JP2012240002A - 触媒の製造方法 - Google Patents
触媒の製造方法 Download PDFInfo
- Publication number
- JP2012240002A JP2012240002A JP2011113830A JP2011113830A JP2012240002A JP 2012240002 A JP2012240002 A JP 2012240002A JP 2011113830 A JP2011113830 A JP 2011113830A JP 2011113830 A JP2011113830 A JP 2011113830A JP 2012240002 A JP2012240002 A JP 2012240002A
- Authority
- JP
- Japan
- Prior art keywords
- copper
- platinum
- working electrode
- platinum particles
- copper layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Catalysts (AREA)
- Chemically Coating (AREA)
- Inert Electrodes (AREA)
Abstract
【解決手段】銅イオンを含む酸水溶液を、白金担持導電体3aで懸濁した懸濁液11に銅材10を浸漬し、白金粒子32の表面に銅層を析出させる析出工程S21と、析出工程S21における白金粒子の表面の銅層の析出状態を評価する評価工程S20と、を含む。評価工程S20は、参照極16と、白金からなる作用極14とを懸濁液11に浸漬する浸漬工程S22を含み、作用極S11の表面に銅層を析出させながら、参照極16に対する作用極14の電位が一定電位となるまでの時間を測定する測定工程S23と、測定後の作用極に析出した銅層を除去する除去工程S24とからなる一連の工程を、繰り返し行い、繰り返し行われる前定工程S23における測定時間毎の変化量に基づいて、析出工程S21を終了する。
【選択図】図2
Description
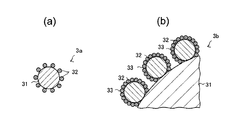
図1は、本発明の実施形態に係る触媒の製造方法に用いる装置の模式的概略図である。図2は、本発明に係る触媒の製造方法を説明するためのフロー図である。図3は、図2に示すフローにおける触媒の状態を説明するための模式図であり、(a)は、析出工程前の触媒の断面図であり、(b)は、析出工程後の触媒の一部の拡大断面図である。
図2に示すように、白金粒子表面に銅層を析出させる析出工程S21を行う。具体的には、白金粒子、または白金粒子を担持した導電性担体を準備する。本実施形態では、図3(a)に示す導電性担体31に白金粒子32を担持した白金担持導電体3aを準備する。白金粒子は、白金合金または白金からなり、白金合金として、例えば、PtFe合金、PtMo合金、PtCu合金、PtRu合金、PtSn合金、PtW合金、PtCo合金、PtNi合金、PtIr合金、PtAu合金などを挙げることができ、触媒として作用することができる白金合金であれば特に限定されるものではない。また、白金粒子の大きさは特に限定されるものではなく、例えば燃料電池用の電極触媒に用いる場合には、2〜10nmが好ましい。
攪拌中において、白金粒子が銅材に接触しない一部の白金粒子は、その表面に銅層は被覆されていない(析出していない)ので、これらすべての白金粒子の表面に、銅層が被覆されたかを確認するために、図2に示すように、析出工程S21と並列して、評価工程S20をおこなう。評価工程S20は、析出工程S21における白金粒子の表面の銅層の析出状態を評価する工程であり、評価工程S20は、浸漬工程S22、測定工程S23、除去工程S24、および判定工程S25からなる。
金置換工程S26では、不活性ガス中において、析出工程S21で得られた銅層被覆白金担持導電体(懸濁液)を金イオン水溶液に攪拌することにより、前記銅層の銅を金に置換する。これにより、白金粒子32の表面に、金粒子が修飾される。ここで、金イオン水溶液として、AuCl4 −を含む塩など、銅を金に置換することができる水溶液を用い、この水溶液に、塩酸や過塩素酸をさらに添加してもよい。
銅材を浸漬した硫酸銅水溶液(50mM CuSO4/0.1M H2SO4)、90mlに、白金粒子を30質量%担持した白金担持カーボン(30mass%Pt/C)100mgに対して硫酸酸溶液200mlとなるように、白金担持カーボンを投入し、攪拌した。これにより、白金粒子の表面に銅層が被覆された白金担持カーボンを含む懸濁液を得た。この懸濁液を、収容槽に投入し、析出工程を行うための銅ロッド(φ5.5mm)×4本を浸漬した。一方、評価工程を行うために、ポテンショスタットに、ガラス材が一部被覆された白金線(粉末電位モニター)からなる作用極と、ガラスフリットによりCuSO4/H2SO4を液絡した銅線からなる参照極と、白金板を露出するようにガラス被覆で被覆された対極とを浸漬した。そして、参照極に対する作用極の電位をモニタリングした。

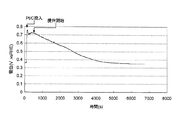
図5および図6に示すように1回目の測定時間から、回数が進むに従って、測定時間(銅の標準電極電位に到達する時間)が短くなった。これは、銅層が析出された白金粒子の割合が増加しているからであると考えられる。さらに、図6に示すように、4回目と5回目では、ほぼ同じ測定時間となった。すなわち、4回目と5回目の測定時間の変化量はほぼ0である。これは、ほぼ全ての白金粒子に銅層が析出したからであると考えられる。そして、表1に示すように、水素と銅の原子量比は、回数に拘らずほぼ1に近く、このことから、すべての白金粒子の表面には、銅が被覆されていることが確認された。したがって、この繰り返し行う測定時間の変化量に基づいて、析出工程の完了を判定すればよいことがわかる。
Claims (4)
- 白金または白金合金からなる白金粒子の表面、または、白金粒子を担持した導電性担体の前記白金粒子の表面に銅層を被覆した触媒の製造方法であって、
該製造方法は、銅イオンを含む酸水溶液を、前記白金粒子または前記導電性担体で懸濁した懸濁液に銅材を浸漬した状態で、前記懸濁液を攪拌して該銅材と前記白金粒子または前記導電性担体を接触させることにより、前記白金粒子の表面に銅層を析出させる析出工程と、該析出工程に合わせて、析出工程における前記白金粒子の表面の銅層の析出状態を評価する評価工程と、を含み、
該評価工程は、参照極と、白金または白金合金からなる作用極とを前記懸濁液に浸漬する浸漬工程を含み、
前記懸濁液の攪拌で、前記銅層が形成された白金粒子を前記作用極に接触させることにより、前記作用極の表面に銅層を析出させながら、前記参照極に対する前記作用極の電位が一定電位となるまでの時間を測定する測定工程と、該測定工程後の前記作用極に析出した銅層を除去する除去工程とからなる一連の工程を、繰り返し行うものであり、
繰り返し行われる前記測定工程における測定時間毎の変化量に基づいて、前記析出工程を終了することを特徴とする触媒の製造方法。 - 前記作用極として、少なくとも先端側が露出するように、基端側にガラス材が被覆された作用極を用い、
前記浸漬工程において、前記先端側の露出した全ての部分が、前記懸濁液に浸漬するように、前記作用極を浸漬させることを特徴とする請求項1に記載の触媒の製造方法。 - 前記参照極に銅からなる参照極を用い、
前記浸漬工程において、該参照極に前記懸濁液中の前記酸水溶液が接触し、かつ、前記懸濁液中の前記白金粒子または前記導電性担体が接触しないように、前記参照極を浸漬させることを特徴とする請求項1または2に記載の触媒の製造方法。 - 前記除去工程において、前記参照極に対する前記作用極の電位を、銅の標準電極電位よりも高い電位に制御することにより、前記作用極の表面に被覆された銅層を除去することを特徴とする請求項3に記載の触媒の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113830A JP5792514B2 (ja) | 2011-05-20 | 2011-05-20 | 触媒の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011113830A JP5792514B2 (ja) | 2011-05-20 | 2011-05-20 | 触媒の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012240002A true JP2012240002A (ja) | 2012-12-10 |
| JP5792514B2 JP5792514B2 (ja) | 2015-10-14 |
Family
ID=47462260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011113830A Expired - Fee Related JP5792514B2 (ja) | 2011-05-20 | 2011-05-20 | 触媒の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5792514B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016131964A (ja) * | 2015-01-22 | 2016-07-25 | トヨタ自動車株式会社 | 触媒の製造方法及び製造装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS539235A (en) * | 1976-07-14 | 1978-01-27 | Tokyo Shibaura Electric Co | Method of adjusting concentration of nonnelectrolytic plating solution |
| JPS57158364A (en) * | 1981-03-25 | 1982-09-30 | Toshiba Corp | Measuring method for electroless plating reaction |
| JPH08253870A (ja) * | 1995-03-14 | 1996-10-01 | Sumitomo Metal Mining Co Ltd | 金属被覆粉体の製造方法 |
| JP2006032633A (ja) * | 2004-07-15 | 2006-02-02 | Hitachi Communication Technologies Ltd | 化学銅めっき装置における析出銅膜厚管理装置 |
-
2011
- 2011-05-20 JP JP2011113830A patent/JP5792514B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS539235A (en) * | 1976-07-14 | 1978-01-27 | Tokyo Shibaura Electric Co | Method of adjusting concentration of nonnelectrolytic plating solution |
| JPS57158364A (en) * | 1981-03-25 | 1982-09-30 | Toshiba Corp | Measuring method for electroless plating reaction |
| JPH08253870A (ja) * | 1995-03-14 | 1996-10-01 | Sumitomo Metal Mining Co Ltd | 金属被覆粉体の製造方法 |
| JP2006032633A (ja) * | 2004-07-15 | 2006-02-02 | Hitachi Communication Technologies Ltd | 化学銅めっき装置における析出銅膜厚管理装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016131964A (ja) * | 2015-01-22 | 2016-07-25 | トヨタ自動車株式会社 | 触媒の製造方法及び製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5792514B2 (ja) | 2015-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5425825B2 (ja) | 置換メッキ前駆体の製造方法 | |
| US9034165B2 (en) | Underpotential deposition-mediated layer-by-layer growth of thin films | |
| CN100571865C (zh) | 一种核壳型纳米多孔金属催化剂及其制备方法 | |
| EP0106197A2 (en) | Catalyst and its electrochemical method of manufacture | |
| JP6116000B2 (ja) | 白金コアシェル触媒の製造方法及びそれを用いた燃料電池 | |
| JP5664370B2 (ja) | 触媒微粒子の製造方法 | |
| JP5768848B2 (ja) | コアシェル触媒及びコアシェル触媒の製造方法 | |
| JP6172734B2 (ja) | 固体高分子形燃料電池カソード用の触媒およびそのような触媒の製造方法 | |
| WO2015122104A1 (ja) | コアシェル触媒粒子の製造方法 | |
| US9017530B2 (en) | Method and electrochemical cell for synthesis and treatment of metal monolayer electrocatalysts metal, carbon, and oxide nanoparticles ion batch, or in continuous fashion | |
| Mkhohlakali et al. | Electrosynthesis and characterization of PdIr using electrochemical atomic layer deposition for ethanol oxidation in alkaline electrolyte | |
| JP5792514B2 (ja) | 触媒の製造方法 | |
| JP2014213212A (ja) | コアシェル触媒粒子の製造方法 | |
| JP2016073895A (ja) | コアシェル触媒の製造方法 | |
| JP5678698B2 (ja) | 触媒微粒子の製造方法 | |
| Lee et al. | Direct electrodeposition of thin metal films on functionalized dielectric layer and hydrogen gas sensor | |
| JP2006118022A (ja) | 水素発生用電極、水素発生用電極前駆体およびこれらの製造方法並びにこれを用いた電解方法 | |
| JP6020508B2 (ja) | 触媒微粒子及びカーボン担持触媒の各製造方法 | |
| JP2014221448A (ja) | コアシェル触媒粒子の製造方法及びコアシェル触媒粒子 | |
| JP2012240004A (ja) | 触媒の製造方法およびその製造装置 | |
| JP2012240005A (ja) | 触媒の製造装置 | |
| JP2012240000A (ja) | 触媒の製造方法 | |
| JP2016135465A (ja) | コアシェル触媒の製造方法 | |
| US12024778B2 (en) | Means for carrying out electroless metal deposition with atomic sub-monolayer precision | |
| EP3184667B1 (en) | Means for carrying out electroless metal deposition with atomic sub-monolayer precision |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150721 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150806 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5792514 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |