JP2012165519A - 回転機器の製造方法 - Google Patents
回転機器の製造方法 Download PDFInfo
- Publication number
- JP2012165519A JP2012165519A JP2011022731A JP2011022731A JP2012165519A JP 2012165519 A JP2012165519 A JP 2012165519A JP 2011022731 A JP2011022731 A JP 2011022731A JP 2011022731 A JP2011022731 A JP 2011022731A JP 2012165519 A JP2012165519 A JP 2012165519A
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- hub
- manufacturing
- side end
- opening hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 35
- 238000003780 insertion Methods 0.000 claims abstract description 46
- 230000037431 insertion Effects 0.000 claims abstract description 46
- 239000011344 liquid material Substances 0.000 claims abstract description 23
- 239000007788 liquid Substances 0.000 claims description 32
- 239000000126 substance Substances 0.000 claims description 32
- 239000000314 lubricant Substances 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 23
- 229920005989 resin Polymers 0.000 claims description 10
- 239000011347 resin Substances 0.000 claims description 10
- 238000006073 displacement reaction Methods 0.000 claims description 2
- 238000005304 joining Methods 0.000 abstract description 23
- 230000002093 peripheral effect Effects 0.000 description 58
- 230000008878 coupling Effects 0.000 description 18
- 238000010168 coupling process Methods 0.000 description 18
- 238000005859 coupling reaction Methods 0.000 description 18
- 238000012546 transfer Methods 0.000 description 15
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 230000006870 function Effects 0.000 description 8
- 230000033001 locomotion Effects 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 7
- 238000004891 communication Methods 0.000 description 6
- 230000001050 lubricating effect Effects 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 238000004663 powder metallurgy Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 238000004070 electrodeposition Methods 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910001172 neodymium magnet Inorganic materials 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- QJVKUMXDEUEQLH-UHFFFAOYSA-N [B].[Fe].[Nd] Chemical compound [B].[Fe].[Nd] QJVKUMXDEUEQLH-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000005339 levitation Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004506 ultrasonic cleaning Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images





Landscapes
- Sliding-Contact Bearings (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
【課題】ハブとシャフトとを結合する際の接合部における摩擦力の偏りを低減して回転軸に対するハブの傾きを抑制できる回転機器の製造方法を提供する。
【解決手段】開口孔部20aにおけるシャフト22の挿入側端部20eの周縁近傍に液状物質32を付着させるステップと、シャフト22と挿入側端部20eとを接近させて液状物質32をシャフト22に接触させた後にシャフト22と挿入側端部20eとを離反させるステップと、シャフト22を挿入側端部20eから開口孔部20aにおける最終固定位置20fまで挿入するステップと、を含む。
【選択図】図3
【解決手段】開口孔部20aにおけるシャフト22の挿入側端部20eの周縁近傍に液状物質32を付着させるステップと、シャフト22と挿入側端部20eとを接近させて液状物質32をシャフト22に接触させた後にシャフト22と挿入側端部20eとを離反させるステップと、シャフト22を挿入側端部20eから開口孔部20aにおける最終固定位置20fまで挿入するステップと、を含む。
【選択図】図3
Description
本発明は、回転機器の製造方法、特に部材間の接合精度を向上するための技術に関する。
近年、ハードディスクドライブなどの回転機器は、一層の小型化が求められている。たとえば磁気的にデータを記録する回転機器では、記録ディスクを高速で回転させておき、磁気ヘッドがその記録ディスクに対して僅かに浮上した空隙を保ってトレースしながら、データを記録再生する。このような回転機器には、記録ディスクを載置すべきハブの中心に形成された開口孔部にシャフトを結合してハブを支持するものがある。上述したように回転機器を小型化するために、磁気ヘッドと記録ディスクとの間の空隙を例えば10nm以下の極めて狭い空隙にして記録再生することが要請されている。また、回転機器の小型化にともない記録ディスク上のトラックピッチも狭くなっているのが現実である(例えば、特許文献1参照)。
ところで、記録再生ヘッドと記録ディスクの表面との隙間をより狭くすると、記録ディスクの僅かな傾きにより、この隙間が大きく変化して記録再生ヘッドの出力信号の振幅が大きく変化することがある。このように、記録トラックのトレース状態が乱れたり、記録再生ヘッドの出力信号の振幅が変化すると、ハードディスクドライブのデータの記録再生時の誤動作の頻度の増加を招くおそれがある。また、回転機器の小型化にともないトラックピッチを狭くすると、記録再生ヘッドが振動した場合に記録ディスクの僅かな傾きが原因となり、記録トラックのトレースが乱れる可能性が高まる。したがって、記録ディスクを載置すべきハブは回転軸に対して傾きが抑制された状態にすることが要求される。
回転機器におけるシャフトとハブの接合方式の1つとして、ハブに設けた開口孔部にシャフトを締り嵌めにより結合するものがある。この場合、シャフトの直径より小さな直径を有する開口孔部にシャフトを挿入することになる。発明者らはシャフトをハブに挿入する際の挙動について、以下のような考察を得ている。ハブとシャフトとを締り嵌めにより結合しようとする場合、シャフトの先端部とハブの開口孔部の内周表面との間に摩擦力が発生する。摩擦力は開口孔部の内周表面に存在する微少な凸凹などの表面状態により大きく異なると考えられる。つまり部位毎の表面状態の違いにより摩擦力の偏りを生じる。例えば全周について考察した場合にある方向の摩擦力が大きく、対向する方向の摩擦力が小さい場合、摩擦力の小さい側の表面では挿入が進み易く、摩擦力の大きい側の表面では挿入が鈍る。その結果としてシャフトがハブに傾いて挿入され易くなると考えられる。
発明者らは、このような考察に基づき、回転軸に対するハブの傾きを抑制するためにはシャフトの先端部と開口孔部の内周表面との摩擦力の偏りを低減すればよいとの結論を得た。
そこで、本発明は上述した課題を解決するためになされたものであり、その目的は、ハブとシャフトとを結合する際の接合部における摩擦力の偏りを低減して回転軸に対するハブの傾きを抑制できる回転機器の製造方法を提供することにある。
上記課題を解決するために、本発明のある態様の回転機器の製造方法は、ハブと、ハブに形成された開口孔部に結合するシャフトと、を含む回転機器の製造方法であって、開口孔部におけるシャフトの挿入側端部の周縁近傍に液状物質を付着させるステップと、シャフトと挿入側端部とを接近させて液状物質をシャフトに接触させた後にシャフトと挿入側端部とを離反させるステップと、シャフトを挿入側端部から開口孔部における最終固定位置まで挿入するステップと、を含む。
ここで、ハブの開口孔部の直径はシャフトの直径より僅かに小さくてもよい。液状物質は潤滑性能を有するものが望ましく、例えば潤滑剤でもよい。また、硬化前の状態で潤滑性能を有する接着剤等の樹脂でもよい。この態様によると、開口孔部に付着している液状物質とシャフトとを接触させた後に離反する往復運動をさせることにより、シャフトの外周面と開口孔部の内径面との双方に液状物質が塗布される可能性が高まる。その結果、シャフトの挿入時の摩擦力の偏りが低減可能となり、回転軸に対するハブの接合姿勢の傾きが抑制できる。
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
本発明によれば、ハブとシャフトとを結合する際の接合部における摩擦力の偏りを低減して回転軸に対するハブの傾きを抑制できる回転機器の製造方法が提供できる。
以下、本発明を好適な実施形態を図面に基づいて説明する。各図面に示される同一または同等の構成要素、部材には、同一の符号を付するものとし、適宜重複した説明は省略する。また、各図面における部材の寸法は、理解を容易にするために適宜拡大、縮小して示される。また、各図面において実施形態を説明する上で重要ではない部材の一部は省略して表示する。
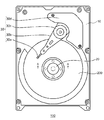
図1は、本実施形態の製造方法を適用する回転機器の一例であるディスク駆動装置100の内部構成を説明する説明図である。なお、図1は、内部構成を露出させるためにトップカバーを取り外した状態を示している。
ベースプレート10はアルミニウムの合金をダイカストにより成型して形成することができる。ベースプレート10は、後述する軸受ユニットを介してハブ20を回転自在に支持する。記録ディスク200は、ハブ20に載置され、ハブ20の回転駆動に伴って回転する。データリード/ライト部30は、記録再生ヘッド30aと、スイングアーム30bと、ピボットアセンブリ30cと、ボイスコイルモータ30dと、を含む。記録再生ヘッド30aは、スイングアーム30bの先端部に取り付けられ、記録ディスク200に磁気的にデータを記録し、記録ディスク200からデータを読み取る。ピボットアセンブリ30cは、スイングアーム30bをベースプレート10に対してヘッド回転軸の周りに揺動自在に支持する。ボイスコイルモータ30dは、スイングアーム30bをヘッド回転軸の周りに揺動させ、記録再生ヘッド30aを記録ディスク200の記録面上の所望の位置に移動させる。データリード/ライト部30は、ヘッドの位置を制御する公知の技術を用いて構成される。
図2は、図1のA−A線断面図であり、本実施形態の製造方法を適用したハブとシャフトの組立体を含むディスク駆動装置100の概略断面図である。
ディスク駆動装置100は、固定ユニットS、回転ユニットRを含む。固定ユニットSは、ベースプレート10、ステータコア12、ハウジング14、スリーブ16を含む。回転ユニットRは、ハブ20、シャフト22、マグネット24、スラスト部材26を含む。ベースプレート10は、円筒部10aを含み、ハウジング14は、溝14a、底部14b、ハウジング筒部14c、ハウジング平坦部14dを含む。スリーブ16は、円筒部内周面16a、周状張出部16b、スリーブ筒部16cを含み、ステータコア12には、コイル18が巻きつけられている。本実施形態においてハブ20とシャフト22は回転体300を構成する。ハブ20は、開口孔部20a、円環部20b、載置座部20c、台座部20dを含む。ハブ20の開口孔部20aの内周面とシャフト22の外周面22aとが後述する接合方法を用いた締り嵌めにより接合され、ハブ20とシャフト22とは実質的に一体部品となり回転体300を構成する。なお、以下の説明では、全体として、便宜上説明図に示された下方を下、上方を上と表現する。
ディスク駆動装置100は、固定ユニットS、回転ユニットRを含む。固定ユニットSは、ベースプレート10、ステータコア12、ハウジング14、スリーブ16を含む。回転ユニットRは、ハブ20、シャフト22、マグネット24、スラスト部材26を含む。ベースプレート10は、円筒部10aを含み、ハウジング14は、溝14a、底部14b、ハウジング筒部14c、ハウジング平坦部14dを含む。スリーブ16は、円筒部内周面16a、周状張出部16b、スリーブ筒部16cを含み、ステータコア12には、コイル18が巻きつけられている。本実施形態においてハブ20とシャフト22は回転体300を構成する。ハブ20は、開口孔部20a、円環部20b、載置座部20c、台座部20dを含む。ハブ20の開口孔部20aの内周面とシャフト22の外周面22aとが後述する接合方法を用いた締り嵌めにより接合され、ハブ20とシャフト22とは実質的に一体部品となり回転体300を構成する。なお、以下の説明では、全体として、便宜上説明図に示された下方を下、上方を上と表現する。
ベースプレート10は、中心部分の孔部10bと、この孔部10bを囲むように設けられた円筒部10aとを有する。ベースプレート10は、孔部10bによってハウジング14を保持する。また、ベースプレート10は、ハウジング14を環囲する円筒部10aの外周側にステータコア12を固着する。なお、ハウジング14の外周側と、円筒部10aの内周側との間に環状の第1領域部40が形成されている。第1領域部40は、ベースプレート10の孔部10bを囲むような形状を有する。ベースプレート10は、アルミダイキャストを切削加工するか、アルミ板をプレス加工またはプレス加工した鉄板にニッケルメッキを施して形成することができる。
ステータコア12は、円筒部10aの外周面に固着される。ステータコア12は、ケイ素鋼板等の磁性材が積層された後、表面に電着塗装や粉体塗装等による絶縁コーディングが施されて形成される。また、ステータコア12は、図示を省略するが外方向に突出する複数の突極を有するリング状であり、各突極にはコイル18が巻回されている。突極数は、例えばディスク駆動装置100が3相駆動であれば9極とされる。突極は、コイル18が巻かれる棒状体と、棒状体の径方向外側に設けられ、周方向に延在する歯部とを有する。歯部の外周面は、円弧形状に形成される。
コイル18の巻き線端末は、ベースプレート10の底面に配設されたFPC(フレキシブル基板)上に半田付けされている。引き出された線端末は解けないように接着剤で固定される。この固定は、超音波洗浄時等に線端末が共振し大きな振幅で振動し断線することを防止するためになされる。所定の駆動回路によりFPCを通じて3相の略正弦波状の電流がコイル18に通電されると、コイル18はステータコア12の突極に回転磁界を発生する。マグネット24の駆動用磁極と、当該回転磁界との相互作用により回転駆動力が生じ、回転ユニットRが回転する。
なお、リング状のマグネット24の軸方向下端面と隙間を介して対向するベースプレート10上の位置に吸引プレート44が固定されている。吸引プレート44は、リング状の部材であり、軟磁性材料で例えば冷間圧延鋼板をプレスすることで形成される。吸引プレート44はマグネット24と間に軸方向の磁気的吸引力を生じる。つまり、吸引プレート44は回転ユニットRが回転時に受ける浮上力と逆方向の回転体吸引力を生じさせる。そして、回転ユニットRの回転時に浮上力と回転体吸引力と回転ユニットに加わる重力とがバランスして周囲の部材と非接触で当該回転ユニットRが回転するようにしている。
ハウジング14は、円筒部10aの孔部10bの内周面に接着または圧入により固着される。また、ハウジング14は、底部14bとハウジング筒部14cとで構成される。より具体的には、スリーブ16を環囲するハウジング筒部14cと、底部14bと逆側の端部に設けられアキシャル方向の面を有するハウジング平坦部14dと、ハウジング筒部14cのうちのハウジング平坦部14dとは反対側の端部を密閉する底部14bとを結合した略カップ状をなす。このような形状によって、ハウジング14は、スリーブ16の下端を塞ぎ、かつスリーブ16の上端を突出させるように配置する。なお、底部14bとハウジング筒部14cとが一体に形成されてもよく、底部14bとハウジング筒部14cとが別の部材として固着して形成されてもよい。ハウジング14は、銅系の合金、粉末冶金による焼結合金、ステンレスのほか、ポリエーテルイミド、ポリイミド、ポリアミドなどのプラスチック材料によっても形成されてもよい。ハウジング14にプラスチック材料を用いる場合は、ディスク駆動装置100の静電気除去性能を確保するため、固有抵抗が10の6乗(Ω・m)以下となるよう、プラスチック材料にカーボン繊維を含ませて構成することが望ましい。
ハウジング14の内周面には、アキシャル方向に延在する溝14aが形成されている。この溝14aは、ハウジング筒部14c内にスリーブ16を嵌合させた際、ハウジング14の両端面側を連結する連通孔となる。連通孔は、潤滑剤28が充填されることによって連通路Iとなる。溝14aの断面形状は、凹んだ円弧状や矩形状とすることができる。この連通路Iについては後述する。
スリーブ16は、ハウジング14の内周面に接着または圧入により固着され、ベースプレート10の中心部分の孔部10bと同軸に固定されている。また、スリーブ16は、シャフト22を収納することによってシャフト22を支承する環状のスリーブ筒部16cと、スリーブ筒部16cの回転体300側端部において外径方向に延在された周状張出部16bとを結合した形状を有する。また、スリーブ筒部16cの内部に、円筒部内周面16aが形成されており、円筒部内周面16aがシャフト22を囲む。周状張出部16bとスリーブ筒部16cとが一体に形成されてもよいし、周状張出部16bとスリーブ筒部16cとが別の部材として固着して形成されてもよい。なお、周状張出部16bと、ハウジング筒部14cとの間に環状の第2領域部42が形成されている。スリーブ16は、銅系の合金、粉末冶金による焼結合金、ステンレスのほか、ポリエーテルイミド、ポリイミド、ポリアミドなどのプラスチック材料によっても形成される。スリーブ16にプラスチック材料を用いる場合は、ディスク駆動装置100の静電気除去性能を確保するため、固有抵抗が10の6乗(Ω・m)以下となるよう、プラスチック材料にカーボン繊維を含ませて構成する。また、粉末冶金による焼結合金でスリーブ16を形成する場合、スリーブ16は多孔質性を有することができるので部品の軽量化に寄与できる。ただし、スリーブ16が多孔質性を有する場合でスリーブ16の一部がベースプレート10から露出するような構造の場合、ディスク駆動装置100の内部側に充填された清浄空気、例えばヘリウムを多く含むような空気が多孔質性に起因して外部に抜けてしまうことがある。スリーブ16の一部が外部に露出するような構成を成す場合は、露出した多孔質部分を塞ぐ処理を施しておくことが望ましい。例えば、露出部分の表面に樹脂等で構成されるシール部材を塗布したり、酸化処理を施してもよい。また、図2に示すように、他の部品、例えばハウジング14等で塞いだり、他の部材を変形させて封止するようにしてもよい。
回転体300の下面側、つまりスリーブ16と対向する側には、スラスト部材26を固定するための固定ブラケット202が固定されている。固定ブラケット202は、接着剤等を用いて強固に固定されている。固定ブラケット202の形状や固定方法については後述する。なお、固定ブラケット202とハブ20とは一体に形成されてもよい。例えば、プレス加工や切削加工により形成することができる。この結果、固定ブラケット202の回転体300に対する結合強度が向上する点で有利である。固定ブラケット202の内周面にスラスト部材26が固着される。また、回転体300の円環部20bの内周面にマグネット24が固着される。マグネット24は、ベースプレート10に固着されたステータコア12に対向するように、シャフト22と同心状態で固着される。
スラスト部材26は、スリーブ16を環囲するフランジ部26eと、ハウジング14を環囲する下垂部26cとを有する。フランジ部26eは、固定ブラケット202の内壁に接着剤で固着され、下垂部26cは、フランジ部26eの外縁部分に結合されるとともに固定ブラケット202の内壁に接着剤で固着される。このようにして、フランジ部26eは、スリーブ筒部16cの外周を隙間を介して囲み、かつ周状張出部16bの下面に狭い隙間を介して配置される。スラスト部材26は、回転体300と一体的に回転するが、その際、フランジ部26eは、第2領域部42内で回転し、下垂部26cは、第1領域部40内で回転する。
フランジ部26eは、スラスト上面とスラスト下面とを有するアキシャル方向に薄い形状を有する。また、下垂部26cは、フランジ部26eの外周側下面にアキシャル方向に延びる。フランジ部26eのスラスト下面とハウジング14の上端部であるハウジング平坦部14dとで第1スラスト動圧発生部(第1スラスト動圧軸受SB1)を構成し、フランジ部26eのスラスト上面と周状張出部16bの下面とで第2スラスト動圧発生部(第2スラスト動圧軸受SB2)を構成する。下垂部26cのアキシャル方向の長さはフランジ部26eのアキシャル方向の長さよりも長い。また、下垂部26cの内周面26dは、フランジ部26eの逆側に向かって半径が小さくなるテーパ状を有しており、後述するキャピラリーシール部TSを構成する。
スラスト部材26は、スラスト動圧発生部を構成する他に、回転ユニットRが固定ユニットSから抜けることを防止する機能を有する。衝撃によって、回転ユニットRと固定ユニットSとが相対的に移動すると、フランジ部26eは周状張出部16bの下面と接触する。その結果、スラスト部材26は、固定ブラケット202から外れる方向に応力を受ける。下垂部26cと固定ブラケット202のアキシャル方向の接合距離が短いと、接合強度が弱くなるので、小さな衝撃でも、接合が破壊される可能性が高くなる。つまり、下垂部26cと固定ブラケット202との接合距離を長くするほど、衝撃に強くなる。
一方、フランジ部26eが厚くなると、キャピラリーシール部TSが短くなり、キャピラリーシール部TSにおいて保持可能な潤滑剤28の容量が小さくなる。そのため、衝撃によって、潤滑剤28が飛散すると直ちに潤滑剤不足となる可能性がある。潤滑剤不足によって、流体動圧軸受は機能を低下させ焼き付きなどの機能不全を生じやすくなる。そこで本実施形態のディスク駆動装置100は、フランジ部26eを薄くすることによって、キャピラリーシール部TSを上下方向に長くしている。その結果、保持可能な潤滑剤28の量が大きくなり、衝撃によって、もし潤滑剤28が飛散しても容易には潤滑剤不足とならないように構成している。つまり、スラスト部材26のアキシャル方向の距離は、下垂部26cに対して長く、フランジ部26eに対して短くなるように設計される。
下垂部26cの外周面は固定ブラケット202の内周面に圧入により固着する方法があるが、下垂部26cが圧入により応力を受けると、下垂部26cの内周面に変形を生じ、この変形のためキャピラリーシール部TSの機能が損なわれるおそれがある。これに対応するために、前述のごとく、下垂部26cの外周面は、固定ブラケット202の内周面より小径とし、両者を接着により固着する。その結果、下垂部26cの変形が防止され、キャピラリーシール部TSの機能は十分に発揮される。
マグネット24は、円環部20bの内周に固着されて、ステータコア12の外周に狭い隙間を介して対向するように設けられる。マグネット24は、Nd−Fe−B(ネオジウム−鉄−ボロン)系の材料で形成され、表面には電着塗装やスプレー塗装が施され、内周側は12極に着磁されている。
次に、ディスク駆動装置100の構成における流体動圧軸受について説明する。ラジアル方向の流体動圧軸受は、シャフト22の外周面22aと、スリーブ16の円筒部内周面16aと、両者の間隙に充填されたオイル等の潤滑剤28とを含んで構成されるラジアル動圧発生部を含む。ラジアル動圧発生部は、アキシャル方向に離隔して、ハブ20から遠い方に第1ラジアル動圧軸受RB1を配置し、ハブ20から近い方に第2ラジアル動圧軸受RB2を配置する。第1ラジアル動圧軸受RB1と第2ラジアル動圧軸受RB2は、円筒部内周面16aと外周面22aとの隙間に設けられて、ラジアル方向の動圧を発生して回転ユニットRを支持する。第1ラジアル動圧軸受RB1と第2ラジアル動圧軸受RB2は、対向する外周面22aと円筒部内周面16aとの少なくとも一方に、動圧を発生させるための第1ラジアル動圧溝、第2ラジアル動圧溝が形成されている。この動圧溝は、例えばヘリングボーン状に形成される。
回転ユニットRが回転すると、ラジアル動圧溝がラジアル動圧を発生させ、当該ラジアル動圧によりシャフト22はスリーブ16に対してラジアル方向に所定の間隙を有して支持される。本実施形態の場合、第1ラジアル動圧溝のアキシャル方向の形成幅が、第2ラジアル動圧溝のアキシャル方向の形成幅よりも狭く形成されている。これにより、シャフト22のアキシャル方向で異なる強さの側圧に対応したラジアル動圧が、第1ラジアル動圧軸受RB1と第2ラジアル動圧軸受RB2で発生する。その結果、高いシャフト剛性と低いシャフトロスとの最適バランスが得られる。
一方、スラスト方向の動圧軸受は、第1スラスト動圧軸受SB1、第2スラスト動圧軸受SB2を含む。ここで、第1スラスト動圧軸受SB1、すなわち第1スラスト動圧発生部は、フランジ部26eのスラスト下面とハウジング14の上端部と、それらのアキシャル方向の間隙に充填された潤滑剤28とによって形成される。また、第2スラスト動圧軸受SB2、すなわち第2スラスト動圧発生部は、フランジ部26eのスラスト上面と周状張出部16bの下面と、それらのアキシャル方向の間隙に充填された潤滑剤28によって形成される。
これらのアキシャル方向の間隙の少なくとも一方の対向面に動圧を発生させるためのスラスト動圧溝(図示せず)が形成されている。このスラスト動圧溝は、例えばスパイラル状またはヘリングボーン状に形成される。スラスト動圧軸受SBは、回転ユニットRの回転にともなって、全体としてはポンプイン方向の動圧を発生し、この圧力によりアキシャル方向の力、つまり浮上力を回転ユニットRに作用させる。第1ラジアル動圧軸受RB1、第2ラジアル動圧軸受RB2、第1スラスト動圧軸受SB1,第2スラスト動圧軸受SB2における間隙に充填された潤滑剤28は、互いに共用されるとともに、キャピラリーシール部TSによりシールされて外部への漏出が防止されている。
キャピラリーシール部TSは、ハウジング14の外周面14eとスラスト部材26の内周面26dとによって構成されている。外周面14eは、上面側から下面側へ向かうにしたがって小径となるような傾斜面を有する。一方、これに対向する内周面26dも、上面側から下面側に向かうにしたがって小径となるような傾斜面を有する。
このような構成によって、外周面14eおよび内周面26dは、それらの隙間が上面側から下面側に向かうにしたがって拡がるような、キャピラリーシール部TSを形成する。ここで、キャピラリーシール部TSの途中に、潤滑剤28と外気との境界面(液面)が位置するように、潤滑剤28の充填量が設定されているので、毛細管現象により潤滑剤28は、このキャピラリーシール部TSによりシールされる。その結果、潤滑剤28の外部への漏出が防止されている。つまり、潤滑剤28は、第1ラジアル動圧軸受RB1、第2ラジアル動圧軸受RB2、第1スラスト動圧軸受SB1、第2スラスト動圧軸受SB2を含み、さらにハウジング14とスラスト部材26との間の空間、周状張出部16bと固定ブラケット202との間の空間等を含む潤滑剤保持部に充填されることになる。
また、キャピラリーシール部TSは、外側の傾斜面である内周面26dが上面側から下面側に向かうにしたがって小径となるように設定されている。そのため、回転ユニットRの回転にともない、潤滑剤28には、それが充填された部分の内部方向に移動させる方向の遠心力が作用するので、外部への漏出がより確実に防止される。また、連通路Iは、ハウジング14の内周面にアキシャル方向に形成された溝14aにより確保される。連通路Iにより、第1ラジアル動圧軸受RB1および第2ラジアル動圧軸受RB2の両側が連通されているので、ラジアル動圧軸受の単独の圧力バランスが崩れても、全体の圧力バランスが直ちに調整され良好に維持される。また、回転ユニットRに外部から力が加わるなどの外乱によって、第1ラジアル動圧軸受RB1、第2ラジアル動圧軸受RB2、スラスト動圧軸受SBにおける動圧のバランスが崩れても、即座に圧力が平均化されてバランスが維持される。その結果、固定ユニットSに対する回転ユニットRの浮上量が安定し、信頼性の高いディスク駆動装置100が得られる。
このように構成されるディスク駆動装置100におけるハブ20とシャフト22は、上述したようにシャフト22の回転軸に対してハブ20が直角に接合されること望ましい。図3(a)〜図3(f)を用いて、本実施形態の回転機器の製造方法に従うハブ20とシャフト22の接合工程を詳細に説明する。なお、図3(a)〜図3(f)におけるハブ20とシャフト22の形状は簡略化しているため図2の形状と異なるが、基本的な機能については同等である。
本実施形態においてハブ20の開口孔部20aの直径は2.083mmで、シャフト22の直径2.1mmより僅かに小さくして、両者を締り嵌めにより結合できるようにしている。
ハブ20とシャフト22との接合工程では、まず、図3(a)に示すように、ハブ20に設けた開口孔部20aのうちシャフト22の挿入側端部20eの周縁近傍に液状物質32を付着させる。これを液状物質付着ステップという。本実施形態において用いる液状物質32は、ハブ20にシャフト22を挿入する際の摩擦力を軽減するための潤滑機能を有する液体であることが望ましい。例えば、液状物質32は硬化性樹脂とすることができる。液状物質32を硬化性樹脂、つまり接着剤とすることで、ハブ20とシャフト22との接合時に潤滑機能を発揮して姿勢の傾きを抑制できる。また、硬化性樹脂が開口孔部20aとシャフト22の外周面22aとの間に介在して硬化することで、ハブ20とシャフト22の接合姿勢の維持及び接合強度の増強に寄与できる。なお、硬化性樹脂としては、既知の種々の樹脂が適用できる。例えば、硬化性樹脂として嫌気硬化性を有する接着剤を用いた場合、ハブ20にシャフト22を挿入することで硬化を開始するから作業性が良い点で好ましい。また、液状物質32として接着機能を有さない潤滑剤を用いてもよい。この場合、潤滑剤は作業時に液だれしない程度の粘度を有することが望ましい。また、潤滑剤は、ハブ20とシャフト22との接合後、気化してハブ20とシャフト22との接合強度に影響しないものが望ましい。なお、気化した物質はハブ20等の構成部材に付着しないように配慮することが望ましい。また、付着した場合でもディスク駆動装置100の性能に影響しない物質で構成される潤滑剤を選択することが望ましい。
液状物質付着ステップにおいて、液状物質32は開口孔部20aの周方向に断続させて付着させてもよいし、周方向に連続させて付着させてもよい。断続付着させる場合は、液状物質32の使用量の低減に寄与できる。また、周方向に連続させて付着させる場合、シャフト22の挿入時の摩擦力が周方向で偏りにくいと共に、後述する転移ステップにおいてシャフト22に液状物質32が容易に転移できる点で好ましい。
ところで、開口孔部20aの挿入側端部20eに付着させた液状物質32は表面張力により保持されるが、開口孔部20aの内周面の挿入側端部20eが鋭角であると保持できる液状物質32の量が少なくなる。保持されている液状物質32の量が少ないと転移ステップでシャフト22が液状物質32に接しないことがある。本実施形態においては、内周面の挿入側端部20eは軸方向外側に向かって拡形する傾斜面(テーパ面)を有している。この形状の場合、挿入側端部20eが鋭角である場合より液状物質32を多く保持できて転移ステップでシャフト22が液状物質32に容易に接し得る点で有利である。また、シャフト22を開口孔部20aに挿入する際の案内となるので、作業効率の向上に寄与できる。
次に、図3(b)に示すように、シャフト22とハブ20を接近させて、図3(c)に示すように、ハブ20の挿入側端部20eに付着させた液状物質32にシャフト22の挿入側シャフト端部22bを接触させる。この接触により液状物質32の一部が挿入側シャフト端部22bに転移される。続いて、図3(d)に示すように、シャフト22を挿入側端部20eに付着している液状物質32から一旦離反させる。この離反動作によりシャフト22の挿入側シャフト端部22bに転移された液状物質32が挿入側シャフト端部22bで周方向を含む端部近傍領域に広がり馴染むことで偏在を軽減することができる。なお、このとき、開口孔部20aの孔中心とシャフト22の回転軸との軸合わせ状態が維持または復帰できる場合、離反させたときにシャフト22に超音波振動等適宜振動を与えることにより転移された液状物質32の広がりを促進するようにしてもよい。
また、図3(b)〜図3(d)の接近及び離反動作は1回でもよいが、接近及び離反の往復運動を複数回行うことによりシャフト22への液状物質32の転移を確実に行うことができる。なお、往復運動の回数が多すぎると作業時間が多くかかり生産効率が低くなる。往復運動の実行回数は製造工程のタクトタイムにもよるが、タクトタイム内で10回以下とすることで作業効率が実用上問題とならない範囲であることが確認されている。本実施形態においては、往復運動を2回または3回実行するようにしている。この回数設定は、不良率が抑えられると共に作業効率も実用上問題とならない点で好ましい。この工程を転移ステップという。
また、往復運動を複数回行う場合、開口孔部20aの孔中心とシャフト22の回転軸との軸合わせ状態が維持または復帰できる場合、往復運動のたびにハブ20とシャフト22の少なくとも一方をシャフト22の回転軸の回りで回転させて相対位置を変化させるようにしてもよい。この場合、挿入側端部20e側の液状物質32が挿入側シャフト端部22bの異なる位置に転移可能となり、液状物質32を挿入側シャフト端部22bの周方向に偏在することなく効率よく転移させることができる。
挿入側シャフト端部22bに液状物質32の転移が完了したら、図3(e)に示すように、ハブ20の開口孔部20aにシャフト22の挿入を開始する。この工程を結合ステップという。結合ステップにおいて、開口孔部20aの内周面とシャフト22の外周面22aには大きな応力が生じる。そして、その応力の大ききに応じて摩擦力が発生する。前述したように、この摩擦力は表面の領域ごとにその表面粗度などにより大きく偏って生じる。摩擦力が周方向で偏るとその偏りの方向に応じてハブ20はシャフト22に対して傾いて挿入され、挿入後のシャフト22を基準にしたハブ20の直角度が低下して、許容範囲を超えて不良品となる比率が高くなる。本実施形態の場合、液状物質32は潤滑性を有している。つまり液状物質32がハブ20とシャフト22との間に介在することで両者間の摩擦係数を低減する性質を有している。液状物質32は、前述したように硬化性樹脂の他に潤滑剤でもよい。液状物質32は、開口孔部20aの内周面とシャフト22の外周面22aの間で潤滑膜を形成する。この潤滑膜は金属同士の直接接触を軽減して摩擦係数を低く抑え、挿入時およびその後のハブ20とシャフト22との直角度の低下を抑え得る。
ところで、本実施形態の場合、外周面22aに対してシャフト22を一気に挿入するのではなく段階的に挿入する。具体的には、シャフト22をハブ20の接合完了位置、つまり、最終固定位置20fと挿入側端部20eとの間の中間位置でシャフト22の挿入を所定の時間静置させた後、最終固定位置20fまで挿入している。図3(e)は、中間位置における静置状態を示している。
結合ステップにおいて、開口孔部20aにシャフト22を最終固定位置20fまで一気に挿入して結合すると、ハブ20とシャフト22の接合時の直角度が許容範囲に収まらない場合がある。これは、ハブ20やシャフト22を支持する装置に僅かな同軸のずれがあり、最終固定位置20fまで一気に挿入すると、この同軸のずれに起因して直角度が悪化することによるものと考えられる。そこで、本実施形態においては、上述したように、結合ステップは、シャフト22を開口孔部20aの最終固定位置20fより浅い中間位置まで挿入した状態で所定の時間静置してその後に最終固定位置20fまで挿入するようにしている。中間位置まで挿入した状態で静置することで、ハブ20やシャフト22等のワークを支持する装置とワークとの間のクリアランスにより調芯がなされ、開口孔部20aがシャフト22の外周面22aに倣うようになる。この結果、ハブ20とシャフト22との直角度が改善される。
なお、挿入側端部20eから中間位置までの距離が短すぎる場合、開口孔部20aがシャフト22の外周面22aに倣わない場合がある。また中間位置が挿入側端部20eから深すぎると非調芯状態での挿入となりハブ20の直角度を補正する効果が小さくなる。適正な中間位置は、中間位置をパラメータとして挿入後のシャフト22を基準にしたハブ20の直角度により実験により定めることができる。中間位置が挿入側端部20eから軸方向で0.05mmから0.5mmの範囲に設定した場合、シャフト22を基準にしたハブ20の直角度を改善できる効果が確認されている。本実施形態において中間位置は挿入側端部20eから軸方向で0.1から0.2mmの範囲としている。この設定値はハブ20の直角度のばらつきを抑え得る点で好ましい。
また、中間位置における静置時間が短すぎると開口孔部20aがシャフト22の外周面22aに倣いきらない場合がある。ハブ20の直角度を改善し得る静置時間は実験により定めることができる。実験によれば、静置時間は、0.01秒以上とすることでハブ20の直角度を改善できる効果が確認されている。一方、静置時間が長すぎると作業時間が長くなり作業効率が低下する。静置時間は、5秒以下とすることで作業効率が実用上問題とならない範囲であることが確認されている。本実施形態において静置時間は1〜2秒の範囲としている。この値に設定することで、ハブ20の直角度のばらつきを抑えつつ作業効率を損なわない点で好ましい。
上述のように所定時間静置した後、図3(f)に示すように、シャフト22を最終固定位置20fまで挿入して結合を完了する。この場合、液状物質32がシャフト22と開口孔部20aの周方向にほぼ均されて介在するから、シャフト22の挿入時の摩擦力が周方向で偏りにくく、傾いて結合される可能性が軽減される。
なお、上述の結合ステップにおいては、置き台の上面にハブ20を載置して、ハブ20の開口孔部20aに上からシャフト22を降下させて挿入するようにしてもよい。ただし、この方法では開口孔部20aの内周面の挿入側端部20eに付着させた液状物質32が重力により下側、つまり最終固定位置20f側に寄ってしまい、シャフト22をハブ20に接近させても液状物質32に接しないことがある。本実施形態の結合ステップは、シャフト22に対してハブ20を上方から移動させて開口孔部20aにシャフト22を挿入している。例えば、図3(b)に示す例の場合、図示を省略したシャフト固定装置に装着したシャフト22の上側から図示を省略したハブ支持装置で下側に向けて支持したハブ20を被せるようにしている。この場合、液状物質32は開口孔部20aの内周面の挿入側端部20eに表面張力により下向きに保持される。その結果、シャフト22が液状物質32に容易に接し得る点で有利である。
本実施形態においては、シャフト22を半径方向に固定した状態でハブ20に挿入するようにしている。図4(a)〜図4(c)は、本実施形態で使用するシャフト固定装置の概略構造を示している。図4(a)は、シャフト22を半径方向に挟んで固定するシャフト固定装置34を上側から見た概略図である。シャフト固定装置34は、中央にシャフト22の直径より僅かに直径の小さな支持孔34aが形成され、この支持孔34aに至る割溝34bが形成された円柱形状のチャック本体34cからなる。チャック本体34cは割溝34bを拡形したときの変形を吸収するための補助割溝34dを少なくとも1つ有する。本実施形態の場合、補助割溝34dを2つ形成した例を示している。図4(b)は、シャフト固定装置34の縦断面図である。支持孔34aの内部には、図4(b)に示すように、シャフトストッパ34eが配置され、上方から挿入されたシャフト22の高さ方向の位置決めが正確にできるようになっている。シャフトストッパ34eにより支持され、チャック本体34cから突出するシャフト22の長さは、ハブ20に挿入されるシャフト22の先端部の長さより僅かに長くなるように調整することが望ましい。
シャフト22を挿入する際には、図4(c)に示すようにアクチュエータ36により開閉可能なアーム38の先端を割溝34bの端部に形成された挿入口34fに係合させてアーム38を拡開させる。アーム38の一端側をアクチュエータ36により閉じることにより開閉軸38aを挟んだ他端側が拡開して割溝34bを押し広げる。その結果、支持孔34aがシャフト22の直径より拡径してシャフト22を容易に受け入れ可能となる。シャフト22をシャフトストッパ34eに当接させた後、アーム38を閉じることにより支持孔34aが縮径してシャフト22は、支持孔34aに半径方向に固定されてチャックを完了する。このように、シャフト22の軸方向の大部分をチャック本体34cによって囲い込むように支持することによりシャフト22をシャフト固定装置34に直角に起立姿勢で保持できる。そして、シャフト22を半径方向への変位を規制した状態で開口孔部20aに挿入することで直角度を有するハブ20とシャフト22との結合を容易にできる。
図5(a)、図5(b)には、ハブ20を支持するハブ支持装置50とシャフト22をチャッキングするシャフト固定装置34を用いて本実施形態の回転機器の製造方法を実施する例を説明している。ハブ支持装置50は、ハブ20を半径方向に移動可能に支持した状態でシャフト22を挿入するようにしている。図5(a)に示すハブ支持装置50は、ハブ20を支持した状態で半径方向、すなわち任意の水平方向に移動可能な構造を有する。ハブ支持装置50は、ハブ20を例えば、真空吸着した状態でシャフト22の回転軸とハブ20の開口孔部20aの中心が一致するように水平方向に自由に移動できるようにばねなどの弾性体で構成されるフリー移動機構を有している。また、パルスモータ等の駆動手段により水平方向に移動させてもよい。このように、ハブ20を半径方向へ変位可能に支持した状態で開口孔部20aにシャフト22を挿入することで直角度を有するハブ20とシャフト22との結合を容易にできる。
液状物質32を開口孔部20aに塗布する液状物質付着ステップは、ハブ20をハブ支持装置50で支持した後でもよいし、支持する前でもよい。また、転移ステップは、ハブ支持装置50をシャフト固定装置34に接近するように移動させてもよいし、シャフト固定装置34をハブ支持装置50に接近するように移動させてもよい。また、双方を移動させてもよい。ただし、接合の安定性を考慮すると、シャフト固定装置34を固定してハブ支持装置50を上下方向に往復運動させて、転移ステップおよび結合ステップを実施することが望ましい。
結合ステップにおいては、図5(b)に示すように、挿入方向に進退するリング状のハブパッド52を降下させて中間位置および最終固定位置20fまでシャフト22を圧入するための結合圧力を発生させる。このとき、ハブ支持装置50は水平方向に移動可能に構成されているので、開口孔部20aはシャフト22の外周面22aにガイドされて同軸のずれが軽減され調芯された状態となり、ハブ20とシャフト22の直角結合が高精度で実施できる。なお、シャフト22を挿入側端部20eから挿入する場合、ハブパッド52のみではなくハブ支持装置50全体を挿入方向に移動させてもよい。
上述の例は、ハブ支持装置50全体が水平方向に移動可能な構造であることを説明したが、ハブ20のみが水平方向に移動できるように構成してもよい。例えば、ハブ支持装置50は、ハブ20の半径方向に支持隙間を有するように支持部を構成すると共に、真空吸着力を適宜加減調整できるようにしてもよい。この場合、ハブ支持装置50自体は移動しなくてもハブ20のみがハブ支持装置50に対し水平方向に移動可能となる。また、ハブ20を押圧するハブパッド52の押圧面に真空吸着機構を設けると共に、ハブ20とハブ支持装置50との間にハブ20の半径方向の支持隙間を設けてもよい。この場合、ハブパッド52と共にハブ20がハブ支持装置50の本体に対して水平方向に移動可能となる。
また、上述のようにハブ20が水平方向に移動可能なようにハブ支持装置50を構成することにより、転移ステップにおいてシャフト22と開口孔部20aとを調芯するようにしてもよい。すなわち、転移ステップにおいて、ハブ20とシャフト22とが接近及び離反の往復運動を行うことにより、ハブ20は、半径方向においてハブ支持装置50の水平移動範囲または支持隙間の範囲で移動して、シャフト22と開口孔部20aとが自動的に調芯されるようにしてもよい。また、転移ステップの際にハブ20の真空吸着を一時的に解除してシャフト22に対してハブ20をフリー状態にして調芯するようにしてもよい。すなわち、転移ステップの際に、シャフト22を固定したシャフト固定装置34にハブ20を支持したハブ支持装置50を接近させる。そして、ハブ20とシャフト22とが接触した時点で、ハブ支持装置50の真空吸着を一時的に解除すると同時に、ハブ20の平面がシャフト22の中心軸と垂直になるように、ハブパッド52でハブ20の挿入側端部20eにシャフト22が挿入されない程度に押し付ける。その後、再度真空吸着することにより、シャフト22とハブ20とを離反させる。その結果、ハブ20とシャフト22との接離動作のたびに両者の調芯が可能になり調芯精度を向上することができる。なお、真空吸着の一時解除による調芯は、複数回行ってもよいし、接離動作のうちいずれかの1動作で行ってもよい。このように、転移ステップで調芯を行うことにより、結合ステップの最初の段階で既にハブ20とシャフト22の調芯が可能となり、シャフト22を挿入側端部20eにスムーズに挿入できる。
図6(a)は、従来の回転機器の製造方法によりハブ20とシャフト22を接合した場合の接合姿勢の傾き状態を示すデータである。図6(a)の場合、本実施形態のような液状物質32の液状物質付着ステップや複数回の転移ステップ、段階的な結合ステップを実行することなく、シャフト22をハブ20の開口孔部20aに締り嵌めにより挿入したときの回転軸に対するハブ20の傾きをハブ20のディスク載置部のアキシャル方向の振れとして評価したときの分布である。サンプル数は100台である。図6(a)の横軸はディスク載置部のアキシャル方向の振れをmm単位で示したもので、縦軸は度数である。予め定めたアキシャル方向の振れ上限値を0.011mmとした場合の推定不良率は9%であった。
一方、図6(b)は、本実施形態の液状物質付着ステップ、転移ステップ、結合ステップを実施した場合の回転軸に対するハブ20の傾きをハブ20のディスク載置部のアキシャル方向の振れとして評価したときの分布である。サンプル数は100台である。図6(b)の横軸はディスク載置部のアキシャル方向の振れをmm単位で示したもので、縦軸は度数である。そして、予め定めたアキシャル方向の振れ上限値を0.011mmとした場合の推定不良率は1%以下であった。
このように本実施形態の製造方法によれば、ハブ20とシャフト22の間の傾きを効果的に抑制できると共に、そのバラツキも低減できる。
なお、上述した結合ステップを実行する場合、簡易的にシャフト22の直径より僅かに大きな支持孔を設けたシャフト支持台を準備して、シャフト支持台の支持孔にシャフト22を挿入して支持しながら結合作業を実行するようにしてもよい。この方法では支持孔のクリアランスによりシャフト22が傾いた状態で挿入される可能性がある。しかし、本実施形態の液状物質付着ステップ、転移ステップ、結合ステップを実行することにより図6(a)のデータを得たときの回転機器に比べハブ20とシャフト22の間の傾きが抑制できて、簡易的な工程を実現できる。
また、結合ステップを実行する場合、ハブ20を治具に軸方向及び半径方向のいずれにも固定してシャフト22に被せるようにしてもよい。この方法ではハブ20を固定する治具の中心と開口孔部20aの中心との間に僅かな同軸のずれがある場合があり、ハブ20の直角度が多少損なわれる場合がある。しかし、本実施形態の液状物質付着ステップ、転移ステップ、結合ステップを実行することにより図6(a)のデータを得たときの回転機器に比べハブ20とシャフト22の間の傾きが抑制できて、簡易的な工程を実現できる。
実施形態は主にハードディスクドライブに用いられる場合について説明したが、これに限られない。例えば、CD(CompactDisc)装置、DVD(DigitalVersatileDisc)装置等の光学ディスク記録再生装置に用いられてもよい。また、レーザプリンタ等のポリゴンミラーを回転可能に載置するハブをシャフトに固定する場合に、本実施形態の製造方法を適用してもよく、同様に良好な直角度を容易に得ることができる。
上述した実施形態は例示であり、本発明の原理、応用を示しているにすぎないことはいうまでもない。実施の形態には、請求の範囲に規定された本発明の思想を逸脱しない範囲において、多くの変形例や配置の変更が可能であり、またそうした変形例も本発明の範囲にあることは当業者に理解されるところである。
10b 孔部、 20 ハブ、 20a 開口孔部、 20e 挿入側端部、 20f 最終固定位置、 22 シャフト、 22b 挿入側シャフト端部、 28 潤滑剤、 32 液状物質、 100 ディスク駆動装置。
Claims (10)
- ハブと、前記ハブに形成された開口孔部に結合するシャフトと、を含む回転機器の製造方法であって、
前記開口孔部における前記シャフトの挿入側端部の周縁近傍に液状物質を付着させるステップと、
前記シャフトと前記挿入側端部とを接近させて前記液状物質を前記シャフトに接触させた後に前記シャフトと前記挿入側端部とを離反させるステップと、
前記シャフトを前記挿入側端部から前記開口孔部における最終固定位置まで挿入するステップと、
を含むことを特徴とする回転機器の製造方法。 - 前記シャフトを前記挿入側端部に対して接近させた後離反させるステップは、製造工程のサイクルタイム内で複数回実行されることを特徴とする請求項1記載の回転機器の製造方法。
- 前記液状物質は、潤滑剤であることを特徴とする請求項1または請求項2記載の回転機器の製造方法。
- 前記液状物質は、硬化性樹脂であることを特徴とする請求項1または請求項2記載の回転機器の製造方法。
- 前記シャフトを前記最終固定位置まで挿入するステップは、前記最終固定位置と前記挿入側端部との間の中間位置で所定の時間静置させた後、前記最終固定位置まで挿入することを特徴とする請求項1から請求項4のいずれか1項に記載の回転機器の製造方法。
- 前記中間位置は、前記挿入側端部から0.05mmから0.5mmの範囲に設定されることを特徴とする請求項5記載の回転機器の製造方法。
- 前記中間位置における静置時間は、0.01秒から5秒の範囲に設定されることを特徴とする請求項5または請求項6記載の回転機器の製造方法。
- 前記シャフトを前記最終固定位置まで挿入するステップは、前記シャフトに対して前記ハブを移動させて前記開口孔部に前記シャフトを挿入することを特徴とする請求項1から請求項7のいずれか1項に記載の回転機器の製造方法。
- 前記シャフトを前記最終固定位置まで挿入するステップは、前記シャフトを半径方向への変位を規制した状態で前記開口孔部に挿入することを特徴とする請求項1から請求項8のいずれか1項に記載の回転機器の製造方法。
- 前記シャフトを前記最終固定位置まで挿入するステップは、前記ハブを半径方向へ変位可能に支持した状態で前記開口孔部に前記シャフトを挿入することを特徴とする請求項1から請求項9のいずれか1項に記載の回転機器の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011022731A JP2012165519A (ja) | 2011-02-04 | 2011-02-04 | 回転機器の製造方法 |
| CN201210028487.5A CN102629473B (zh) | 2011-02-04 | 2012-01-31 | 旋转机器的制造方法以及旋转机器的制造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011022731A JP2012165519A (ja) | 2011-02-04 | 2011-02-04 | 回転機器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012165519A true JP2012165519A (ja) | 2012-08-30 |
| JP2012165519A5 JP2012165519A5 (ja) | 2014-02-27 |
Family
ID=46587724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011022731A Pending JP2012165519A (ja) | 2011-02-04 | 2011-02-04 | 回転機器の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012165519A (ja) |
| CN (1) | CN102629473B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7438170B2 (ja) | 2021-09-09 | 2024-02-26 | 東芝三菱電機産業システム株式会社 | 回転電機の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0742713A (ja) * | 1993-07-29 | 1995-02-10 | Matsushita Electric Ind Co Ltd | 回転軸の固定方法 |
| JPH084777A (ja) * | 1994-06-17 | 1996-01-09 | Nippon Densan Corp | 動圧軸受の組立方法 |
| JP2002239849A (ja) * | 2001-02-16 | 2002-08-28 | Victor Co Of Japan Ltd | 軸挿入装置 |
| JP2006210362A (ja) * | 2003-05-22 | 2006-08-10 | Seiko Epson Corp | 光源装置、光源装置の製造方法、及びプロジェクタ |
| JP2008035605A (ja) * | 2006-07-28 | 2008-02-14 | Nippon Densan Corp | モータの製造方法およびモータ |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001037141A (ja) * | 1999-07-15 | 2001-02-09 | Hitachi Ltd | ディスクモータ |
| JP2001084684A (ja) * | 1999-09-13 | 2001-03-30 | Sankyo Seiki Mfg Co Ltd | ディスク駆動装置 |
| JP2001332014A (ja) * | 2000-05-18 | 2001-11-30 | Sony Corp | ターンテーブル及びその製造方法並びにスピンドルモータ及びその製造方法 |
-
2011
- 2011-02-04 JP JP2011022731A patent/JP2012165519A/ja active Pending
-
2012
- 2012-01-31 CN CN201210028487.5A patent/CN102629473B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0742713A (ja) * | 1993-07-29 | 1995-02-10 | Matsushita Electric Ind Co Ltd | 回転軸の固定方法 |
| JPH084777A (ja) * | 1994-06-17 | 1996-01-09 | Nippon Densan Corp | 動圧軸受の組立方法 |
| JP2002239849A (ja) * | 2001-02-16 | 2002-08-28 | Victor Co Of Japan Ltd | 軸挿入装置 |
| JP2006210362A (ja) * | 2003-05-22 | 2006-08-10 | Seiko Epson Corp | 光源装置、光源装置の製造方法、及びプロジェクタ |
| JP2008035605A (ja) * | 2006-07-28 | 2008-02-14 | Nippon Densan Corp | モータの製造方法およびモータ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7438170B2 (ja) | 2021-09-09 | 2024-02-26 | 東芝三菱電機産業システム株式会社 | 回転電機の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102629473A (zh) | 2012-08-08 |
| CN102629473B (zh) | 2014-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5636181B2 (ja) | ディスク駆動装置 | |
| JP5674184B2 (ja) | ディスク駆動装置 | |
| JP5519314B2 (ja) | 回転機器 | |
| US8780494B1 (en) | Rotating device | |
| JP2011090739A (ja) | ディスク駆動装置 | |
| JP5553621B2 (ja) | ディスク駆動装置 | |
| JP2014105783A (ja) | 回転機器 | |
| KR101514489B1 (ko) | 스핀들 모터 | |
| JP2006017299A (ja) | 流体動圧軸受とこれを備えたスピンドルモータ及び記録ディスク駆動装置 | |
| US8845194B2 (en) | Rotary device | |
| JP5455835B2 (ja) | 流体動圧軸受用回転体および流体動圧軸受用回転体の製造方法 | |
| JP2012175838A (ja) | 回転機器 | |
| JP2012165519A (ja) | 回転機器の製造方法 | |
| US8631677B2 (en) | Production method of rotating device having thrust dynamic pressure generating site on which a thrust pressure pattern is formed and rotating device produced by said production method | |
| JP2014155433A (ja) | スピンドルモータ及びこれを備える記録ディスク駆動装置 | |
| JP5729789B2 (ja) | 流体動圧軸受 | |
| US20150340057A1 (en) | Disk drive unit and method of manufacturing the same | |
| JP2015014370A (ja) | ディスク駆動装置 | |
| US20140293482A1 (en) | Rotating device | |
| JP2014187871A (ja) | ディスク駆動装置 | |
| JP2014207031A (ja) | ディスク駆動装置 | |
| JP2014192916A (ja) | 回転機器 | |
| JP2020089191A (ja) | モータ及びハードディスク駆動装置 | |
| JP2016217474A (ja) | 回転機器の生産方法 | |
| JP2019193522A (ja) | スピンドルモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140120 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150512 |