JP2012149365A - 織機における経糸送り方法および装置 - Google Patents
織機における経糸送り方法および装置 Download PDFInfo
- Publication number
- JP2012149365A JP2012149365A JP2011010858A JP2011010858A JP2012149365A JP 2012149365 A JP2012149365 A JP 2012149365A JP 2011010858 A JP2011010858 A JP 2011010858A JP 2011010858 A JP2011010858 A JP 2011010858A JP 2012149365 A JP2012149365 A JP 2012149365A
- Authority
- JP
- Japan
- Prior art keywords
- warp
- motor
- tension
- feeding
- value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 9
- 238000004804 winding Methods 0.000 claims abstract description 121
- 238000012840 feeding operation Methods 0.000 claims abstract description 36
- 238000009941 weaving Methods 0.000 abstract description 57
- 238000001514 detection method Methods 0.000 abstract description 26
- 239000002759 woven fabric Substances 0.000 description 26
- 239000004744 fabric Substances 0.000 description 17
- 238000012937 correction Methods 0.000 description 12
- 238000005070 sampling Methods 0.000 description 8
- 230000007423 decrease Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000004048 modification Effects 0.000 description 6
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 241001580935 Aglossa pinguinalis Species 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 235000014676 Phragmites communis Nutrition 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/002—Avoiding starting marks
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D49/00—Details or constructional features not specially adapted for looms of a particular type
- D03D49/04—Control of the tension in warp or cloth
- D03D49/06—Warp let-off mechanisms
- D03D49/10—Driving the warp beam to let the warp off
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D49/00—Details or constructional features not specially adapted for looms of a particular type
- D03D49/04—Control of the tension in warp or cloth
- D03D49/20—Take-up motions; Cloth beams
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/005—Independent drive motors
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Abstract
【解決手段】
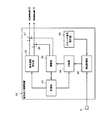
送出装置5及び巻取装置8が織機の主駆動モータとは独立した送出モータ5c及び巻取モータ8cを駆動源とする織機において、前記主駆動モータを停止した状態で前記送出モータ5c及び前記巻取モータ8cを駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ5c及び前記巻取モータ8cを制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行する。
【選択図】図2
Description
前記実施例では、経糸送りの方向と偏差の方向とに基づいて送出モータ5c又は巻取モータ8cの一方の駆動を制御するものとしたが、これに代えて、偏差を解消するための制御態様を、送出モータ5c及び巻取モータ8cの駆動を同時に制御するものとすることが考えられる。具体的には、経糸張力の偏差が発生した場合において、比較器44が制御器45に対し出力する偏差信号を、偏差の方向だけでなく、偏差の大きさに関する情報をも含むものとし、発生した偏差に対し、その解消を送出モータ5c及び巻取モータ8cの一方の制御のみで行うのではなく、両モータの制御で協働して行うべく、発生した偏差のうちのある割合を送出モータ5cの制御で解消を図り、残りを巻取モータ8cの制御で解消を図るようにする。
また、他の変形例として、偏差の許容閾値を記憶器42に予め設定しておき、偏差が許容閾値以下の小さいものであれば、送出モータ5c又は巻取モータ8cの一方の制御で偏差の解消を図り、偏差が許容閾値を超える大きいものであれば、上記変形例1の制御(送出モータ5c及び巻取モータ8cの両モータの制御による張力制御)を実行するようにする制御態様としてもよい。この場合、経糸送り制御装置40における記憶器42には、その許容閾値が設定されると共に、偏差が許容閾値以下の場合の制御について、制御対象を送出装置10側、巻取装置20側のいずれにするか等が設定される。
1a 経糸
1b 経糸列
2 製織装置(製織部分)
2a 織布
3 別巻き取り装置(巻き取り部分)
3a 駆動ローラ
3b 従動ローラ
3c 布巻ロール
3d ガイドローラ
4 テンション装置
4a ガイドローラ
4b ダンサーロール
5 送出装置
5a ニップロール
5b 送出ロール
5c 送出モータ
5d タコジェネレータ
6 張力検出器
6a ガイドロール
6b テンションロール
7 織布製織部
7a 綜絖枠
7b ガイドロール
8 巻取装置
8a プレスロール
8b 服巻ロール
8c 巻取モータ
8d パルスジェネレータ
9 主軸
9a エンコーダ
10 送出制御装置
11 目標張力設定器
12 張力用の加え合せ点
13 平均張力演算器
14 補正速度演算器
15 基本速度演算器
16 指令速度演算器
17 加え合せ点
18 制御増幅器
19 切換器
20 巻取制御装置
21 倍周器
22 制御増幅器
23 分周器
24 切換器
25 加え合せ点
30 織機制御装置
40 経糸送り制御装置
41 基本速度発生器
42 記憶器
43 検出制御器
44 比較器
45 制御器
46 クロック信号発生器
47 加え合せ点
48 加え合せ点
A 操作スイッチ
B 操作スイッチ
Claims (5)
- 送出装置(5)及び巻取装置(8)が織機の主駆動モータとは独立した送出モータ(5c)及び巻取モータ(8c)を駆動源とする織機において、
前記主駆動モータを停止した状態で前記送出モータ(5c)及び前記巻取モータ(8c)を駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ(5c)及び前記巻取モータ(8c)を制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行することを特徴とする織機における経糸送り方法。 - 前記制御態様は、経糸を前記送出装置(5)側へ送る場合にあっては、前記経糸張力値が前記基準値を超えたときは前記送出モータ(5c)を減速又は停止し、前記経糸張力値が前記基準値を下回ったときは前記巻取モータ(8c)を減速又は停止するように設定され、経糸を前記巻取装置(8)側へ送る場合にあっては、前記経糸張力値が前記基準値を超えたときは前記巻取モータ(8c)を減速又は停止し、前記経糸張力値が前記基準値を下回ったときは前記送出モータ(5c)を減速又は停止するように設定されることを特徴とする請求項1記載の織機における経糸送り方法。
- 前記制御態様は、前記経糸張力値と前記基準値との偏差を予め設定された割合で分けて前記送出モータ(5c)及び前記巻取モータ(8c)の制御に割り当て、各々に割り当てられた偏差を解消するように前記送出モータ(5c)及び前記巻取モータ(8c)の駆動を制御するように設定されることを特徴とする請求項1または請求項2記載の織機における経糸送り方法。
- 前記制御態様は、前記経糸張力値と前記基準値との偏差の許容閾値を予め設定し、前記偏差が前記許容閾値以下の場合は前記送出モータ(5c)又は前記巻取モータ(8c)の一方で前記張力制御を実行し、前記偏差が前記許容閾値を超えた場合は前記送出モータ(5c)及び前記巻取モータ(8c)の両方で前記張力制御を実行することを特徴とする請求項1、請求項2または請求項3記載の織機における経糸送り方法。
- 送出装置(5)及び巻取装置(8)が織機の主駆動モータとは独立した送出モータ(5c)及び巻取モータ(8c)を駆動源とする織機において、
作業者が手動で操作可能な操作スイッチ(A,B)であって、織機の停止状態で前記送出モータ(5c)及び前記巻取モータ(8c)を駆動して経糸送り操作を実行するための操作スイッチ(A,B)と、前記経糸送り操作中に経糸の張力を検出する張力検出器(6)と、前記操作スイッチ(A,B)の操作にともなって前記送出モータ(5c)及び前記巻取モータ(8c)の駆動を制御する経糸送り制御装置(40)とを備え、
更に、前記経糸送り制御装置(40)は、前記経糸送り操作中の経糸張力の基準値、及び経糸送り操作中の前記送出モータ(5c)及び前記巻取モータ(8c)の制御態様が設定され記憶された記憶器(42)と、前記張力検出器(6)による検出値に基づく経糸張力値と前記基準値とを比較すると共に、前記経糸張力値が前記基準値から外れて偏差が生じた場合に偏差方向を含む偏差信号を出力する比較器(44)と、前記比較器(44)からの前記偏差信号に基づき、前記記憶器(42)に設定された前記制御態様に従って前記送出モータ(5c)及び前記巻取モータ(8c)の駆動を制御する制御器(45)とを含むことを特徴とする織機における経糸送り装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010858A JP5909042B2 (ja) | 2011-01-21 | 2011-01-21 | 織機における経糸送り方法および装置 |
| CN201110412855.1A CN102605518B (zh) | 2011-01-21 | 2011-12-13 | 织机的经纱送经方法和装置 |
| EP12000037.7A EP2479326B1 (en) | 2011-01-21 | 2012-01-04 | Loom with warp feeding device and warp feeding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010858A JP5909042B2 (ja) | 2011-01-21 | 2011-01-21 | 織機における経糸送り方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012149365A true JP2012149365A (ja) | 2012-08-09 |
| JP5909042B2 JP5909042B2 (ja) | 2016-04-26 |
Family
ID=45476400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011010858A Active JP5909042B2 (ja) | 2011-01-21 | 2011-01-21 | 織機における経糸送り方法および装置 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2479326B1 (ja) |
| JP (1) | JP5909042B2 (ja) |
| CN (1) | CN102605518B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057512A (ja) * | 2015-09-15 | 2017-03-23 | 津田駒工業株式会社 | タイヤコード織布製織用織機における製織管理方法及び製織管理装置 |
| JP2021123024A (ja) * | 2020-02-05 | 2021-08-30 | 津田駒工業株式会社 | 自動繊維束配置装置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104762736A (zh) * | 2015-04-03 | 2015-07-08 | 苏州科明纺织有限公司 | 一种电子式送经装置 |
| CN105624892B (zh) * | 2015-04-08 | 2017-07-28 | 杭州创兴云智能设备科技股份有限公司 | 一种定量送纱装置 |
| CN105350164B (zh) * | 2015-12-10 | 2017-04-19 | 河北英凯模金属网有限公司 | 一种织网机的伺服控制系统 |
| CN107557975A (zh) * | 2017-09-30 | 2018-01-09 | 江苏浩泰毛纺织染有限公司 | 一种用于剑杆织机的送经装置 |
| CN108360126A (zh) * | 2017-12-27 | 2018-08-03 | 安徽普惠织物股份有限公司 | 一种干网边线送经装置及送经方法 |
| CN109775405B (zh) * | 2019-02-18 | 2020-06-09 | 平顶山神马帘子布发展有限公司 | 双辊摩擦式被动卷绕装置卷绕浸胶帘子布压力的修正方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62104945A (ja) * | 1985-10-28 | 1987-05-15 | 株式会社豊田自動織機製作所 | 無杼織機における緯糸処理方法 |
| JPH02269841A (ja) * | 1989-04-12 | 1990-11-05 | Toyota Autom Loom Works Ltd | 織機における経糸移送方法 |
| JP2009062637A (ja) * | 2007-09-05 | 2009-03-26 | Toshiba Mach Co Ltd | 織機及び織機の駆動装置。 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE905314A (nl) * | 1986-08-22 | 1987-02-23 | Picanol Nv | Werkwijze voor de sturing van de kettingaflaat en de doekopwikkeling bij weefmachines. |
| JP2894709B2 (ja) * | 1988-12-28 | 1999-05-24 | 株式会社豊田中央研究所 | 経糸速度制御装置 |
| DE4123671A1 (de) * | 1991-07-17 | 1993-01-21 | Berger Lahr Gmbh | Webmaschine |
| IT1283231B1 (it) * | 1996-03-12 | 1998-04-16 | Nuovo Pignone Spa | Sistema di comando perfezionato per un telaio tessile senza navetta |
| CN1274893C (zh) * | 2001-12-27 | 2006-09-13 | 东华大学 | 参数设置法消除织机停车稀密路的控制系统及其使用方法 |
| JP4189249B2 (ja) * | 2003-03-31 | 2008-12-03 | 津田駒工業株式会社 | 織機における織段防止装置 |
| CN1456723A (zh) * | 2003-05-13 | 2003-11-19 | 上海大学 | 电子送经控制系统和方法 |
| CN201217731Y (zh) * | 2008-05-15 | 2009-04-08 | 上海武建通讯设备有限公司 | 喷气织机智能控制系统 |
-
2011
- 2011-01-21 JP JP2011010858A patent/JP5909042B2/ja active Active
- 2011-12-13 CN CN201110412855.1A patent/CN102605518B/zh active Active
-
2012
- 2012-01-04 EP EP12000037.7A patent/EP2479326B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62104945A (ja) * | 1985-10-28 | 1987-05-15 | 株式会社豊田自動織機製作所 | 無杼織機における緯糸処理方法 |
| JPH02269841A (ja) * | 1989-04-12 | 1990-11-05 | Toyota Autom Loom Works Ltd | 織機における経糸移送方法 |
| JP2009062637A (ja) * | 2007-09-05 | 2009-03-26 | Toshiba Mach Co Ltd | 織機及び織機の駆動装置。 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057512A (ja) * | 2015-09-15 | 2017-03-23 | 津田駒工業株式会社 | タイヤコード織布製織用織機における製織管理方法及び製織管理装置 |
| EP3147397A1 (en) | 2015-09-15 | 2017-03-29 | Tsudakoma Kogyo Kabushiki Kaisha | Weaving management method and weaving management apparatus for tire cord fabric weaving loom |
| JP2021123024A (ja) * | 2020-02-05 | 2021-08-30 | 津田駒工業株式会社 | 自動繊維束配置装置 |
| JP7437173B2 (ja) | 2020-02-05 | 2024-02-22 | 津田駒工業株式会社 | 自動繊維束配置装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2479326B1 (en) | 2015-06-10 |
| CN102605518A (zh) | 2012-07-25 |
| EP2479326A2 (en) | 2012-07-25 |
| CN102605518B (zh) | 2015-01-14 |
| JP5909042B2 (ja) | 2016-04-26 |
| EP2479326A3 (en) | 2013-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5909042B2 (ja) | 織機における経糸送り方法および装置 | |
| JP3973608B2 (ja) | 経糸巻取装置のバイアス設定値設定方法および経糸巻取装置 | |
| JP6953452B2 (ja) | 織り糸供給装置、織り糸供給装置のコントロール方法、及びコンピュータプログラムプロダクト | |
| EP3867431B1 (en) | Yarn feeding device with learning procedure | |
| JP2010255149A (ja) | 織機における経糸ビームの巻径検出方法 | |
| KR20150106844A (ko) | 직기에서의 직물 권취 제어 방법 및 직물 권취 장치 | |
| JP7260387B2 (ja) | 水噴射式織機における緯入れ方法及び装置 | |
| JP6513000B2 (ja) | タイヤコード織布製織用織機における製織管理方法及び製織管理装置 | |
| JP4189249B2 (ja) | 織機における織段防止装置 | |
| JP5154612B2 (ja) | 織機の緯糸密度むら防止方法 | |
| CN102251340A (zh) | 具备具有边撑位置自动切换机构的边撑装置的织机的送出控制方法及装置 | |
| EP4328365B1 (en) | Method for controlled winding of a textile product on a textile machine, and textile machine | |
| JP2003213546A (ja) | 経糸移送装置の駆動方法及び装置 | |
| EP1101852B1 (en) | Method for controlling tension of warp | |
| KR101131457B1 (ko) | 직기용 편평상 위사송출장치 | |
| JP2013028870A (ja) | 織機における製織方法及び製織装置 | |
| JP4718213B2 (ja) | 織機の経糸張力制御方法及び装置 | |
| JP2006037272A (ja) | 織機の経糸送出し制御装置及び経糸送出し制御方法 | |
| JPH0327154A (ja) | 多色織機における織段発生防止方法 | |
| JP2006028710A (ja) | 織機における経糸送出し制御方法 | |
| JP2003221762A (ja) | 織機運転制御方法 | |
| JP2006070389A (ja) | 経糸張力監視方法 | |
| JP2003041457A (ja) | 織り前の移動制御方法 | |
| JP2004339660A (ja) | 織機における織段防止方法及び装置 | |
| JP2003193355A (ja) | 織機の運転停止時における電動送り出し装置の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130418 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130423 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130423 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130418 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140805 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140924 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5909042 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |