JP2012206097A - 塗膜付きフィルムの製造方法 - Google Patents
塗膜付きフィルムの製造方法 Download PDFInfo
- Publication number
- JP2012206097A JP2012206097A JP2011075922A JP2011075922A JP2012206097A JP 2012206097 A JP2012206097 A JP 2012206097A JP 2011075922 A JP2011075922 A JP 2011075922A JP 2011075922 A JP2011075922 A JP 2011075922A JP 2012206097 A JP2012206097 A JP 2012206097A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- film
- web
- block
- vacuum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Polarising Elements (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
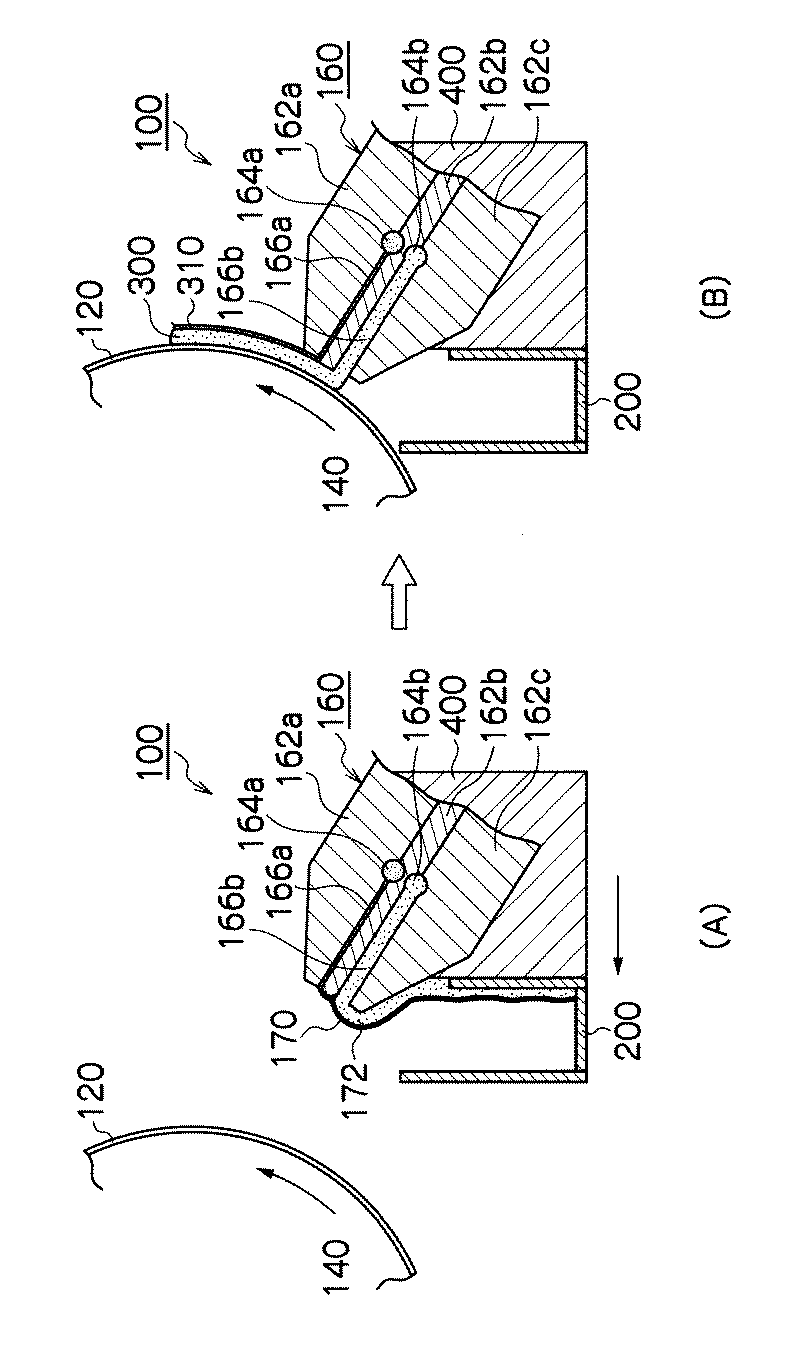
【解決手段】減圧チャンバー200を備えるアンダーバイトのスロットダイ160から連続走行するウエブ120の表面に複数の塗布液を供給し、ウエブ120とスロットダイ160との間にビートを形成する。減圧チャンバー200の真空度を、塗布開始時には定常状態の真空度より低くし、その後定常状態の真空度まで高くし、2層の塗膜300,310をウエブ120の表面に同時に形成する。
【選択図】図2
Description
Claims (6)
- 連続走行するウエブに塗布液を供給し塗膜を形成する塗膜付きフィルムの製造であって、
(a)少なくとも、前記ウエブの進行方向の下流側から第1のブロックと、第2のブロックと、第3のブロックの順で構成されるダイコータと、
前記第1のブロックと前記第2のブロックとにより第1のマニホールドと第1のスロットが構成され、前記第2のブロックと前記第3のブロックとにより第2のマニホールドと第2のスロットが構成され、
最下流の前記第1のブロックの前記ウエブに対向する先端が、前記第2のブロックの前記ウエブに対向する先端よりも前記ウエブから離れる方向に位置するように配置されており、
(b)前記ダイコータの上流に配置された減圧チャンバーと、
を備える塗布装置を準備する第1のステップと、
前記ダイコータの前記第1のスロット及び前記第2のスロットから塗布液を吐出させながら、塗布時における前記塗布装置と前記ウエブとの所定クリアランスより大きなクリアランスとなる位置で前記塗布装置を待機させる第2のステップと、
前記塗布装置を所定クリアランスとなる位置に移動し、バックアップローラに支持されて連続走行する前記ウエブの表面に複数の塗布液を前記ダイコータから供給し、前記ウエブと前記ダイコータとの間にビートを形成し、前記減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高くし、少なくとも2層の塗膜を同時に形成する第3のステップと、を少なくとも有する塗膜付きフィルムの製造方法。 - 前記第3のステップにおいて、塗布開始時の真空度は、前記2層の塗膜のうち上側の塗膜が膜切れしない真空度である請求項1記載の塗膜付きフィルムの製造方法。
- 前記第3のステップにおいて、塗布開始時の真空度は、所定の真空度の0.1〜0.9倍である請求項1又は2記載の塗膜付きフィルムの製造方法。
- 前記第3のステップにおいて、前記ダイコータから供給される塗布液の塗布量を、塗布開始時は所定の塗布量より多くし、その後所定の塗布量にする請求項1から3の何れか記載の塗膜付きフィルムの製造方法。
- 前記第3のステップにおいて、塗布開始時の塗布量が、所定の塗布量の1.2〜1.5倍である請求項4記載の塗膜付きフィルムの製造方法。
- 前記複数の塗布液は、40mPa・s以下の粘度を有する請求項1から5の何れかに記載の塗膜付きフィルムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011075922A JP5581258B2 (ja) | 2011-03-30 | 2011-03-30 | 塗膜付きフィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011075922A JP5581258B2 (ja) | 2011-03-30 | 2011-03-30 | 塗膜付きフィルムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012206097A true JP2012206097A (ja) | 2012-10-25 |
| JP5581258B2 JP5581258B2 (ja) | 2014-08-27 |
Family
ID=47186360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011075922A Active JP5581258B2 (ja) | 2011-03-30 | 2011-03-30 | 塗膜付きフィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5581258B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039990A1 (ja) * | 2018-08-20 | 2020-02-27 | 富士フイルム株式会社 | 積層体の製造方法 |
| JP2023517386A (ja) * | 2021-01-22 | 2023-04-25 | 寧徳時代新能源科技股▲分▼有限公司 | 塗布システム |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09511681A (ja) * | 1994-04-29 | 1997-11-25 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | 多層およびスライドダイ塗布方法および装置 |
| JP2001300394A (ja) * | 2000-02-17 | 2001-10-30 | Konica Corp | エクストルージョン塗布方法及び塗布装置 |
| JP2002059062A (ja) * | 2000-08-24 | 2002-02-26 | Konica Corp | エクストルージョン塗布方法、エクストルージョン塗布装置 |
| JP2002248399A (ja) * | 2001-02-27 | 2002-09-03 | Toray Ind Inc | 塗布部材の製造方法及び装置 |
| JP2003275652A (ja) * | 2002-03-22 | 2003-09-30 | Fuji Photo Film Co Ltd | 塗布方法及び装置 |
| JP2006247574A (ja) * | 2005-03-11 | 2006-09-21 | Fuji Photo Film Co Ltd | 記録用シートの製造方法及び装置 |
| JP2008155164A (ja) * | 2006-12-26 | 2008-07-10 | Konica Minolta Opto Inc | 塗布装置、塗布物の生産方法、光学用フィルム及び反射防止フィルム |
-
2011
- 2011-03-30 JP JP2011075922A patent/JP5581258B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09511681A (ja) * | 1994-04-29 | 1997-11-25 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | 多層およびスライドダイ塗布方法および装置 |
| JP2001300394A (ja) * | 2000-02-17 | 2001-10-30 | Konica Corp | エクストルージョン塗布方法及び塗布装置 |
| JP2002059062A (ja) * | 2000-08-24 | 2002-02-26 | Konica Corp | エクストルージョン塗布方法、エクストルージョン塗布装置 |
| JP2002248399A (ja) * | 2001-02-27 | 2002-09-03 | Toray Ind Inc | 塗布部材の製造方法及び装置 |
| JP2003275652A (ja) * | 2002-03-22 | 2003-09-30 | Fuji Photo Film Co Ltd | 塗布方法及び装置 |
| JP2006247574A (ja) * | 2005-03-11 | 2006-09-21 | Fuji Photo Film Co Ltd | 記録用シートの製造方法及び装置 |
| JP2008155164A (ja) * | 2006-12-26 | 2008-07-10 | Konica Minolta Opto Inc | 塗布装置、塗布物の生産方法、光学用フィルム及び反射防止フィルム |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039990A1 (ja) * | 2018-08-20 | 2020-02-27 | 富士フイルム株式会社 | 積層体の製造方法 |
| JP2023517386A (ja) * | 2021-01-22 | 2023-04-25 | 寧徳時代新能源科技股▲分▼有限公司 | 塗布システム |
| JP7497452B2 (ja) | 2021-01-22 | 2024-06-10 | 寧徳時代新能源科技股▲分▼有限公司 | 塗布システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5581258B2 (ja) | 2014-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5346972B2 (ja) | 被膜付きフィルムの製造方法 | |
| KR101912053B1 (ko) | 슬러리 도포 장치 및 슬러리 도포 방법 | |
| US20130273253A1 (en) | Coating apparatus and method of manufacturing coated film | |
| JP5688345B2 (ja) | 塗布装置及び多層膜付きフィルムの製造方法 | |
| JP2008264757A (ja) | バー塗布方法及び装置 | |
| JP6743964B2 (ja) | ダイヘッド装置、塗布方法および積層体形成装置 | |
| JP5581258B2 (ja) | 塗膜付きフィルムの製造方法 | |
| WO2006095669A1 (ja) | 塗布装置、塗布方法および塗膜を有するウェブの製造方法 | |
| JP5747459B2 (ja) | 間欠塗工装置 | |
| JP2013215644A (ja) | 塗布方法及び塗布装置 | |
| JP2015112572A (ja) | ダイコーター、及び塗布フィルムの製造方法 | |
| JP2013052329A5 (ja) | ||
| JP5970798B2 (ja) | 基材への塗布方法 | |
| KR101778837B1 (ko) | 기재에의 도포 방법 | |
| JP2016067974A (ja) | 塗布装置および塗布方法 | |
| JP2002136909A (ja) | 塗布装置および塗布方法 | |
| JP2007326080A (ja) | ロッド塗布方法及び装置 | |
| JP4857813B2 (ja) | 塗布装置、塗布方法および塗膜形成ウェブの製造方法 | |
| JP2009078221A (ja) | ダイヘッド | |
| JP2015058368A (ja) | 塗工ダイとこれを有する塗工装置 | |
| JP5970799B2 (ja) | 基材への塗布方法 | |
| JP3607666B2 (ja) | 薄膜塗工装置 | |
| JP2009226284A (ja) | 塗布方法及び塗布装置 | |
| JP2007105672A (ja) | 塗布方法及び塗布装置 | |
| JP2009028604A (ja) | 多層塗布用ダイ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140616 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5581258 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |