JP2012173119A - 摩擦試験方法および摩擦試験装置 - Google Patents
摩擦試験方法および摩擦試験装置 Download PDFInfo
- Publication number
- JP2012173119A JP2012173119A JP2011034999A JP2011034999A JP2012173119A JP 2012173119 A JP2012173119 A JP 2012173119A JP 2011034999 A JP2011034999 A JP 2011034999A JP 2011034999 A JP2011034999 A JP 2011034999A JP 2012173119 A JP2012173119 A JP 2012173119A
- Authority
- JP
- Japan
- Prior art keywords
- test body
- test
- friction
- rolling
- rolled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Abstract
【解決手段】継目無鋼管の製造における工具と被圧延材との摩擦を模擬する摩擦試験方法であって、
当該摩擦試験方法は、
円柱状の第1試験体1の端面に、円柱状の第2試験体2の外周面を接触させて両者を互いに押し付けつつ、第1試験体1と第2試験体2を各々の軸心1X、2Xが互いに交差しないように保持した状態で、第1試験体1と第2試験体2を各々の軸心1X、2Xを中心に回転させる。
【選択図】図3
Description
継目無鋼管の製造で用いる工具に生じる損傷を模擬することができ、実際に使用する工具や潤滑剤の性能を評価できること。
当該摩擦試験方法は、
円柱状の第1試験体の端面に、円柱状の第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させること、
を特徴とする摩擦試験方法。
当該摩擦試験装置は、
円柱状の第1試験体と、
円柱状の第2試験体と、を備え、
第1試験体の端面に第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させる駆動機構を備えること、
を特徴とする摩擦試験装置。
継目無鋼管の製造で用いる工具に生じる損傷を模擬することができ、実際に使用する工具や潤滑剤の性能を評価できること。
第1試験体の材質および寸法形状は、下記の通りである。
・材質:SUS304
・寸法:直径100mm、厚さ30mm
第2試験体の材質および寸法形状は、下記の通りである。
・材質:特開平10−81937号公報に記載された鍛造ロール用高炭素合金
・寸法:直径70mm、厚さ20mm
下記の表1に試験条件を示す。
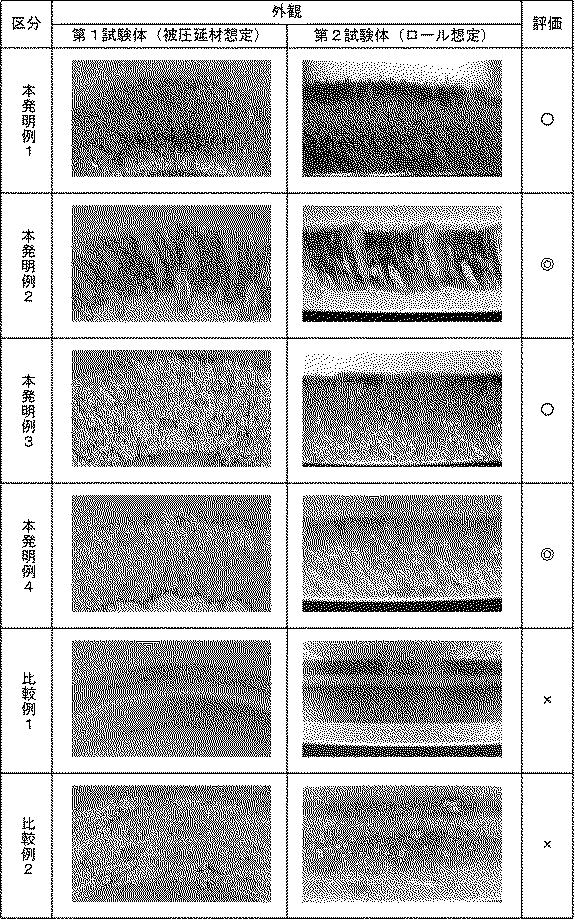
図5は、実施例での摩擦試験結果をまとめた図である。同図では、本発明例1〜4および比較例1、2の各試験条件に区分し、それぞれ試験後における第1試験体と第2試験体の接触部の外観を拡大して示している。同図中で、「評価」の欄の記号の意味は次の通りである。
◎:優。継目無鋼管の圧延で実際に生じる損傷と似た大きな損傷が認められたことを示す。
○:良。継目無鋼管の圧延で実際に生じる損傷と似た軽微な損傷が認められたことを示す。
×:不可。継目無鋼管の圧延で実際に生じる損傷と似た損傷が認められなかったことを示す。
2:第2試験体、 2X:第2試験体の軸心
Claims (4)
- 継目無鋼管の製造における工具と被圧延材との摩擦を模擬する摩擦試験方法であって、
当該摩擦試験方法は、
円柱状の第1試験体の端面に、円柱状の第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させること、
を特徴とする摩擦試験方法。 - 第1試験体と第2試験体を回転させる前に、第1試験体および第2試験体のうちの少なくとも第1試験体を加熱すること、
を特徴とする請求項1に記載の摩擦試験方法。 - 第1試験体および第2試験体のうちの少なくとも一方に回転の駆動力を与えることにより、第1試験体と第2試験体を回転させること、
を特徴とする請求項1または2に記載の摩擦試験方法。 - 継目無鋼管の製造における工具と被圧延材との摩擦を模擬する摩擦試験装置であって、
当該摩擦試験装置は、
円柱状の第1試験体と、
円柱状の第2試験体と、を備え、
第1試験体の端面に第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させる駆動機構を備えること、
を特徴とする摩擦試験装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034999A JP2012173119A (ja) | 2011-02-21 | 2011-02-21 | 摩擦試験方法および摩擦試験装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034999A JP2012173119A (ja) | 2011-02-21 | 2011-02-21 | 摩擦試験方法および摩擦試験装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012173119A true JP2012173119A (ja) | 2012-09-10 |
Family
ID=46976160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011034999A Pending JP2012173119A (ja) | 2011-02-21 | 2011-02-21 | 摩擦試験方法および摩擦試験装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012173119A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677764A (zh) * | 2015-03-04 | 2015-06-03 | 中国石油大学(北京) | 一种摩擦磨损试验装置 |
| CN108267376A (zh) * | 2017-12-15 | 2018-07-10 | 江苏师范大学 | 一种滚滑扭实验装置 |
| CN108827811A (zh) * | 2018-06-14 | 2018-11-16 | 江苏师范大学 | 四杆滚滑扭实验装置 |
| CN109883873A (zh) * | 2019-03-27 | 2019-06-14 | 辽宁科技大学 | 一种侧封板摩擦磨损检测试验台及实验方法 |
| CN111929234A (zh) * | 2020-09-24 | 2020-11-13 | 成都理工大学 | 一种钻井堵漏材料摩擦系数的测量装置 |
| CN114813425A (zh) * | 2022-04-07 | 2022-07-29 | 中国科学院金属研究所 | 一种圆周表面往复摩擦磨损的配副方式和装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034333A (en) * | 1958-06-30 | 1962-05-15 | Marsh Wall Products Inc | Gauging device |
| JPS56150326A (en) * | 1980-04-22 | 1981-11-20 | Kubota Ltd | Method and device for high-temperature abrasion test |
| JPH01210848A (ja) * | 1988-02-18 | 1989-08-24 | Hitachi Metals Ltd | ロール材の摩耗試験方法及び装置 |
| JPH0555045U (ja) * | 1991-12-25 | 1993-07-23 | 三井造船株式会社 | ころがり摩耗試験機 |
| JPH0634507A (ja) * | 1992-07-17 | 1994-02-08 | Yokohama Rubber Co Ltd:The | 摩耗試験装置 |
| JPH08233715A (ja) * | 1995-02-28 | 1996-09-13 | Isuzu Motors Ltd | 摩耗試験方法及び摩耗試験機 |
| JPH1081937A (ja) * | 1996-06-28 | 1998-03-31 | Taiheiyo Seiko Kk | 継目無鋼管圧延用鍛造ロール及びその製造方法 |
| JP2000002640A (ja) * | 1998-06-15 | 2000-01-07 | Hitachi Ltd | 摩耗試験法および摩耗試験機及び摩耗評価設備 |
| JP2004053482A (ja) * | 2002-07-22 | 2004-02-19 | Sumitomo Rubber Ind Ltd | タイヤの摩耗試験方法 |
| JP2006300725A (ja) * | 2005-04-20 | 2006-11-02 | Yokohama Rubber Co Ltd:The | タイヤ摩耗試験方法 |
-
2011
- 2011-02-21 JP JP2011034999A patent/JP2012173119A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034333A (en) * | 1958-06-30 | 1962-05-15 | Marsh Wall Products Inc | Gauging device |
| JPS56150326A (en) * | 1980-04-22 | 1981-11-20 | Kubota Ltd | Method and device for high-temperature abrasion test |
| JPH01210848A (ja) * | 1988-02-18 | 1989-08-24 | Hitachi Metals Ltd | ロール材の摩耗試験方法及び装置 |
| JPH0555045U (ja) * | 1991-12-25 | 1993-07-23 | 三井造船株式会社 | ころがり摩耗試験機 |
| JPH0634507A (ja) * | 1992-07-17 | 1994-02-08 | Yokohama Rubber Co Ltd:The | 摩耗試験装置 |
| JPH08233715A (ja) * | 1995-02-28 | 1996-09-13 | Isuzu Motors Ltd | 摩耗試験方法及び摩耗試験機 |
| JPH1081937A (ja) * | 1996-06-28 | 1998-03-31 | Taiheiyo Seiko Kk | 継目無鋼管圧延用鍛造ロール及びその製造方法 |
| JP2000002640A (ja) * | 1998-06-15 | 2000-01-07 | Hitachi Ltd | 摩耗試験法および摩耗試験機及び摩耗評価設備 |
| JP2004053482A (ja) * | 2002-07-22 | 2004-02-19 | Sumitomo Rubber Ind Ltd | タイヤの摩耗試験方法 |
| JP2006300725A (ja) * | 2005-04-20 | 2006-11-02 | Yokohama Rubber Co Ltd:The | タイヤ摩耗試験方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677764A (zh) * | 2015-03-04 | 2015-06-03 | 中国石油大学(北京) | 一种摩擦磨损试验装置 |
| CN108267376A (zh) * | 2017-12-15 | 2018-07-10 | 江苏师范大学 | 一种滚滑扭实验装置 |
| CN108827811A (zh) * | 2018-06-14 | 2018-11-16 | 江苏师范大学 | 四杆滚滑扭实验装置 |
| CN108827811B (zh) * | 2018-06-14 | 2021-02-19 | 江苏师范大学 | 四杆滚滑扭实验装置 |
| CN109883873A (zh) * | 2019-03-27 | 2019-06-14 | 辽宁科技大学 | 一种侧封板摩擦磨损检测试验台及实验方法 |
| CN111929234A (zh) * | 2020-09-24 | 2020-11-13 | 成都理工大学 | 一种钻井堵漏材料摩擦系数的测量装置 |
| CN111929234B (zh) * | 2020-09-24 | 2020-12-15 | 成都理工大学 | 一种钻井堵漏材料摩擦系数的测量装置 |
| CN114813425A (zh) * | 2022-04-07 | 2022-07-29 | 中国科学院金属研究所 | 一种圆周表面往复摩擦磨损的配副方式和装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012173119A (ja) | 摩擦試験方法および摩擦試験装置 | |
| JP4853514B2 (ja) | ドライブシャフト用冷間仕上継目無鋼管の製造方法 | |
| JP6701675B2 (ja) | リング状部材の真円度矯正方法、リング状部材の製造方法、及び機械装置の製造方法 | |
| CN109366090B (zh) | 重载万向轴辊端轴套的再制造修复工艺 | |
| CN105396895A (zh) | 一种钛及钛合金无缝油管的热轧加工方法 | |
| US20180154410A1 (en) | Method for producing seamless metal tube | |
| CN109909314A (zh) | 合金板的加工方法 | |
| JP2013169563A (ja) | リングローリング加工方法 | |
| CN110842120B (zh) | 一种大锥度复杂异形环盘类构件的轧旋成形方法 | |
| DS et al. | Preparation of plasticine material for analogue modelling | |
| JP5785526B2 (ja) | 棒鋼製品の製造方法 | |
| JPH1058013A (ja) | 小径継目無金属管の製造方法 | |
| JP2009233732A (ja) | 軸方向断面の表面形状が複雑なリング状製品のリングローリング方法 | |
| JP2014040894A (ja) | 軸受部品用リング部材、軌道輪、転がり軸受および軸受部品用リング部材の製造方法 | |
| PL223468B1 (pl) | Sposób obciskania odkuwek drążonych | |
| JP4487847B2 (ja) | 延伸圧延による継目無金属管の熱間製造方法。 | |
| JP2016112611A (ja) | 継目無鋼管の製造方法 | |
| CN104968450A (zh) | 锻造装置以及锻造方法 | |
| JP2014054644A (ja) | 中空材の転造加工方法 | |
| JPH06269842A (ja) | コイル状鋼管の伸管方法 | |
| JP5907961B2 (ja) | ベアリングリングの製造方法、ベアリングリング、及びベアリング | |
| JP2019206986A (ja) | 転がり軸受及び転がり軸受の製造方法 | |
| PL238842B1 (pl) | Sposób walcowania odkuwek wałów | |
| JP3484334B2 (ja) | 冷間輪体圧延方法 | |
| JP4453082B2 (ja) | ピアサ穿孔方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20140425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140805 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141202 |