JP2012187533A - 粉砕装置および筒状アダプター - Google Patents
粉砕装置および筒状アダプター Download PDFInfo
- Publication number
- JP2012187533A JP2012187533A JP2011054211A JP2011054211A JP2012187533A JP 2012187533 A JP2012187533 A JP 2012187533A JP 2011054211 A JP2011054211 A JP 2011054211A JP 2011054211 A JP2011054211 A JP 2011054211A JP 2012187533 A JP2012187533 A JP 2012187533A
- Authority
- JP
- Japan
- Prior art keywords
- injection nozzle
- nozzle
- cylindrical adapter
- flow path
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C19/00—Other disintegrating devices or methods
- B02C19/06—Jet mills
- B02C19/065—Jet mills of the opposed-jet type
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Disintegrating Or Milling (AREA)
Abstract
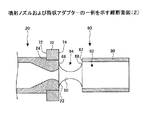
【解決手段】気流を噴射する噴射ノズル20と、噴射ノズル20から噴射される気流によって被粉砕物を粉砕する粉砕室40と、噴射ノズル20に装着される筒状アダプター60とを有し、筒状アダプター60は、噴射ノズル20の前端から噴射された気流が通る流路62を内部に有し、流路62の側壁には、粉砕室40内の被粉砕物を流路62に吸入する吸入孔64が設けられる粉砕装置10において、噴射ノズル20および筒状アダプター60は、噴射ノズル20に筒状アダプター60を装着したとき、噴射ノズル20の前端面22と吸入孔64の後端面66とが同一平面上に位置する粉砕装置10を提供する。
【選択図】図2
Description
気流を噴射する噴射ノズルと、該噴射ノズルから噴射される気流によって被粉砕物を粉砕する粉砕室と、前記噴射ノズルに装着される筒状アダプターとを有し、該筒状アダプターは、前記噴射ノズルの前端から噴射された気流が通る流路を内部に有し、前記流路の側壁には、前記粉砕室内の被粉砕物を前記流路に吸入する吸入孔が設けられる粉砕装置において、
前記噴射ノズルおよび前記筒状アダプターは、前記噴射ノズルに前記筒状アダプターを装着したとき、前記噴射ノズルの前端面と前記吸入孔の後端面とが同一平面上に位置する粉砕装置を提供する。
前記噴射ノズルに装着されたとき、前記噴射ノズルの前端面と前記吸入孔の後端面とが同一平面上に位置する筒状アダプターを提供する。
ポリエステル樹脂75重量%とスチレンアクリル共重合樹脂10重量%とカーボンブラック15重量%の混合物をロールミルにて溶融混練し、冷却固化した後ハンマーミルで粗粉砕してトナー原料を作製した。
<粉砕分級条件>
噴射ノズルに供給する圧縮空気の圧力:0.55MPa
分級機を構成するローターの周速:40m/s
リングノズルの長さL:噴射ノズルの出口の直径D1の16倍(L=16×D1)
リングノズルの出口の直径D2:噴射ノズルの出口の直径D1の8倍(D2=8×D1)
吸入孔の開口面積の合計A1:リングノズルの出口面積A2の0.7倍(A1=0.7×A2)
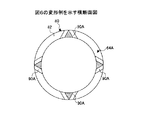
連結部材の数:3個(図6参照)
その結果、重量平均粒径:6.5μm、4μm以下の微粉の含有率(個数平均):48POP.%、16μm以上の粗粉の含有率(重量平均):1.0Vol%のトナー粒子を、114kg/hr得ることができた。粒径の測定に際してはコールターカウンター社のマルチサイザーを用いた。
実施例2では、リングノズルの長さLを、噴射ノズルの出口の直径D1の20倍(L=20×D1)とした以外は実施例1と同じ粉砕分級条件で、実施例1と同じトナー原料を粉砕分級した。
実施例3では、リングノズルの出口の直径D2を、噴射ノズルの出口の直径D1の10倍(D2=10×D1)とした以外は実施例2と同じ粉砕分級条件で、実施例1と同じトナー原料を粉砕分級した。
実施例4では、吸入孔の開口面積の合計A1を、リングノズルの出口面積A2の0.9倍(A1=0.9×A2)とした以外は実施例3と同じ粉砕分級条件で、実施例1と同じトナー原料を粉砕分級した。
比較例1では、図1〜図6に示す筒状アダプターの代わりに、図9に示す従来の筒状アダプターを用い、噴射ノズルに供給する圧縮空気の圧力を0.6MPaとし、分級機を構成するローターの周速:45m/sとし、実施例1と同じトナー原料を粉砕分級した。
20 噴射ノズル
22 噴射ノズルの前端面
24 段差部
60 筒状アダプター
62 流路
64 吸入孔
66 吸入孔の後端面
70 装着リング
72 装着リングの前端面
80 リングノズル
90 連結部材
Claims (8)
- 気流を噴射する噴射ノズルと、該噴射ノズルから噴射される気流によって被粉砕物を粉砕する粉砕室と、前記噴射ノズルに装着される筒状アダプターとを有し、該筒状アダプターは、前記噴射ノズルの前端から噴射された気流が通る流路を内部に有し、前記流路の側壁には、前記粉砕室内の被粉砕物を前記流路に吸入する吸入孔が設けられる粉砕装置において、
前記噴射ノズルおよび前記筒状アダプターは、前記噴射ノズルに前記筒状アダプターを装着したとき、前記噴射ノズルの前端面と前記吸入孔の後端面とが同一平面上に位置する粉砕装置。 - 前記筒状アダプターは、前記筒状アダプターを前記噴射ノズルに装着する装着リングと、前記流路の一部を囲むリングノズルと、前記装着リングと前記リングノズルとを連結する連結部材とを有し、前記吸入孔は、前記装着リングと前記リングノズルとの間に設けられ、
前記噴射ノズルおよび前記筒状アダプターは、前記噴射ノズルに前記筒状アダプターを装着したとき、前記噴射ノズルの前端面と前記装着リングの前端面とが同一平面上に位置し、且つ、連続的につながる請求項1に記載の粉砕装置。 - 前記リングノズルの軸方向長さをLとし、前記噴射ノズルの出口の直径をD1とすると、5×D1≦L≦50×D1の式を満たす請求項2に記載の粉砕装置。
- 前記リングノズルの出口の直径をD2とし、前記噴射ノズルの出口の直径をD1とすると、2×D1≦D2≦20×D1の式を満たす請求項2または3に記載の粉砕装置。
- 前記吸入孔の開口面積の合計をA1とし、前記リングノズルの出口面積をA2とすると、
0.6×A2≦A1≦0.9×A2の関係式を満たす請求項2〜4のいずれか1項に記載の粉砕装置。 - 前記連結部材は、前記筒状アダプターの周方向に沿って等間隔に複数設けられる請求項2〜5のいずれか1項に記載の粉砕装置。
- 前記噴射ノズルおよび前記筒状アダプターは、互いに螺合可能に構成される請求項1〜6のいずれか1項に記載の粉砕装置。
- 粉砕室内の被粉砕物を粉砕するため気流を噴射する噴射ノズルに装着される筒状アダプターであって、前記噴射ノズルの前端から噴射された気流が通る流路を内部に有し、前記流路の側壁には、前記粉砕室内の被粉砕物を前記流路に吸入する吸入孔が設けられる筒状アダプターにおいて、
前記噴射ノズルに装着されたとき、前記噴射ノズルの前端面と前記吸入孔の後端面とが同一平面上に位置する筒状アダプター。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054211A JP5790042B2 (ja) | 2011-03-11 | 2011-03-11 | 粉砕装置および筒状アダプター |
| US13/368,884 US8905340B2 (en) | 2011-03-11 | 2012-02-08 | Pulverizer and cylindrical adaptor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054211A JP5790042B2 (ja) | 2011-03-11 | 2011-03-11 | 粉砕装置および筒状アダプター |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012187533A true JP2012187533A (ja) | 2012-10-04 |
| JP5790042B2 JP5790042B2 (ja) | 2015-10-07 |
Family
ID=46794632
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011054211A Expired - Fee Related JP5790042B2 (ja) | 2011-03-11 | 2011-03-11 | 粉砕装置および筒状アダプター |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8905340B2 (ja) |
| JP (1) | JP5790042B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9022307B2 (en) | 2012-03-21 | 2015-05-05 | Ricoh Company, Ltd. | Pulverizer |
| FR3072307B1 (fr) * | 2017-10-12 | 2019-11-15 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Dispositif et procede de broyage cryogenique a jets confluents |
| CN107837923A (zh) * | 2017-10-24 | 2018-03-27 | 廊坊新龙立机械制造有限公司 | 一种流化床气流粉碎机及气流粉碎方法 |
| CN117753527B (zh) * | 2024-02-22 | 2024-05-28 | 世源科技工程有限公司 | 一种气磨机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6129212A (en) * | 1996-04-17 | 2000-10-10 | Voith Sulzer Stoffaufbereitung Gmbh | Flotation process and mixing device |
| JP2003144882A (ja) * | 2001-11-12 | 2003-05-20 | Ikeuchi:Kk | 水中噴射ノズルおよび該ノズルを備えた水流発生装置 |
| JP2004073992A (ja) * | 2002-08-15 | 2004-03-11 | Ricoh Co Ltd | 流動層式粉砕分級装置 |
| JP2008126213A (ja) * | 2006-11-24 | 2008-06-05 | Ricoh Co Ltd | 粉砕装置、粉砕方法、これを使用したトナーの製造方法及びこれによって得られたトナー |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07289933A (ja) | 1994-04-28 | 1995-11-07 | Canon Inc | 粉砕装置 |
| JPH08112543A (ja) | 1994-10-17 | 1996-05-07 | Canon Inc | 粉砕装置 |
| JP3093158B2 (ja) | 1996-12-18 | 2000-10-03 | ホソカワミクロン株式会社 | 微粉製造装置 |
| JPH10286483A (ja) | 1997-04-14 | 1998-10-27 | Mitsubishi Chem Corp | 粉砕分級方法 |
| DE19728382C2 (de) | 1997-07-03 | 2003-03-13 | Hosokawa Alpine Ag & Co | Verfahren und Vorrichtung zur Fließbett-Strahlmahlung |
| JP2000015126A (ja) | 1998-06-29 | 2000-01-18 | Minolta Co Ltd | 流動層型ジェット粉砕機 |
| CN1287023A (zh) * | 1999-09-08 | 2001-03-14 | 株式会社威士诺 | 喷射式粉碎机 |
| US6503681B2 (en) | 1999-12-21 | 2003-01-07 | Ricoh Company, Ltd. | Process for the production of toner for developing electrostatic image |
| JP3916826B2 (ja) | 2000-01-21 | 2007-05-23 | 株式会社リコー | 静電荷像現像用トナーの製造方法 |
| JP3992224B2 (ja) | 2002-03-20 | 2007-10-17 | 株式会社リコー | 電子写真トナー製造用流動槽式粉砕分級機およびそれを用いたトナーの製造方法 |
| JP2004121958A (ja) | 2002-10-01 | 2004-04-22 | Ricoh Co Ltd | 流動槽型ジェット粉砕機 |
| US7032849B2 (en) | 2003-01-23 | 2006-04-25 | Ricoh Company, Ltd. | Fluidized bed pulverizing and classifying apparatus, and method of pulverizing and classifying solids |
| EP1480087B1 (en) | 2003-05-19 | 2013-08-28 | Ricoh Company, Ltd. | Kneading and pulverizing method for producing a toner |
| JP2004358365A (ja) | 2003-06-04 | 2004-12-24 | Ricoh Co Ltd | 粉砕装置及び粉砕方法 |
| DE602004021219D1 (de) | 2003-10-01 | 2009-07-09 | Ricoh Uk Products Ltd | Tonerherstellungsverfahren, Entwickler, Tonerbehälter, Prozesskartusche, Bilderzeugungsapparat und Bildherstellungsverfahren |
| JP4286111B2 (ja) | 2003-11-14 | 2009-06-24 | 株式会社栗本鐵工所 | 気流式粉砕機 |
| JP4794852B2 (ja) | 2003-12-12 | 2011-10-19 | 株式会社リコー | トナー、その製造方法、現像剤及び画像形成方法並びに画像形成装置 |
| EP1775024A1 (en) * | 2004-07-09 | 2007-04-18 | Sunrex Kogyo Co.,Ltd. | Jet mill |
| JP4738770B2 (ja) | 2004-07-27 | 2011-08-03 | 株式会社リコー | 粉砕装置および粉砕方法 |
| JP2006061902A (ja) | 2004-07-28 | 2006-03-09 | Ricoh Co Ltd | 粉砕装置及び粉砕方法 |
| US7776503B2 (en) | 2005-03-31 | 2010-08-17 | Ricoh Company, Ltd. | Particles and manufacturing method thereof, toner and manufacturing method thereof, and developer, toner container, process cartridge, image forming method and image forming apparatus |
| JP5145816B2 (ja) | 2006-09-15 | 2013-02-20 | 株式会社リコー | 電子写真トナー粉砕機及び電子写真トナー粉砕方法 |
| JP2008114190A (ja) | 2006-11-07 | 2008-05-22 | Ricoh Co Ltd | 粉砕装置及び粉砕方法 |
| JP5087307B2 (ja) | 2007-04-10 | 2012-12-05 | 株式会社アーステクニカ | ジェットミル |
| JP5504629B2 (ja) * | 2009-01-05 | 2014-05-28 | 株式会社リコー | 気流式粉砕分級装置 |
-
2011
- 2011-03-11 JP JP2011054211A patent/JP5790042B2/ja not_active Expired - Fee Related
-
2012
- 2012-02-08 US US13/368,884 patent/US8905340B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6129212A (en) * | 1996-04-17 | 2000-10-10 | Voith Sulzer Stoffaufbereitung Gmbh | Flotation process and mixing device |
| JP2003144882A (ja) * | 2001-11-12 | 2003-05-20 | Ikeuchi:Kk | 水中噴射ノズルおよび該ノズルを備えた水流発生装置 |
| JP2004073992A (ja) * | 2002-08-15 | 2004-03-11 | Ricoh Co Ltd | 流動層式粉砕分級装置 |
| JP2008126213A (ja) * | 2006-11-24 | 2008-06-05 | Ricoh Co Ltd | 粉砕装置、粉砕方法、これを使用したトナーの製造方法及びこれによって得られたトナー |
Also Published As
| Publication number | Publication date |
|---|---|
| US8905340B2 (en) | 2014-12-09 |
| JP5790042B2 (ja) | 2015-10-07 |
| US20120228414A1 (en) | 2012-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR970008350B1 (ko) | 충돌식 기류분쇄기 및 토너의 제조방법 | |
| KR930001984A (ko) | 충돌식 기류 분쇄기, 미분체 제조장치 및 토너의 제조 방법 | |
| JP5790042B2 (ja) | 粉砕装置および筒状アダプター | |
| JP2004050180A (ja) | 流体化基層ジェットミル用複奇数ベル状開口ノズル装置 | |
| JP5474363B2 (ja) | 水平旋回流型ジェットミル | |
| CN117339707A (zh) | 一种超细粉碎装置 | |
| JP6255681B2 (ja) | トナーの製造方法およびトナーの製造装置 | |
| JP3182039B2 (ja) | 粉砕装置 | |
| JP3219955B2 (ja) | 衝突式気流粉砕機 | |
| JP2000140675A (ja) | 粉砕装置 | |
| JP2010284634A (ja) | 粉砕装置 | |
| JP2012161722A (ja) | 粉砕装置 | |
| JP3114040B2 (ja) | 衝突式気流粉砕機 | |
| JPS6372361A (ja) | ジエツト気流式粉砕機 | |
| JP5090944B2 (ja) | 分級機構を内蔵したジェットミル | |
| CN209379148U (zh) | 一种气流磨耐磨结构 | |
| JP2005118725A (ja) | 粉砕ノズル、供給ノズル及びそれを備えたジェットミル、並びにそれを用いた砕料の粉砕方法 | |
| JPH02152559A (ja) | 粉砕およびコーティング装置 | |
| JP2002224585A (ja) | 粉砕装置及びトナーの製造装置 | |
| JP3313922B2 (ja) | 粉砕装置 | |
| JP3093343B2 (ja) | 衝突式気流粉砕機及び粉体原料の粉砕方法 | |
| JP3703256B2 (ja) | 衝突式気流粉砕機及びトナーの製造方法 | |
| JP3101786B2 (ja) | 衝突式気流粉砕機 | |
| JPH0929127A (ja) | 粉砕装置 | |
| JP2001025678A (ja) | 衝突式粉砕装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150720 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5790042 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |