JP2012196806A - 射出成形品の製造装置及び製造方法 - Google Patents
射出成形品の製造装置及び製造方法 Download PDFInfo
- Publication number
- JP2012196806A JP2012196806A JP2011061192A JP2011061192A JP2012196806A JP 2012196806 A JP2012196806 A JP 2012196806A JP 2011061192 A JP2011061192 A JP 2011061192A JP 2011061192 A JP2011061192 A JP 2011061192A JP 2012196806 A JP2012196806 A JP 2012196806A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- injection
- molded product
- hole
- molten resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12に形成され、且つ先端面18aの面積が第二金型14とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填し、この射出充填した溶融樹脂が硬化した後に、型開き状態で、硬化した溶融樹脂を先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外して、硬化した溶融樹脂からなる射出成形品を形成する。
【選択図】 図2
Description
特許文献1に開示されている製造方法は、一対の金型の一方のうち貫通孔に対応する部分に、貫通孔の少なくとも一部分に対応する棒状部材が、他方の金型へ向かう方向に付勢状態で突設されている成形装置を用いる方法である。具体的には、一方の金型が有する成形用凹部に溶融樹脂を供給した後、一対の金型を型閉じ状態としてプレス成形することにより、貫通孔を有する部品を製造する方法である。
このため、成形装置の継続的な使用等により、棒状部材や、型閉じ状態で棒状部材と対向する部分に磨耗等が生じると、棒状部材と他方の金型とが対向する部分に、隙間が形成される可能性がある。
ここで、貫通孔の両端側は、レンズと対向する側の開口部と、この開口部と反対側の開口部、すなわち、CISMの外部へ向けて開口している側の開口部により形成されている。また、外部へ向けて開口している側の開口部は、レンズの絞りを設定するために、レンズと対向する側の開口部よりも内径が小さい。
本発明の課題は、射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすることである。
型閉じ及び型開きが可能であり且つ前記型閉じ状態で溶融樹脂が射出充填される成形空間(例えば、図3の成形空間20)が内部に形成される一組の金型(例えば、図2の第一金型12及び第二金型14)を備え、前記一組の金型のうち一方の金型(例えば、図2の第一金型12)は、前記型閉じ状態で他方の金型(例えば、図2の第二金型14)と先端面(例えば、図2の先端面18a)が面接触する柱状の貫通孔形成用突出部(例えば、図2の貫通孔形成用突出部18)を備え、前記貫通孔形成用突出部の前記先端面の面積は、前記他方の金型とつながる位置における前記貫通孔形成用突出部の断面積よりも大きいことを特徴としている。
これにより、射出成形品が、型閉じ状態において、貫通孔形成用突出部の先端面と他方の金型とが対向する部分に隙間が形成された状態で製造された場合であっても、射出成形品に発生するバリの形成箇所を、貫通孔のうち、貫通孔形成用突出部の先端面と対応する部分のみに規定することが可能となる。
このため、貫通孔のうち、貫通孔形成用突出部の先端面と対応する部分以外にバリが形成されることを防止することが可能となり、射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすることが可能となる。
型閉じ及び型開きが可能であり且つ前記型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される一組の金型のうち一方の金型に形成され、且つ先端面の面積が他方の金型とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部の前記先端面を前記型閉じ状態で前記他方の金型と面接触させた状態で、前記成形空間内へ前記溶融樹脂を射出充填する樹脂射出工程と、前記樹脂射出工程において前記成形空間内へ射出充填した前記溶融樹脂が硬化した後に、前記硬化した溶融樹脂を前記型開き状態で前記先端面側から無理抜きして、前記硬化した溶融樹脂を前記貫通孔形成用突出部から取り外す無理抜き工程と、を有することを特徴としている。
これにより、射出成形品が、型閉じ状態において、貫通孔形成用突出部の先端面と他方の金型とが対向する部分に隙間が形成された状態で製造された場合であっても、射出成形品に発生するバリの形成箇所を、貫通孔のうち、貫通孔形成用突出部の先端面と対応する部分のみに規定することが可能となる。
このため、貫通孔のうち、貫通孔形成用突出部の先端面と対応する部分以外にバリが形成されることを防止することが可能となり、射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすることが可能となる。
前記樹脂射出工程では、硬化した状態で前記先端面側からの無理抜きが可能な曲げ弾性率を有する溶融樹脂を前記成形空間内へ射出充填することを特徴としている。
このような構成により、射出成形品を製造する際に、無理抜き工程において、成形空間内で硬化した溶融樹脂を、貫通孔形成用突出部の先端面側から無理抜きしても、硬化した溶融樹脂から形成される射出成形品に生じる損傷を低減することが可能となる。
(第一実施形態)
(構成)
まず、図1を用いて、第一実施形態における、射出成形品の構成について説明する。
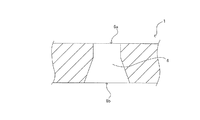
図1は、射出成形品の概略構成を示す図であり、射出成形品の一部を板厚方向に切った断面図である。
図1中に示すように、射出成形品1は、複数個のレンズ2の上面(図1中では、レンズ2の上側の面)側に配置される部品であり、板厚方向(図1中では、上下方向。以降の文中でも同様)に貫通する複数箇所の貫通孔4を有している。なお、図1中には、射出成形品1が有する複数箇所の貫通孔4のうち一箇所における、射出成形品1の断面図を示している。
なお、第一実施形態では、一例として、射出成形品1の材料である樹脂材料を、射出成形法で製造可能な、エラストマー樹脂とした場合を説明する。
貫通孔4の両端は、内径が異なる、二箇所の開口部6a,6bで形成されている。
二箇所の開口部6a,6bのうち一方の開口部6aは、射出成形品1のうち、レンズ2と対向する側と反対の面に開口し、CISMの外部へ向けて開口している。なお、以降の説明では、開口部6aを、「小径開口部6a」と記載する場合がある。
小径開口部6aの内径Id1は、大径開口部6bの内径Id2未満である。また、小径開口部6aの内径Id1は、レンズ2の絞りを設定した値とするための内径に設定されており、例えば、0.5〜1.0[mm]程度に設定されている。
なお、第一実施形態では、一例として、小径開口部6aを、内径が0.5[mm]程度の円形に形成した場合を説明する。これに伴い、第一実施形態では、一例として、大径開口部6bを、内径が1.0[mm]程度の円形に形成した場合を説明する。
以上により、第一実施形態では、貫通孔4の、射出成形品1の板厚方向と直交する方向(図1中では、紙面と直交する方向)から見た形状が、上底の長さ(先端側の外径)よりも下底の長さ(基端側の外径)が短く、上底と下底とを結ぶ二本の直線が対称な斜辺を形成する台形となっている。すなわち、第一実施形態では、貫通孔4が、貫通孔4の、射出成形品1の板厚方向と直交する方向から見て、貫通孔4の内径面を形成する二本の直線が、共に、単一及び同一のテーパーを有している。
なお、図1中に示すレンズ2は、レンズアレイ8を構成する複数のレンズの一つであり、その一部が、貫通孔4内に配置されている。また、レンズアレイ8は、複数のレンズ2をアレイ状に配列(第一実施形態では、複数のレンズ2を直列に配列した状態)して形成されている。
以下、図1を参照しつつ、図2を用いて、射出成形品1の製造装置について説明する。
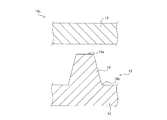
射出成形品1(アパーチャアレイ)を製造する装置(射出成形品1の製造装置)としては、例えば、図2中に示すような射出成形用金型10を用いる。なお、図2は、射出成形用金型10の概略構成を示す断面図である。
以下、射出成形用金型10の概略構成について説明する。
射出成形用金型10は、第一金型12と、第二金型14を備えている。
第一金型12と第二金型14は、型閉じ及び型開きが可能な一組の金型であり、射出成形品1を製造する際には、型閉じ状態で内部に形成される成形空間内に、射出成形品1の材料である溶融樹脂を射出充填する。なお、図2中には、型開き状態の第一金型12及び第二金型14を示している。
平板部16は、板状に形成されており、第二金型14と対向する面が平坦面で形成されている。
貫通孔形成用突出部18は、第二金型14へ向けて突出する柱状に形成されており、平板部16のうち、第二金型14と対向する面上に設けられて、平板部16と一体に形成されている。なお、第一実施形態では、一例として、貫通孔形成用突出部18を、円柱状に形成した場合を説明する。
また、貫通孔形成用突出部18は、先端面18aの面積が、第二金型14とつながる位置における貫通孔形成用突出部18の断面積よりも大きくなるように形成されている。
貫通孔形成用突出部18の基端部18bは、平板部16のうち第二金型14と対向する面上に設けられている。
また、第二金型14の第一金型12と対抗する面は、平坦面に形成されている。
さらに、第二金型14のうち、第一金型12及び第二金型14を型閉じ状態とした場合に、貫通孔形成用突出部18の先端面18aと接触する部分は、貫通孔形成用突出部18の先端面18aと同様、平坦面で形成されている。
以下、図1及び図2を参照しつつ、図3を用いて、射出成形品1の製造方法について説明する。
射出成形品1の製造方法は、貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填する樹脂射出工程を有している。
これに加え、射出成形品1の製造方法は、樹脂射出工程において成形空間内へ射出充填した溶融樹脂が硬化した後に、硬化した溶融樹脂を、型開き状態で先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外す無理抜き工程を有している。
以下、樹脂射出工程について説明する。
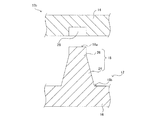
樹脂射出工程では、まず、型開き状態において、第一金型12を移動させ、図3中に示すように、第一金型12と第二金型14とを接触させて第一金型12及び第二金型14を型閉じ状態とし、第一金型12と第二金型14との間に成形空間(キャビティ)20を形成する。なお、図3は、樹脂射出工程における第一金型12と第二金型14の状態を示す断面図である。
したがって、第一実施形態では、型閉じ状態において貫通孔形成用突出部18の先端面18aと第二金型14とが対向する部分に、第一金型12と第二金型14との分割線(パーティングライン)が形成されている。また、第一金型12と第二金型14との分割線は、貫通孔形成用突出部18の先端面18aと平行である。
ここで、第一実施形態では、溶融樹脂を、硬化した状態で、樹脂射出工程の後工程である無理抜き工程において、破断等の損傷を生じることなく弾性変形して、貫通孔形成用突出部18から取り外すことが可能な軟質の樹脂材料を用いている。
すなわち、第一実施形態では、樹脂射出工程において、硬化した状態で貫通孔形成用突出部18の先端面18a側からの無理抜きが可能な曲げ弾性率を有する溶融樹脂を、成形空間20内へ射出充填する。
以下、無理抜き工程について説明する。
樹脂射出工程において成形空間20内へ射出充填した溶融樹脂が硬化した後、第一金型12を移動させて第二金型14から離間させて、第一金型12及び第二金型14を型開き状態とする。
そして、成形空間20内で硬化した溶融樹脂を、貫通孔形成用突出部18の先端面18a側から無理抜きして、硬化した溶融樹脂から形成される射出成形品1を、貫通孔形成用突出部18から取り外し、無理抜き工程の製造を終了する。なお、成形空間20内で硬化した溶融樹脂の、貫通孔形成用突出部18の先端面18a側からの無理抜きは、例えば、第一金型12の構成を、第二金型14側へ突出して成形空間20内へ移動可能なエジェクターピンを備える構成とし、このエジェクターピンを駆動させることにより行う。
このため、成形空間20内で硬化した溶融樹脂を、貫通孔形成用突出部18の先端面18a側から無理抜きしても、硬化した溶融樹脂から形成される射出成形品1に生じる損傷を低減可能な状態で、設計した形状の貫通孔4を有する射出成形品1が形成される。
以下、図1から図3を参照しつつ、図4を用いて、射出成形用金型10が欠損している状態で、上述した製造方法により形成した射出成形品1について説明する。
射出成形用金型10の継続的な使用等により、貫通孔形成用突出部18の先端面18aや、第二金型14のうち貫通孔形成用突出部18の先端面18aに磨耗等が生じて、この磨耗した部分が欠損すると、型閉じ状態において、貫通孔形成用突出部18の先端面18aと第二金型14とが対向する部分に隙間が形成される。なお、以下の説明は、貫通孔形成用突出部18の先端面18aのうち、貫通孔形成用突出部18の外径面の一部と連続する部分に磨耗が生じ、この磨耗部分が欠損した場合を前提として記載する。
ここで、第一実施形態では、型閉じ状態において貫通孔形成用突出部18の先端面18aと第二金型14とが対向する部分に、第一金型12と第二金型14との分割線が形成されており、この分割線は、貫通孔形成用突出部18の先端面18aと平行である。
この場合、射出成形品1に形成されているバリ22の形状寸法が、レンズ2の絞りが設計した値となる程度の許容可能な形状寸法であれば、バリ22が形成されている射出成形品1であっても、破棄することなく使用可能であるため、射出成形品1の製造に関して、コストの増加及び歩留りの低下を抑制することが可能となる。
次に、図1から図4を参照して、射出成形品1の動作を説明する。
上述したように、第一実施形態の射出成形品1は、スキャナーに用いられるCISMを形成する部品であり、複数個のレンズ2に対応する複数箇所の貫通孔4を有する開口板である。
したがって、スキャナーの使用時、すなわち、紙面に印刷された文字等を読み取る際に、CISMの外部からレンズ2へ入射する入射光は、小径開口部6aから貫通孔4を通過して、レンズ2へ入射することとなる。
以上により、第一実施形態では、射出成形品1が、型閉じ状態において貫通孔形成用突出部18の先端面18aと第二金型14とが対向する部分に隙間が形成された状態の射出成形用金型10で製造された場合であっても、CISMの外部からレンズ2へ入射する入射光の量(入射光量)が低下することを抑制可能となる。
このため、射出成形品1を製造する際に、無理抜き工程において、成形空間20内で硬化した溶融樹脂を、貫通孔形成用突出部18の先端面18a側から無理抜きしても、硬化した溶融樹脂から形成される射出成形品1に生じる損傷を低減可能な状態で、レンズ2の絞りを設計した値とするための、設計した形状の貫通孔4を有する射出成形品1を形成することが可能となる。
ここで、図1から図4を参照しつつ、図5から図8を用いて、第一実施形態の射出成形用金型10と分割線の異なる射出成形用金型と、この射出成形用金型を用いて製造した射出成形品とを、二つ例示して、第一実施形態の射出成形用金型10及び射出成形品1と比較する。
比較対象とする第一の射出成形用金型としては、例えば、図5中に示すように、貫通孔形成用突出部18の構成が、先端面18aの面積が、第二金型14とつながる位置における貫通孔形成用突出部18の断面積未満となるように形成されている射出成形用金型10aを例示する。なお、図5は、第一の比較対象とする射出成形用金型10aの概略構成を示す断面図である。また、図5中では、第一実施形態の射出成形用金型10と同様の構成に、同一の符号を付して示している。
このため、射出成形用金型10aの状態が、貫通孔形成用突出部18の先端面18aと第二金型14との接触部分に隙間が形成された状態である場合、例えば、図6中に示すように、射出成形用金型10aを用いて製造した射出成形品1aは、射出成形品1aに発生するバリ22aの形成箇所が、小径開口部6aとなる。なお、図6は、欠損している射出成形用金型10aを用いて形成した射出成形品1aの一部を板厚方向に切った断面図である。また、図6中に示す射出成形品1aの部分は、図1中に示した射出成形品1の部分に対応しているため、図6中では、第一実施形態の射出成形品1と同様の構成に、同一の符号を付して示している。
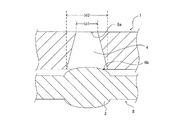
比較対象とする第二の射出成形用金型としては、例えば、図7中に示すように、貫通孔形成用突出部18の構成が、先端面18aの面積が、第二金型14とつながる位置における貫通孔形成用突出部18の断面積未満となるように形成されている射出成形用金型10bを例示する。なお、図7は、第二の比較対象とする射出成形用金型10bの概略構成を示す断面図である。また、図7中では、第一実施形態の射出成形用金型10と同様の構成に、同一の符号を付して示している。
台形断面部24は、貫通孔形成用突出部18の径方向(射出成形品1の板厚方向と直交する方向。図7中では、紙面と直交する方向)から見た断面の形状が、上底の長さよりも下底の長さが短く、上底と下底とを結ぶ二本の直線が対称な斜辺を形成する台形となっている。
これに加え、方形断面部26は、型閉じ状態において、第二金型14に設けられた方形断面部配置孔28内に挿入される。なお、方形断面部配置孔28は、方形断面部26と嵌合する形状に形成されており、断面が円形の凹部である。すなわち、方形断面部配置孔28の内径は、方形断面部26の外径と等しい。
この射出成形用金型10bでは、第一実施形態の射出成形用金型10と異なり、第一金型12と第二金型14との分割線が、貫通孔形成用突出部18のうち、小径開口部6aに対応する部分に形成されているとともに、この分割線は、貫通孔形成用突出部18の先端面18aと垂直をなす状態で、方形断面部配置孔28内に形成されている。
上述したように、第一実施形態の射出成形用金型10及び射出成形品1は、第一及び第二の比較対象と比較して、射出成形品1の貫通孔4における、開口面積の大きい側の大径開口部6bに、バリ22が形成されるようにすることが可能であり、小径開口部6aにバリが形成されることを防止可能であるため、CISMの外部からレンズ2へ入射する入射光の光路を妨げる要因の発生を抑制することが可能となる。
第一実施形態においては、貫通孔形成用突出部18の構成を、貫通孔形成用突出部18の径方向から見た形状が、台形となる構成としたが、貫通孔形成用突出部18の構成は、これに限定するものではない。
すなわち、貫通孔形成用突出部18の構成を、例えば、図9中に示すように、方形断面部26と台形断面部24から形成されている構成としてもよい。なお、図9は、第一実施形態の変形例を示す図である。
すなわち、図9中に示す貫通孔形成用突出部18は、貫通孔形成用突出部18の外径面を形成する線が、傾斜(テーパー)を有する直線と、貫通孔形成用突出部18の軸方向(図9中では、上下方向)と平行な直線とを連続させた屈曲線で形成されている。
また、第一実施形態においては、射出成形品1を、複数個のレンズ2に対応する複数箇所の貫通孔4を有する開口板としたが、射出成形品1は、これに限定するものではなく、例えば、インク等の流体を通過させる貫通孔を有するノズル等に適用してもよい。
Claims (3)
- 型閉じ及び型開きが可能であり且つ前記型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される一組の金型を備え、
前記一組の金型のうち一方の金型は、前記型閉じ状態で他方の金型と先端面が面接触する柱状の貫通孔形成用突出部を備え、
前記貫通孔形成用突出部の前記先端面の面積は、前記他方の金型とつながる位置における前記貫通孔形成用突出部の断面積よりも大きいことを特徴とする射出成形品の製造装置。 - 型閉じ及び型開きが可能であり且つ前記型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される一組の金型のうち一方の金型に形成され、且つ先端面の面積が他方の金型とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部の前記先端面を前記型閉じ状態で前記他方の金型と面接触させた状態で、前記成形空間内へ前記溶融樹脂を射出充填する樹脂射出工程と、
前記樹脂射出工程において前記成形空間内へ射出充填した前記溶融樹脂が硬化した後に、前記硬化した溶融樹脂を前記型開き状態で前記先端面側から無理抜きして、前記硬化した溶融樹脂を前記貫通孔形成用突出部から取り外す無理抜き工程と、を有することを特徴とする射出成形品の製造方法。 - 前記樹脂射出工程では、硬化した状態で前記先端面側からの無理抜きが可能な曲げ弾性率を有する溶融樹脂を前記成形空間内へ射出充填することを特徴とする請求項2に記載した射出成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061192A JP5760554B2 (ja) | 2011-03-18 | 2011-03-18 | アパーチャアレイの製造装置及び製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061192A JP5760554B2 (ja) | 2011-03-18 | 2011-03-18 | アパーチャアレイの製造装置及び製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012196806A true JP2012196806A (ja) | 2012-10-18 |
| JP2012196806A5 JP2012196806A5 (ja) | 2014-03-06 |
| JP5760554B2 JP5760554B2 (ja) | 2015-08-12 |
Family
ID=47179533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011061192A Expired - Fee Related JP5760554B2 (ja) | 2011-03-18 | 2011-03-18 | アパーチャアレイの製造装置及び製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5760554B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02292011A (ja) * | 1989-04-28 | 1990-12-03 | Michimasa Nakamura | 上底壁が網状である二重底の箱の製造方法 |
| JPH07266354A (ja) * | 1994-03-30 | 1995-10-17 | Idemitsu Petrochem Co Ltd | 貫通孔を有するプレス成形品の成形方法 |
| JPH1067034A (ja) * | 1996-08-28 | 1998-03-10 | Yazaki Corp | リップ付きゴム製品 |
| JPH1142663A (ja) * | 1997-07-28 | 1999-02-16 | Grand Polymer:Kk | 樹脂成形体の製造方法ならびにそのための製造装置 |
| JP2007220797A (ja) * | 2006-02-15 | 2007-08-30 | Nec Corp | ナノインプリントリソグラフィ方法 |
-
2011
- 2011-03-18 JP JP2011061192A patent/JP5760554B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02292011A (ja) * | 1989-04-28 | 1990-12-03 | Michimasa Nakamura | 上底壁が網状である二重底の箱の製造方法 |
| JPH07266354A (ja) * | 1994-03-30 | 1995-10-17 | Idemitsu Petrochem Co Ltd | 貫通孔を有するプレス成形品の成形方法 |
| JPH1067034A (ja) * | 1996-08-28 | 1998-03-10 | Yazaki Corp | リップ付きゴム製品 |
| JPH1142663A (ja) * | 1997-07-28 | 1999-02-16 | Grand Polymer:Kk | 樹脂成形体の製造方法ならびにそのための製造装置 |
| JP2007220797A (ja) * | 2006-02-15 | 2007-08-30 | Nec Corp | ナノインプリントリソグラフィ方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5760554B2 (ja) | 2015-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6108916B2 (ja) | 成形品の製造方法および成形用金型 | |
| JP2008200994A (ja) | 樹脂成形品の射出成形方法、透明光学素子、射出成形装置および射出成形装置用金型 | |
| JP5760555B2 (ja) | アパーチャアレイの製造装置及び製造方法 | |
| JP5760554B2 (ja) | アパーチャアレイの製造装置及び製造方法 | |
| JP2002192573A (ja) | プラスチック成形用金型及びその金型を使用した成形品の製造方法 | |
| JP2010260348A (ja) | 射出成形の金型 | |
| US20140055868A1 (en) | Plastic Lens with Improved Eccentricity and Method for Manufacturing the Same | |
| KR101360770B1 (ko) | 금형 내 구조적 취약부분을 보강하기 위한 슬라이딩 코어 및 앵귤러 핀을 가진 이중사출금형 | |
| JP5686695B2 (ja) | 射出成形方法及びその装置 | |
| JP2010046880A (ja) | 筐体の製造方法及び検出装置 | |
| JP2005262472A (ja) | 射出成形金型の製造方法、及び射出成形金型、並びにプラスチック光学レンズの製造方法 | |
| JP2018012214A (ja) | 成形装置の突き出し機構 | |
| KR101549489B1 (ko) | 미세 피치 간격을 가지는 정밀 인터페이스 블록 및 그 제조를 위한 금형 | |
| JP4576504B2 (ja) | 射出成形機及び射出成形方法 | |
| KR200347020Y1 (ko) | 콘택트렌즈의 주형몰드 사출성형장치 | |
| JP4600980B2 (ja) | 射出成形機及び射出成形方法 | |
| JP5018287B2 (ja) | 射出成形用金型装置 | |
| JP2006327005A (ja) | 成形用金型および成形品の製造方法 | |
| JP4936935B2 (ja) | プラスチック製光学素子の樹脂成形装置、及び樹脂成形方法 | |
| KR101602737B1 (ko) | 언더컷성형링을 활용한 언더컷 성형 구조를 갖는 사출금형 | |
| KR101261580B1 (ko) | 인서트 성형용 금형 | |
| US20170293103A1 (en) | Plastic lens, method of manufacturing the same, and optical instrument | |
| JP3908141B2 (ja) | 樹脂成形用金型への成形樹脂注入方法及び成形樹脂注入構造 | |
| JP4343910B2 (ja) | モールド金型 | |
| JP2018001726A (ja) | 金型装置および二色成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140116 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150512 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150525 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5760554 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |