JP2012184076A - クリールスタンド用ブレーキおよびゴムシートの製造方法 - Google Patents
クリールスタンド用ブレーキおよびゴムシートの製造方法 Download PDFInfo
- Publication number
- JP2012184076A JP2012184076A JP2011048109A JP2011048109A JP2012184076A JP 2012184076 A JP2012184076 A JP 2012184076A JP 2011048109 A JP2011048109 A JP 2011048109A JP 2011048109 A JP2011048109 A JP 2011048109A JP 2012184076 A JP2012184076 A JP 2012184076A
- Authority
- JP
- Japan
- Prior art keywords
- bobbin
- brake
- reinforcing material
- creel stand
- braking force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000012779 reinforcing material Substances 0.000 claims abstract description 45
- 238000004804 winding Methods 0.000 claims description 9
- 230000007423 decrease Effects 0.000 claims description 4
- 210000001577 neostriatum Anatomy 0.000 claims description 4
- 238000000605 extraction Methods 0.000 abstract 1
- 239000000463 material Substances 0.000 description 11
- 230000002787 reinforcement Effects 0.000 description 9
- 230000004907 flux Effects 0.000 description 6
- 230000009471 action Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910001172 neodymium magnet Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 229910000938 samarium–cobalt magnet Inorganic materials 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images




Landscapes
- Tension Adjustment In Filamentary Materials (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
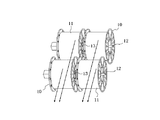
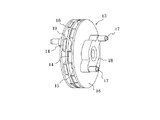
【解決手段】クリールスタンド用ブレーキ13は、回転支持軸12に挿入され、回転支持軸12に対して回転しないように取り付けられた永久磁石付きの中央ケース15と、中央ケース15の両側面に回転できるように支持され、かつボビン10に連結する連結ピン17を備えた制動回転板16から成る。中央ケース15の両側面には、永久磁石14が取り付けられており、中央ケース15と2枚の制動回転板16により、永久磁石14と制動回転板16との間に非接触で制動力を発生させることができる。
【選択図】図2
Description
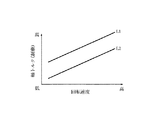
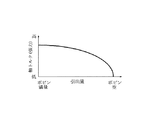
また、本発明によれば、回転板の回転速度に比例して制動力を発生させることができる。
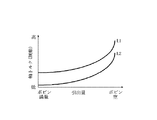
また、本発明によれば、ボビンと回転板とを同期回転させることで、ボビンから巻き出される線条体補強材料の張力を一定範囲に制御することができる。
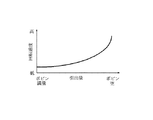
また、本発明によれば、永久磁石と回転軸芯との距離を調整することにより制動力を調整することができる。
また、本発明のゴムシートの製造方法によれば、ボビンから引き出される線条体補強材料の引出し張力を管理して線条体補強材料入りのゴムシートを製造することができる。
また、本発明のクリールスタンド用ブレーキを使用することにより、ボビンから引き出される線条体補強材料の引出し張力を一定範囲に管理して線条体補強材料入りのゴムシートを製造することができる。
11 線条体補強材料
12 回転支持軸
13 ブレーキ
14 永久磁石
15 中央ケース
16 制動回転板
17 連結ピン
18 回転ベース
19 ヨーク
20 回転軸芯
21 永久磁石
22 回転板
Claims (5)
- 線条体補強材料を巻き付けたボビンを回転できるよう支持する支持軸と、
前記支持軸に挿入され、支持軸に対して回転しないように取り付けられた永久磁石付きの中央ケースと、
前記中央ケースの両側面に回転できるよう支持され、かつ前記ボビンと連結するピンを備えた2枚の回転板とを備え、
前記永久磁石と前記回転板との間で非接触により制動力を発生させて、前記ボビンに制動力を付与することを特徴とするクリールスタンド用ブレーキ。 - 前記回転板の回転速度に比例して前記制動力を発生させることを特徴とする請求項1に記載のクリールスタンド用ブレーキ。
- 前記線条体補強材料を一定速度で巻き出し、巻き径減少により回転速度が増加する前記ボビンと、前記回転板とを同期回転させることで、前記ボビンから巻き出される前記線条体補強材料の張力を一定範囲に制御することを特徴とする請求項1または2に記載のクリールスタンド用ブレーキ。
- 前記中央ケースに取り付けた永久磁石と回転軸芯との距離を調整することにより制動力を調整することを特徴とする請求項1〜3のいずれか1項に記載のクリールスタンド用ブレーキ。
- 請求項1〜4のいずれか1項に記載のクリールスタンド用ブレーキを用いて、線条体補強材料を巻き付けたボビンに制動力を付与して、前記ボビンから引き出される前記線条体補強材料の引出し張力を管理して線条体補強材料入りのゴムシートを製造することを特徴とするゴムシートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011048109A JP5693301B2 (ja) | 2011-03-04 | 2011-03-04 | クリールスタンド用ブレーキおよびゴムシートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011048109A JP5693301B2 (ja) | 2011-03-04 | 2011-03-04 | クリールスタンド用ブレーキおよびゴムシートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012184076A true JP2012184076A (ja) | 2012-09-27 |
| JP5693301B2 JP5693301B2 (ja) | 2015-04-01 |
Family
ID=47014510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011048109A Expired - Fee Related JP5693301B2 (ja) | 2011-03-04 | 2011-03-04 | クリールスタンド用ブレーキおよびゴムシートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5693301B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113891770A (zh) * | 2019-05-20 | 2022-01-04 | 施洛伊尼格股份公司 | 用于矫直导线的矫直装置、用于制动矫直装置中的至少一个可旋转辊子的方法、具有矫直装置的电缆加工机以及用于电缆加工机的升级套件 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4516739A (en) * | 1984-03-30 | 1985-05-14 | At&T Technologies, Inc. | Magnetically controlled wire tensioning device |
| JPH0262378A (ja) * | 1988-08-25 | 1990-03-02 | Kooshin Rashin Kk | 張力付与装置 |
| JPH04173324A (ja) * | 1990-11-08 | 1992-06-22 | Ishikawajima Harima Heavy Ind Co Ltd | クリールレットオフ装置 |
| JPH10109827A (ja) * | 1996-10-01 | 1998-04-28 | Kuroiwa Denshi Kogyo:Kk | 線条材の張力制御装置 |
| JP3096699U (ja) * | 2003-03-26 | 2003-09-26 | 三ツ星ベルト株式会社 | ベルト成形用心線送り出し装置 |
| JP2004142891A (ja) * | 2002-10-25 | 2004-05-20 | Bridgestone Corp | 長尺部材の巻出し方法および装置 |
| WO2009025324A1 (ja) * | 2007-08-23 | 2009-02-26 | Toppan Printing Co., Ltd. | 針金供給装置 |
-
2011
- 2011-03-04 JP JP2011048109A patent/JP5693301B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4516739A (en) * | 1984-03-30 | 1985-05-14 | At&T Technologies, Inc. | Magnetically controlled wire tensioning device |
| JPH0262378A (ja) * | 1988-08-25 | 1990-03-02 | Kooshin Rashin Kk | 張力付与装置 |
| JPH04173324A (ja) * | 1990-11-08 | 1992-06-22 | Ishikawajima Harima Heavy Ind Co Ltd | クリールレットオフ装置 |
| JPH10109827A (ja) * | 1996-10-01 | 1998-04-28 | Kuroiwa Denshi Kogyo:Kk | 線条材の張力制御装置 |
| JP2004142891A (ja) * | 2002-10-25 | 2004-05-20 | Bridgestone Corp | 長尺部材の巻出し方法および装置 |
| JP3096699U (ja) * | 2003-03-26 | 2003-09-26 | 三ツ星ベルト株式会社 | ベルト成形用心線送り出し装置 |
| WO2009025324A1 (ja) * | 2007-08-23 | 2009-02-26 | Toppan Printing Co., Ltd. | 針金供給装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113891770A (zh) * | 2019-05-20 | 2022-01-04 | 施洛伊尼格股份公司 | 用于矫直导线的矫直装置、用于制动矫直装置中的至少一个可旋转辊子的方法、具有矫直装置的电缆加工机以及用于电缆加工机的升级套件 |
| JP2022533764A (ja) * | 2019-05-20 | 2022-07-25 | シュロニガー アーゲー | ラインを直線化するための直線化装置、直線化装置における少なくとも1つの回転可能なローラを制動するための方法、直線化装置を有するケーブル処理機、およびケーブル処理機のためのアップグレードキット |
| JP7682809B2 (ja) | 2019-05-20 | 2025-05-26 | シュロニガー アーゲー | ラインを直線化するための直線化装置、直線化装置における少なくとも1つの回転可能なローラを制動するための方法、直線化装置を有するケーブル処理機、およびケーブル処理機のためのアップグレードキット |
| JP2025114809A (ja) * | 2019-05-20 | 2025-08-05 | シュロニガー アーゲー | ラインを直線化するための直線化装置、直線化装置における少なくとも1つの回転可能なローラを制動するための方法、直線化装置を有するケーブル処理機、およびケーブル処理機のためのアップグレードキット |
| JP7842285B2 (ja) | 2019-05-20 | 2026-04-07 | シュロニガー アーゲー | ラインを直線化するための直線化装置、直線化装置における少なくとも1つの回転可能なローラを制動するための方法、直線化装置を有するケーブル処理機、およびケーブル処理機のためのアップグレードキット |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5693301B2 (ja) | 2015-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6267227B2 (ja) | ストランド形状の巻取り材料のための巻取りデバイス | |
| JPH07502789A (ja) | 糸使用繊維機械のための糸供給装置 | |
| JP6192176B2 (ja) | 渦電流ブレーキ装置 | |
| WO2017169979A1 (ja) | アクチュエータおよびコイルユニット | |
| CN100470691C (zh) | 卷线机的线材张力施加装置及其施加方法 | |
| JP5693301B2 (ja) | クリールスタンド用ブレーキおよびゴムシートの製造方法 | |
| CN101100256A (zh) | 卷绕张力控制装置 | |
| CN104919687B (zh) | 具有减少齿槽磁滞的磁性制动器 | |
| JP2014054061A (ja) | 埋込磁石型の電動機回転子 | |
| CN103326536A (zh) | 一种采用线圈与永磁铁复合励磁式电涡流缓速器 | |
| JP2006280033A (ja) | リニアアクチュエータ | |
| CN113005589A (zh) | 一种电磁式磁滞纱线张力器 | |
| CN201089670Y (zh) | 卷绕张力控制装置 | |
| KR20110072240A (ko) | 전선 케이블용 세선 피복장치 | |
| CN205689646U (zh) | 一种电磁制动器 | |
| US11427432B2 (en) | Spindle unit | |
| CN211595889U (zh) | 外纱张力控制机构及直捻机 | |
| US4958780A (en) | Spool driving and braking | |
| CN106575907B (zh) | 线圈卷绕系统 | |
| JP5102400B1 (ja) | 釣具用両軸リール簡易型コイル利用ブレーキ | |
| JP6215034B2 (ja) | 電動機及び電動機用ボビン | |
| US20170207692A1 (en) | Magnetic clutch for coupling arrangement | |
| JP2007225536A (ja) | 回転運動検出装置 | |
| CN104343873A (zh) | 永磁柔性阻尼组件 | |
| ITMI20010095A1 (it) | Dispositivo d'incannatura per una macchina tessile producente bobine incrociate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5693301 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |