JP2012207245A - 加熱炉用ローラー - Google Patents
加熱炉用ローラー Download PDFInfo
- Publication number
- JP2012207245A JP2012207245A JP2011071722A JP2011071722A JP2012207245A JP 2012207245 A JP2012207245 A JP 2012207245A JP 2011071722 A JP2011071722 A JP 2011071722A JP 2011071722 A JP2011071722 A JP 2011071722A JP 2012207245 A JP2012207245 A JP 2012207245A
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- shaft
- heating furnace
- shaft sleeve
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Tunnel Furnaces (AREA)
Abstract
【解決手段】セラミック製の胴部スリーブの両端部にそれぞれ金属製の軸スリーブを、締まり嵌めによって嵌合接合する。軸スリーブは、同一金属を用いて、胴部スリーブに嵌合する中空のスリーブ部と、中空のスリーブ形状の軸受部を連結した構成にする。スリーブ部の端部は、胴部スリーブの端部よりも外方向に延長する。
【選択図】 図1
Description
尚、ここでの解析は、胴部スリーブ、軸スリーブ双方の温度を与えて、それぞれの温度の元での応力を求めるもので、実際の場合のように、雰囲気温度からの加熱や熱伝導から求めるものではない。あくまでも、熱膨張に起因する張り割れ応力への、軸スリーブ肉厚による影響を、相対的に比較するための近似的な解析であることを、断っておかねばならない。
σ1θb=(d2+b2)p/(d2−b2)・・・(1)
軸スリーブの円周応力最大値は外径に生じ、
σ2θb=(b2+a2)p/(b2−a2)・・・(2)
で求められる。ここで、接触部の圧力pは、
p=E1E2(d2−b2)(b2−a2){δ/2b+(α2ΔT2−α1ΔT1)}/〔E2(b2-a2){(d2+b2)+ν1(d2-b2)}−E1(d2-b2){(a2+b2)+ν2(b2−a2)}〕
を用いて、求められる。ただし、2d:胴部スリーブの外径、2b:同内径または軸スリーブの外径(δは無視できる)、2a:軸スリーブの内径、E1、E2:胴部スリーブ、軸スリーブそれぞれの縦弾性係数、ν1、ν2:胴部スリーブ、軸スリーブそれぞれのポアソン比、ΔT1、ΔT2:胴部スリーブ、軸スリーブそれぞれの室温からの温度上昇、α1、α2:胴部スリーブ、軸スリーブそれぞれの線膨張係数である。
ただし、P:ローラに加わる搬送材の重力×4(衝撃係数)5760kg、l:胴部スリーブ端から軸受中心までの距離、525mm、である。式(3)から軸方向応力は69.5MPaと計算され、これは(2)式から求められた、500℃における同位置の軸円周圧縮応力に対して、10%程度で、その影響は無視できる。
ローラー端、即ち軸スリーブとの嵌合部の胴部スリーブ(窒化珪素)の温度:1000℃(実態よりかなり高く設定)、熱膨張係数:(セラミックス)3×10-6(軸スリーブの耐熱鋼)17×10-6 1/℃とした。
Claims (13)
- セラミック製の胴部スリーブの両端部にそれぞれ金属製の軸スリーブを嵌合接合し、かつ内部無水冷構造とした加熱炉用ローラーにおいて、
前記軸スリーブの嵌合接合は、前記胴部スリーブの端部に締まり嵌めによって接合し、
前記軸スリーブは、同一金属を用いて、胴部スリーブに嵌合する中空のスリーブ部と、中空のスリーブ形状の軸受部を連結した構成にし、
前記スリーブ部の端部を前記胴部スリーブの端部よりも外方向に延長し、かつ、
前記軸スリーブの軸受部を回転可能に支持する軸受を備えたことから成る加熱炉用ローラー。 - 前記スリーブ部よりも前記軸受部を小径にして、両者の間にフランジ部を介在させて一体に連結した請求項1に記載の加熱炉用ローラー。
- 前記スリーブ部と前記軸受部を同一径のストレートなスリーブ形状にして連結した請求項1に記載の加熱炉用ローラー。
- 前記スリーブ部の端部を前記胴部スリーブの端部よりも外方向に延長した長さNは、前記軸スリーブ厚さHの少なくとも2倍にした請求項1に記載の加熱炉用ローラー。
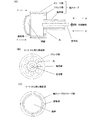
- 前記フランジ部及び前記軸受部の中心に設けた空冷管、及び前記フランジ部に複数個設けた孔によって、冷却空気を送るための空冷手段を構成した請求項1に記載の加熱炉用ローラー。
- 冷却空気を受け、前記胴部スリーブ部で高温になった内部空気を適度に遮蔽する隔壁を、前記スリーブ部内部に設けた請求項5に記載の加熱炉用ローラー。
- 前記胴部スリーブはAl2O3、ZrO2、Si02、SiC、Si3N4、Y2O3、TiO2、Cr2O3、MgO、CeO2の群から選ばれる、1種ないしは2種以上の成分からなるセラミックスの焼結体である請求項1に記載の加熱炉用ローラー。
- 前記金属製の軸スリーブは、炭素鋼、合金鋼、または耐熱鋼の中から選択する請求項1に記載の加熱炉用ローラー。
- 前記スリーブ部の肉厚は、高温稼動状態において胴部スリーブの破壊強さを上まわらぬように設計される請求項1に記載の加熱炉用ローラー。
- 前記胴部スリーブと前記軸部スリーブとの嵌合部において、それらの間に断熱層を介在させてなる請求項1に記載の加熱炉用ローラー。
- 前記胴部スリーブと前記軸スリーブとの嵌合部において、軸スリーブ外径に、ねじ山部が非ねじ山部の0.5以下の比率になるようにねじ溝加工が施されてなる請求項1に記載の加熱炉用ローラー。
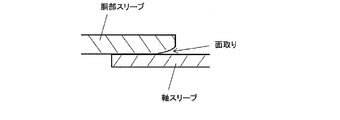
- 前記胴部スリーブ内面端部に生じる局部強圧を緩和するために、胴部スリーブ内面端部に大きな曲率で面取りを施した請求項1に記載の加熱炉用ローラー。
- 前記胴部スリーブと前記軸スリーブとの嵌合部において、前記軸スリーブ外径側に、端部側の肉厚が大きくなるようなテーパー、或いは、前記胴部スリーブ端部内面に端部側の肉厚が薄くなるようなテーパーを形成した請求項1に記載の加熱炉用ローラー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071722A JP5794614B2 (ja) | 2011-03-29 | 2011-03-29 | 加熱炉用ローラー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071722A JP5794614B2 (ja) | 2011-03-29 | 2011-03-29 | 加熱炉用ローラー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012207245A true JP2012207245A (ja) | 2012-10-25 |
| JP5794614B2 JP5794614B2 (ja) | 2015-10-14 |
Family
ID=47187242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011071722A Expired - Fee Related JP5794614B2 (ja) | 2011-03-29 | 2011-03-29 | 加熱炉用ローラー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5794614B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013191539A (ja) * | 2012-02-15 | 2013-09-26 | Hitachi Maxell Ltd | リチウムイオン二次電池およびリチウムイオン二次電池用正極活物質の製造方法 |
| CN104949508A (zh) * | 2015-06-18 | 2015-09-30 | 陈唯生 | 高强度炉底辊 |
| CN105737874A (zh) * | 2014-12-27 | 2016-07-06 | 株式会社三丰 | 标尺固定设备 |
| JP2016126000A (ja) * | 2014-12-27 | 2016-07-11 | 株式会社ミツトヨ | スケール固定装置 |
| WO2017046253A1 (en) * | 2015-09-18 | 2017-03-23 | Vesuvius France Sa | Conveyor roll assembly, torque transmission and support means and process for making a conveyor roll assembly used in a high temperature environment |
| US10088237B2 (en) | 2014-11-28 | 2018-10-02 | Sms Group Gmbh | Uncooled furnace roll and method for producing an uncooled furnace roll |
| CN108759463A (zh) * | 2018-08-28 | 2018-11-06 | 方大特钢科技股份有限公司 | 轧钢加热炉悬臂辊辊套 |
| CN109539797A (zh) * | 2018-12-26 | 2019-03-29 | 北京京诚凤凰工业炉工程技术有限公司 | 炉内无水冷悬臂辊 |
| KR102271158B1 (ko) * | 2020-12-22 | 2021-06-29 | 조아라 | 세라믹 롤러 |
| EP3999452A1 (de) * | 2019-07-15 | 2022-05-25 | Primetals Technologies Austria GmbH | Fördern eines förderguts |
| CN115558761A (zh) * | 2022-09-21 | 2023-01-03 | 承德建龙特殊钢有限公司 | 一种特种钢加热炉辊道装置及其用途 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62175064U (ja) * | 1986-04-24 | 1987-11-06 | ||
| JPS6473024A (en) * | 1987-09-14 | 1989-03-17 | Kubota Ltd | Hearth roll for continuous heat treatment furnace |
| JPH10324534A (ja) * | 1997-05-26 | 1998-12-08 | Asahi Glass Co Ltd | ロールの接続構造 |
| JPH11270971A (ja) * | 1998-03-23 | 1999-10-05 | Noritake Co Ltd | ローラーハースキルン用ローラー |
| JP2000249472A (ja) * | 1999-03-02 | 2000-09-14 | Matsushita Electric Ind Co Ltd | 搬送ローラ及びその組立方法とこれを用いた加熱炉 |
-
2011
- 2011-03-29 JP JP2011071722A patent/JP5794614B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62175064U (ja) * | 1986-04-24 | 1987-11-06 | ||
| JPS6473024A (en) * | 1987-09-14 | 1989-03-17 | Kubota Ltd | Hearth roll for continuous heat treatment furnace |
| JPH10324534A (ja) * | 1997-05-26 | 1998-12-08 | Asahi Glass Co Ltd | ロールの接続構造 |
| JPH11270971A (ja) * | 1998-03-23 | 1999-10-05 | Noritake Co Ltd | ローラーハースキルン用ローラー |
| JP2000249472A (ja) * | 1999-03-02 | 2000-09-14 | Matsushita Electric Ind Co Ltd | 搬送ローラ及びその組立方法とこれを用いた加熱炉 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013191539A (ja) * | 2012-02-15 | 2013-09-26 | Hitachi Maxell Ltd | リチウムイオン二次電池およびリチウムイオン二次電池用正極活物質の製造方法 |
| US10088237B2 (en) | 2014-11-28 | 2018-10-02 | Sms Group Gmbh | Uncooled furnace roll and method for producing an uncooled furnace roll |
| CN105737874A (zh) * | 2014-12-27 | 2016-07-06 | 株式会社三丰 | 标尺固定设备 |
| JP2016126000A (ja) * | 2014-12-27 | 2016-07-11 | 株式会社ミツトヨ | スケール固定装置 |
| CN104949508A (zh) * | 2015-06-18 | 2015-09-30 | 陈唯生 | 高强度炉底辊 |
| TWI725989B (zh) * | 2015-09-18 | 2021-05-01 | 法商維蘇威法國公司 | 用於在高溫使用的輸送機滾輪總成及其製造方法 |
| JP2018535164A (ja) * | 2015-09-18 | 2018-11-29 | ベスビウス フランス ソシエテ アノニム | 高温環境で使用されるコンベヤローラ組立体、トルク伝達及び支持手段、並びにコンベヤローラ組立体の製造方法 |
| US10287101B2 (en) | 2015-09-18 | 2019-05-14 | Vesuvius France S.A. | Conveyor roll assembly, torque transmission and support means and process for making a conveyor roll assembly used in a high temperature environment |
| RU2718039C2 (ru) * | 2015-09-18 | 2020-03-30 | Везувиус Франс Са | Узел роликов конвейера, средство передачи крутящего момента и опоры и способ изготовления узла роликов конвейера, применяемого в высокотемпературной среде |
| AU2016324980B2 (en) * | 2015-09-18 | 2020-09-17 | Vesuvius France Sa | Conveyor roll assembly, torque transmission and support means and process for making a conveyor roll assembly used in a high temperature environment |
| WO2017046253A1 (en) * | 2015-09-18 | 2017-03-23 | Vesuvius France Sa | Conveyor roll assembly, torque transmission and support means and process for making a conveyor roll assembly used in a high temperature environment |
| CN108759463A (zh) * | 2018-08-28 | 2018-11-06 | 方大特钢科技股份有限公司 | 轧钢加热炉悬臂辊辊套 |
| CN109539797A (zh) * | 2018-12-26 | 2019-03-29 | 北京京诚凤凰工业炉工程技术有限公司 | 炉内无水冷悬臂辊 |
| CN109539797B (zh) * | 2018-12-26 | 2024-05-14 | 北京京诚凤凰工业炉工程技术有限公司 | 炉内无水冷悬臂辊 |
| EP3999452A1 (de) * | 2019-07-15 | 2022-05-25 | Primetals Technologies Austria GmbH | Fördern eines förderguts |
| KR102271158B1 (ko) * | 2020-12-22 | 2021-06-29 | 조아라 | 세라믹 롤러 |
| CN115558761A (zh) * | 2022-09-21 | 2023-01-03 | 承德建龙特殊钢有限公司 | 一种特种钢加热炉辊道装置及其用途 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5794614B2 (ja) | 2015-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5794614B2 (ja) | 加熱炉用ローラー | |
| CN1516746A (zh) | 用于输送炉内加热的金属带的辊道辊 | |
| JP4493881B2 (ja) | 真空熱処理炉 | |
| JPH0912126A (ja) | ロール用スリーブの保護材 | |
| JP3362620B2 (ja) | 炉内搬送ロール | |
| BR112017005933B1 (pt) | rolo de forno e aparato de recozimento contínuo | |
| JP4998822B2 (ja) | セラミックス製ロール | |
| CN112585420B (zh) | 用于辊底式炉的辊子 | |
| US10287101B2 (en) | Conveyor roll assembly, torque transmission and support means and process for making a conveyor roll assembly used in a high temperature environment | |
| JPS5870958A (ja) | 高温鋼材搬送用ロ−ラ− | |
| CN214400651U (zh) | 钢坯加热炉炉内运输辊 | |
| JP2014069199A (ja) | 回転体 | |
| CN1460392A (zh) | 感应加热装置的挡热板 | |
| JP4270739B2 (ja) | 熱間加工用支持体 | |
| JP5979613B2 (ja) | 回転体 | |
| JP2008105085A (ja) | 搬送用ローラ | |
| JP5892642B2 (ja) | 回転体 | |
| JPH01316414A (ja) | スリーブロール | |
| JPH01139716A (ja) | 耐高温用ロール | |
| JPS59127957A (ja) | 高温材料搬送ロ−ル | |
| JPH0344367Y2 (ja) | ||
| JP2660467B2 (ja) | 誘導加熱コイルの耐熱絶縁体 | |
| JP5663922B2 (ja) | 鋼材熱処理炉用搬送ロール | |
| JP2015232394A (ja) | 回転体 | |
| KR101641047B1 (ko) | 열처리로의 허스롤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150721 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150806 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5794614 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |