JP2012206270A - 湾曲合板、その製造方法および合板 - Google Patents
湾曲合板、その製造方法および合板 Download PDFInfo
- Publication number
- JP2012206270A JP2012206270A JP2011071753A JP2011071753A JP2012206270A JP 2012206270 A JP2012206270 A JP 2012206270A JP 2011071753 A JP2011071753 A JP 2011071753A JP 2011071753 A JP2011071753 A JP 2011071753A JP 2012206270 A JP2012206270 A JP 2012206270A
- Authority
- JP
- Japan
- Prior art keywords
- plywood
- curved
- processing
- curved plywood
- grain
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011120 plywood Substances 0.000 title claims abstract description 149
- 238000000034 method Methods 0.000 title claims abstract description 32
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 239000002023 wood Substances 0.000 claims abstract description 56
- 238000012545 processing Methods 0.000 claims abstract description 55
- 238000003754 machining Methods 0.000 claims description 3
- 229920003023 plastic Polymers 0.000 abstract description 10
- 239000000463 material Substances 0.000 abstract description 8
- 238000005452 bending Methods 0.000 abstract description 2
- 235000013339 cereals Nutrition 0.000 description 25
- 238000003475 lamination Methods 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 241000736892 Thujopsis dolabrata Species 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 241000894007 species Species 0.000 description 2
- DSSYKIVIOFKYAU-XCBNKYQSSA-N (R)-camphor Chemical compound C1C[C@@]2(C)C(=O)C[C@@H]1C2(C)C DSSYKIVIOFKYAU-XCBNKYQSSA-N 0.000 description 1
- 235000005638 Austrian pine Nutrition 0.000 description 1
- 235000018185 Betula X alpestris Nutrition 0.000 description 1
- 235000018212 Betula X uliginosa Nutrition 0.000 description 1
- 241000219495 Betulaceae Species 0.000 description 1
- 241001070941 Castanea Species 0.000 description 1
- 235000014036 Castanea Nutrition 0.000 description 1
- 241000218645 Cedrus Species 0.000 description 1
- 241000422842 Chamaecyparis pisifera Species 0.000 description 1
- 241000723346 Cinnamomum camphora Species 0.000 description 1
- 241000218631 Coniferophyta Species 0.000 description 1
- 240000006766 Cornus mas Species 0.000 description 1
- 240000006055 Dacrydium cupressinum Species 0.000 description 1
- 235000018782 Dacrydium cupressinum Nutrition 0.000 description 1
- 240000000731 Fagus sylvatica Species 0.000 description 1
- 235000010099 Fagus sylvatica Nutrition 0.000 description 1
- 235000011201 Ginkgo Nutrition 0.000 description 1
- 244000194101 Ginkgo biloba Species 0.000 description 1
- 235000008100 Ginkgo biloba Nutrition 0.000 description 1
- 241000282414 Homo sapiens Species 0.000 description 1
- 241000721662 Juniperus Species 0.000 description 1
- 241000218652 Larix Species 0.000 description 1
- 235000005590 Larix decidua Nutrition 0.000 description 1
- 241000218657 Picea Species 0.000 description 1
- 235000008565 Pinus banksiana Nutrition 0.000 description 1
- 244000019397 Pinus jeffreyi Species 0.000 description 1
- 235000013264 Pinus jeffreyi Nutrition 0.000 description 1
- 241001236215 Pinus parviflora Species 0.000 description 1
- 235000013697 Pinus resinosa Nutrition 0.000 description 1
- 235000008578 Pinus strobus Nutrition 0.000 description 1
- 235000008585 Pinus thunbergii Nutrition 0.000 description 1
- 235000014030 Podocarpus spicatus Nutrition 0.000 description 1
- 241001116498 Taxus baccata Species 0.000 description 1
- 240000003021 Tsuga heterophylla Species 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 241000190021 Zelkova Species 0.000 description 1
- 235000019606 astringent taste Nutrition 0.000 description 1
- 229960000846 camphor Drugs 0.000 description 1
- 229930008380 camphor Natural products 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002803 fossil fuel Substances 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 235000017985 rocky mountain lodgepole pine Nutrition 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000002341 toxic gas Substances 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 235000020985 whole grains Nutrition 0.000 description 1
Images





Landscapes
- Veneer Processing And Manufacture Of Plywood (AREA)
Abstract
【解決手段】湾曲合板6は、三枚以上の木材板(単板)からなる合板がさらに湾曲状に形成されてなるものであって、その両外側の木材板2Fおよび2Rは木目方向が同じ方向(順方向)であり、内部に挟まれた木材板のうち少なくとも一枚3Aはその木目方向が両外側の木目方向と交差する方向(交差方向)であるように積層されて合板が形成され、さらに最終的に湾曲状に形成されてなるものである。
【選択図】図1B
Description
〔2〕 前記順方向に略直交する方向(以下、「直交方向」)に湾曲が形成されていることを特徴とする、〔1〕に記載の湾曲合板。
〔3〕 前記木材板の木目方向が交互に順方向−交差方向となるように該木材板が積層されていることを特徴とする、〔2〕に記載の湾曲合板。
〔5〕 NC加工用であることを特徴とする、〔1〕ないし〔4〕のいずれかに記載の湾曲合板。
〔6〕 NC加工済みであることを特徴とする、〔1〕ないし〔4〕のいずれかに記載の湾曲合板。
〔7〕 前記NC加工は窓開加工であることを特徴とする、〔6〕に記載の湾曲合板。
〔8〕 三枚以上の木材板からなる合板から湾曲合板を製造する方法であって、該合板は、その両外側の木材板は木目方向が同じ方向(以下、「順方向」)であってかつ内部に挟まれた木材板のうち少なくとも一枚はその木目方向が両外側の木目方向と交差する方向(以下、「交差方向」)であるものとし、該順方向に直交する方向(以下、「直交方向」)に湾曲が形成されるよう該合板に対して湾曲形成手段による加圧処理を行って湾曲合板を得る、湾曲合板製造方法。
〔10〕 〔1〕ないし〔5〕のいずれかに記載の湾曲合板を用い、該湾曲合板をNC加工装置の吸引手段を用いた吸引処理により湾曲状態から平らな状態とし、その状態にてNC加工処理を施し、該吸引処理を解除することにより該湾曲合板を再び湾曲状態とする、NC加工済み湾曲合板製造方法。
〔11〕 三枚以上の木材板からなる合板であって、その両外側の木材板は木目方向が同じ方向(以下、「順方向」)であり、内部に挟まれた木材板のうち少なくとも一枚はその木目方向が両外側の木目方向と交差する方向(以下、「交差方向」)であり、湾曲合板製造用であることを特徴とする、合板。
図1Aおよび図1Bは、本発明湾曲合板の基本的構成を示す説明図であり、図1Aは合板の構成、図1Bは湾曲合板としての最終形態の構成を示す。これらに示すように本湾曲合板6は、三枚以上の木材板(単板)からなる合板5がさらに湾曲状に形成されてなるものであって、その両外側の木材板2Fおよび2Rは木目方向が同じ方向(以下、「順方向」)であり、内部に挟まれた木材板のうち少なくとも一枚、図では3Aはその木目方向が両外側の木目方向と交差する方向(以下、「交差方向」)であるように積層されて合板5が形成され、さらに最終的に湾曲状に形成されてなるものであることを主たる構成とする。
図3−2は、単板の組合せ方による特性の相違を表にまとめた説明図である。図3に示すように本湾曲合板36は、木材板32F、32A、32B、32C、・・・、32Fの木目方向が、交互に順方向−交差方向−順方向−・・・となるように、木材板32F等が積層されていることを、特徴的な構成とする。なお、図においては、単板の組合せ方(積層状態)を示し、その下に、それに対する湾曲の形成の方法を、弧により描いている。
実施例 空気清浄機の排気孔部
厚さ1.6mm、450mm角のヒバ材に酢酸ビニルエマルジョン接着剤を片面塗布して3枚を積層し、積層したものを湾曲させながら24時間プレスすることで接着し、湾曲合板とした。次にNCルーターを用いて、これに吸引機構によって湾曲合板の板面を吸引して湾曲面をフラットな状態にした。その状態を保持したままで、湾曲合板を430×420mmの寸法により、設計通りに全体形状を整えた。
3A、23A、23B、33A、33B、33C…内部に挟まれた木材板(単板)
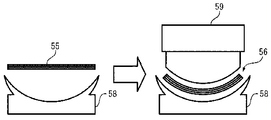
5、55…合板
6、26、36、56、66…湾曲合板
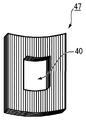
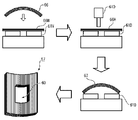
40、60…窓部
47…加工済み湾曲合板
58、59…湾曲形成手段
61D…加工具
61V…吸引手段
66H…平板状態
67…NC加工済み湾曲合板
Claims (11)
- 三枚以上の木材板からなる湾曲合板であって、その両外側の木材板は木目方向が同じ方向(以下、「順方向」)であり、内部に挟まれた木材板のうち少なくとも一枚はその木目方向が両外側の木目方向と交差する方向(以下、「交差方向」)である、湾曲合板。
- 前記順方向に略直交する方向(以下、「直交方向」)に湾曲が形成されていることを特徴とする、請求項1に記載の湾曲合板。
- 前記木材板の木目方向が交互に順方向−交差方向となるように該木材板が積層されていることを特徴とする、請求項2に記載の湾曲合板。
- 前記交差方向は、前記順方向に対して略直交する方向であることを特徴とする、請求項1ないし3のいずれかに記載の湾曲合板。
- NC加工用であることを特徴とする、請求項1ないし4のいずれかに記載の湾曲合板。
- NC加工済みであることを特徴とする、請求項1ないし4のいずれかに記載の湾曲合板。
- 前記NC加工は窓開加工であることを特徴とする、請求項6に記載の湾曲合板。
- 三枚以上の木材板からなる合板から湾曲合板を製造する方法であって、該合板は、その両外側の木材板は木目方向が同じ方向(以下、「順方向」)であってかつ内部に挟まれた木材板のうち少なくとも一枚はその木目方向が両外側の木目方向と交差する方向(以下、「交差方向」)であるものとし、該順方向に直交する方向(以下、「直交方向」)に湾曲が形成されるよう該合板に対して湾曲形成手段による加圧処理を行って湾曲合板を得る、湾曲合板製造方法。
- 前記合板において前記交差方向は前記順方向に対して略直交する方向とし、NC加工用の湾曲合板を製造可能であることを特徴とする、請求項8に記載の湾曲合板製造方法。
- 請求項1ないし5のいずれかに記載の湾曲合板を用い、該湾曲合板をNC加工装置の吸引手段を用いた吸引処理により湾曲状態から平らな状態とし、その状態にてNC加工処理を施し、該吸引処理を解除することにより該湾曲合板を再び湾曲状態とする、NC加工済み湾曲合板製造方法。
- 三枚以上の木材板からなる合板であって、その両外側の木材板は木目方向が同じ方向(以下、「順方向」)であり、内部に挟まれた木材板のうち少なくとも一枚はその木目方向が両外側の木目方向と交差する方向(以下、「交差方向」)であり、湾曲合板製造用であることを特徴とする、合板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071753A JP2012206270A (ja) | 2011-03-29 | 2011-03-29 | 湾曲合板、その製造方法および合板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071753A JP2012206270A (ja) | 2011-03-29 | 2011-03-29 | 湾曲合板、その製造方法および合板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012206270A true JP2012206270A (ja) | 2012-10-25 |
Family
ID=47186488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011071753A Pending JP2012206270A (ja) | 2011-03-29 | 2011-03-29 | 湾曲合板、その製造方法および合板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012206270A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI20245070A1 (en) * | 2024-01-24 | 2025-07-25 | Metsaeliitto Osuuskunta | Prefabricated wall element |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50112781U (ja) * | 1974-03-05 | 1975-09-13 | ||
| US4012548A (en) * | 1976-04-06 | 1977-03-15 | Barney Roberti | High strength composite wood veneer articles |
| JPS55130705A (en) * | 1979-03-31 | 1980-10-09 | Matsushita Electric Works Ltd | Special form aggregate |
| JPS5896501A (ja) * | 1981-12-04 | 1983-06-08 | 生田木材工業株式会社 | 簡易施工用化粧薄板の湾曲成形法 |
| JPS62249701A (ja) * | 1986-04-24 | 1987-10-30 | 株式会社 山喜合板製作所 | 合板製造方法 |
| JPH02114000A (ja) * | 1988-10-24 | 1990-04-26 | Harada Keshiyou Gohan Kk | 家具材、建材などに於ける模様作成方法 |
| JPH0372500U (ja) * | 1989-11-16 | 1991-07-22 | ||
| JPH0549310U (ja) * | 1991-07-31 | 1993-06-29 | 株式会社平安コーポレーション | Ncルータの押え集塵装置 |
| JPH0551606U (ja) * | 1991-12-13 | 1993-07-09 | 株式会社平安コーポレーション | Ncルータの押え集塵装置 |
| JPH05305602A (ja) * | 1991-08-20 | 1993-11-19 | Tomio Otsubo | 湾曲木製部材の製造方法 |
| JPH07266304A (ja) * | 1994-03-21 | 1995-10-17 | Mercedes Benz Ag | 特に湾曲面を上張りするためのベニヤとその製造方法 |
| US6038770A (en) * | 1997-02-25 | 2000-03-21 | Rainer Carrier | Process for the production of wood-veneer steering wheel |
| JP2002326209A (ja) * | 2001-04-27 | 2002-11-12 | Annaka Seisakusho:Kk | 曲面状化粧ボードの曲面形成方法 |
| JP2010149480A (ja) * | 2008-12-26 | 2010-07-08 | Kojima Press Industry Co Ltd | 木質化粧板の製造方法 |
| US20110265942A1 (en) * | 2008-11-28 | 2011-11-03 | Corruven Canada Inc. | Waved Wood Assembly and Method of Making Same |
-
2011
- 2011-03-29 JP JP2011071753A patent/JP2012206270A/ja active Pending
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50112781U (ja) * | 1974-03-05 | 1975-09-13 | ||
| US4012548A (en) * | 1976-04-06 | 1977-03-15 | Barney Roberti | High strength composite wood veneer articles |
| JPS55130705A (en) * | 1979-03-31 | 1980-10-09 | Matsushita Electric Works Ltd | Special form aggregate |
| JPS5896501A (ja) * | 1981-12-04 | 1983-06-08 | 生田木材工業株式会社 | 簡易施工用化粧薄板の湾曲成形法 |
| JPS62249701A (ja) * | 1986-04-24 | 1987-10-30 | 株式会社 山喜合板製作所 | 合板製造方法 |
| JPH02114000A (ja) * | 1988-10-24 | 1990-04-26 | Harada Keshiyou Gohan Kk | 家具材、建材などに於ける模様作成方法 |
| JPH0372500U (ja) * | 1989-11-16 | 1991-07-22 | ||
| JPH0549310U (ja) * | 1991-07-31 | 1993-06-29 | 株式会社平安コーポレーション | Ncルータの押え集塵装置 |
| JPH05305602A (ja) * | 1991-08-20 | 1993-11-19 | Tomio Otsubo | 湾曲木製部材の製造方法 |
| JPH0551606U (ja) * | 1991-12-13 | 1993-07-09 | 株式会社平安コーポレーション | Ncルータの押え集塵装置 |
| JPH07266304A (ja) * | 1994-03-21 | 1995-10-17 | Mercedes Benz Ag | 特に湾曲面を上張りするためのベニヤとその製造方法 |
| US6038770A (en) * | 1997-02-25 | 2000-03-21 | Rainer Carrier | Process for the production of wood-veneer steering wheel |
| JP2002326209A (ja) * | 2001-04-27 | 2002-11-12 | Annaka Seisakusho:Kk | 曲面状化粧ボードの曲面形成方法 |
| US20110265942A1 (en) * | 2008-11-28 | 2011-11-03 | Corruven Canada Inc. | Waved Wood Assembly and Method of Making Same |
| JP2010149480A (ja) * | 2008-12-26 | 2010-07-08 | Kojima Press Industry Co Ltd | 木質化粧板の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI20245070A1 (en) * | 2024-01-24 | 2025-07-25 | Metsaeliitto Osuuskunta | Prefabricated wall element |
| FI131812B1 (en) * | 2024-01-24 | 2025-12-15 | Metsaeliitto Osuuskunta | Prefabricated wall element |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6262175B2 (ja) | ハイブリッド木質コア集成材の製造方法 | |
| WO2008010602A1 (en) | Composite material for core, process for producing the same, plywood and process for producing the same | |
| JP2004257239A5 (ja) | ||
| EP1876859A3 (en) | Diaphragm for speaker and manufacturing method therefor | |
| JP2011068015A (ja) | 合板、パーム合板、合板製造方法、およびパーム合板製造方法 | |
| RU2014148771A (ru) | Внутренний слой, содержащий зигзагообразные древесные элементы, и многослойный композит, содержащий внутренний слой | |
| JP2012206270A (ja) | 湾曲合板、その製造方法および合板 | |
| ATE457859T1 (de) | Leichtbauplatte sowie herstellungsverfahren dafür | |
| CN103846981A (zh) | 一种轻质复合板材 | |
| WO2012099065A1 (ja) | 食品用木製積層板 | |
| JP6899576B2 (ja) | 竹材を用いた直交集成板 | |
| JP2014024200A (ja) | バンブー集成部品の製造方法、および、バンブー・ステアリングホイールの製造方法 | |
| JP2011143574A (ja) | 色布内包積層材又は色布内包集成材の製造方法 | |
| US20100183838A1 (en) | Light Weight Panel and Method of Manufacture | |
| CN210336272U (zh) | 一种竹炭复合板 | |
| JP2015047848A (ja) | 建具 | |
| JP2010000607A (ja) | 集成材 | |
| JP2010167563A (ja) | ベニヤ板およびその製造方法 | |
| CN204510655U (zh) | 一种竹木复合厚型板材 | |
| JP3189600U (ja) | 異樹種三層パネル | |
| CN203077416U (zh) | 一种竹木材料集装箱底板 | |
| JP3210101U (ja) | 集成角材 | |
| JP2009000932A (ja) | 構造用集成材 | |
| CN105500469A (zh) | 一种用刨花层积材作为芯层的集装箱底板及其制造方法 | |
| JP2012206271A (ja) | 筒状材およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150423 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20151125 |