを容易に行うことができることから、例えば、図4に示すようなガーデニング用棚兼水撒き管等の棚状構造を組み立てることも可能である。図4(a)に示すように、直管24をエルボ継手21とチーズ継手22を用いて接合し組み立てる。このとき、図4(b)に示すように、植物の直上の直管には、適宜穴を開け、該穴から水撒きがなされるように構成する。
さらにまた、前記継手は、鉛や可塑剤が含まれないポリオレフィン製管やポリエステル製管の配管施工にも適用することができることから、水遊び用や管内にガラス玉等を転がす玩具等の日用品等にも好適である。
[試験1]
図1に示すようなリブを備えたエルボ継手、及び、図2に示すようなリブを備えたチーズ継手(口径26mm)を、エチレンプロピレンジエンゴム(EPDM)を圧縮成型することにより、それぞれ、単一成型品として作製した。
このとき、デュロメータ硬度(JIS K 6253、JIS K 6250準拠)が表1に示すような値であるEPDMを用いて、また、受け口の肉厚が表1に示すような値である継手をそれぞれ作製した。
各継手に硬質塩化ビニル樹脂製直管(外径26mm)を差し込んで接合し、受け口の外周を金属バンド(ステンレス製ワイヤーバンド)で締め付け、この接合部における継手の伸縮性及び耐圧性の評価を行った。
伸縮性の評価は、継手からパイプを引き抜く際の最大伸び変形量を測定することにより行った。また、耐圧性の評価は、水道水を満たした配管内の水圧を上昇していき、漏水が発生しない最大水圧を測定することにより行った。
これらの評価結果を表1に示す。伸縮性の評価は、○:14mm以上、△:8.4mm以上、×:8.4mm未満又は測定不能とした。また、耐圧性の評価は、○:0.1MPa以上、△:0.05〜0.1MPa、×:0.05MPa未満とした。
また、配管内に熱湯を流通させても漏出することはなかった。
上記試験1において作製した各継手に硬質塩化ビニル樹脂製直管(外径26mm)を差し込んで接合し、金属バンドを用いずに、この接合部における耐圧性の評価を試験1と同様にして行った。
2,22,32 チーズ継手
3 リブ
14,24,34,44 直管
15 金属バンド
46 ソケット
Claims (6)
- 全体が単一のゴム状弾性体からなる単一成型品であり、一定形状で使用されることを特徴とする配管用成型継手。
- 前記ゴム状弾性体は、耐熱温度が110℃以上、デュロメータ硬度が60〜80のエチレンプロピレンジエンゴムであることを特徴とする請求項1記載の配管用成型継手。
- 受け口の肉厚が3.0〜10.0mmであることを特徴とする請求項1又は2に記載の配管用成型継手。
- 受け口の外周に2本のリング状のリブが設けられていることを特徴とする請求項1〜3のいずれか1項に記載の配管用成型継手。
- 圧縮成型又は射出成型により成型加工することを特徴とする請求項1〜4のいずれか1項に記載の配管用成型継手の製造方法。
- 前記配管用継手の受け口を管の端部に接続し、金属バンドで締め付けることを特徴とする請求項1〜4のいずれか1項に記載の配管用成型継手の施工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010277976A JP2012127391A (ja) | 2010-12-14 | 2010-12-14 | 配管用成型継手並びにその製造方法及び施工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010277976A JP2012127391A (ja) | 2010-12-14 | 2010-12-14 | 配管用成型継手並びにその製造方法及び施工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012127391A true JP2012127391A (ja) | 2012-07-05 |
Family
ID=46644658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010277976A Ceased JP2012127391A (ja) | 2010-12-14 | 2010-12-14 | 配管用成型継手並びにその製造方法及び施工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012127391A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3249275A1 (en) * | 2016-05-27 | 2017-11-29 | VIP-Polymers Limited | Coupling comprising a body formed of fkm |
| JP2021085413A (ja) * | 2019-11-25 | 2021-06-03 | オルガノ株式会社 | 配管とその施工方法 |
| JP2025158332A (ja) * | 2024-04-04 | 2025-10-17 | 櫻護謨株式会社 | ホース制御器具 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4763695A (en) * | 1986-06-20 | 1988-08-16 | Buckhorn Rubber Products, Inc. | Coupling hose assembly |
| JPH02256988A (ja) * | 1989-03-29 | 1990-10-17 | Tokai Rubber Ind Ltd | 耐負圧曲りホース |
| JPH0650481A (ja) * | 1992-03-16 | 1994-02-22 | Shinku Kiko Kk | 真空配管継手 |
| JPH11311377A (ja) * | 1998-04-28 | 1999-11-09 | Toyoda Gosei Co Ltd | ホース |
| JP2001263548A (ja) * | 2000-03-21 | 2001-09-26 | Gifu Plast Ind Co Ltd | ゴム製複合管継手 |
| JP2002039483A (ja) * | 2000-07-24 | 2002-02-06 | Aron Kasei Co Ltd | 管接続部材および管継手構造 |
-
2010
- 2010-12-14 JP JP2010277976A patent/JP2012127391A/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4763695A (en) * | 1986-06-20 | 1988-08-16 | Buckhorn Rubber Products, Inc. | Coupling hose assembly |
| JPH02256988A (ja) * | 1989-03-29 | 1990-10-17 | Tokai Rubber Ind Ltd | 耐負圧曲りホース |
| JPH0650481A (ja) * | 1992-03-16 | 1994-02-22 | Shinku Kiko Kk | 真空配管継手 |
| JPH11311377A (ja) * | 1998-04-28 | 1999-11-09 | Toyoda Gosei Co Ltd | ホース |
| JP2001263548A (ja) * | 2000-03-21 | 2001-09-26 | Gifu Plast Ind Co Ltd | ゴム製複合管継手 |
| JP2002039483A (ja) * | 2000-07-24 | 2002-02-06 | Aron Kasei Co Ltd | 管接続部材および管継手構造 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3249275A1 (en) * | 2016-05-27 | 2017-11-29 | VIP-Polymers Limited | Coupling comprising a body formed of fkm |
| JP2021085413A (ja) * | 2019-11-25 | 2021-06-03 | オルガノ株式会社 | 配管とその施工方法 |
| JP7370827B2 (ja) | 2019-11-25 | 2023-10-30 | オルガノ株式会社 | 配管とその施工方法 |
| JP2025158332A (ja) * | 2024-04-04 | 2025-10-17 | 櫻護謨株式会社 | ホース制御器具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102107324B1 (ko) | 스프링클러 어댑터 및 파이프 플러그 | |
| JP2011516762A (ja) | 柔軟な排水トラップ | |
| EP2372210A2 (en) | Coupling element | |
| KR101561031B1 (ko) | 관연결부의 누설방지 및 보호장치와 관연결부의 누설방지방법 | |
| TW201730460A (zh) | 具有唇凸部之密封件 | |
| US11123126B2 (en) | Universal adaptor for gas scavenging systems | |
| KR101408807B1 (ko) | 진공배관용 주름관 및 이와 파이프의 결합구조체 | |
| JP2012127391A (ja) | 配管用成型継手並びにその製造方法及び施工方法 | |
| US20100019484A1 (en) | Compression fitting adjustment system | |
| CA2458710C (en) | Improved pipe clamp inner seal | |
| US20090230678A1 (en) | Compression fitting adjustment system | |
| KR101187042B1 (ko) | 파이프 연결장치 | |
| US20180066776A1 (en) | Rotatable Pipe Adapter | |
| EP3441537A1 (en) | Improved toilet pan connector | |
| KR102705244B1 (ko) | Cpvc 연결부를 구비한 스프링클러 신축배관 | |
| KR101432945B1 (ko) | 원터치식 배관 연결장치 | |
| CN211315455U (zh) | 管件马鞍接驳结构 | |
| KR101513849B1 (ko) | 배관 연결부 밀봉 구조 | |
| KR102146593B1 (ko) | 밀봉 요소 및 장치 | |
| JP2007285444A (ja) | 管継手 | |
| KR20230008098A (ko) | 배관 커넥터 | |
| CN110566744A (zh) | 管件马鞍接驳结构 | |
| CN223825827U (zh) | 双套管连接件和外套管 | |
| KR20130001740U (ko) | 원터치식 파이프 연결구 | |
| KR101181489B1 (ko) | 파이프 연결장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131024 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140710 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140905 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20141201 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150310 |
|
| A045 | Written measure of dismissal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20150724 |