JP2012202555A - 膨張弁 - Google Patents
膨張弁 Download PDFInfo
- Publication number
- JP2012202555A JP2012202555A JP2011064350A JP2011064350A JP2012202555A JP 2012202555 A JP2012202555 A JP 2012202555A JP 2011064350 A JP2011064350 A JP 2011064350A JP 2011064350 A JP2011064350 A JP 2011064350A JP 2012202555 A JP2012202555 A JP 2012202555A
- Authority
- JP
- Japan
- Prior art keywords
- expansion valve
- power element
- valve
- refrigerant
- hub
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000007789 sealing Methods 0.000 claims abstract description 10
- 239000003507 refrigerant Substances 0.000 claims description 47
- 230000006835 compression Effects 0.000 claims description 24
- 238000007906 compression Methods 0.000 claims description 24
- 150000001875 compounds Chemical class 0.000 claims description 2
- 239000007788 liquid Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000003566 sealing material Substances 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000004308 accommodation Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005057 refrigeration Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Landscapes
- Temperature-Responsive Valves (AREA)
- Air-Conditioning For Vehicles (AREA)
Abstract
【課題】パワーエレメントを備えた温度式膨張弁のコストを低減する。
【解決手段】パワーエレメント12は、ロアハウジング30のハブ部33をボディ11に螺着することによりボディ11に結合され、膨張弁10を構成している。ボディ11に対向するロアハウジング30の下面に、ハブ部33と同心円をなす形状のリブ34が突設されていて、パワーエレメント12のハブ部33をボディ11にねじ込む際に、リブ34がボディ11に食い込ませ、ボディ11を圧縮変形させることで圧縮変形シール部を形成している。これにより、パワーエレメント12とボディ11との間をシールするOリングおよびOリング収容のためのボディ11への溝加工が不要になり、膨張弁10のコストを低減することができる。
【選択図】図1
【解決手段】パワーエレメント12は、ロアハウジング30のハブ部33をボディ11に螺着することによりボディ11に結合され、膨張弁10を構成している。ボディ11に対向するロアハウジング30の下面に、ハブ部33と同心円をなす形状のリブ34が突設されていて、パワーエレメント12のハブ部33をボディ11にねじ込む際に、リブ34がボディ11に食い込ませ、ボディ11を圧縮変形させることで圧縮変形シール部を形成している。これにより、パワーエレメント12とボディ11との間をシールするOリングおよびOリング収容のためのボディ11への溝加工が不要になり、膨張弁10のコストを低減することができる。
【選択図】図1
Description
本発明は膨張弁に関し、特に自動車用エアコンシステムの冷凍サイクルにおいて液冷媒を断熱膨張させて低温低圧の蒸気冷媒にするとともにエバポレータで蒸発した冷媒が所定の過熱度を維持するようエバポレータに送り込む蒸気冷媒の流量を制御する膨張弁に関する。
自動車用エアコンシステムでは、コンプレッサにて圧縮された冷媒をコンデンサで凝縮し、レシーバにて気液分離された高温・高圧の液冷媒を膨張弁で断熱膨張させて低温・低圧の蒸気冷媒にし、その蒸気冷媒をエバポレータで蒸発させてコンプレッサに戻すようにした冷凍サイクルが構成されている。冷媒を膨張させる膨張弁としては、エバポレータ出口の冷媒の温度および圧力、すなわち過熱度に応じてエバポレータへ供給する冷媒の流量を制御するようにした温度式膨張弁が一般に用いられている。
この膨張弁は、液冷媒を絞り膨張させる弁部と、エバポレータ出口の冷媒の温度および圧力を感知するパワーエレメントとを備え、そのパワーエレメントの感知結果をシャフトが弁部に直接伝達して弁部の開度を制御する構成になっている(たとえば、特許文献1参照)。弁部は、配管の継手を兼ねたボディを有し、その中に、弁孔を開閉する弁体と、その弁体を閉弁方向に付勢する圧縮コイルスプリングと、弁体の開弁または閉弁方向に進退自在にボディに支持されたシャフトとを有している。一方、パワーエレメントは、アッパーハウジングおよびロアハウジングと、これらの間に気密に挟持されアッパーハウジングとは感温室を形成するダイヤフラムと、ロアハウジング内に配置されてダイヤフラムの変位をシャフトに伝達するディスクとを有している。
パワーエレメントは、弁部のボディにねじ込むことによってボディに連結され、このとき、ディスクがシャフトと係合されるようになっている。パワーエレメントがねじ込まれる側のロアハウジングと対向するボディの面には、パワーエレメントとの螺合部を取り囲むようにしてシール材収容溝が凹設されており、そのシール材収容溝にはOリングが収容されている。これにより、パワーエレメントをボディにねじ込んだときに、ボディとロアハウジングとの間でOリングが圧縮変形されることによってボディとパワーエレメントとの螺合部を気密にシールしている。
ところで、このような膨張弁において製造コストの低減が望まれているが、ボディとパワーエレメントとの間のシールに関しては実績があって信頼性の高いOリングを使用しているので今以上のコスト低減が難しいという問題点があった。
本発明はこのような点に鑑みてなされたものであり、コストを低減した膨張弁を提供することを目的とする。
本発明では上記の課題を解決するために、エバポレータ出口の冷媒の過熱度を検出するパワーエレメントと、前記パワーエレメントによって開度が制御される弁部を収容したボディとを備え、前記パワーエレメントは、そのハウジングと一体に形成されたハブ部を前記ボディにねじ込むことにより前記ボディに結合されている膨張弁において、前記パワーエレメントを前記ボディにねじ込んだときに、前記ボディの一部が変形されることによってシールされる圧縮変形シール部を備えていることを特徴とする膨張弁が提供される。
このような膨張弁によれば、ボディとパワーエレメントとの結合部のシールを、ボディの一部を圧縮変形させることで実現している。これにより、従来必要であったシール部品とそのシール部品を収容する溝の加工が不要になり、膨張弁の製造コストを低減させることができる。
上記構成の膨張弁は、パワーエレメントをボディにねじ込んで結合するときに、ボディの一部を圧縮変形することによって圧縮変形シール部を形成し、パワーエレメントとボディとの結合部をシールしているので、シール用の部品が必要なくなり、その分、膨張弁の製造コストを低減させることができるという利点がある。
また、そのシール部品を収容するシール材収容溝の加工が不要であるため、加工のコストを低減できるだけでなく、シール材収容溝を設けていたスペースが必要ないので、ボディのパワーエレメントを取り付ける部分の小型化、軽量化が可能になる。
以下、本発明の実施の形態を図面を参照して詳細に説明する。
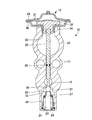
図1は第1の実施の形態に係る膨張弁の中央縦断面図、図2は図1の断面に直角な平面で見た中央縦断面図、図3は第1の実施の形態に係る膨張弁の要部を示す図であって、(A)は組み立て前の状態を示す膨張弁の部分拡大断面図、(B)は組み立て後の状態を示す膨張弁の部分拡大断面図である。
図1は第1の実施の形態に係る膨張弁の中央縦断面図、図2は図1の断面に直角な平面で見た中央縦断面図、図3は第1の実施の形態に係る膨張弁の要部を示す図であって、(A)は組み立て前の状態を示す膨張弁の部分拡大断面図、(B)は組み立て後の状態を示す膨張弁の部分拡大断面図である。
この第1の実施の形態に係る膨張弁10は、弁部を収容したボディ11と冷媒の温度および圧力に応動して弁部を制御するパワーエレメント12とを備えた温度式膨張弁である。ボディ11には、高圧の冷媒を受ける高圧入口ポート13と、低圧の冷媒を導出する低圧出口ポート14と、エバポレータを出た冷媒を受ける低圧入口ポート15と、冷媒をコンプレッサへ戻す低圧出口ポート16とが設けられている。ボディ11は、図2に示す形状の輪郭と、低圧入口ポート15および低圧出口ポート16の間の連通孔と、配管固定用ボルトのための2つの貫通穴とを有するたとえばアルミニウム合金製の押し出し材を加工して形成される。
高圧入口ポート13は、これよりも通路断面積の小さな冷媒流通孔17を介して弁室18に接続されている。弁室18は、弁孔19を介して低圧出口ポート14に連通されている。弁孔19の弁室18側の端部は、弁座20になっており、その弁座20に対して着座可能なボール形状の弁体21が弁室18内に配置され、その弁座20と弁体21と弁孔19とでこの膨張弁10の弁部分を構成している。
弁体21は、バルブホルダ22に支持され、このバルブホルダ22は、圧縮コイルスプリング23によって弁体21を弁座20に着座させる方向に付勢されている。圧縮コイルスプリング23は、そのバルブホルダ22とは反対の側がボディ11に圧入されているスプリングホルダ24によって受けられている。スプリングホルダ24は、ボディ11への圧入量を調節することで、弁孔19を閉じる方向にバルブホルダ22を付勢する圧縮コイルスプリング23のばね荷重が調整される。これにより、この膨張弁10が制御しようとするエバポレータの出口における冷媒の過熱度が設定されることになる。スプリングホルダ24は、また、その外周面に溝が周設されており、その溝には、シール部材であるOリング25が設けられていて、圧入部位がシールされている。
バルブホルダ22は、また、複数の摺動片26が同一材料にて一体に形成されており、その摺動片26の自由端側は、スプリングホルダ24の内壁に圧接されている。バルブホルダ22は、弁体21と圧縮コイルスプリング23とによって挟持されているので、弁体21が弁座20に対して近接または離間する動作に連動して摺動片26がスプリングホルダ24の内壁を摺動移動することになる。
バルブホルダ22および摺動片26は、たとえばばね用ステンレス鋼の板材をプレス加工により一体に形成されている。カップ形状のバルブホルダ22は、弁体21を支持するために剛体である必要性から、筒状部および圧縮コイルスプリング23を受けるフランジ部に補強用のビード27が設けられている。これに対し、摺動片26は、しなやかなばね性を有する必要性から、補強は施されていない。また、スプリングホルダ24も、摺動片26による摺動によって容易に摩耗することがないようにステンレス鋼によって形成されている。このスプリングホルダ24および摺動片26は、高圧入口ポート13に導入される高圧の冷媒が変動することにより弁体21が開閉方向に振動するのを抑制する機構を構成している。なお、ボール形状の弁体21は、組み付け時の作業を容易にするため、バルブホルダ22にスポット溶接で接合されてバルブホルダ22および摺動片26と一体にされている。
膨張弁10のボディ11は、また、低圧入口ポート15と低圧出口ポート16との間にこれらを連通する冷媒戻り通路28を有し、図の上端部にはその冷媒戻り通路28を通過する冷媒の温度および圧力を感知するパワーエレメント12が取り付けられている。
パワーエレメント12は、アッパーハウジング29と、ロアハウジング30と、これらアッパーハウジング29およびロアハウジング30によって挟持されたダイヤフラム31と、ロアハウジング30内に配置されたディスク32とを備えている。アッパーハウジング29およびロアハウジング30は、たとえばステンレス鋼の厚い板材をプレス加工により形成されている。ダイヤフラム31は、薄膜状のたとえばステンレス鋼材によって形成され、ディスク32は、熱伝導性のよいたとえばアルミニウム合金によって形成されている。
アッパーハウジング29は、ダイヤフラム31とともに外周縁部が気密に接合されて密閉された感温室を構成しており、その感温室の中には、冷媒に似た特性のガスが封入されている。
ロアハウジング30は、その中央部に開口部を有し、その開口部の周囲より図の下方にハブ部33が延出されている。このハブ部33は、その外周面に組み付け用のねじ山が刻設されており、ボディ11の図の上端部に形成された取付孔部に螺着されている。
ロアハウジング30は、また、ハブ部33の外側がボディ11の頂部の対向面と面接触するようフラットな形状を有し、そのフラット面には、図3の(A)に示されるとおり、図の下方へ突出したリブ34が形成されている。このリブ34は、円筒形状のハブ部33と同心円をなす形状に形成されている。パワーエレメント12は、そのロアハウジング30のハブ部33をボディ11に形成された取付孔部にねじ込むことによってボディ11に連結される。そのとき、ロアハウジング30は硬い金属であり、ボディ11は柔らかい金属であるので、図3の(B)に示されるとおり、リブ34がボディ11の対向面に食い込まれる。これにより、ボディ11の一部が圧縮変形を受けてハブ部33の外側のリブ34と全周に亘って緊密に接合され、圧縮変形シール部が形成される。パワーエレメント12およびボディ11は、その圧縮変形シール部にて気密にシールされることになる。
ディスク32は、ロアハウジング30のハブ部の径より大きな外径を有し、ダイヤフラム31と当接する円盤状のダイヤフラム受部と、このダイヤフラム受部の中央部より延出された円筒状延出部とを有している。円筒状延出部は、ロアハウジング30のハブ部の内径より小さな外径を有し、図の下端面には凹部が形成されている。
ディスク32の図の下方には、ダイヤフラム31の変位を弁体21へ伝達するシャフト35が配置され、ボディ11によって軸線方向に進退自在に支持されている。このシャフト35は、その上端部が、ディスク32の円筒状延出部に形成された凹部に挿入されてその凹部の底面に当接され、下端部が弁体21に当接されている。シャフト35は、ボディ11によって支持されている部位に溝が周設されており、その溝には、Oリング36が設けられている。このOリング36を設けることにより、膨張した冷媒がエバポレータをバイパスして冷媒戻り通路28に漏れるのを防止している。
以上の構成の膨張弁10によれば、高圧入口ポート13に導入された液冷媒は、冷媒流通孔17を介して弁室18に入る。このとき、液冷媒が冷媒流通孔17を通過するときに、大きな気泡は、その通過が抑制されるとともに小さな気泡に細分化される。弁室18に入った液冷媒は、弁座20と弁体21との間の隙間および弁孔19を介して低圧出口ポート14に流れる。このとき、その液冷媒は、絞り膨張されて、低温・低圧の蒸気冷媒となり、低圧出口ポート14からエバポレータに供給される。エバポレータにて車室内空気との熱交換により蒸発されたガス冷媒は、低圧入口ポート15に入り、冷媒戻り通路28を通って低圧出口ポート16からコンプレッサに戻される。ガス冷媒が冷媒戻り通路28を通過するとき、そのガス冷媒は、パワーエレメント12のロアハウジング30の空間に導入されて温度および圧力、すなわち過熱度が検出され、それに応じてダイヤフラム31が変位する。そのダイヤフラム31の変位は、ディスク32およびシャフト35を介して弁体21に伝達され、弁体21の弁座20からの弁リフトを調整して、エバポレータに供給する冷媒の流量を制御する。このようにして、膨張弁10は、エバポレータ出口の冷媒の過熱度を検出して液冷媒を絞り膨張する弁部の開度をフィードバック制御することにより、エバポレータに供給する冷媒を、エバポレータ出口の冷媒の過熱度が所定値を維持する流量に制御している。
この第1の実施の形態に係る膨張弁10では、パワーエレメント12をボディ11の取付孔部に組み付けるときに、リブ34がボディ11へ食い込ませて圧縮変形シール部にすることで、パワーエレメント12とボディ11との結合部分を気密にシールしている。これにより、パワーエレメント12とボディ11との結合部分を気密にするための部品であるOリングが不要になり、それに伴って、ボディ11に形成していたOリング収容のための溝の加工も不要になるので、膨張弁10の製造コストを低減することができる。また、ボディ11は、その上面にリブ34による圧縮変形部があればよいので、図2に示したように、ロアハウジング30が乗るボディ11の上面の面積を減らすことができ、その分、膨張弁10を軽量化することができる。
なお、この第1の実施の形態に係る膨張弁10では、ロアハウジング30の下面に突設したリブ34がボディ11のフラットな上面を圧縮変形させた構成にしているが、逆の構成にしてもよい。すなわち、ロアハウジング30の下面をフラットにし、ボディ11の上面にリブをリング状に突設し、このリブを圧縮変形させることで気密を確保することができる。ただし、この場合、ロアハウジング30をプレス成形してリブ34を形成する場合に比較して、ボディ11の上面にリブを形成するための切削加工が別途必要となる。
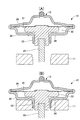
図4は第2の実施の形態に係る膨張弁の要部を示す図であって、(A)は組み立て前の状態を示す膨張弁の部分拡大断面図、(B)は組み立て後の状態を示す膨張弁の部分拡大断面図である。なお、この図4において、図1ないし図3に示した構成要素と同じまたは均等の構成要素については同じ符号を付してその詳細な説明は省略する。
この第2の実施の形態に係る膨張弁40は、ロアハウジング30に形成したテーパ部37がボディ11の上部に形成したエッジ部38を圧縮変形させて圧縮変形シール部を形成し、気密を確保する構成にしている。
すなわち、ロアハウジング39は、図4の(A)に示したように、ハブ部33の外側の下面に全周に亘ってテーパ部37が形成されている。このテーパ部37は、ロアハウジング39のフラットな下面に対して約45度の傾斜角度にしてある。一方、パワーエレメント12をボディ11に組み付けたときにロアハウジング39のテーパ部37に対応するボディ11の上部の位置に、エッジ部38が形成されている。このエッジ部38は、ボディ11に形成された取付孔部と同心の浅い穴を切削加工することによって90度の角度に形成され、その穴の内径は、ロアハウジング39のテーパ部37における傾斜面中央を通る円の直径に等しくしている。
以上の構成を有する膨張弁40において、パワーエレメント12をボディ11の取付孔部にねじ込むと、図4の(B)に示したように、ボディ11のエッジ部38がロアハウジング39のテーパ部37により圧縮変形され、圧縮変形シール部となる。これにより、パワーエレメント12とボディ11との結合部分は、ハブ部33の外側の圧縮変形シール部によって気密にシールされることになる。
図5は第3の実施の形態に係る膨張弁の要部を示す図であって、(A)は組み立て前の状態を示す膨張弁の部分拡大断面図、(B)は組み立て後の状態を示す膨張弁の部分拡大断面図である。なお、この図5において、図1ないし図4に示した構成要素と同じまたは均等の構成要素については同じ符号を付してその詳細な説明は省略する。
この第3の実施の形態に係る膨張弁50は、ロアハウジング30に形成したエッジ部38がボディ11の上部に形成したテーパ部37を圧縮変形させて圧縮変形シール部を形成し、気密を確保する構成にしている。
すなわち、ロアハウジング39は、図5の(A)に示したように、ハブ部33の外側の下面にエッジ部41が形成されている。このエッジ部41は、ロアハウジング39のフラットな下面にこれより下方へプレス加工で押し出すことによって形成された段差からなり、図示の例では、90度の角度に形成されている。一方、ボディ11の上部には、パワーエレメント12をボディ11に組み付けたときにロアハウジング39のエッジ部41に対応する位置にテーパ部42が形成されている。このテーパ部42は、ボディ11の上面に対して約45度の傾斜角度にしてある。
以上の構成を有する膨張弁50において、パワーエレメント12をボディ11の取付孔部にねじ込むと、図5の(B)に示したように、ボディ11のテーパ部42がロアハウジング39のエッジ部41の食い込みによって圧縮変形シール部が形成される。これにより、パワーエレメント12とボディ11との結合部分は、ハブ部33の外側の圧縮変形シール部によって気密にシールされることになる。
上記の第1ないし第3の実施の形態では、ボディ11の一部が圧縮変形されることによる金属の結合によって気密を確保したが、その気密をより確実にするために、シール剤を併用してもよい。たとえば、ロアハウジング39のハブ部33またはボディ11の圧縮変形箇所に、ねじロック、液状ガスケット、タイトシールなどのシーリングコンパウンドを塗布しておくことにより、パワーエレメント12の結合部分のシール性をさらに向上することができる。
10 膨張弁
11 ボディ
12 パワーエレメント
13 高圧入口ポート
14 低圧出口ポート
15 低圧入口ポート
16 低圧出口ポート
17 冷媒流通孔
18 弁室
19 弁孔
20 弁座
21 弁体
22 バルブホルダ
23 圧縮コイルスプリング
24 スプリングホルダ
25 Oリング
26 摺動片
27 ビード
28 冷媒戻り通路
29 アッパーハウジング
30 ロアハウジング
31 ダイヤフラム
32 ディスク
33 ハブ部
34 リブ
35 シャフト
36 Oリング
37 テーパ部
38 エッジ部
39 ロアハウジング
40 膨張弁
41 エッジ部
42 テーパ部
50 膨張弁
11 ボディ
12 パワーエレメント
13 高圧入口ポート
14 低圧出口ポート
15 低圧入口ポート
16 低圧出口ポート
17 冷媒流通孔
18 弁室
19 弁孔
20 弁座
21 弁体
22 バルブホルダ
23 圧縮コイルスプリング
24 スプリングホルダ
25 Oリング
26 摺動片
27 ビード
28 冷媒戻り通路
29 アッパーハウジング
30 ロアハウジング
31 ダイヤフラム
32 ディスク
33 ハブ部
34 リブ
35 シャフト
36 Oリング
37 テーパ部
38 エッジ部
39 ロアハウジング
40 膨張弁
41 エッジ部
42 テーパ部
50 膨張弁
Claims (5)
- エバポレータ出口の冷媒の過熱度を検出するパワーエレメントと、前記パワーエレメントによって開度が制御される弁部を収容したボディとを備え、前記パワーエレメントは、そのハウジングと一体に形成されたハブ部を前記ボディにねじ込むことにより前記ボディに結合されている膨張弁において、
前記パワーエレメントを前記ボディにねじ込んだときに、前記ボディの一部が変形されることによってシールされる圧縮変形シール部を備えていることを特徴とする膨張弁。 - 前記圧縮変形シール部は、前記パワーエレメントの前記ハブ部を前記ボディにねじ込むことによって、前記ハブ部の外側の前記ボディに対向する前記ハウジングに前記ハブ部と同心円をなす形状に突設されたリブが前記ボディに食い込むようにして前記ボディを圧縮変形させることで形成されていることを特徴とする請求項1記載の膨張弁。
- 前記圧縮変形シール部は、前記パワーエレメントの前記ハブ部を前記ボディにねじ込むことによって、前記ハブ部と前記ボディに対向する前記ハウジングとの間に形成されたテーパ部が、前記テーパ部に対応する前記ボディの位置に形成されたエッジを圧縮変形させることで形成されていることを特徴とする請求項1記載の膨張弁。
- 前記圧縮変形シール部は、前記パワーエレメントの前記ハブ部を前記ボディにねじ込むことによって、前記ハブ部の外側の前記ボディに形成されたエッジ部がこのエッジ部に対応する前記ボディの位置に形成されたテーパ部に食い込むようにして前記テーパ部を圧縮変形させることで形成されていることを特徴とする請求項1記載の膨張弁。
- 前記圧縮変形シール部は、シーリングコンパウンドが塗布されていることを特徴とする請求項2ないし4のいずれか1項に記載の膨張弁。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011064350A JP2012202555A (ja) | 2011-03-23 | 2011-03-23 | 膨張弁 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011064350A JP2012202555A (ja) | 2011-03-23 | 2011-03-23 | 膨張弁 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012202555A true JP2012202555A (ja) | 2012-10-22 |
Family
ID=47183756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011064350A Withdrawn JP2012202555A (ja) | 2011-03-23 | 2011-03-23 | 膨張弁 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012202555A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015113998A (ja) * | 2013-12-09 | 2015-06-22 | 株式会社テージーケー | 膨張弁 |
-
2011
- 2011-03-23 JP JP2011064350A patent/JP2012202555A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015113998A (ja) * | 2013-12-09 | 2015-06-22 | 株式会社テージーケー | 膨張弁 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6634567B2 (en) | Expansion valve unit having pressure detecting function | |
| JP6569061B2 (ja) | 制御弁 | |
| JPH11325293A (ja) | 可変容量型圧縮機用の圧力調整弁 | |
| JP2012225561A (ja) | 膨張弁 | |
| JP2002022318A (ja) | 温度膨張弁 | |
| CN114667424A (zh) | 动力元件以及使用了该动力元件的膨胀阀 | |
| JP3525112B2 (ja) | 膨張弁 | |
| JP2005008091A (ja) | 膨張弁 | |
| JP2001012824A (ja) | 制御弁 | |
| WO2006090826A1 (ja) | 圧力制御弁 | |
| JP2012202555A (ja) | 膨張弁 | |
| JP2018004234A (ja) | 膨張弁 | |
| JP2008057949A (ja) | 膨張弁の装着構造 | |
| JP2001241812A (ja) | 膨張弁 | |
| JP4364114B2 (ja) | 圧力制御弁 | |
| JP6194452B2 (ja) | 膨張弁 | |
| KR20060061258A (ko) | 압력제어밸브 | |
| JP2016145656A (ja) | 膨張弁およびその配管取付構造 | |
| JP3987983B2 (ja) | 温度式膨張弁 | |
| JP2002243312A (ja) | 膨張弁用防音カバー | |
| JP2012184793A (ja) | 膨張弁 | |
| JP6611533B2 (ja) | 膨張弁 | |
| JP2006292185A (ja) | 膨張装置及び冷凍サイクル | |
| JP2008039262A (ja) | 膨張弁 | |
| JP5249701B2 (ja) | 圧力式膨張弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140603 |