JP2012184546A - 光透過性建材の製造方法、及び光透過性建材 - Google Patents
光透過性建材の製造方法、及び光透過性建材 Download PDFInfo
- Publication number
- JP2012184546A JP2012184546A JP2011046413A JP2011046413A JP2012184546A JP 2012184546 A JP2012184546 A JP 2012184546A JP 2011046413 A JP2011046413 A JP 2011046413A JP 2011046413 A JP2011046413 A JP 2011046413A JP 2012184546 A JP2012184546 A JP 2012184546A
- Authority
- JP
- Japan
- Prior art keywords
- light
- building material
- light transmissive
- transmitting
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004566 building material Substances 0.000 title claims abstract description 82
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 48
- 238000000034 method Methods 0.000 title claims abstract description 38
- 239000004568 cement Substances 0.000 claims abstract description 44
- 239000010410 layer Substances 0.000 claims abstract description 36
- 239000002245 particle Substances 0.000 claims abstract description 24
- 239000012790 adhesive layer Substances 0.000 claims abstract description 23
- 238000010030 laminating Methods 0.000 claims abstract description 5
- 239000000758 substrate Substances 0.000 claims description 93
- 238000005452 bending Methods 0.000 claims description 9
- 238000005488 sandblasting Methods 0.000 claims description 3
- 239000011505 plaster Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 9
- 239000011521 glass Substances 0.000 description 7
- 239000010419 fine particle Substances 0.000 description 6
- 239000004567 concrete Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000012634 fragment Substances 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000005357 flat glass Substances 0.000 description 3
- 238000009415 formwork Methods 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000005329 float glass Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000005340 laminated glass Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images





Landscapes
- Finishing Walls (AREA)
- Producing Shaped Articles From Materials (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
Abstract
【課題】高い強度を有し、建材として適した光透過性建材を製造することが可能な光透過性建材の製造方法、及び光透過性建材を提供する。
【解決手段】光透過性建材101の製造方法は、接着層1に積層された光透過性基板2に対して破砕加工を施すことにより複数の破砕間隙13を形成する破砕工程と、複数の破砕間隙13を充填するように光透過性粒子31を含むセメント層32を光透過性基板2に積層する左官工程とを備えることを特徴とする。
【選択図】図2
【解決手段】光透過性建材101の製造方法は、接着層1に積層された光透過性基板2に対して破砕加工を施すことにより複数の破砕間隙13を形成する破砕工程と、複数の破砕間隙13を充填するように光透過性粒子31を含むセメント層32を光透過性基板2に積層する左官工程とを備えることを特徴とする。
【選択図】図2
Description
本発明は、光透過性建材の製造方法、及び光透過性建材に関するものである。
従来から、コンクリート又はセメントといった材料は、一般的な建築の構造材料として多く用いられている。近年、コンクリート又はセメントの利用分野が広がり、意匠的要素を付加して使用される場合もある。
ここで、コンクリート又はセメントそのもの自体では、光を透過させない。そのため、光を透過させたい場合は、例えば、コンクリート又はセメントに複数の小さな孔を形成し、これらの孔から光を透過させる手法が用いられる。
一方、原料の配合段階において透光性樹脂を混入して、成形した透光性材料も提案されている(例えば、特許文献1参照)。
ここで、コンクリート又はセメントそのもの自体では、光を透過させない。そのため、光を透過させたい場合は、例えば、コンクリート又はセメントに複数の小さな孔を形成し、これらの孔から光を透過させる手法が用いられる。
一方、原料の配合段階において透光性樹脂を混入して、成形した透光性材料も提案されている(例えば、特許文献1参照)。
ところで、コンクリート又はセメントに複数の孔を形成することにより光を透過させる場合、これらの孔から光以外にも風雨や音、埃等が通過してしまうため建材としては適さないという問題点があった。
また、特許文献1に記載の透光性材料では、透光性材料自体の強度は原料である透光性樹脂に影響されるため、強度は高いものではないという問題点もあった。
また、特許文献1に記載の透光性材料では、透光性材料自体の強度は原料である透光性樹脂に影響されるため、強度は高いものではないという問題点もあった。
本発明は、前述の従来技術における問題を解決するために、高い強度を有し、建材として適した光透過性建材を製造することが可能な光透過性建材の製造方法、及び光透過性建材を提供することを目的とするものである。
上記目的を達成するために、本発明は以下の手段を採用している。
すなわち、本発明に係る光透過性建材の製造方法は、接着層に積層された光透過性基板に対して破砕加工を施すことにより破砕間隙を形成する破砕工程と、前記破砕間隙を充填するように光透過性粒子を含むセメント層を前記光透過性基板に積層する左官工程とを備えることを特徴とする。
すなわち、本発明に係る光透過性建材の製造方法は、接着層に積層された光透過性基板に対して破砕加工を施すことにより破砕間隙を形成する破砕工程と、前記破砕間隙を充填するように光透過性粒子を含むセメント層を前記光透過性基板に積層する左官工程とを備えることを特徴とする。
このような光透過性建材の製造方法によれば、破砕工程によって施された破砕間隙は、その後の左官工程によって細かい粒子からなるセメント層により充填されるので、間隙や孔のない建材として適した光透過性建材の製造が可能となる。
また、主材料は光透過性基板であり、破砕間隙に充填されるセメント層にも光透過性粒子が含まれているため、光を透過させることができる光透過性建材の製造が可能となる。
また、破砕工程で一度施された破砕間隙は、その後の左官工程によってセメント層により充填され、更に破砕された光透過性基板が粗骨材の役割を担うので、高い強度の光透過性建材の製造が可能となる。
また、光透過性基板としてガラスを使用すれば、ガラスの強度を利用したより高い強度の光透過性建材の製造が可能となる。
さらに、光透過性基板には接着層が含まれているので、破砕工程において完全に粉々に破砕することなく、原型を幾分残した状態で破砕間隙を形成させることが可能である。よって、破砕工程後の光透過性基板自体の形状を型枠として利用することができるので、一般的な型枠を必要とせずに、光透過性建材の製造が可能となる。
また、主材料は光透過性基板であり、破砕間隙に充填されるセメント層にも光透過性粒子が含まれているため、光を透過させることができる光透過性建材の製造が可能となる。
また、破砕工程で一度施された破砕間隙は、その後の左官工程によってセメント層により充填され、更に破砕された光透過性基板が粗骨材の役割を担うので、高い強度の光透過性建材の製造が可能となる。
また、光透過性基板としてガラスを使用すれば、ガラスの強度を利用したより高い強度の光透過性建材の製造が可能となる。
さらに、光透過性基板には接着層が含まれているので、破砕工程において完全に粉々に破砕することなく、原型を幾分残した状態で破砕間隙を形成させることが可能である。よって、破砕工程後の光透過性基板自体の形状を型枠として利用することができるので、一般的な型枠を必要とせずに、光透過性建材の製造が可能となる。
また、本発明に係る光透過性建材の製造方法は、前記破砕工程と前記左官工程との間に、前記接着層及び前記光透過性基板を任意の形状に屈曲させる屈曲工程をさらに備えていてもよい。
このように、破砕工程後の光透過性基板の形状を任意に変形させることにより、一般的な型枠を必要とせずに、変形後の形状に応じた光透過性建材の製造が可能となる。
また、本発明に係る光透過性建材の製造方法は、光透過性基板の表面にサンドブラストを施す凹凸形成工程と、前記凹凸形成工程後の前記光透過性基板の表面に、光透過性粒子を含むセメント層を積層させる左官工程とを備えることを特徴とする。
このような光透過性建材の製造方法によれば、凹凸形成工程によって施された凹凸部分は、その後の左官工程によって細かい粒子からなるセメント層により充填されるので、間隙や孔のない建材として適した光透過性建材の製造が可能となる。
また、主材料は光透過性基板であり、凹凸部分に充填されるセメント層にも光透過性粒子が含まれているため、光を透過させることができる光透過性建材の製造が可能となる。
また、凹凸形成工程によって光透過性基板の表面に微小な凹凸を形成させるだけなので、光透過性基板の強度を有効に利用した高い強度の光透過性建材の製造が可能となる。
さらに、凹凸形成工程後の光透過性基板自体の形状を型枠として利用することができるので、一般的な型枠を必要とせずに、光透過性建材の製造が可能となる。
また、主材料は光透過性基板であり、凹凸部分に充填されるセメント層にも光透過性粒子が含まれているため、光を透過させることができる光透過性建材の製造が可能となる。
また、凹凸形成工程によって光透過性基板の表面に微小な凹凸を形成させるだけなので、光透過性基板の強度を有効に利用した高い強度の光透過性建材の製造が可能となる。
さらに、凹凸形成工程後の光透過性基板自体の形状を型枠として利用することができるので、一般的な型枠を必要とせずに、光透過性建材の製造が可能となる。
また、本発明に係る光透過性建材は、接着層と、該接着層に積層され、破砕加工が施された光透過性基板と、光透過性粒子を含み、前記光透過性基板の破砕間隙を充填するように前記光透過性基板に積層されたセメント層とを備えることを特徴とする。
このような光透過性建材によれば、破砕加工により施された破砕間隙は、その後に細かい粒子からなるセメント層により充填されるので、間隙や孔のない建材としての適合性を得ることができる。
また、主材料は光透過性基板であり、破砕間隙に充填されるセメント層にも光透過性粒子が含まれているため、光透過性を得ることができる。
また、一度施された破砕間隙は、その後にセメント層により充填され、更に破砕された光透過性基板が粗骨材の役割を担うので、高い強度を得ることができる。
また、光透過性基板としてガラスを使用すれば、ガラスの強度を利用したより高い強度を得ることができる。
また、主材料は光透過性基板であり、破砕間隙に充填されるセメント層にも光透過性粒子が含まれているため、光透過性を得ることができる。
また、一度施された破砕間隙は、その後にセメント層により充填され、更に破砕された光透過性基板が粗骨材の役割を担うので、高い強度を得ることができる。
また、光透過性基板としてガラスを使用すれば、ガラスの強度を利用したより高い強度を得ることができる。
また、本発明に係る光透過性建材は、前記接着層の両面に前記光透過性基板が積層されており、これら光透過性基板のそれぞれに前記セメント層が積層されているものであってもよい。
このような光透過性建材によれば、光透過性建材は二層の光透過性基板から構成されるので、一層高い強度を得ることができる。
また、本発明に係る光透過性建材は、表面に凹凸加工が施された光透過性基板と、光透過性粒子を含み、前記光透過性基板の表面に積層されたセメント層とを備えることを特徴とする。
このような光透過性建材によれば、凹凸加工により施された凹凸部分は、その後に細かい粒子からなるセメント層により充填されるので、間隙や孔のない建材としての適合性を得ることができる。
また、主材料は光透過性基板であり、凹凸部分に充填されるセメント層にも光透過性粒子が含まれているため、光透過性を得ることができる。
また、凹凸加工によって光透過性基板の表面に微小な凹凸を形成させるだけなので、光透過性基板の強度を有効に利用した高い強度を得ることができる。
また、主材料は光透過性基板であり、凹凸部分に充填されるセメント層にも光透過性粒子が含まれているため、光透過性を得ることができる。
また、凹凸加工によって光透過性基板の表面に微小な凹凸を形成させるだけなので、光透過性基板の強度を有効に利用した高い強度を得ることができる。
本発明に係る光透過性建材の製造方法によれば、建材として適していて、光を透過させることができ、高い強度を有する光透過性建材を製造することができる。
(第一実施形態)
以下、図面を参照し、本発明の第一実施形態に係る光透過性建材101の製造方法について説明する。
この製造方法は、図1に示すように、破砕工程S1と、左官工程S2と、を備える。
以下、図面を参照し、本発明の第一実施形態に係る光透過性建材101の製造方法について説明する。
この製造方法は、図1に示すように、破砕工程S1と、左官工程S2と、を備える。
まずは、破砕工程S1の前工程として、図2(a)に示すように、接着層1に光透過性基板2が積層されてなる複層基板10を準備する。該複層基板10は、接着層1の両面を光透過性基板2が挟み込むようなサンドウィッチ構造をなしており、該複層基板10としては、例えば、中間膜の両面を板ガラスで挟み込んだ合わせガラスを採用することができる。
また、複層基板10は、図2の構造に限られず、接着層1の片面にのみ光透過性基板2が設けられた構造(不図示)であってもよく、例えば、板ガラスの片面に飛散防止フィルムを貼ったものが一例として挙げられる。ここで、板ガラスとしては、NSGインテリア(株)のフロートガラスがある。
さらに、光透過性基板2は、ガラスに限られずアクリル板等の樹脂であってもよい。
また、複層基板10は、図2の構造に限られず、接着層1の片面にのみ光透過性基板2が設けられた構造(不図示)であってもよく、例えば、板ガラスの片面に飛散防止フィルムを貼ったものが一例として挙げられる。ここで、板ガラスとしては、NSGインテリア(株)のフロートガラスがある。
さらに、光透過性基板2は、ガラスに限られずアクリル板等の樹脂であってもよい。
次に、破砕工程S1を実行する。
すなわち、図2(b)に示すように、光透過性基板2をハンマー等の工具により打壊するようにして、光透過性基板2に対して破砕加工を施す。これにより、破砕された光透過性基板2である光透過性基板破片12が複数形成され、各々の光透過性基板破片12同士は、間隙である破砕間隙13を有して配されることとなる。尚、光透過性基板2は接着層1に接して積層されているので、光透過性基板破片12は飛散されずに接着層1に接する面で固着されている。この状態の光透過性基板2を破砕状光透過性基板11と称することとする(以下、同じ)。
すなわち、図2(b)に示すように、光透過性基板2をハンマー等の工具により打壊するようにして、光透過性基板2に対して破砕加工を施す。これにより、破砕された光透過性基板2である光透過性基板破片12が複数形成され、各々の光透過性基板破片12同士は、間隙である破砕間隙13を有して配されることとなる。尚、光透過性基板2は接着層1に接して積層されているので、光透過性基板破片12は飛散されずに接着層1に接する面で固着されている。この状態の光透過性基板2を破砕状光透過性基板11と称することとする(以下、同じ)。
次に、左官工程S2を実行する。
すなわち、図2(c)に示すように、光透過性粒子31を含むセメント層32を光透過性基板2の上面に積層する。この際、破砕間隙13にもセメント層32を充填するようにする。
ここで、セメントとしては、例えば、太平洋セメント(株)のホワイトセメントがあり、光透過性粒子31としては、日硝加工(株)のソーダ石灰ガラスB22−80とB16−22を2対3の比率で配合したものがある。
すなわち、図2(c)に示すように、光透過性粒子31を含むセメント層32を光透過性基板2の上面に積層する。この際、破砕間隙13にもセメント層32を充填するようにする。
ここで、セメントとしては、例えば、太平洋セメント(株)のホワイトセメントがあり、光透過性粒子31としては、日硝加工(株)のソーダ石灰ガラスB22−80とB16−22を2対3の比率で配合したものがある。
このような製造方法によって製造された光透過性建材101は、接着層1と、接着層1に積層され、破砕加工が施された光透過性基板2と、光透過性粒子31を含み、光透過性基板2の破砕間隙13を充填するように光透過性基板2に積層されたセメント層32とを備える。
詳しく説明すると、破砕工程S1によって施された複数の破砕間隙13には、その後の左官工程S2によって細かい粒子からなるセメント層32により隙間なく充填されるので、間隙や孔がない建材として適した光透過性建材101の製造が可能となる。
すなわち、上述の製造方法によって製造された光透過性建材101は、間隙や孔がないため、風雨や音、埃等を通過させないので、照明装置の光源のカバー、部屋の間仕切、及び家屋の外壁等としての利用が可能となる。
すなわち、上述の製造方法によって製造された光透過性建材101は、間隙や孔がないため、風雨や音、埃等を通過させないので、照明装置の光源のカバー、部屋の間仕切、及び家屋の外壁等としての利用が可能となる。
また、上述の光透過性建材101は、主材料は光透過性基板2であり、複数の破砕間隙13に充填されるセメント層32にも複数の光透過性粒子31が含まれているため、光透過性基板2及び光透過性粒子31を介して光を透過させることができる光透過性建材101の製造が可能となる。
また、破砕工程S1で一度施された複数の破砕間隙13は、その後の左官工程S2によってセメント層32により隙間なく充填されるので、高い強度の光透過性建材101の製造が可能となる。
さらに、光透過性基板破片12が粗骨材の役割を担うので、高い強度の光透過性建材101の製造が可能となる。また、光透過性基板2としてガラスを使用すれば、ガラスの強度を利用したより高い強度の光透過性建材101の製造が可能となる。
さらに、光透過性基板破片12が粗骨材の役割を担うので、高い強度の光透過性建材101の製造が可能となる。また、光透過性基板2としてガラスを使用すれば、ガラスの強度を利用したより高い強度の光透過性建材101の製造が可能となる。
また、光透過性基板2には接着層1が含まれているので、破砕工程S1において完全に粉々に破砕することなく、原型を幾分残した状態で破砕間隙13を形成させることが可能である。よって、破砕工程S1後の光透過性基板2自体の形状を型枠として利用することができるので、光透過性建材101を容易に製造することができる。また、一般的な型枠を必要としないので、コストや手間の面でも有利である。
さらに、積層するセメント量が少なければ光透過性が高くなる。よって、積層するセメント量を調整することにより、一の部材において、光を透過する部分と光を透過しない部分とが外観上の区別なく連続している建材を製造することが可能となる。
(第二実施形態)
次に、本発明の第二実施形態に係る光透過性建材101Xの製造方法について説明する。
この実施形態において、上述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
この製造方法は、図3に示すように、破砕工程S11と、屈曲工程S12と、左官工程S13と、を備える。
尚、破砕工程S11は第一実施形態の破砕工程S1と、左官工程S13は第一実施形態の左官工程S2とそれぞれ同じであるので、説明を省略する。
次に、本発明の第二実施形態に係る光透過性建材101Xの製造方法について説明する。
この実施形態において、上述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
この製造方法は、図3に示すように、破砕工程S11と、屈曲工程S12と、左官工程S13と、を備える。
尚、破砕工程S11は第一実施形態の破砕工程S1と、左官工程S13は第一実施形態の左官工程S2とそれぞれ同じであるので、説明を省略する。
本実施形態では、破砕工程S11の後に屈曲工程S12を実行する。
すなわち、図4(a)に示すように、光透過性基板破片12が破砕間隙13を有して配されるように接着層1に積層されている状態の破砕状光透過性基板11を、任意の形状に屈曲させる。
破砕状光透過性基板11を屈曲させるには、破砕状光透過性基板11に任意の箇所から力を加えて任意の形状に変形させる方法がある。また、高さのある物体を支持台とし、その支持台の上に破砕状光透過性基板11を載せる方法もある(不図示)。これにより、破砕状光透過性基板11自体の重力により、該破砕状光透過性基板11の形状がたわみ、曲面を形成させることができる。
すなわち、図4(a)に示すように、光透過性基板破片12が破砕間隙13を有して配されるように接着層1に積層されている状態の破砕状光透過性基板11を、任意の形状に屈曲させる。
破砕状光透過性基板11を屈曲させるには、破砕状光透過性基板11に任意の箇所から力を加えて任意の形状に変形させる方法がある。また、高さのある物体を支持台とし、その支持台の上に破砕状光透過性基板11を載せる方法もある(不図示)。これにより、破砕状光透過性基板11自体の重力により、該破砕状光透過性基板11の形状がたわみ、曲面を形成させることができる。
このような製造方法によって製造された光透過性建材101Xは、図4(b)に示すように、接着層1と、接着層1に積層され、破砕加工が施された光透過性基板2と、光透過性粒子31を含み、光透過性基板2の破砕間隙13を充填するように光透過性基板2に積層されたセメント層32とを備えていて、接着層1、光透過性基板2、及びセメント層32は一体として任意の曲面形状を有している。
すなわち、屈曲工程S12において加える力を調整することにより、曲面の形状を任意に変形できる光透過性建材101Xの製造が可能となる。また、支持台の高さや支持台の上面の形状により自由に変形させることができる光透過性建材101Xの製造が可能となる。
(第三実施形態)
次に、本発明の第三実施形態に係る光透過性建材101Yの製造方法について説明する。
この実施形態において、上述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
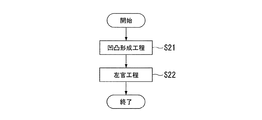
この製造方法は、図5に示すように、凹凸形成工程S21と、左官工程S22と、を備える。
次に、本発明の第三実施形態に係る光透過性建材101Yの製造方法について説明する。
この実施形態において、上述した実施形態で用いた部材と共通の部材には同一の符号を付して、その説明を省略する。
この製造方法は、図5に示すように、凹凸形成工程S21と、左官工程S22と、を備える。
まずは、凹凸形成工程S21の前工程として、図6(a)に示すように、光透過性基板2を準備する。
次に、凹凸形成工程S21を実行する。
すなわち、図6(b)に示すように、光透過性基板2の表面に砂等の研磨剤を吹き付ける加工法であるサンドブラスト等を施して、光透過性基板2の表面に凹形状と凸形状からなる凹凸部分16を形成する。これにより、光透過性基板2の表面は、凹凸部分16が複数連続して配され、全体として起伏をなす形状となる。
すなわち、図6(b)に示すように、光透過性基板2の表面に砂等の研磨剤を吹き付ける加工法であるサンドブラスト等を施して、光透過性基板2の表面に凹形状と凸形状からなる凹凸部分16を形成する。これにより、光透過性基板2の表面は、凹凸部分16が複数連続して配され、全体として起伏をなす形状となる。
次に、左官工程S22を実行する。
すなわち、図6(c)に示すように、光透過性粒子31を含むセメント層32を、凹凸部分16の起伏を埋めるようにして、光透過性基板2の上面から積層する。
すなわち、図6(c)に示すように、光透過性粒子31を含むセメント層32を、凹凸部分16の起伏を埋めるようにして、光透過性基板2の上面から積層する。
このような製造方法によって製造された光透過性建材101Yは、表面に凹凸加工が施された光透過性基板2と、光透過性粒子31を含み、光透過性基板2の表面に積層されたセメント層32とを備える。
詳しく説明すると、凹凸形成工程S21によって施された凹凸部分16は、その後の左官工程S22によって細かい粒子からなるセメント層32により充填されるので、間隙や孔のない建材として適した光透過性建材101Yの製造が可能となる。
また、上記の光透過性建材101Yは、主材料は光透過性基板2であり、複数の凹凸部分16に充填されるセメント層32にも複数の光透過性粒子31が含まれているため、光透過性基板2及び光透過性粒子31を介して光を透過させることができる光透過性建材101Yの製造が可能となる。
また、凹凸形成工程S21によって光透過性基板2の表面に微小な凹凸を形成させるだけなので、光透過性基板2の強度を有効に利用した高い強度の光透過性建材101Yの製造が可能となる。
さらに、凹凸形成工程S21後の光透過性基板2自体の形状を型枠として利用することができるので、光透過性建材101Yを容易に製造することができる。また、一般的な型枠を必要としないので、コストや手間の面でも有利である。
特に、平坦な表面からなる光透過性建材101Yを製造する場合には、光透過性基板2を破砕させることなく微小な凹凸を形成させるだけで良いので、作業性の上で本実施形態が有利である。
また、上述した実施の形態において示した動作手順、あるいは各構成部材の諸形状や組み合わせ等は一例であって、本発明の趣旨から逸脱しない範囲において設計要求等に基づき種々変更可能である。
1…接着層
2…光透過性基板
13…破砕間隙
31…光透過性粒子
32…セメント層
101、101X、101Y…光透過性建材
S1、S11…破砕工程
S2、S13、S22…左官工程
S12…屈曲工程
S21…凹凸形成工程
2…光透過性基板
13…破砕間隙
31…光透過性粒子
32…セメント層
101、101X、101Y…光透過性建材
S1、S11…破砕工程
S2、S13、S22…左官工程
S12…屈曲工程
S21…凹凸形成工程
Claims (6)
- 接着層に積層された光透過性基板に対して破砕加工を施すことにより破砕間隙を形成する破砕工程と、
前記破砕間隙を充填するように光透過性粒子を含むセメント層を前記光透過性基板に積層する左官工程とを備えることを特徴とする光透過性建材の製造方法。 - 前記破砕工程と前記左官工程との間に、前記接着層及び前記光透過性基板を任意の形状に屈曲させる屈曲工程をさらに備えることを特徴とする請求項1に記載の光透過性建材の製造方法。
- 光透過性基板の表面にサンドブラストを施す凹凸形成工程と、
前記凹凸形成工程後の前記光透過性基板の表面に、光透過性粒子を含むセメント層を積層させる左官工程とを備えることを特徴とする光透過性建材の製造方法。 - 接着層と、
該接着層に積層され、破砕加工が施された光透過性基板と、
光透過性粒子を含み、前記光透過性基板の破砕間隙を充填するように前記光透過性基板に積層されたセメント層とを備えることを特徴とする光透過性建材。 - 前記接着層の両面に前記光透過性基板が積層されており、
これら光透過性基板のそれぞれに前記セメント層が積層されていることを特徴とする請求項4に記載の光透過性建材。 - 表面に凹凸加工が施された光透過性基板と、
光透過性粒子を含み、前記光透過性基板の表面に積層されたセメント層とを備えることを特徴とする光透過性建材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046413A JP5174200B2 (ja) | 2011-03-03 | 2011-03-03 | 光透過性建材の製造方法、及び光透過性建材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011046413A JP5174200B2 (ja) | 2011-03-03 | 2011-03-03 | 光透過性建材の製造方法、及び光透過性建材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012184546A true JP2012184546A (ja) | 2012-09-27 |
| JP5174200B2 JP5174200B2 (ja) | 2013-04-03 |
Family
ID=47014842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011046413A Expired - Fee Related JP5174200B2 (ja) | 2011-03-03 | 2011-03-03 | 光透過性建材の製造方法、及び光透過性建材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5174200B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6032341U (ja) * | 1983-08-08 | 1985-03-05 | 清水 茂夫 | 蓄光性コンクリ−ト |
| JPH01219251A (ja) * | 1988-02-26 | 1989-09-01 | Terazoo Kogyo Kk | 導光体埋設コンクリートブロック及びその製造方法並びにその照明装置 |
| JPH0733555A (ja) * | 1993-07-12 | 1995-02-03 | Miracle Kaihatsu Jigiyou Kyodo Kumiai | 人造タイル |
-
2011
- 2011-03-03 JP JP2011046413A patent/JP5174200B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6032341U (ja) * | 1983-08-08 | 1985-03-05 | 清水 茂夫 | 蓄光性コンクリ−ト |
| JPH01219251A (ja) * | 1988-02-26 | 1989-09-01 | Terazoo Kogyo Kk | 導光体埋設コンクリートブロック及びその製造方法並びにその照明装置 |
| JPH0733555A (ja) * | 1993-07-12 | 1995-02-03 | Miracle Kaihatsu Jigiyou Kyodo Kumiai | 人造タイル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5174200B2 (ja) | 2013-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2011034300A3 (ko) | 곡면 형태의 디스플레이 패널 제조 방법 | |
| CA2931072C (en) | Foam glass integrated plate effective in water and fire proofing, thermal insulation and decoration | |
| KR101695624B1 (ko) | 가구 및 건축재에 적용 가능한 친환경 준불연 패널 및 그 제조방법 | |
| KR102238977B1 (ko) | 복합 적층 구조를 이루는 건축용 외장패널 구조체 | |
| JP5174200B2 (ja) | 光透過性建材の製造方法、及び光透過性建材 | |
| US10239298B2 (en) | Layer assembly comprising mineral material and glass and method for the production thereof | |
| ITTV20030134A1 (it) | Procedimento per la realizzazione di manufatti in lastra o pannello a due strati, e manufatti in lastre o pannelli con esso ottenibili. | |
| CN107060169A (zh) | 楼板保温隔声板及生产工艺、铺设工艺 | |
| CN104453084A (zh) | 新型夹心结构墙体 | |
| CN206091140U (zh) | 一种边角增强型石材复合板 | |
| ATE538271T1 (de) | Endprodukte für zivile und städtische gebäude | |
| CN203905205U (zh) | 一体化整体连接夹心结构墙体 | |
| CN2539791Y (zh) | 石材复合板 | |
| CN201009491Y (zh) | 波状增强空腹金属板 | |
| KR102021482B1 (ko) | 천연플레이트 스톤시트를 이용한 실내외장식용 내장재의 제조방법 및 그 방법에 의해 제조된 내장재 | |
| CN201031459Y (zh) | 隔声复合墙砖 | |
| CN2533176Y (zh) | 防火隔板 | |
| CN106564236A (zh) | 一种连接牢固的装饰板 | |
| CN215167501U (zh) | 一种强度高的大理石 | |
| CN207017558U (zh) | 一种复合石板 | |
| CN204510666U (zh) | 一种可以弯曲的轻质隔声板 | |
| CA2915101A1 (en) | Thermoplastic tile panel for architectural covering | |
| JP3141163U (ja) | 建材用軽量硝子板 | |
| CN203049986U (zh) | 一种复合墙材 | |
| CN201045226Y (zh) | 薄片墙板结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121227 |
|
| LAPS | Cancellation because of no payment of annual fees |