JP2012176533A - スチレン系樹脂押出発泡積層体及びその製造方法 - Google Patents
スチレン系樹脂押出発泡積層体及びその製造方法 Download PDFInfo
- Publication number
- JP2012176533A JP2012176533A JP2011040430A JP2011040430A JP2012176533A JP 2012176533 A JP2012176533 A JP 2012176533A JP 2011040430 A JP2011040430 A JP 2011040430A JP 2011040430 A JP2011040430 A JP 2011040430A JP 2012176533 A JP2012176533 A JP 2012176533A
- Authority
- JP
- Japan
- Prior art keywords
- foam
- foamed layer
- styrene
- foamed
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層の少なくとも片面に、厚みが0.015〜0.7mmである非発泡層が形成されてなるスチレン系発泡積層体であって、非発泡層の直下1mmにおける発泡倍率を1.5〜4倍に調整し、非発泡層を含む発泡積層体全体の発泡倍率を3〜10倍にすることにより、軽くて、圧縮強度に優れ、釘、木ネジ等による施工性に優れるスチレン系樹脂押出発泡積層体を得ることができる。
【選択図】図1
Description
また、1.5〜2倍の低発泡倍率の発泡体においては、木ネジ等により固定する工程において、割れ、欠けが生じやすく、その欠点を解決するために、耐衝撃性改良剤等が添加される場合がある。そのため、コストアップやリサイクル性を損なう場合がある。
そのため、発泡倍率が3倍以上の発泡体に対して、釘で打つ、木ネジで止める等の施工を行ったり、物が当たった場合、割れたり、ひびが入ったり、大きくへこんだりすることがある。
しかしながら、発泡層の表面に非発泡層を形成しても局所的な荷重を受けた際には、非発泡層直下の発泡層の破損により、所望の強度が得られない場合があり、それを改善するために、非発泡層の厚みを厚くする等の方策がとられる場合がある。しかし、その場合には、軽量性に劣ったりする問題が発生する。
また、非発泡層として、硬度の高い樹脂を用いて薄くする方法も挙げられるが、その場合、リサイクル性が確保できない問題が生じる。
[1]スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層の少なくとも片面に、厚みが0.015〜0.7mmである非発泡層が形成されてなるスチレン系発泡積層体であって、
非発泡層の直下1mmにおける発泡倍率が1.5〜4倍であり、
非発泡層を含む発泡積層体全体の発泡倍率が3〜10倍であることを特徴とする、スチレン系発泡積層体に関する。
[2]表面硬度が、400N〜1000Nであることを特徴とする、前記[1]記載のスチレン系樹脂押出発泡積層体に関する。
[3]前記発泡層の独立気泡率が75%以上で有ることを特徴とする、前記[1]または[2]記載のスチレン系樹脂押出発泡積層体に関する。
[4]スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層を含む発泡積層体の製造方法であって、発泡層の両面に厚みが0.015〜0.7mmである非発泡層が形成されており、発泡層の非発泡層直下1mmにおける発泡倍率が1.5〜4倍であり、発泡積層体全体の倍率が3〜10倍であることを特徴とするスチレン系発泡体の製造方法に関する。
非発泡層の厚みが0.015mmより小さい場合には、釘を打ち付けた際に、非発泡層の釘の頭の食い込み部に割れが発生する場合がある。非発泡層の厚みが0.7mmより大きい場合には、釘を打ち付けた際に、非発泡層に亀裂が入ったり、軽量性に劣ったりする場合がある。
ここで、非発泡層の厚みは、下記のように求めた値である。
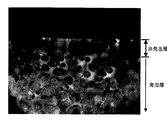
得られた発泡積層体より、幅方向に等間隔にて、長さ30mm×幅30mmのサンプルを5個切り出た各サンプルに関して、幅方向の中点を結ぶ線に沿って切断した、垂直方向(厚み方向)の切断面の拡大写真をマイクロスコープにて撮影する。図1に示すように、得られた写真(倍率:200倍)において、気泡が存在しない領域または、気泡の数が著しく減った領域を非発泡層と判断して、非発泡層の厚みを測定し、相加平均した値である。
非発泡層の直下1mmにおける発泡倍率が1.5倍より小さい場合には、軽量性に劣る傾向があり、4倍より大きい場合には、木ネジ等による他部材への締結が十分に行われない場合がある。
得られた発泡積層体より、巾方向の中心部から巾150mm×長さ1820mmのサンプルを切り出す。次に、切り出したサンプル重量A(g)を測定し、木工加工機を用いて、表面から非発泡層の厚み+1mmの位置にて、切削後の面に樹脂の溶融が目視にて認められないように切削した後、重量B(g)を測定する。
得られた測定値より、非発泡層直下1mmの密度(g/cm3)={(A−B)−(182×15×非発泡層厚み×1.05)}/(182×15×0.1)の式に基づき、非発泡層直下1mmの密度を計算する。
得られた非発泡層直下1mmの密度で、ポリスチレン樹脂密度1.05g/ccを除した値を、非発泡層直下1mmの発泡倍率として採用した。
発泡積層体全体の泡倍率が3.0倍より小さい場合には、軽量性に劣る傾向があり、10倍より大きい場合には、釘を打ち付けた際に割れたり、圧縮強度に劣る場合がある。
表面硬度が400Nより小さい場合には、木ネジを用いて他部材へ締結する際に緩み易い場合がある。表面硬度が1000Nより大きい場合、非発泡層の厚みが厚かったり、非発泡層直下1mmの倍率が低く、軽量性に劣る場合がある。
独立気泡率が75%より低い場合には、圧縮強度に劣る場合がある。
本発明で用いられる炭素数3〜5の飽和炭化水素としては、例えば、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ネオペンタンなどが挙げられる。これらの炭素数3〜5の飽和炭化水素のなかでは、発泡性の点から、プロパン、n−ブタン、i−ブタン、あるいは、これらの混合物が好ましい。また、入手が容易である点から、n−ブタン、i−ブタン、あるいは、これらの混合物が好ましい。
他の発泡剤の中では、発泡性、発泡体成形性などの点からは、炭素数1〜4の飽和アルコール、ジメチルエーテル、ジエチルエーテル、メチルエチルエーテル、塩化メチル、塩化エチルなどが挙げられる。
さらに、本発明においては、必要に応じて、さらに、フェノール系抗酸化剤、窒素系安定剤、イオウ系安定剤,ラクトン系安定剤、ベンゾトリアゾール類・ヒンダートアミン系などの安定剤を含有することができる。
加熱温度は、使用するスチレン系樹脂が溶融する温度以上であればよいが、樹脂の分子劣化ができる限り抑制される温度、例えば150〜250℃程度が好ましい。
溶融混練時間は、単位時間当たりの押出量、溶融混練手段などによって異なるので一概には決定することができないが、スチレン系樹脂と発泡剤が均一に分散混合するのに要する時間が適宜選ばれる。
また、溶融混練手段としては、例えばスクリュー型の押出機などが挙げられるが、通常の押出発泡に用いられているものであれば特に限定はない。ただし、樹脂の分子劣化をできる限り抑えるため、スクリュー形状については、低剪断タイプのスクリューを用いる方が好ましい。
(イ)別途得られた発泡層表面に、非発泡のフィルムまたはシートを熱融着する熱ラミネート法、
(ロ)得られた発泡層表面に、溶融した樹脂組成物をフィルム状に押出し、その直後に冷却ロール等により圧着と融着を同時に行うバインダー法、
(ハ)得られた発泡層表面に、フィルム状のホットメルト接着材を介して非発泡のフィルムまたはシートを接着するホットメルト接着法、
(ニ)発泡層を押出す際に発泡層を形成する樹脂組成物の金型内の流路に非発泡層を形成する樹脂組成物を別の押出機等により供給し、発泡層樹脂組成物と非発泡層樹脂組成物を合一させた後に金型より押出して非発泡層を有する発泡積層体を形成する共押出法、
(ホ)発泡体を押出した直後に発泡体表面に、ロール等にこすりつけて表面の気泡をつぶし、次いで冷却ロール等にて冷却固化させて、非発泡層を形成する熱ロール法、
(ヘ)発泡体が金型から押出された直後に発泡体表面を空気にて冷却し、発泡体表面のみの発泡を抑制することにより、非発泡層を形成する空冷法、
(ヘ)発泡体が金型から押出されて板状に成形金型にて賦形される際に、温調された成形金型にて表面を冷却して、発泡体表面のみの発泡を抑制することにより、非発泡層を形成する冷却成形法、
などが挙げられる。
(1)発泡層を押し出す際に発泡層を形成する樹脂組成物の金型内の流路に、1.5〜4倍になるように調整された樹脂組成物を別の押出機等により供給し、発泡層樹脂組成物と1.5〜4倍になるように調整された樹脂組成物を合一させた後に金型より押出して表層に1.5〜4倍の発泡層を有する発泡積層体を得る共押出発泡法、
(2)前記の冷却成形法において、押出金型から成形金型へ押出された発泡体表層部を1.5〜3倍になるように除冷して発泡体を得る方法にて発泡層を構成する発泡体を得た後に、熱ラミネート法、バインダー法、ホットメルト接着法により非発泡層を形成する方法
(3)前記の冷却成形法において、押出金型から成形金型へ押出された直後の発泡体表層部を1.5〜3倍になるように温調した成形金型にて除冷した後、その直後、発泡体表面を温調した成形金型にて冷却し、表面に非発泡層を形成する2段冷却法が挙げられる。
これらの中で、発泡層と非発泡層の押出成形を一度にでき、かつ、押出設備の構造が複雑でないことより、2段冷却成形法が好適に用いられる。
押出機内にて、発泡に適正な樹脂温度に調整されたスチレン系樹脂組成物を、押出金型1より大気中に押出し、次いで、押出金型1に密着させて設置した一定の間隙高さを持つ成型金型2に導入する。
成型金型2においては、押出方向に対して、上流側と下流側に温度調整した熱媒体(上流側熱媒体3,下流側熱媒体4)を通し、成型金型2の上流側と下流側を別途温調する。
ここで、成型金型2での熱媒体の温度は、吐出量、引取り速度、樹脂温度、発泡剤量により異なり、一概には決められないが、上流側熱媒体3の温度は、スチレン系樹脂のガラス転移温度〜樹脂温度の範囲にて温調することが好ましく、下流側熱媒体4の温度は、スチレン系樹脂のガラス転移温度〜(ガラス転移温度−40℃)の範囲にて温調することが好ましい。
成型金型2の上流部を除冷却温度領域とするにより、得られる積層発泡体における非発泡層1mm直下での発泡倍率を調整することができ、下流側を冷却温度領域とすることにより、得られる積層発泡体における非発泡層の厚みの調整をすることができる。
成型金型2により腑形された発泡積層体は、次いで、引取り用駆動ロール6により、一定速度にて引き取られ、その後、切断され、スチレン系樹脂発泡積層体5を得ることができる。
発泡体密度(g/cm3)=発泡体重量(g)/発泡体体積(cm3)に基づいて、発泡体密度を求め、得られた発泡体密度にてポリスチレン樹脂密度1.05g/ccを除した値を発泡体倍率とした。
得られた発泡積層体より、幅方向に等間隔にて、長さ30mm×幅30mmのサンプルを5個切り出た。
得られた各サンプルに関して、幅方向の中点を結ぶ線に沿って切断した、垂直方向(厚み方向)の切断面の拡大写真(倍率:200倍)を、マイクロスコープ[ソニック株式会社製、デジタルマイクロスコープBS−D8000]を用いて撮影した。得られた写真より、気泡が存在しない、あるいは、気泡の数が著しく減った領域を非発泡層と判断して、非発泡層の厚みを測定した。
上記測定を行った後、得られた数値の相加平均値を、非発泡層の厚みとして採用した。
得られた発泡積層体より、巾方向の中心部から巾150mm×長さ1820mmのサンプルを切り出す。次に、切り出したサンプル重量A(g)を測定し、木工加工機[アミテック製、バーチカルミーリングマシンPV−70CA]を用いて、表面から非発泡層の厚み+1mmの位置にて、切削後の面に樹脂の溶融が目視にて認められないように切削した後、重量B(g)を測定した。
得られた測定値より、非発泡層直下1mmの密度(g/cm3)={(A−B)−(182×15×非発泡層厚み×1.05)}/(182×15×0.1)の式に基づき、非発泡層直下1mmの密度を計算した。
得られた非発泡層直下1mmの密度で、ポリスチレン樹脂密度1.05g/ccを除した値を、非発泡層直下1mmの倍率として採用した。
得られた発泡積層体の巾方向に、等間隔にて長さ30mm×幅30mmのサンプルを5個切り出し、測定用サンプルとした。下記試験を行った後、得られた数値の相加平均値を、硬度として採用した。
圧縮試験機[島津製作所製、オートグラフAG−X/R]を用いて、発泡積層体の非発泡層表面の中央部に、直径5mmの鋼球を静置した後、テストスピード1000mm/分にて垂直方向に5mm押し込んだ際に、得られる応力−歪み線図の降伏点における荷重を、発泡積層体の硬度とした。
得られた発泡積層体から巾150mm×長さ600mmを切り出し、木工加工機[アミテック製、バーチカルミーリングマシンPV−70CA]を用いて、表面から非発泡層厚み+0.5mmの厚みを、切削後の面に樹脂の溶融が目視にて認められないように切削し、同様の方法にて反対側の面も切削し、非発泡層を除去する。次に発泡層の巾方向に、等間隔にて20mm×20mmのサンプルを5個切り出した。
得られた各サンプルに関して、ピクノメーター[東京サイエンス社製]を用いて、サンプルの閉空間体積Vc(cc)を測定した。その後、同サンプルの外形によって占められる体積Vo(cc)を測定した後、独立気泡率=Vc/Vo×100の式に基づき計算し、得られた数値の相加平均値を、独立気泡率として採用した。
得られた発泡積層体から、巾方向に等間隔にて長さ30mm×幅30mmのサンプルを5個切り出した。各サンプルに関して、JIS A 9511に準じて、圧縮強度を測定した。得られた数値の相加平均値を、圧縮強度として採用した。
そして、以下の評価基準に基づき、評価を行った。
○:圧縮強度が150N/cm2以上。
△:圧縮強度が100N/cm2以上、150N/cm2未満。
×:圧縮強度が100N/cm2未満。
得られた発泡積層体から、巾方向に等間隔にて長さ30mm×幅30mmのサンプルを5個切り出し、その非発泡層面に、垂直方向に木用ネジ(太さ3.8mm×長さ32mm)を8mmねじ込んだ測定用サンプルを得た。
各測定用サンプルに関して、引張り試験機[島津製作所製、オートグラフAG−X/R]を用いて、木ネジの頭および発泡積層体をつかみ、テストスピード2.0mm/分にて引き抜き、その際に最大荷重を得た。得られた数値の相加平均値を、ビス引抜強度として採用した。
そして、以下の評価規準に基づき、ビス引き抜き性の評価を行った。
○:ビス引抜強度が150N以上。
△:ビス引抜強度が100N以上150N未満。
×:ビス引抜強度が100N未満。
得られた発泡積層体から、長さ30mm×幅30mmのサンプルを20個切り出した。
得られたサンプルに関して、鉄丸釘(外径φ3mm)を非発泡層面の中心部に、ハンマーを用いて垂直に釘の頭が沈み込むまで打ちつけ、以下の評価基準に基づき、釘打ち性の評価を行った。
○:すべてのサンプルの非発泡層に、割れが認められない。
△:1〜5個のサンプルの非発泡層に、割れが認められた。
×:6個以上のサンプルに非発泡層に、割れが認められた。
得られた発泡積層体から、長さ30mm×幅30mmのサンプルを20個切り出した。
鉄丸釘(外径φ3mm)を、発泡積層体の切断端部からそれぞれ8mm内側の位置の非発泡層に、ハンマーを用いて垂直に打ちつけ、以下の評価基準に基づき、釘割れ性の評価を行った。
○:全ての発泡積層体において、欠け・割れが認められない。
△:1〜5個のサンプルにおいて、欠け・割れが認められた。
×:6個以上のサンプルにおいて、欠け・割れが認められた。
ポリスチレン樹脂[PSジャパン(株)製、680]100部に対し、タルク[林化成(株)製、タルカンパウダーPK−Z]3重量部を添加し、ドライブレンドした。得られた樹脂混合物を、口径65mmの単軸押出機(第一押出機)と口径90mmの単軸押出機(第二押出機)を直列に連結したタンデム型二段押出機へ、20kg/hrの割合で供給した。
第一押出機に供給した樹脂混合物を、樹脂温度200℃に加熱して溶融ないし可塑化、混練し、発泡剤としてノルマルブタン[岩谷産業(株)製]を、第一押出機の先端付近で樹脂中に0.4kg/hrの割合にて圧入した後、第一押出機に連結された第二押出機中にて、樹脂温度を135℃に冷却した。
冷却された発泡性樹脂組成物を、図2に示すように、第二押出機の先端に設けた厚さ2mm×幅180mmの長方形断面の押出金型より大気中へ押出発泡させた後、押出金型に密着させて設置した間隙高さ12.5mm×幅300mm×長さ100mmの成形金型にて、板状に腑形した。成型金型においては、図2に示すように、押出金型との設置面から20mm(成型金型の上流側)および80mm(成型金型の下流側)の部分に、幅方向に熱媒体を通して温調した。その際、成形金型の上流側を115℃、下流側を64℃に温調した。
次に、その下流側に設置した引取りロールにより引取り、厚さ12.7mm×幅242mmである断面形状の、両面に非発泡層が形成された発泡積層体を得た。
得られた発泡積層体の性状および物性を、表1に示す。
表1に示すように、樹脂温度,発泡剤圧入量、成形金型上流側温調温度,成形金型下流温調温度を変更する以外は、実施例1と同様の方法にて、発泡積層板を得た。
得られた発泡積層体の性状および物性を、表1に示す。
比較例3で得られた発泡積層体を、0.8m/分の速度で繰り出し、その非発泡層表面に、別途、以下の条件にて得られる溶融状態のフィルム状ポリスチレン樹脂[PSジャパン(株)製、680]を厚み0.2mmとなるように押し出した直後に、冷却ロールにて圧着・固化して、発泡体表面に非発泡層を形成したポリスチレン系樹脂発泡積層体を得た。
なお、溶融状態のフィルム状ポリスチレン樹脂は、口径30mmの2軸押出機にポリスチレン樹脂を5kg/hrの割合で供給し、樹脂温度200℃にて溶融状態とした後、2軸押出機の先端に連結した幅650mmのTダイからフィルム状に押し出した。得られた発泡積層体の幅方向にはみ出た非発泡層フィルムを除去し、発泡積層体を得た。
得られた発泡積層体の性状および物性を、表1に示す。
ポリスチレン樹脂[PSジャパン(株)製、680]100部に対し、タルク[林化成(株)製、タルカンパウダーPK−Z]3重量部を添加し、ドライブレンドした。得られた樹脂混合物を、口径65mmの単軸押出機(第一押出機)と口径90mmの単軸押出機(第二押出機)を直列に連結したタンデム型二段押出機へ、20kg/hrの割合で供給した。
第一押出機に供給した樹脂混合物を、樹脂温度200℃に加熱して溶融ないし可塑化、混練し、発泡剤としてノルマルブタン[岩谷産業(株)製]を、第一押出機の先端付近で樹脂中に0.37kg/hrの割合にて圧入した後、第一押出機に連結された第二押出機中にて、樹脂温度を135℃に冷却した。
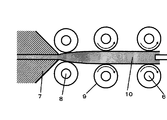
冷却された発泡性樹脂組成物を、図3のように、第二押出機の先端に設けた、厚さ1.5mm×幅250mmの開口部を有するTダイより、大気中に押出発泡させた。次いで、70℃に温調された成形固定ロールを用いて、押出された発泡体の表面をこすり、直後に30℃に温調された冷却フリーロールを用いて冷却固化した後、引取り用駆動ロールにて引取り、発泡積層体を得た。
得られた発泡積層体の性状および物性を、表1に示す。

2 成型金型
3 成型金型上流側温調用熱媒体管
4 成型金型下流側温調用熱媒体管
5 発泡積層体
6 引き取り用駆動ロール
7 押出金型(Tダイ)
8 成型固定ロール
9 冷却フリーロール
10 発泡積層体
Claims (4)
- スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層の、厚み方向の少なくとも片面に、厚みが0.015〜0.7mmである非発泡層が形成されてなるスチレン系発泡積層体であって、
非発泡層の直下1mmにおける発泡倍率が1.5〜4倍であり、かつ、
非発泡層を含む発泡積層体全体の発泡倍率が3〜10倍であることを特徴とする、スチレン系発泡積層体。 - 非発泡層の表面硬度が、400N〜1000Nであることを特徴とする、請求項1記載のスチレン系樹脂押出発泡積層体。
- 発泡層の独立気泡率が75%以上であることを特徴とする、請求項1または2記載のスチレン系樹脂押出発泡積層体。
- スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層を含む発泡積層体の製造方法であって、
発泡層の少なくとも片面に、厚みが0.015〜0.7mmである非発泡層が形成されており、非発泡層直下1mmにおける発泡倍率が1.5〜4倍であり、発泡積層体全体の倍率が3〜10倍であることを特徴とする、スチレン系発泡体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040430A JP5745289B2 (ja) | 2011-02-25 | 2011-02-25 | スチレン系樹脂押出発泡積層体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040430A JP5745289B2 (ja) | 2011-02-25 | 2011-02-25 | スチレン系樹脂押出発泡積層体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012176533A true JP2012176533A (ja) | 2012-09-13 |
| JP5745289B2 JP5745289B2 (ja) | 2015-07-08 |
Family
ID=46978749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011040430A Active JP5745289B2 (ja) | 2011-02-25 | 2011-02-25 | スチレン系樹脂押出発泡積層体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5745289B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015037572A1 (ja) * | 2013-09-12 | 2015-03-19 | 積水化学工業株式会社 | 樹脂積層体の製造方法及び製造装置 |
| JP2023079814A (ja) * | 2021-11-29 | 2023-06-08 | 積水化成品工業株式会社 | ポリスチレン系樹脂発泡シート、ポリスチレン系樹脂積層発泡シート、および、ポリスチレン系樹脂発泡容器。 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63209925A (ja) * | 1987-02-27 | 1988-08-31 | Meiwa Sangyo Kk | 車輌用積層内装板の製造方法 |
| JPH0596673A (ja) * | 1991-10-11 | 1993-04-20 | Sanyo Kokusaku Pulp Co Ltd | ポリスチレン系樹脂積層シート及びその製造法 |
| JPH09141773A (ja) * | 1995-11-24 | 1997-06-03 | Sekisui Plastics Co Ltd | ポリスチレン系樹脂積層発泡シート及び成形品、並びに積層発泡シートの製造方法 |
| JP2000143863A (ja) * | 1998-11-06 | 2000-05-26 | Kanegafuchi Chem Ind Co Ltd | ポリスチレン系樹脂発泡シート並びに発泡ポリスチレン系樹脂積層シート、該成形品、及び該製造方法 |
| JP2001162735A (ja) * | 1999-09-29 | 2001-06-19 | Jsp Corp | 熱可塑性樹脂積層発泡シート及びポリスチレン系樹脂発泡シート、並びにそれらの容器 |
| JP2003136575A (ja) * | 2001-11-02 | 2003-05-14 | Kanegafuchi Chem Ind Co Ltd | ポリスチレン系樹脂押出発泡体およびその製造方法 |
| JP2006130881A (ja) * | 2004-11-09 | 2006-05-25 | Kaneka Corp | 深絞り成形に優れるポリスチレン系樹脂積層発泡シート |
| JP2009178898A (ja) * | 2008-01-30 | 2009-08-13 | Sekisui Plastics Co Ltd | ポリスチレン系樹脂積層発泡シート及びその製造方法 |
-
2011
- 2011-02-25 JP JP2011040430A patent/JP5745289B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63209925A (ja) * | 1987-02-27 | 1988-08-31 | Meiwa Sangyo Kk | 車輌用積層内装板の製造方法 |
| JPH0596673A (ja) * | 1991-10-11 | 1993-04-20 | Sanyo Kokusaku Pulp Co Ltd | ポリスチレン系樹脂積層シート及びその製造法 |
| JPH0694192B2 (ja) * | 1991-10-11 | 1994-11-24 | 日本製紙株式会社 | ポリスチレン系樹脂積層シート及びその製造法 |
| JPH09141773A (ja) * | 1995-11-24 | 1997-06-03 | Sekisui Plastics Co Ltd | ポリスチレン系樹脂積層発泡シート及び成形品、並びに積層発泡シートの製造方法 |
| JP2000143863A (ja) * | 1998-11-06 | 2000-05-26 | Kanegafuchi Chem Ind Co Ltd | ポリスチレン系樹脂発泡シート並びに発泡ポリスチレン系樹脂積層シート、該成形品、及び該製造方法 |
| JP2001162735A (ja) * | 1999-09-29 | 2001-06-19 | Jsp Corp | 熱可塑性樹脂積層発泡シート及びポリスチレン系樹脂発泡シート、並びにそれらの容器 |
| JP2003136575A (ja) * | 2001-11-02 | 2003-05-14 | Kanegafuchi Chem Ind Co Ltd | ポリスチレン系樹脂押出発泡体およびその製造方法 |
| JP2006130881A (ja) * | 2004-11-09 | 2006-05-25 | Kaneka Corp | 深絞り成形に優れるポリスチレン系樹脂積層発泡シート |
| JP2009178898A (ja) * | 2008-01-30 | 2009-08-13 | Sekisui Plastics Co Ltd | ポリスチレン系樹脂積層発泡シート及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015037572A1 (ja) * | 2013-09-12 | 2015-03-19 | 積水化学工業株式会社 | 樹脂積層体の製造方法及び製造装置 |
| JP2023079814A (ja) * | 2021-11-29 | 2023-06-08 | 積水化成品工業株式会社 | ポリスチレン系樹脂発泡シート、ポリスチレン系樹脂積層発泡シート、および、ポリスチレン系樹脂発泡容器。 |
| JP7747503B2 (ja) | 2021-11-29 | 2025-10-01 | 積水化成品工業株式会社 | ポリスチレン系樹脂発泡シート、ポリスチレン系樹脂積層発泡シート、および、ポリスチレン系樹脂発泡容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5745289B2 (ja) | 2015-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4257826B2 (ja) | ポリプロピレン系樹脂発泡成形体の製造方法 | |
| KR101859913B1 (ko) | 고강도의 압출된 열가소성 중합체 발포체 | |
| JP7315571B2 (ja) | 発泡シート | |
| US20150166752A1 (en) | Polymeric Foam | |
| JP5454731B2 (ja) | スチレン系樹脂押出発泡体及びその製造方法 | |
| WO2007118765A1 (en) | Foams comprising polystyrene and other thermoplastics | |
| KR20120083389A (ko) | San 압출 발포체 | |
| JP2013124281A (ja) | ポリスチレン系樹脂押出発泡体の製造方法 | |
| JP5745289B2 (ja) | スチレン系樹脂押出発泡積層体及びその製造方法 | |
| JP2008132676A (ja) | 断熱パネル | |
| JP2011025521A (ja) | 断熱性能に優れた押出発泡成形体 | |
| JP4959396B2 (ja) | 吸水性ポリスチレン系樹脂発泡板 | |
| JP4973044B2 (ja) | 耐熱性熱可塑性樹脂発泡体およびその製造方法 | |
| JP4008904B2 (ja) | ポリスチレン系樹脂積層発泡シート | |
| JP4188664B2 (ja) | ポリスチレン樹脂発泡シートおよびポリスチレン樹脂積層発泡シート | |
| JP7832031B2 (ja) | ポリスチレン系樹脂押出発泡体の製造方法 | |
| JP4965158B2 (ja) | 耐熱性熱可塑性樹脂発泡体およびその製造方法 | |
| JP2012025815A (ja) | 断熱性能に優れた押出発泡成形体 | |
| JP7646418B2 (ja) | ポリスチレン系樹脂押出発泡体の製造方法 | |
| JP4523350B2 (ja) | ポリスチレン系樹脂積層発泡シート | |
| JP7324673B2 (ja) | 複合樹脂発泡板及び樹脂パレット、並びに複合樹脂発泡板の製造方法 | |
| JP2011194697A (ja) | 多層押出発泡成形体の製造方法及び製造装置 | |
| JP2009051870A (ja) | 耐熱性熱可塑性樹脂発泡体およびその製造方法 | |
| JP2009298876A (ja) | スチレン系樹脂押出発泡体及びその製造方法 | |
| JP2004284149A (ja) | 表皮付発泡成形体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141008 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20141008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150501 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5745289 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |