JP2012162046A - ゴムストリップの切断装置および切断方法 - Google Patents
ゴムストリップの切断装置および切断方法 Download PDFInfo
- Publication number
- JP2012162046A JP2012162046A JP2011025702A JP2011025702A JP2012162046A JP 2012162046 A JP2012162046 A JP 2012162046A JP 2011025702 A JP2011025702 A JP 2011025702A JP 2011025702 A JP2011025702 A JP 2011025702A JP 2012162046 A JP2012162046 A JP 2012162046A
- Authority
- JP
- Japan
- Prior art keywords
- rubber strip
- cutting
- cutting blade
- strip
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
Abstract
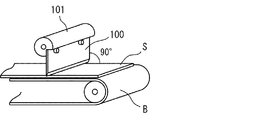
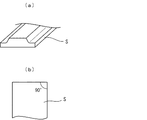
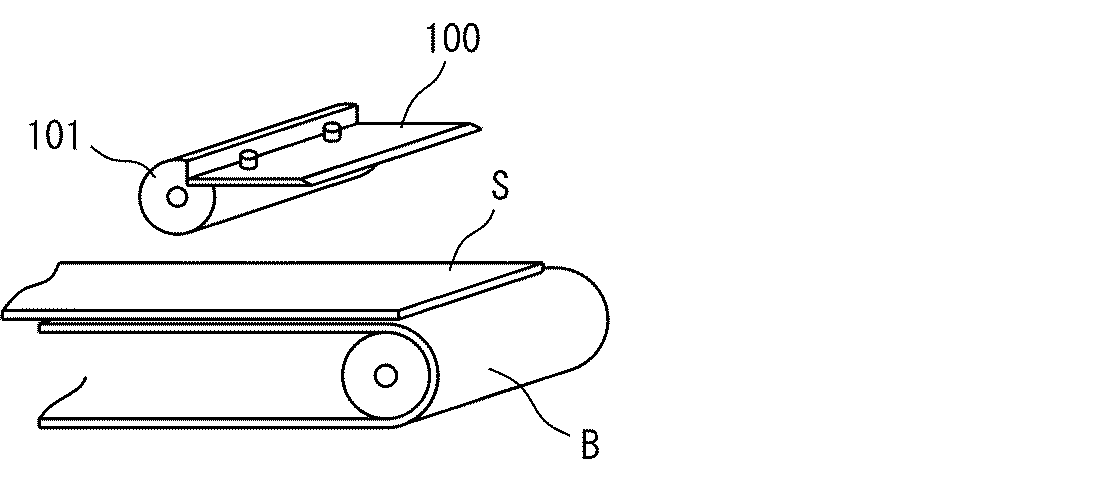
【解決手段】ストリップワインド工法により形成される帯状のゴムストリップを搬送コンベアにより搬送しながら、切断刃を用いて切断するゴムストリップの切断装置であって、切断刃を回転軸の周りに螺旋方向に設け、切断刃の刃先を非鋭利に形成し、回転軸をゴムストリップの搬送方向と直交する方向に配置し、ゴムストリップの搬送速度に合わせ、回転軸をゴムストリップの搬送方向と同方向に回転させることにより、ゴムストリップを幅方向に対して傾斜する方向に切断するように構成されていることを特徴とする。
【選択図】 図1
Description
ストリップワインド工法により形成される帯状のゴムストリップを搬送コンベアにより搬送しながら、切断刃を用いて切断するゴムストリップの切断装置であって、
前記切断刃を回転軸の周りに螺旋方向に設け、
前記切断刃の刃先を非鋭利に形成し、
前記回転軸を前記ゴムストリップの搬送方向と直交する方向に配置し、
前記ゴムストリップの搬送速度に合わせ、前記回転軸を前記ゴムストリップの搬送方向と同方向に回転させることにより、前記ゴムストリップを幅方向に対して傾斜する方向に切断するように構成されていることを特徴とするゴムストリップの切断装置である。
前記切断刃を加熱するヒーターを備えていることを特徴とする請求項1に記載のゴムストリップの切断装置である。
請求項1または請求項2のゴムストリップの切断装置を用いたゴムストリップの切断方法であって、
切断開始時は、前記切断刃の前記刃先を、前記搬送コンベア上の前記ゴムストリップの幅方向の一端に押し付けて前記一端から切り始め、
前記回転軸の回転により、前記ゴムストリップの幅方向の一端から他端に向けて切り進んでいくことを特徴とするゴムストリップの切断方法である。
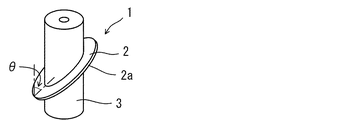
図1は、本発明の実施の形態に係るゴムストリップの切断装置を模式的に示す斜視図、図2は、ゴムストリップの切断装置の回転軸に取り付けられた切断刃を模式的に示す斜視図である。
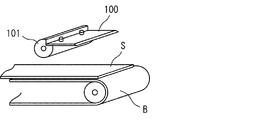
前記のゴムストリップの切断装置1を用いて、ゴムストリップSを切断する場合には、切断開始時において、切断刃2の刃先2aを、搬送コンベアB上のゴムストリップSの幅方向の一端に押し付けて前記一端から切り始める。
(1)切断刃2の刃先2aを非鋭利にしても切断可能になるため、ゴムストリップSの一部が団子状態になることによるタイヤスクラップの発生を防止することができ、それと共に、ローカバースクラップの発生を防止することができる。さらに、カット不良によるM/Cのトラブルをなくすることができる。
2、100 切断刃
2a 刃先
2b ボルト孔
3 回転軸
4 固定具
4a 固定孔
5 ボルト
101 ロール
B 搬送コンベア
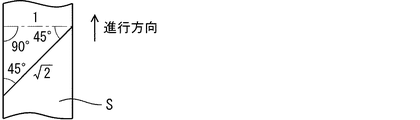
S ゴムストリップ
θ 回転軸に対する切断刃の取り付け角度
Claims (3)
- ストリップワインド工法により形成される帯状のゴムストリップを搬送コンベアにより搬送しながら、切断刃を用いて切断するゴムストリップの切断装置であって、
前記切断刃を回転軸の周りに螺旋方向に設け、
前記切断刃の刃先を非鋭利に形成し、
前記回転軸を前記ゴムストリップの搬送方向と直交する方向に配置し、
前記ゴムストリップの搬送速度に合わせ、前記回転軸を前記ゴムストリップの搬送方向と同方向に回転させることにより、前記ゴムストリップを幅方向に対して傾斜する方向に切断するように構成されていることを特徴とするゴムストリップの切断装置。 - 前記切断刃を加熱するヒーターを備えていることを特徴とする請求項1に記載のゴムストリップの切断装置。
- 請求項1または請求項2のゴムストリップの切断装置を用いたゴムストリップの切断方法であって、
切断開始時は、前記切断刃の前記刃先を、前記搬送コンベア上の前記ゴムストリップの幅方向の一端に押し付けて前記一端から切り始め、
前記回転軸の回転により、前記ゴムストリップの幅方向の一端から他端に向けて切り進んでいくことを特徴とするゴムストリップの切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011025702A JP5620298B2 (ja) | 2011-02-09 | 2011-02-09 | ゴムストリップの切断装置および切断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011025702A JP5620298B2 (ja) | 2011-02-09 | 2011-02-09 | ゴムストリップの切断装置および切断方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012162046A true JP2012162046A (ja) | 2012-08-30 |
| JP5620298B2 JP5620298B2 (ja) | 2014-11-05 |
Family
ID=46841940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011025702A Expired - Fee Related JP5620298B2 (ja) | 2011-02-09 | 2011-02-09 | ゴムストリップの切断装置および切断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5620298B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014073591A (ja) * | 2012-10-02 | 2014-04-24 | Sumitomo Rubber Ind Ltd | ゴムストリップ搬送切断装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63216634A (ja) * | 1987-03-02 | 1988-09-08 | Asahi Kinzoku Seisakusho:Kk | 刃物類の製造方法 |
| US4965733A (en) * | 1988-01-18 | 1990-10-23 | Bridgestone Corporation | Cutting apparatus for sheet-like materials |
| JP2003175490A (ja) * | 2001-12-13 | 2003-06-24 | Yokohama Rubber Co Ltd:The | ワイヤーコード入りゴムシート材料の切断方法及びその切断に用いる切断刃 |
| JP2009051417A (ja) * | 2007-08-28 | 2009-03-12 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ、及び空気入りタイヤのバンド形成方法 |
| JP2009073177A (ja) * | 2007-08-27 | 2009-04-09 | Sumitomo Rubber Ind Ltd | タイヤ用のゴム部材、その製造方法及びタイヤの製造方法 |
| JP2010264518A (ja) * | 2009-05-12 | 2010-11-25 | Sumitomo Rubber Ind Ltd | タイヤ部材の製造方法及び切断装置 |
-
2011
- 2011-02-09 JP JP2011025702A patent/JP5620298B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63216634A (ja) * | 1987-03-02 | 1988-09-08 | Asahi Kinzoku Seisakusho:Kk | 刃物類の製造方法 |
| US4965733A (en) * | 1988-01-18 | 1990-10-23 | Bridgestone Corporation | Cutting apparatus for sheet-like materials |
| JP2003175490A (ja) * | 2001-12-13 | 2003-06-24 | Yokohama Rubber Co Ltd:The | ワイヤーコード入りゴムシート材料の切断方法及びその切断に用いる切断刃 |
| JP2009073177A (ja) * | 2007-08-27 | 2009-04-09 | Sumitomo Rubber Ind Ltd | タイヤ用のゴム部材、その製造方法及びタイヤの製造方法 |
| JP2009051417A (ja) * | 2007-08-28 | 2009-03-12 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ、及び空気入りタイヤのバンド形成方法 |
| JP2010264518A (ja) * | 2009-05-12 | 2010-11-25 | Sumitomo Rubber Ind Ltd | タイヤ部材の製造方法及び切断装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014073591A (ja) * | 2012-10-02 | 2014-04-24 | Sumitomo Rubber Ind Ltd | ゴムストリップ搬送切断装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5620298B2 (ja) | 2014-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101721693B1 (ko) | 파이프 커팅장치 및 방법 | |
| JP5036621B2 (ja) | 切断装置 | |
| KR101708814B1 (ko) | 코팅층이 형성된 파이프의 코팅층 컷팅장치 | |
| JP2014124929A (ja) | ゴムストリップの貼付装置 | |
| JP6938387B2 (ja) | ベルト形成装置及びベルトの少なくとも一部分を製造する方法 | |
| JP5620298B2 (ja) | ゴムストリップの切断装置および切断方法 | |
| CN207172224U (zh) | 一种法兰垫片切割器 | |
| JP6013860B2 (ja) | ゴムストリップ搬送切断装置 | |
| CN115042263B (zh) | 一种输送带钢丝绳芯分离方法 | |
| CN105234972B (zh) | 修边装置及其修边方法 | |
| JP5974035B2 (ja) | 空気入りタイヤの製造方法 | |
| EP2106902A1 (en) | Feeding apparatus | |
| JP5788652B2 (ja) | タイヤ構成部材のジョイント装置 | |
| CN209998728U (zh) | 一种钢管切割打磨一体机 | |
| CN204998011U (zh) | 一种防滑分裁机 | |
| JP6237167B2 (ja) | ゴム被覆繊維シート部材の切断装置および方法 | |
| KR102783876B1 (ko) | 제지 및 목재용 나이프 자동 연마장치 | |
| WO2015151435A1 (ja) | 帯状部材の巻付け方法および装置 | |
| JP2010052113A (ja) | 切断装置およびループの製造方法 | |
| CN113165229B (zh) | 用于将橡胶条带对接以供应挤出机的系统 | |
| RU59476U1 (ru) | Устройство для разрезания покрышки | |
| JP2018052086A (ja) | カーカスプライの製造装置および製造方法 | |
| JP3226337U (ja) | ガイド冶具及び鋼帯の切断加工装置 | |
| JP2005053112A (ja) | コードプライの製造方法、及び製造装置 | |
| RU67917U1 (ru) | Устройство для разрезания покрышки |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5620298 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |