以下、本発明に係る建設機械用アームの実施の形態を、油圧ショベルのアームに適用した場合を例に挙げ、添付図面を参照しつつ詳細に説明する。
図中、1は建設機械の代表例としての油圧ショベルを示し、該油圧ショベル1は、自走可能なクローラ式の下部走行体2と、該下部走行体2上に旋回可能に搭載された上部旋回体3と、該上部旋回体3のベースとなる旋回フレーム3Aの前部側に俯仰動可能に設けられた作業装置4とにより大略構成されている。
作業装置4は、基端部が旋回フレーム3Aの前部側に俯仰動可能にピン結合されたブーム5と、基端部がブーム5の先端部に回動可能にピン結合された後述のアーム11と、該アーム11の先端部に回動可能にピン結合されたバケット6と、アーム11の先端側とバケット6との間に設けられたバケットリンク7と、ブーム5を旋回フレーム3Aに対して俯仰動させるブームシリンダ8と、アーム11をブーム5に対して回動させるアームシリンダ9と、バケット6をアーム11に対して回動させるバケットシリンダ10とにより構成されている。
ここで、バケットリンク7は、一端側がアーム11の先端側に連結された後リンク7Aと、一端側が後リンク7Aの他端側に連結され他端側がバケット6に連結された前リンク7Bとにより構成されている。一方、バケットシリンダ10のボトム側は、後述するアーム11のバケットシリンダブラケット23に取付けられ、バケットシリンダ10のロッド側は、バケットリンク7の後リンク7Aと前リンク7Bとの連結部分に接続されている。
次に、本実施の形態によるアームについて、図2ないし図8を参照して説明する。
11はブーム5の先端部に回動可能に取付けられたアームを示している。このアーム11は、全体として前,後方向に延びる長尺な箱型構造体として形成され、アームシリンダ9によりブーム5に対して上,下方向に回動するものである。
ここで、アーム11は、後述する左,右の側板12,13と、上板14と、下板15と、厚後板16とにより形成され、該アーム11は、全体として横断面が四角形の閉断面構造をなす箱型構造体をなしている。また、アーム11の後部側(ブーム5側)には後述のブーム連結ボス18、アームシリンダブラケット22、バケットシリンダブラケット23等が設けられ、アーム11の前部側(バケット6側)には後述のバケット連結ボス20、後リンク連結ボス21等が設けられている。
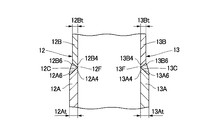
12はアーム11の左側面を構成する左側板を示し、該左側板12は、後述する右側板13と左,右方向で対面しつつ前,後方向に延びている。ここで、図4および図8に示すように、左側板12は、前,後方向の後側に位置し後述のブーム連結ボス18が固定される後厚側板12Aと、前,後方向の前側に位置し後述のバケット連結ボス20、後リンク連結ボス21が固定される前薄側板12Bとの2部材を接合することにより形成されている。
後厚側板12Aは、板厚が厚い鋼板材等の板材を用いて形成され、上板接合部12A1と、下板接合部12A2と、後板接合部12A3と、前薄側板接合部12A4とによって囲まれた六角形状をなしている。この場合、前薄側板接合部12A4は、上板接合部12A1から下板接合部12A2に向けて斜め前方に延びることにより、後厚側板12Aと前薄側板12Bとの接合部の長さを大きく確保している。また、下板接合部12A2と後板接合部12A3とが交わる角隅部には、ブーム連結ボス18のフランジ部18Bを接合するために円弧状に切欠かれたブーム連結ボス接合部12A5が設けられている。さらに、前薄板接合部12A4には、後述の開先12A6が設けられている。
12A6は後厚側板12Aの前端に設けられた開先を示し、該開先12A6は、後述する前薄側板12Bの後側開先12B6と突合わされるものである。ここで、図9ないし図12に示すように、開先12A6は、後厚側板12Aを構成する前薄側板接合部12A4の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先12A6は、ルートフェイスをもたない一様な傾斜面として形成され、前薄側板接合部12A4の全域に亘って設けられている。
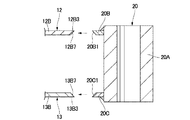
一方、前薄側板12Bは、後厚側板12Aよりも板厚が薄い鋼板材等の板材を用いて形成され、上板接合部12B1と、下板接合部12B2と、バケット連結ボス接合部12B3と、後厚側板接合部12B4とによって囲まれた四角形状をなしている。この場合、後厚側板接合部12B4は、上板接合部12B1から下板接合部12B2に向けて斜め前方に延びている。また、前薄側板12Bの前端側には、後リンク連結ボス21のフランジ部21Bを接合するための円形孔からなる後リンク連結ボス接合部12B5が設けられている。さらに、前薄側板12Bの後端となる後厚側板接合部12B4には後述の後側開先12B6が設けられ、前薄側板12Bの前端となるバケット連結ボス接合部12B3には後述の前側開先12B7が設けられている。
12B6は前薄側板12Bの後端に設けられた後側開先を示し、該後側開先12B6は、後厚側板12Aの開先12A6と突合わされるものである。ここで、図9ないし図12に示すように、後側開先12B6は、前薄側板12Bを構成する後厚側板接合部12B4の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先12B6は、ルートフェイスをもたない一様な傾斜面として形成され、後厚側板接合部12B4の全域に亘って設けられている。
12B7は前薄側板12Bの前端に設けられた前側開先を示し、該前側開先12B7は、後述するバケット連結ボス20の左鍔部20Bに設けられた開先20B1と突合わされるものである。ここで、図13ないし図16に示すように、前側開先12B7は、前薄側板12Bを構成するバケット連結ボス接合部12B3の端縁部を、内面側に向けて傾斜させて切欠くことにより形成されている。この開先12B7は、ルートフェイスをもたない一様な傾斜面として形成され、バケット連結ボス接合部12B3の全域に亘って設けられている。
一方、図6および図9に示すように、左側板12を構成する後厚側板12Aの板厚を12Atとし、前薄側板12Bの板厚を12Btとすると、板厚12Atと板厚12Btとの関係は、下記数1のように設定されている。
また、図11に示すように、後厚側板12Aの開先12A6と前薄側板12Bの後側開先12B6とを隙間(ギャップ)なく突合せることにより、後厚側板12Aの内面と前薄側板12Bの内面とは段差がない同一平面を形成する。一方、後厚側板12Aの外面と前薄側板12Bの外面とは板厚差に応じた段差を形成し、この段差部には、ルートフェイスがなくギャップがないV形開先12Cが形成される。この場合、V形開先12Cの開先角度をθとすると、この開先角度θは、下記数2の範囲に設定されている。
そして、例えば図12に示すように、V形開先12Cの位置で溶接トーチ100等を用いて突合せ溶接を行うことにより、後厚側板12Aの前薄側板接合部12A4と前薄側板12Bの後厚側板接合部12B4とが完全溶接の状態で接合され、後厚側板12Aと前薄側板12Bとからなる左側板12が形成されている。
ここで、V形開先12Cの開口幅は、溶接トーチ100の外径寸法に応じて決定されるものである。また、V形開先12Cの開先角度θは、溶接トーチ100の外径寸法、後厚側板12Aの板厚12At及び前薄側板12Bの板厚12Bt、必要な溶接ビードの量に基づいて決定されるものである。この場合、開先角度θが小さすぎると、後厚側板12Aと前薄側板12Bとが充分に溶込まず、開先角度θが大きすぎると使用するビードの量が増大して溶接作業性が低下するため、開先角度θは上記数2の範囲に設定するのが望ましい。
次に、13はアーム11の右側面を構成する右側板を示し、該右側板13は、左側板12と同一形状を有している。即ち、右側板13は、前,後方向の後側に位置し後述のブーム連結ボス18が固定される後厚側板13Aと、前,後方向の前側に位置し後述のバケット連結ボス20、後リンク連結ボス21が固定される前薄側板13Bとの2部材を接合することにより形成されている。
後厚側板13Aは、板厚が厚い鋼板材等の板材を用いて形成され、上板接合部13A1と、下板接合部13A2と、後板接合部13A3と、前薄側板接合部13A4とによって囲まれた六角形状をなしている。また、下板接合部13A2と後板接合部13A3とが交わる角隅部には、円弧状に切欠かれたブーム連結ボス接合部13A5が設けられ、前薄側板接合部13A4には、後述の開先13A6が設けられている。
13A6は後厚側板13Aの前端に設けられた開先を示し、該開先13A6は、後述する前薄側板13Bの後側開先13B6と突合わされるものである。ここで、図9ないし図12に示すように、開先13A6は、後厚側板13Aを構成する前薄側板接合部13A4の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先13A6は、ルートフェイスをもたない一様な傾斜面として形成され、前薄側板接合部13A4の全域に亘って設けられている。
一方、前薄側板13Bは、後厚側板13Aよりも板厚が薄い鋼板材等の板材を用いて形成され、上板接合部13B1と、下板接合部13B2と、バケット連結ボス接合部13B3と、後厚側板接合部13B4とによって囲まれた四角形状をなしている。また、前薄側板13Bの前端側には、円形孔からなる後リンク連結ボス接合部13B5が設けられている。さらに、前薄側板13Bの後端となる後厚側板接合部13B4には後述の後側開先13B6が設けられ、前薄側板13Bの前端となるバケット連結ボス接合部13B3には後述の前側開先13B7が設けられている。
13B6は前薄側板13Bの後端に設けられた後側開先を示し、該後側開先13B6は、後厚側板13Aの開先13A6と突合わされるものである。ここで、図9ないし図12に示すように、後側開先13B6は、前薄側板13Bを構成する後厚側板接合部13B4の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先13B6は、ルートフェイスをもたない一様な傾斜面として形成され、後厚側板接合部13B4の全域に亘って設けられている。
13B7は前薄側板13Bの前端に設けられた前側開先を示し、該前側開先13B7は、後述するバケット連結ボス20の右鍔部20Cに設けられた開先20C1と突合わされるものである。ここで、図13ないし図16に示すように、前側開先13B7は、前薄側板13Bを構成するバケット連結ボス接合部13B3の端縁部を、内面側に向けて傾斜させて切欠くことにより形成されている。この開先13B7は、ルートフェイスをもたない一様な傾斜面として形成され、バケット連結ボス接合部13B3の全域に亘って設けられている。
一方、図6および図9に示すように、右側板13を構成する後厚側板13Aの板厚を13Atとし、前薄側板13Bの板厚を13Btとすると、板厚13Atと板厚13Btとの関係は、下記数3のように設定されている。
また、図11に示すように、後厚側板13Aの開先13A6と前薄側板13Bの後側開先13B6とを隙間(ギャップ)なく突合せることにより、後厚側板13Aの内面と前薄側板13Bの内面とは段差がない同一平面を形成する。一方、後厚側板13Aの外面と前薄側板13Bの外面とは板厚差に応じた段差を形成し、この段差部には、ルートフェイスがなくギャップがないV形開先13Cが形成される。この場合、V形開先13Cの開先角度をθとすると、この開先角度θは上記数2の範囲に設定されている。
そして、例えば図12に示すように、V形開先13Cの位置で溶接トーチ100等を用いて突合せ溶接を行うことにより、後厚側板13Aの前薄側板接合部13A4と前薄側板13Bの後厚側板接合部13B4とが完全溶接の状態で接合され、後厚側板13Aと前薄側板13Bとからなる右側板13が形成されている。
次に、14はアーム11の上面を構成する上板を示し、この上板14は、左,右の側板12,13の上端側に接合され、前,後方向に延びている。ここで、上板14は、前,後方向の後側に位置し後述のバケットシリンダブラケット23が固定される後厚上板14Aと、前,後方向の前側に位置する前薄上板14Bとの2部材を接合することにより形成されている。
後厚上板14Aは、板厚が厚い鋼板材等の板材を用いて前,後方向に延びる長方形の板状に形成され、バケットシリンダブラケット23よりも後側の部位が、僅かに斜め下向きに屈曲している。また、後厚上板14Aの後端縁は、後述の厚後板16に接合される後板接合部14A1となり、後厚上板14Aの前端縁は、前薄上板14Bに接合される前薄上板接合部14A2となり、この前薄上板接合部14A2には、後述の開先14A3が設けられている。
14A3は後厚上板14Aの前端に設けられた開先を示し、該開先14A3は、後述する前薄上板14Bの開先14B3と突合わされるものである。ここで、図17ないし図20に示すように、開先14A3は、後厚上板14Aを構成する前薄上板接合部14A2の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先14A3は、ルートフェイスをもたない一様な傾斜面として形成され、前薄上板接合部14A2の全域に亘って設けられている。
一方、前薄上板14Bは、後厚上板14Aよりも板厚が薄い鋼板材等の板材を用いて前,後方向に延びる長方形の平板状に形成されている。また、前薄上板14Bの後端縁は後厚上板接合部14B1となり、前薄上板14Bの前端縁は、後述するバケット連結ボス20に接合されるバケット連結ボス接合部14B2となっている。さらに、前薄上板14Bの後端となる後厚上板接合部14B1には後述の開先14B3が設けられている。
14B3は前薄上板14Bの後端に設けられた開先を示し、該開先14B3は、後厚上板14Aの開先14A3と突合わされるものである。ここで、図17ないし図20に示すように、開先14B3は、前薄上板14Bを構成する後厚上板接合部14B1の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先14B3は、ルートフェイスをもたない一様な傾斜面として形成され、後厚上板接合部14B1の全域に亘って設けられている。
一方、図5および図17に示すように、上板14を構成する後厚上板14Aの板厚を14Atとし、前薄上板14Bの板厚を14Btとすると、板厚14Atと板厚14Btとの関係は、下記数4のように設定されている。
また、図19に示すように、後厚上板14Aの開先14A3と前薄上板14Bの開先14B3とを隙間(ギャップ)なく突合せることにより、後厚上板14Aの内面と前薄上板14Bの内面とは段差がない同一平面を形成する。一方、後厚上板14Aの外面と前薄上板14Bの外面とは板厚差に応じた段差を形成し、この段差部には、ルートフェイスがなくギャップがないV形開先14Cが形成される。この場合、V形開先14Cの開先角度をθとすると、この開先角度θは上記数2の範囲に設定されている。
そして、例えば図20に示すように、V形開先14Cの位置で溶接トーチ100等を用いて突合せ溶接を行うことにより、後厚上板14Aの前薄上板接合部14A2と前薄上板14Bの後厚上板接合部14B1とが完全溶接の状態で接合され、後厚上板14Aと前薄上板14Bとからなる上板14が形成されている。
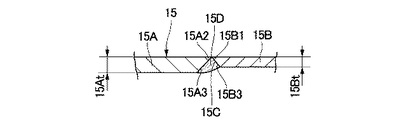
次に、15はアーム11の下面を構成する下板を示し、この下板15は、左,右の側板12,13の下端側に接合され、前,後方向に延びている。ここで、下板15は、前,後方向の後側に位置する後厚下板15Aと、前,後方向の前側に位置する前薄下板15Bとの2部材を接合することにより形成されている。
後厚下板15Aは、板厚が厚い鋼板材等の板材を用いて前,後方向に延びる長方形の平板状に形成されている。また、後厚下板15Aの後端縁は、後述のブーム連結ボス18に接合されるブーム連結ボス接合部15A1となり、後厚下板15Aの前端縁は、前薄下板15Bに接合される前薄下板接合部15A2となり、この前薄下板接合部15A2には、後述の開先15A3が設けられている。
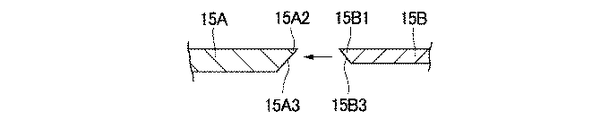
15A3は後厚下板15Aの前端に設けられた開先を示し、該開先15A3は、後述する前薄下板15Bの開先15B3と突合わされるものである。ここで、図21ないし図24に示すように、開先15A3は、後厚下板15Aを構成する前薄下板接合部15A2の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先15A3は、ルートフェイスをもたない一様な傾斜面として形成され、前薄下板接合部15A2の全域に亘って設けられている。
一方、前薄下板15Bは、後厚下板15Aよりも板厚が薄い鋼板材等の板材を用いて前,後方向に延びる長方形の平板状に形成されている。また、前薄下板15Bの後端縁は後厚下板接合部15B1となり、前薄下板15Bの前端縁は、後述するバケット連結ボス20に接合されるバケット連結ボス接合部15B2となっている。さらに、前薄下板15Bの後端となる後厚下板接合部15B1には後述の開先15B3が設けられている。
15B3は前薄下板15Bの後端に設けられた開先を示し、該開先15B3は、後厚下板15Aの開先15A3と突合わされるものである。ここで、図21ないし図24に示すように、開先15B3は、前薄下板15Bを構成する後厚下板接合部15B1の端縁部を、外面側に向けて傾斜させて切欠くことにより形成されている。この開先15B3は、ルートフェイスをもたない一様な傾斜面として形成され、後厚下板接合部15B1の全域に亘って設けられている。
一方、図5および図21に示すように、下板15を構成する後厚下板15Aの板厚を15Atとし、前薄下板15Bの板厚を15Btとすると、板厚15Atと板厚15Btとの関係は、下記数5のように設定されている。
また、図23に示すように、後厚下板15Aの開先15A3と前薄下板15Bの開先15B3とを隙間(ギャップ)なく突合せることにより、後厚下板15Aの内面と前薄下板15Bの内面とは段差がない同一平面を形成する。一方、後厚下板15Aの外面と前薄下板15Bの外面とは板厚差に応じた段差を形成し、この段差部には、ルートフェイスがなくギャップがないV形開先15Cが形成される。この場合、V形開先15Cの開先角度をθとすると、この開先角度θは上記数2の範囲に設定されている。
そして、例えば図24に示すように、V形開先15Cの位置で溶接トーチ100等を用いて突合せ溶接を行うことにより、後厚下板15Aの前薄下板接合部15A2と前薄下板15Bの後厚下板接合部15B1とが完全溶接の状態で接合され、後厚下板15Aと前薄下板15Bとからなる下板15が形成されている。
次に、16はアーム11の後面を構成する後板としての厚後板を示し、該厚後板16は、鋼板材等の板材を用いて長方形の板状に形成され、長さ方向の中央部がく字型に屈曲している(図5参照)。この厚後板16の板厚16tは、左側板12を構成する後厚側板12Aの板厚12At、右側板13を構成する後厚側板13Aの板厚13At、上板14を構成する後厚上板14Aの板厚14At、下板15を構成する後厚下板15Aの板厚15Atと同じ厚さ、またはこれら以上の厚さを有し、下記数6のように設定されている。
ここで、厚後板16は、左,右の側板12,13と上板14との後端側に溶接によって接合され、中空なアーム11の後端部を閉塞するものである。この場合、厚後板16は、左側板12を構成する後厚側板12Aの後板接合部12A3と、右側板13を構成する後厚側板13Aの後板接合部13A3と、上板14を構成する後厚上板14Aの後板接合部14A1とに溶接によって接合されている。また、厚後板16の前端縁は、後述のブーム連結ボス18に接合されるブーム連結ボス接合部16Aとなり、厚後板16の外面には、後述するアームシリンダブラケット22が固定される構成となっている。
そして、左側板12を構成する後厚側板12Aの上板接合部12A1と上板14との間、前薄側板12Bの上板接合部12B1と上板14との間に隅肉溶接を施すと共に、右側板13を構成する後厚側板13Aの上板接合部13A1と上板14との間、前薄側板13Bの上板接合部13B1と上板14との間に隅肉溶接を施すことにより、左,右の側板12,13の上端部に上板14が強固に接合されている。
また、左側板12を構成する後厚側板12Aの下板接合部12A2と下板15との間、前薄側板12Bの下板接合部12B2と下板15との間に隅肉溶接を施すと共に、右側板13を構成する後厚側板13Aの下板接合部13A2と下板15との間、前薄側板13Bの下板接合部13B2と下板15との間に隅肉溶接を施すことにより、左,右の側板12,13の下端部に下板15が強固に接合されている。
さらに、左側板12を構成する後厚側板12Aの後板接合部12A3と厚後板16との間、右側板13を構成する後厚側板13Aの後板接合部13A3と厚後板16との間、上板14を構成する後厚上板14Aの後板接合部14A1と厚後板16との間に、それぞれ開先隅肉溶接を施すことにより、左,右の側板12,13と上板14との後端側に厚後板16が強固に接合されている。
ここで、図4および図5に示すように、左側板12を構成する後厚側板12Aと前薄側板12Bとの接合部についてみると、この接合部の上端部12Dは、上板14の後厚上板14Aの中間部の位置で接合され、接合部の下端部12Eは、下板15の後厚下板15Aの前部側の位置で接合されている。一方、図2に示すように、右側板13を構成する後厚側板13Aと前薄側板13Bとの接合部についてみると、この接合部の上端部13Dは、上板14の後厚上板14Aの中間部の位置で接合され、接合部の下端部13Eは、下板15の後厚下板15Aの前部側の位置で接合されている。
17は左,右の側板12,13の後厚側板12A,13Aと厚後板16との間にそれぞれ設けられた左,右の裏当て材を示している。この裏当て材17は、例えば細長い角材を略く字形に折曲げることにより形成され、後厚側板12A,13Aの後板接合部12A3,13A3の内面にスポット溶接等によって固定されている。
そして、左側板12を構成する後厚側板12Aの後板接合部12A3を厚後板16に溶接するときに、当該後板接合部12A3を裏当て材17を利用して完全溶接すると共に、右側板13を構成する後厚側板13Aの後板接合部13A3を厚後板16に溶接するときに、当該後板接合部12A3を裏当て材17を利用して完全溶接する構成となっている。
次に、18は左,右の側板12,13の後部下側に設けられたブーム連結ボスを示し、該ブーム連結ボス18は、図1に示すブーム5とアーム11との間を回動可能に連結する連結ピン(図示せず)が挿通されるものである。ここで、ブーム連結ボス18は、左,右方向に延びる中空な円筒ボス部18Aと、該円筒ボス部18Aの左,右方向の両端側に設けられた円弧状の平板からなる左,右のフランジ部18Bとにより構成されている。
そして、ブーム連結ボス18の円筒ボス部18Aは、下板15を構成する後厚下板15Aのブーム連結ボス接合部15A1と、厚後板16のブーム連結ボス接合部16Aとに溶接によって接合されている。また、ブーム連結ボス18の左,右のフランジ部18Bは、左側板12を構成する後厚側板12Aのブーム連結ボス接合部12A5と、右側板13を構成する後厚側板13Aのブーム連結ボス接合部13A5とに、それぞれ溶接によって接合されている。
19は上板14の内面とブーム連結ボス18との間に設けられた内部隔壁を示し、該内部隔壁19は、アーム11内に2つの閉空間を形成するように配置され、アーム11の剛性を高めるものである。この内部隔壁19は、左,右の側板12,13の間隔とほぼ等しい左,右方向の幅寸法を有する長方形の平板からなっている。
ここで、図4および図5に示すように、内部隔壁19の上端部19Aは、上板14を構成する後厚上板14Aのうち、前薄上板14Bとの接合部の近傍部位に溶接によって接合され、内部隔壁19の下端部19Bは、ブーム連結ボス18の円筒ボス部18Aに溶接によって接合されている。
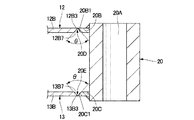
20は左,右の側板12,13、上板14および下板15の前端部に設けられたバケット連結ボスを示し、該バケット連結ボス20は、図1に示すバケット6とアーム11との間を回動可能に連結する連結ピン(図示せず)が挿通されるものである。このバケット連結ボス20は、左,右方向に延びる中空な円筒ボス部20Aと、該円筒ボス部20Aの左,右方向の両端側に設けられた平板状の左鍔部20B,右鍔部20Cとにより構成されている。また、左鍔部20Bの後端には後述の開先20B1が設けられ、右鍔部20Cの後端には後述の開先20C1が設けられている。
20B1はバケット連結ボス20を構成する左鍔部20Bの後端に設けられた開先を示し、該開先20B1は、左側板12の前薄側板12Bに設けられた前側開先12B7と突合わされるものである。ここで、図13ないし図16に示すように、開先20B1は、左鍔部20Bの後端縁部を内面側に向けて傾斜させて切欠くことにより形成されている。この開先20B1は、ルートフェイスをもたない一様な傾斜面として形成され、左鍔部20Bの後端縁部の全域に亘って設けられている。
この場合、左鍔部20Bは、前薄側板12Bの板厚12Btとほぼ等しい板厚を有しており、図15に示すように、前薄側板12Bの前側開先12B7と左鍔部20Bの開先20B1とを隙間(ギャップ)なく突合せることにより、前薄側板12Bの外面と左鍔部20Bの外面とは段差がない同一平面を形成する。一方、前薄側板12Bと左鍔部20Bの内面側には、ルートフェイスがなくギャップがないV形開先20Dが形成される。この場合、V形開先20Dの開先角度をθとすると、この開先角度θは上記数2の範囲に設定されている。
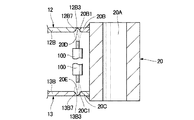
そして、例えば図16に示すように、V形開先20Dの位置で溶接トーチ100等を用いて突合せ溶接を行うことにより、前薄側板12Bのバケット連結ボス接合部12B3とバケット連結ボス20の左鍔部20Bとが完全溶接の状態で接合されている。
一方、20C1はバケット連結ボス20を構成する右鍔部20Cの後端に設けられた開先を示し、該開先20C1は、右側板13の前薄側板13Bに設けられた前側開先13B7と突合わされるものである。ここで、開先20C1は、右鍔部20Cの後端縁部を内面側に向けて傾斜させて切欠くことにより形成されている。この開先20C1は、ルートフェイスをもたない一様な傾斜面として形成され、右鍔部20Cの後端縁部の全域に亘って設けられている。
この場合、右鍔部20Cは、前薄側板13Bの板厚13Btとほぼ等しい板厚を有しており、前薄側板13Bの前側開先13B7と右鍔部20Cの開先20C1とを隙間(ギャップ)なく突合せることにより、前薄側板13Bの外面と右鍔部20Cの外面とは段差がない同一平面を形成する。一方、前薄側板13Bと右鍔部20Cの内面側には、ルートフェイスがなくギャップがないV形開先20Eが形成される。この場合、V形開先20Eの開先角度をθとすると、この開先角度θは上記数2の範囲に設定されている。
そして、V形開先20Eの位置で溶接トーチ100等を用いて突合せ溶接を行うことにより、前薄側板13Bのバケット連結ボス接合部13B3とバケット連結ボス20の右鍔部20Cとが完全溶接の状態で接合されている。
また、バケット連結ボス20の円筒ボス部20Aは、上板14を構成する前薄上板14Bのバケット連結ボス接合部14B2と、下板15を構成する前薄下板15Bのバケット連結ボス接合部15B2とに溶接によって接合されている。
21はバケット連結ボス20に隣接して左,右の側板12,13の前端側に設けられた後リンク連結ボスを示し、該後リンク連結ボス21は、図1に示すバケットリンク7の後リンク7Aとアーム11との間を回動可能に連結する連結ピン(図示せず)が挿通されるものである。ここで、後リンク連結ボス21は、左,右方向に延びる中空な円筒ボス部21Aと、該円筒ボス部21Aの左,右方向の両端側に設けられた円板状の左,右のフランジ部21Bとにより構成されている。そして、後リンク連結ボス21の左,右のフランジ部21Bは、左側板12を構成する前薄側板12Bの後リンク連結ボス接合部12B5と、右側板13を構成する前薄側板13Bの後リンク連結ボス接合部13B5とに、それぞれ溶接によって接合されている。
次に、22は厚後板16の外面に設けられた左,右一対のアームシリンダブラケットを示している。これら各アームシリンダブラケット22は、図1に示すアームシリンダ9のロッド先端が、連結ピン(図示せず)を介して回動可能に連結されるものである。ここで、各アームシリンダブラケット22は、鋼板材等の板材を用いてほぼ三角形状をなす板体として形成され、その先端側には、上述の連結ピンを挿通するためのピン挿通孔22Aが穿設されている。そして、左,右一対のアームシリンダブラケット22は、左,右方向に一定の間隔を保った状態で、厚後板16の外面に溶接によって接合されている。
23は上板14の後端側の外面に設けられた左,右一対のバケットシリンダブラケットを示している。これら各バケットシリンダブラケット23は、図1に示すバケットシリンダ10のボトム側が、連結ピン(図示せず)を介して回動可能に連結されるものである。ここで、各バケットシリンダブラケット23は、鋼板材等の板材を用いてほぼ三角形状をなす板体として形成され、その先端側には、上述の連結ピンを挿通するためのピン挿通孔23Aが穿設されている。そして、左,右一対のバケットシリンダブラケット23は、左,右方向に一定の間隔を保った状態で、上板14を構成する後厚上板14Aの外面に溶接によって接合されている。
次に、24は上板14の後端側の外面に設けられた補助溶接部材を示し、該補助溶接部材24は、図3に示すように、平面視で略M字形をなす平板からなっている。この補助溶接部材24は、上板14の後厚上板14Aと各バケットシリンダブラケット23との溶接部を囲むように、後厚上板14Aの外面に溶接によって接合されている。
そして、補助溶接部材24と後厚上板14Aとの間を溶接によって接合するときに、各バケットシリンダブラケット23と後厚上板14Aとの間に形成された溶接部(溶接ビード部)と、補助溶接部材24と、後厚上板14Aとの間に形成された隙間を溶接ビードによって埋込むことにより、上板14に対する各バケットシリンダブラケット23の接合強度を高めることができる構成となっている。
本実施の形態によるアーム11は上述の如き構成を有するもので、このアーム11を製造する手順の一例を図8を参照して説明する。
まず、図10および図11に示すように、左側板12を構成する後厚側板12Aと前薄側板12Bを用意し、後厚側板12Aの開先12A6と前薄側板12Bの後側開先12B6とを突合せる。このとき、図12に示すように、各開先12A6,12B6間にV形開先12Cが形成されるので、このV形開先12Cの位置で、例えばアーク溶接等の手段を用いて突合せ溶接を行う。この場合、V形開先12Cは、ルートフェイスがなく、かつギャップがないため、溶接トーチ100からのアークを各開先12A6,12B6の全面に亘って供給することができる。これにより、後厚側板12Aと前薄側板12Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。
しかも、V形開先12Cの開先角度θが、43度以上90度以下の範囲に設定されているので、各開先12A6,12B6に対し充分にアークの熱を供給することができると共に、V形開先12C内を過不足なく溶融金属で満たすことができ、図9に示すように、後厚側板12Aと前薄側板12Bとの間に滑らかに連続する溶接ビード12Fを形成することができる。この結果、V形開先12Cの裏側に裏当て材等を配置することなく、後厚側板12Aと前薄側板12Bとが強固に接合された左側板12を形成することができる。
一方、これと同様に、右側板13を構成する後厚側板13Aの開先13A6と前薄側板13Bの後側開先13B6とを突合せてV形開先13Cを形成し、このV形開先13Cの位置でアーク溶接等の手段を用いて突合せ溶接を行う。これにより、後厚側板13Aと前薄側板13Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができ、後厚側板13Aと前薄側板13Bとの間に滑らかに連続する溶接ビード13Fを形成することができる。この結果、V形開先13Cの裏側に裏当て材等を配置することなく、後厚側板13Aと前薄側板13Bとが強固に接合された右側板13を形成することができる。
次に、左側板12の後厚側板12Aに設けたブーム連結ボス接合部12A5と、右側板13の後厚側板13Aに設けたブーム連結ボス接合部13A5とに対し、ブーム連結ボス18の左,右のフランジ部18Bをそれぞれ溶接によって接合する。また、左側板12の前薄側板12Bに設けた後リンク連結ボス接合部12B5と、右側板13の前薄側板13Bに設けた後リンク連結ボス接合部13B5とに対し、後リンク連結ボス21の左,右のフランジ部21Bをそれぞれ溶接によって接合する。
次に、図14および図15に示すように、左側板12を構成する前薄側板12Bの前側開先12B7と、バケット連結ボス20を構成する左鍔部20Bの開先20B1とを突合せる。これにより、各開先12B7,20B1間にV形開先20Dが形成されるので、図16に示すように、このV形開先20Dの位置でアーク溶接等の手段を用いて突合せ溶接を行う。この場合、V形開先20Dは、ルートフェイスがなく、ギャップがなく、開先角度θが43度以上90度以下の範囲に設定されている。
このため、溶接トーチ100からのアークを各開先12B7,20B1の全面に亘って供給し、前薄側板12Bと左鍔部20Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。この結果、図13に示すように、前薄側板12Bと左鍔部20Bとの間に滑らかに連続する溶接ビード20Fを形成することができ、V形開先20Dの裏側に裏当て材等を配置することなく、前薄側板12Bと左鍔部20Bとを強固に接合することができる。
一方、これと同様に、右側板13を構成する前薄側板13Bの前側開先13B7と、バケット連結ボス20を構成する右鍔部20Cの開先20C1とを突合せてV形開先20Eを形成し、このV形開先20Eの位置でアーク溶接等の手段を用いて突合せ溶接を行う。これにより、前薄側板13Bと右鍔部20Cとが板厚の全域に亘って溶け込んだ完全溶接を行うことができ、前薄側板13Bと右鍔部20Cとの間に滑らかに連続する溶接ビード20Gを形成することができるので、V形開先20Eの裏側に裏当て材等を配置することなく、前薄側板13Bと右鍔部20Cとを強固に接合することができる。
次に、図18および図19に示すように、上板14を構成する後厚上板14Aの開先14A3と、前薄上板14Bの開先14B3とを突合せてV形開先14Cを形成し、図20に示すように、このV形開先14Cの位置でアーク溶接等の手段を用いて突合せ溶接を行う。この場合、V形開先14Cは、ルートフェイスがなく、ギャップがなく、開先角度θが43度以上90度以下の範囲に設定されているため、溶接トーチ100からのアークを、各開先14A3,14B3の全面に亘って供給することができる。この結果、後厚上板14Aと前薄上板14Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができ、図17に示すように、後厚上板14Aと前薄上板14Bとの間に滑らかに連続する溶接ビード14Dを形成することにより、V形開先14Cの裏側に裏当て材等を配置することなく、後厚上板14Aと前薄上板14Bとが強固に接合された上板14を形成することができる。
また、図22および図23に示すように、下板15を構成する後厚下板15Aの開先15A3と、前薄下板15Bの開先15B3とを突合せてV形開先15Cを形成し、図24に示すように、このV形開先15Cの位置でアーク溶接等の手段を用いて突合せ溶接を行う。この場合、V形開先15Cは、ルートフェイスがなく、ギャップがなく、開先角度θが43度以上90度以下の範囲に設定されているため、溶接トーチ100からのアークを、各開先15A3,15B3の全面に亘って供給することができる。この結果、後厚下板15Aと前薄下板15Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができ、図12に示すように、後厚下板15Aと前薄下板15Bとの間に滑らかに連続する溶接ビード15Dを形成することにより、V形開先15Cの裏側に裏当て材等を配置することなく、後厚下板15Aと前薄下板15Bとが強固に接合された下板15を形成することができる。
次に、左側板12と右側板13との上端側に上板14を配置し、左側板12を構成する後厚側板12Aの上板接合部12A1および前薄側板12Bの上板接合部12B1と、上板14との間に全長に亘って隅肉溶接を施す。また、右側板13を構成する後厚側板13Aの上板接合部13A1および前薄側板13Bの上板接合部13B1と上板14との間に全長に亘って隅肉溶接を施す。さらに、上板14を構成する前薄上板14Bのバケット連結ボス接合部14B2を、バケット連結ボス20の円筒ボス部20Aに溶接によって接合する。これにより、左,右の側板12,13の上端側に上板14を接合することができる。
一方、内部隔壁19を用意し、この内部隔壁19の上端部19Aを、上板14を構成する後厚上板14Aのうち前薄上板14Bとの接合部の近傍部位に溶接すると共に、内部隔壁19の下端部19Bを、ブーム連結ボス18の円筒ボス部18Aに溶接する。
次に、左側板12と右側板13との下端側に下板15を配置し、左側板12を構成する後厚側板12Aの下板接合部12A2および前薄側板12Bの下板接合部12B2と、下板15との間に全長に亘って隅肉溶接を施す。また、右側板13を構成する後厚側板13Aの下板接合部13A2および前薄側板13Bの下板接合部13B2と下板15との間に全長に亘って隅肉溶接を施す。さらに、下板15を構成する後厚下板15Aのブーム連結ボス接合部15A1を、ブーム連結ボス18の円筒ボス部18Aに溶接によって接合すると共に、下板15を構成する前薄下板15Bのバケット連結ボス接合部15B2を、バケット連結ボス20の円筒ボス部20Aに溶接によって接合する。これにより、左,右の側板12,13の下端側に下板15を接合することができる。
このようにして、左,右の側板12,13の上端側に上板14を接合し、下端側に下板15を接合した後には、厚後板16を用意する。そして、左側板12の後厚側板12Aに固定した裏当て材17と厚後板16とを当接させた状態で、後厚側板12Aの後板接合部12A3と厚後板16との間に開先隅肉溶接を施す。また、右側板13の後厚側板13Aに固定した裏当て材17と厚後板16とを当接させた状態で、後厚側板13Aの後板接合部13A3と厚後板16との間に開先隅肉溶接を施す。一方、上板14を構成する後厚上板14Aの後板接合部14A1と厚後板16との間に隅肉溶接を施すと共に、厚後板16のブーム連結ボス接合部16Aを、ブーム連結ボス18の円筒ボス部18Aに溶接する。
次に、上板14を構成する後厚上板14Aの外面に、左,右一対のバケットシリンダブラケット23を溶接によって接合する。また、後厚上板14Aと各バケットシリンダブラケット23との溶接部を取囲むように、後厚上板14Aの外面にM字形の補助溶接部材24を配置し、この補助溶接部材24を後厚上板14Aに溶接することにより、後厚上板14Aに対する各バケットシリンダブラケット23の接合強度を高める。さらに、厚後板16の外面に左,右一対のアームシリンダブラケット22を溶接によって接合する。
このようにして、左,右の側板12,13、上板14、下板15、厚後板16等を互いに溶接することにより、横断面が四角形の閉断面構造をなすアーム11を形成することができる。
ここで、本実施の形態によれば、アーム11を構成する左側板12を後厚側板12Aと前薄側板12Bとの2部材により形成し、右側板13を後厚側板13Aと前薄側板13Bとの2部材により形成している。これにより、アーム11の後部側では左,右の後厚側板12A,13Aによって必要な強度を確保し、アーム11の前部側では左,右の前薄側板12B,13Bによって軽量化を図ることができるので、例えば均一な板厚を有する1枚の板材を用いて側板を構成する場合に比較して、必要な強度を保ちつつアーム11全体の軽量化を図ることができる。
この場合、左側板12を構成する後厚側板12Aに設けた開先12A6と前薄側板12Bに設けた後側開先12B6とを突合わせることにより、後厚側板12Aと前薄側板12Bとの突合せ部分にルートフェイスがなく、かつギャップがないV形開先12Cを形成することができる。また、右側板13を構成する後厚側板13Aに設けた開先13A6と前薄側板13Bに設けた後側開先13B6とを突合わせることにより、後厚側板13Aと前薄側板13Bとの突合せ部分にルートフェイスがなく、かつギャップがないV形開先13Cを形成することができる。
これにより、V形開先12Cの位置で左側板12の後厚側板12Aと前薄側板12Bとの突合せ溶接を行う場合に、後厚側板12Aと前薄側板12Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。従って、ルートフェイスを設けていないために後厚側板12Aと前薄側板12Bの板厚を薄くすることができ、後厚側板12Aと前薄側板12Bとの接合部の溶接強度を確保しつつ、左側板12の軽量化を図ることができる。
同様に、V形開先13Cの位置で右側板13の後厚側板13Aと前薄側板13Bとの突合せ溶接を行う場合に、後厚側板13Aと前薄側板13Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。従って、ルートフェイスを設けていないために後厚側板13Aと前薄側板13Bの板厚を薄くすることができ、後厚側板13Aと前薄側板13Bとの接合部の溶接強度を確保しつつ、右側板13の軽量化を図ることができる。
また、左側板12を構成する前薄側板12Bの前側開先12B7と、バケット連結ボス20を構成する左鍔部20Bの開先20B1とを突合せることにより、両者間にルートフェイスがなく、かつギャップがないV形開先20Dを形成することができる。また、右側板13を構成する前薄側板13Bの前側開先13B7と、バケット連結ボス20を構成する右鍔部20Cの開先20C1とを突合せることにより、両者間にルートフェイスがなく、かつギャップがないV形開先20Eを形成することができる。
これにより、V形開先20Dの位置で前薄側板12Bと左鍔部20Bが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。同様に、V形開先20Eの位置で前薄側板13Bと右鍔部20Cが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。
一方、上板14を構成する後厚上板14Aに設けた開先14A3と前薄上板14Bに設けた開先14B3とを突合わせることにより、後厚上板14Aと前薄上板14Bとの突合せ部分にルートフェイスがなく、かつギャップがないV形開先14Cを形成することができる。また、下板15を構成する後厚下板15Aに設けた開先15A3と前薄下板15Bに設けた開先15B3とを突合わせることにより、後厚下板15Aと前薄下板15Bとの突合せ部分にルートフェイスがなく、かつギャップがないV形開先15Cを形成することができる。
これにより、V形開先14Cの位置で後厚上板14Aと前薄上板14Bとの突合せ溶接を行う場合に、後厚上板14Aと前薄上板14Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。従って、ルートフェイスを設けていないために後厚上板14Aと前薄上板14Bの板厚を薄くすることができ、後厚上板14Aと前薄上板14Bとの接合部の溶接強度を確保しつつ、上板14の軽量化を図ることができる。
同様に、V形開先15Cの位置で後厚下板15Aと前薄下板15Bとの突合せ溶接を行う場合に、後厚下板15Aと前薄下板15Bとが板厚の全域に亘って溶け込んだ完全溶接を行うことができる。従って、ルートフェイスを設けていないために後厚下板15Aと前薄下板15Bの板厚を薄くすることができ、後厚下板15Aと前薄下板15Bとの接合部の溶接強度を確保しつつ、下板15の軽量化を図ることができる。
この結果、左側板12を構成する後厚側板12Aと前薄側板12Bとの接合強度、右側板13を構成する後厚側板13Aと前薄側板13Bとの接合強度、前薄側板12Bとバケット連結ボス20の左鍔部20Bとの接合強度部、前薄側板13Bとバケット連結ボス20の右鍔部20Cとの接合強度、上板14を構成する後厚上板14Aと前薄上板14Bとの接合強度、下板15を構成する後厚下板15Aと前薄下板15Bとの接合強度を高めることができ、アーム11全体の軽量化を図ると共に強度や耐久性を高めることができる。
しかも、左側板12を構成する後厚側板12Aと前薄側板12Bとの間に形成されたV形開先12Cの裏側に、裏当て材を配置する必要がないので、後厚側板12Aと前薄側板12Bとを突合せ溶接するときの作業性を高めることができる。これと同様に、右側板13を構成する後厚側板12Aと前薄側板12Bとの突合せ溶接、左側板12の前薄側板12Bとバケット連結ボス20の左鍔部20Bとの突合せ溶接、右側板13の前薄側板13Bとバケット連結ボス20の右鍔部20Cとの突合せ溶接、上板14を構成する後厚上板14Aと前薄上板14Bとの突合せ溶接、下板15を構成する後厚下板15Aと前薄下板15Bとの突合せ溶接の作業性を高めることができる。
さらに、本実施の形態では、左側板12を構成する後厚側板12Aと前薄側板12Bとの突合せ部分に形成されたV形開先12C、右側板13を構成する後厚側板13Aと前薄側板13Bとの突合せ部分に形成されたV形開先13C、上板14を構成する後厚上板14Aと前薄上板14Bとの突合せ部分に形成されたV形開先14C、下板15を構成する後厚下板15Aと前薄下板15Bとの突合せ部分に形成されたV形開先15Cの開先角度θを、43度以上90度以下の値に設定している。
これにより、突合わされた後厚側板12Aの開先12A6と前薄側板12Bの開先12B6とに対し、充分にアークの熱を供給することにより、後厚側板12Aと前薄側板12Bとを板厚の全域に亘って溶け込ませることができ、開先12A6と前薄側板12B6との開先12C内を過不足なく溶融金属で満たすことができ、後厚側板12Aと前薄側板12Bとの間に滑らかに連続する溶接ビード12Fを形成することができる。
これと同様に、右側板13を構成する後厚側板13Aと前薄側板13Bとの間に滑らかに連続する溶接ビード13Fを形成することができ、上板14を構成する後厚上板14Aと前薄上板14Bとの間に滑らかに連続する溶接ビード14Dを形成することができ、下板15を構成する後厚下板15Aと前薄下板15Bとの間に滑らかに連続する溶接ビード15Dを形成することができる。
この結果、左側板12を構成する後厚側板12Aと前薄下板12Bとの接合強度、右側板13を構成する後厚側板13Aと前薄下板13Bとの接合強度、上板14を構成する後厚上板14Aと前薄上板14Bとの接合強度、下板15を構成する後厚下板15Aと前薄下板15Bとの接合強度を一層高めることができ、アーム11の信頼性を高めることができる。
なお、上述した実施の形態では、アーム11を組立てる手順の一例として、左,右の側板12,13にブーム連結ボス18、バケット連結ボス20、後リンク連結ボス21を接合した後、各側板12,13に上板14を接合し、上板14とブーム連結ボス18との間に内部隔壁19を接合した後、各側板12,13に下板15と厚後板16とを接合した場合を例示している。しかし、本発明によるアーム11の組立手順は本実施の形態に限るものではなく、アーム11を組立てる手順は適宜に変更することができるものである。
また、上述した実施の形態では、左,右の側板12,13を構成する後厚側板12A,13Aに裏当て材17を固定することにより、この裏当て材17を利用して各後厚側板12A,13Aを厚後板16に対して完全溶接する構成を例示している。しかし、本発明はこれに限らず、裏当て材17を用いることなく、各後厚側板12A,13Aと厚後板16との間に隅肉溶接を施す構成としてもよい。
さらに、上述した実施の形態では、建設機械としてクローラ式の油圧ショベル1を例に挙げて説明したが、本発明はこれに限らず、例えばホイール式油圧ショベルに用いられるアーム等の他の建設機械用のアームにも広く適用することができる。