JP2012148976A - 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 - Google Patents
成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 Download PDFInfo
- Publication number
- JP2012148976A JP2012148976A JP2012113634A JP2012113634A JP2012148976A JP 2012148976 A JP2012148976 A JP 2012148976A JP 2012113634 A JP2012113634 A JP 2012113634A JP 2012113634 A JP2012113634 A JP 2012113634A JP 2012148976 A JP2012148976 A JP 2012148976A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- quartz glass
- molding
- carbon
- deterioration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Glass Melting And Manufacturing (AREA)
Abstract
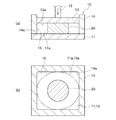
【解決手段】加熱された石英ガラス20を加圧成形するカーボン成形型10の劣化判定方法であり、カーボン成形型10の石英ガラス20と接する型面11a、13a、14aの電気抵抗値に基づいて、カーボン成形型10の劣化程度を判定する。
【選択図】図1
Description
11 下型
11a 上面(型面)
13 上型
13a 下面(型面)
14 側板型
14a 側面(型面)
15 成形空間
20 石英ガラス
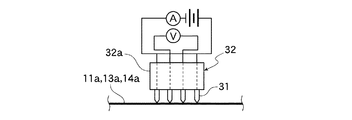
30 劣化判定部
Claims (4)
- 加熱された石英ガラスを加圧成形するカーボン製の成形型の劣化判定方法であり、
前記成形型の前記石英ガラスと接する型面の電気抵抗値に基づいて、前記成形型の劣化程度を判定することを特徴とする成形型の劣化判定方法。 - 前記型面の電気抵抗値が予め定められた限界値以上の場合に、前記成形型を使用不可と判定することを特徴とする請求項1に記載の成形型の劣化判定方法。
- 加熱された石英ガラスをカーボン製の成形型内で加圧成形することを繰り返して、複数の前記石英ガラスを成形する方法において、
成形後の前記成形型の前記石英ガラスと接する型面の電気抵抗値が予め定められた限界値以上であるか否かを検出し、
前記型面の電気抵抗値が前記限界値未満のとき、検出した前記成形型で次の成形を行い、
前記型面の電気抵抗値が前記限界値以上のとき、前記成形型の一部又は全部を交換して次の成形を行うことを特徴とする複数の石英ガラスの成形方法。 - カーボン製の成形型と、
該成形型の型面の電気抵抗値が予め定められた限界値未満であるか否かを検出し、前記型面の電気抵抗値が前記限界値以上の場合に、前記成形型を使用不可と判定する劣化判定手段とを備えたことを特徴とする石英ガラスの成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012113634A JP5472374B2 (ja) | 2012-05-17 | 2012-05-17 | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012113634A JP5472374B2 (ja) | 2012-05-17 | 2012-05-17 | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008196817A Division JP4998403B2 (ja) | 2008-07-30 | 2008-07-30 | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012148976A true JP2012148976A (ja) | 2012-08-09 |
| JP5472374B2 JP5472374B2 (ja) | 2014-04-16 |
Family
ID=46791623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012113634A Active JP5472374B2 (ja) | 2012-05-17 | 2012-05-17 | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5472374B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6144793A (ja) * | 1984-08-09 | 1986-03-04 | Toshiba Ceramics Co Ltd | シリコン単結晶引上げ用石英ガラスルツボ |
| JPH02199036A (ja) * | 1989-01-30 | 1990-08-07 | Hoya Corp | ガラスプレス成形型の製造方法 |
| JPH09251007A (ja) * | 1996-03-14 | 1997-09-22 | Hihakai Kensa Kk | プレス加工用金型の劣化度評価方法及び評価装置 |
| JPH109836A (ja) * | 1996-06-20 | 1998-01-16 | Asahi Glass Co Ltd | 物体の表面性状、ガラスの表面の粗度およびガラス成形型の評価方法 |
| JP2004307264A (ja) * | 2003-04-07 | 2004-11-04 | Nikon Corp | 石英ガラスの成形方法 |
| JP2010030863A (ja) * | 2008-07-30 | 2010-02-12 | Nikon Corp | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 |
-
2012
- 2012-05-17 JP JP2012113634A patent/JP5472374B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6144793A (ja) * | 1984-08-09 | 1986-03-04 | Toshiba Ceramics Co Ltd | シリコン単結晶引上げ用石英ガラスルツボ |
| JPH02199036A (ja) * | 1989-01-30 | 1990-08-07 | Hoya Corp | ガラスプレス成形型の製造方法 |
| JPH09251007A (ja) * | 1996-03-14 | 1997-09-22 | Hihakai Kensa Kk | プレス加工用金型の劣化度評価方法及び評価装置 |
| JPH109836A (ja) * | 1996-06-20 | 1998-01-16 | Asahi Glass Co Ltd | 物体の表面性状、ガラスの表面の粗度およびガラス成形型の評価方法 |
| JP2004307264A (ja) * | 2003-04-07 | 2004-11-04 | Nikon Corp | 石英ガラスの成形方法 |
| JP2010030863A (ja) * | 2008-07-30 | 2010-02-12 | Nikon Corp | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5472374B2 (ja) | 2014-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107356479B (zh) | 基于选区激光熔化技术的金属材料拉伸性能评价方法 | |
| Tao et al. | Quantitatively measurement and analysis of residual stresses in molded aspherical glass lenses | |
| GB2515945A (en) | Thermal distortion tester | |
| CN103612415B (zh) | 一种热塑性成形摩擦特性参数的测试装置与测试方法 | |
| JP5294938B2 (ja) | 膜厚測定方法およびガラス光学素子の製造方法 | |
| JP5472374B2 (ja) | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 | |
| CN110749617B (zh) | 玻璃实用软化点温度的测量方法 | |
| JP4998403B2 (ja) | 成形型の劣化判定方法、石英ガラスの成形方法及び成形装置 | |
| CN105675406A (zh) | 金属材料的高温弯曲检测方法 | |
| CN103760099B (zh) | 冷锻摩擦与润滑条件的定量测试方法 | |
| CN108982176B (zh) | 柔性玻璃板的处理方法和热膨胀系数的测量方法 | |
| CN204679013U (zh) | 一种鼓形花键的芯轴快速检具 | |
| CN102162720B (zh) | 应用缩聚二次印模硅橡胶测量标准样管人工u型伤的方法 | |
| CN107796719A (zh) | 一种高强度冷镦钢盘条调质硬度测量方法 | |
| CN202141687U (zh) | 一种金属线胀系数的测量装置 | |
| CN204881383U (zh) | 一种环规 | |
| CN103048353A (zh) | 一种高弹性模量金属丝材料线膨胀系数的测量方法 | |
| CN111504167A (zh) | 微通道板制备用的压屏模具的变形程度测量装置与方法 | |
| CN104316389A (zh) | 一种计算小冲杆试验断后延伸率的方法 | |
| CN203929004U (zh) | 一种用于玻璃绝缘子的偏差测量装置 | |
| CN103247450A (zh) | 一种电触头 | |
| CN208131533U (zh) | 用于清洁玻璃基板的盘刷的压入量调整装置 | |
| CN107179042A (zh) | 一种间隙测量机构及应用该机构的测量方法 | |
| CN106932430B (zh) | 3d曲面玻璃热弯温度参数的确定方法 | |
| JP2020001042A (ja) | プレス成形評価試験装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5472374 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |