JP2012243894A - 部品実装ラインの生産管理装置及び生産管理方法 - Google Patents
部品実装ラインの生産管理装置及び生産管理方法 Download PDFInfo
- Publication number
- JP2012243894A JP2012243894A JP2011111169A JP2011111169A JP2012243894A JP 2012243894 A JP2012243894 A JP 2012243894A JP 2011111169 A JP2011111169 A JP 2011111169A JP 2011111169 A JP2011111169 A JP 2011111169A JP 2012243894 A JP2012243894 A JP 2012243894A
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- cycle time
- production
- machine
- line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Supply And Installment Of Electrical Components (AREA)
- General Factory Administration (AREA)
Abstract
【解決手段】各生産ジョブ毎に複数の実装機12のうちのボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムをそれぞれ設定し、各生産ジョブ毎にボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムとを比較して長い方のサイクルタイムを各生産ジョブのラインサイクルタイムとすると共に、これら複数の生産ジョブのラインサイクルタイムを合計して、複数の生産ジョブの実質的な合計生産時間であるトータルラインサイクルタイムを求め、このトータルラインサイクルタイムが短くなるように複数の実装機12のフィーダ16の一部を実装機12間で入れ替えて各生産ジョブの部品実装順序を変更することで、各生産ジョブのボトルネック実装機のサイクルタイムを最適化する。
【選択図】図1
Description
まず、図1に基づいて部品実装ラインの構成を説明する。
回路基板11を搬送する搬送経路12には、回路基板11に部品を実装する複数の実装機18(A〜D)と、部品実装に関連する作業を行う複数の実装関連機が配列されている。ここで、複数の実装関連機は、例えば、半田印刷機13、検査装置14、リフロー装置15、接着剤塗布装置等である。
また、各生産ジョブ1〜5のラインサイクルタイムは、ボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムのうちの長い方の時間である。
この際、各生産ジョブの実装関連機のサイクルタイムを一括して同じ時間に設定する一括設定機能を持たせても良い。また、各生産ジョブ毎に実装関連機のサイクルタイムが異なる場合は、各生産ジョブ毎に実装関連機のサイクルタイムを個別に設定する個別設定機能を持たせても良い。作業者が一括設定機能と個別設定機能の両方を使用して実装関連機のサイクルタイムを設定した場合は、個別設定機能による設定を一括設定機能による設定よりも優先させるようにすれば良い。
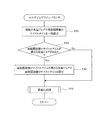
図4のマルチジョブラインバランサのプログラムは、部品実装ラインの稼働を開始する前に実行される。本プログラムが起動されると、まず、ステップ101で、部品実装ラインで実行する複数の生産ジョブの実装関連機のサイクルタイムを、作業者が一括設定機能を用いて一括設定する。この後、ステップ102に進み、前記複数の生産ジョブの中に、実装関連機のサイクルタイムが異なる生産ジョブがあるか否かを判定し、実装関連機のサイクルタイムが異なる生産ジョブがあれば、ステップ103に進み、実装関連機のサイクルタイムが異なる生産ジョブの実装関連機のサイクルタイムを、作業者が個別設定機能を用いて個別に設定して、ステップ104に進み、図5の最適化処理プログラムを実行する。
図5の最適化処理プログラムは、図4のステップ104で実行されるサブルーチンであり、特許請求の範囲でいう最適化処理手段としての役割を果たす。本プログラムが起動されると、まず、ステップ201で、部品実装ラインで実行する複数の生産ジョブで使用する共通のフィーダ16の配置や吸着ノズルの配置を作成する。この後、ステップ202に進み、最適化する生産ジョブの番号nをセットする。最初は生産ジョブ1にセットされる。
また、本実施例では、部品実装ラインに複数の実装関連機(半田印刷機13、検査装置14、リフロー装置15等)を配置したが、実装関連機の台数はこれに限定されず、1台のみとしても良い。
Claims (4)
- 回路基板に部品を実装する複数の実装機と、部品実装に関連する作業を行う実装関連機とを配列した部品実装ラインで、複数の生産ジョブを実行して複数種の部品実装基板を生産する部品実装ラインの生産管理装置において、
各生産ジョブ毎に前記複数の実装機のうちのボトルネックとなる実装機(以下「ボトルネック実装機」という)のサイクルタイムと前記実装関連機のサイクルタイムをそれぞれ設定するサイクルタイム設定手段と、
各生産ジョブ毎に前記ボトルネック実装機のサイクルタイムと前記実装関連機のサイクルタイムとを比較して長い方のサイクルタイムを各生産ジョブの実質的な生産時間であるラインサイクルタイムとする手段と、
前記複数の生産ジョブのラインサイクルタイムを合計してトータルラインサイクルタイムを求める手段と、
前記トータルラインサイクルタイムを短縮するように前記複数の実装機のフィーダを実装機間で入れ替えて各生産ジョブの部品実装順序を変更することで各生産ジョブの前記ボトルネック実装機のサイクルタイムを最適化する最適化処理を実行する最適化処理手段と を備えていることを特徴とする部品実装ラインの生産管理装置。 - 前記部品実装ラインには、複数の実装関連機が配置され、
前記サイクルタイム設定手段は、前記実装関連機のサイクルタイムを設定する際に、前記複数の実装関連機のうちのボトルネックとなる実装関連機のサイクルタイムを設定することを特徴とする請求項1に記載の部品実装ラインの生産管理装置。 - 前記最適化処理手段は、前記トータルラインサイクルタイムが最短になるまで前記最適化処理を繰り返して実行することを特徴とする請求項1又は2に記載の部品実装ラインの生産管理装置。
- 回路基板に部品を実装する複数の実装機と、部品実装に関連する作業を行う実装関連機とを配列した部品実装ラインで、複数の生産ジョブを実行して複数種の部品実装基板を生産する部品実装ラインの生産管理方法において、
各生産ジョブ毎に前記複数の実装機のうちのボトルネックとなる実装機(以下「ボトルネック実装機」という)のサイクルタイムと前記実装関連機のサイクルタイムをそれぞれ設定し、
各生産ジョブ毎に前記ボトルネック実装機のサイクルタイムと前記実装関連機のサイクルタイムとを比較して長い方のサイクルタイムを各生産ジョブの実質的な生産時間であるラインサイクルタイムとし、
前記複数の生産ジョブのラインサイクルタイムを合計してトータルラインサイクルタイムを求め、
前記トータルラインサイクルタイムを短縮するように前記複数の実装機のフィーダを実装機間で入れ替えて各生産ジョブの部品実装順序を変更することで各生産ジョブの前記ボトルネック実装機のサイクルタイムを最適化する最適化処理を実行することを特徴とする部品実装ラインの生産管理方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111169A JP5713443B2 (ja) | 2011-05-18 | 2011-05-18 | 部品実装ラインの生産管理装置及び生産管理方法 |
| CN201210147623.2A CN102789213B (zh) | 2011-05-18 | 2012-05-11 | 零件安装生产线的生产管理装置及生产管理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111169A JP5713443B2 (ja) | 2011-05-18 | 2011-05-18 | 部品実装ラインの生産管理装置及び生産管理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012243894A true JP2012243894A (ja) | 2012-12-10 |
| JP5713443B2 JP5713443B2 (ja) | 2015-05-07 |
Family
ID=47154635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011111169A Active JP5713443B2 (ja) | 2011-05-18 | 2011-05-18 | 部品実装ラインの生産管理装置及び生産管理方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5713443B2 (ja) |
| CN (1) | CN102789213B (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013062290A (ja) * | 2011-09-12 | 2013-04-04 | Yamaha Motor Co Ltd | 実装基板製造システムおよび実装基板の製造方法 |
| JP2013207215A (ja) * | 2012-03-29 | 2013-10-07 | Fuji Mach Mfg Co Ltd | フィーダの配置位置決定方法 |
| WO2015025408A1 (ja) | 2013-08-22 | 2015-02-26 | 富士機械製造株式会社 | 部品実装ラインの生産最適化装置 |
| JPWO2015037099A1 (ja) * | 2013-09-12 | 2017-03-02 | 富士機械製造株式会社 | 対基板作業システム、作業方法、およびフィーダ移し替え方法 |
| CN106538088A (zh) * | 2014-07-25 | 2017-03-22 | 富士机械制造株式会社 | 供料器自动更换系统 |
| EP3226669A4 (en) * | 2014-11-26 | 2017-12-20 | Fuji Machine Mfg. Co., Ltd. | Tool exchange assistance system and tool exchange assistance method for component mounting line |
| DE102017007986A1 (de) | 2016-09-05 | 2018-03-08 | Fanuc Corporation | NC-Steuerung, Steuerungssystem, Steuerungsverfahren, und Steuerungsprogramm |
| JP2019091952A (ja) * | 2019-03-26 | 2019-06-13 | 株式会社Fuji | 対基板作業システム |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016151833A1 (ja) * | 2015-03-26 | 2016-09-29 | 富士機械製造株式会社 | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 |
| JP6385613B1 (ja) * | 2017-01-30 | 2018-09-05 | 三菱電機株式会社 | データ処理装置およびデータ処理方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0818299A (ja) * | 1994-06-27 | 1996-01-19 | Matsushita Electric Ind Co Ltd | 実装工程最適化方法 |
| JPH098492A (ja) * | 1995-06-20 | 1997-01-10 | Matsushita Electric Ind Co Ltd | 部品配列最適化方法 |
| JP2002111298A (ja) * | 2000-07-27 | 2002-04-12 | Matsushita Electric Ind Co Ltd | 稼働分析装置、稼働分析システム、稼働分析プログラムおよび稼働分析方法 |
| JP2008263138A (ja) * | 2007-04-13 | 2008-10-30 | Matsushita Electric Ind Co Ltd | 実装条件決定方法 |
| JP2009123902A (ja) * | 2007-11-14 | 2009-06-04 | Panasonic Corp | 部品実装条件決定方法、部品実装条件決定装置及びプログラム |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009141335A (ja) * | 2007-11-12 | 2009-06-25 | Juki Corp | 基板生産スケジュール作成方法 |
-
2011
- 2011-05-18 JP JP2011111169A patent/JP5713443B2/ja active Active
-
2012
- 2012-05-11 CN CN201210147623.2A patent/CN102789213B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0818299A (ja) * | 1994-06-27 | 1996-01-19 | Matsushita Electric Ind Co Ltd | 実装工程最適化方法 |
| JPH098492A (ja) * | 1995-06-20 | 1997-01-10 | Matsushita Electric Ind Co Ltd | 部品配列最適化方法 |
| JP2002111298A (ja) * | 2000-07-27 | 2002-04-12 | Matsushita Electric Ind Co Ltd | 稼働分析装置、稼働分析システム、稼働分析プログラムおよび稼働分析方法 |
| JP2008263138A (ja) * | 2007-04-13 | 2008-10-30 | Matsushita Electric Ind Co Ltd | 実装条件決定方法 |
| JP2009123902A (ja) * | 2007-11-14 | 2009-06-04 | Panasonic Corp | 部品実装条件決定方法、部品実装条件決定装置及びプログラム |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013062290A (ja) * | 2011-09-12 | 2013-04-04 | Yamaha Motor Co Ltd | 実装基板製造システムおよび実装基板の製造方法 |
| JP2013207215A (ja) * | 2012-03-29 | 2013-10-07 | Fuji Mach Mfg Co Ltd | フィーダの配置位置決定方法 |
| US10165720B2 (en) | 2013-08-22 | 2018-12-25 | Fuji Corporation | Production optimization device of component mounting line |
| WO2015025408A1 (ja) | 2013-08-22 | 2015-02-26 | 富士機械製造株式会社 | 部品実装ラインの生産最適化装置 |
| US20160205822A1 (en) * | 2013-08-22 | 2016-07-14 | Fuji Machine Mfg. Co., Ltd. | Production optimization device of component mounting line |
| US10285315B2 (en) | 2013-09-12 | 2019-05-07 | Fuji Corporation | Board work system, including a transfer device to transfer a feeder between work machines |
| JPWO2015037099A1 (ja) * | 2013-09-12 | 2017-03-02 | 富士機械製造株式会社 | 対基板作業システム、作業方法、およびフィーダ移し替え方法 |
| CN106538088A (zh) * | 2014-07-25 | 2017-03-22 | 富士机械制造株式会社 | 供料器自动更换系统 |
| EP3226669A4 (en) * | 2014-11-26 | 2017-12-20 | Fuji Machine Mfg. Co., Ltd. | Tool exchange assistance system and tool exchange assistance method for component mounting line |
| US10394228B2 (en) | 2014-11-26 | 2019-08-27 | Fuji Corporation | Component mounting line changeover support system and changeover support method |
| DE102017007986A1 (de) | 2016-09-05 | 2018-03-08 | Fanuc Corporation | NC-Steuerung, Steuerungssystem, Steuerungsverfahren, und Steuerungsprogramm |
| US10338562B2 (en) | 2016-09-05 | 2019-07-02 | Fanuc Corporation | Numerical controller, control system, control method, and control program |
| DE102017007986B4 (de) | 2016-09-05 | 2022-10-13 | Fanuc Corporation | NC-Steuerung, Steuerungssystem, Steuerungsverfahren, und Steuerungsprogramm |
| JP2019091952A (ja) * | 2019-03-26 | 2019-06-13 | 株式会社Fuji | 対基板作業システム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102789213A (zh) | 2012-11-21 |
| CN102789213B (zh) | 2017-03-01 |
| JP5713443B2 (ja) | 2015-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5713443B2 (ja) | 部品実装ラインの生産管理装置及び生産管理方法 | |
| US20160021803A1 (en) | Component mounting method and component mounting system | |
| JP6270286B2 (ja) | 部品実装ラインの生産最適化装置 | |
| JP6442525B2 (ja) | 部品実装ラインの段取り替え支援システム及び段取り替え支援方法 | |
| JP6016541B2 (ja) | 部品実装システム | |
| JP6572446B2 (ja) | 部品実装システムおよび作業者割り当てシステムならびに作業者割り当て方法 | |
| US20140090244A1 (en) | Set-up method, component mounting method, and component mounting system | |
| JP7351964B2 (ja) | 部品実装システム | |
| JP2018116990A (ja) | グループ決定方法およびグループ決定装置 | |
| JP2015185546A (ja) | 電子部品実装システムおよび電子部品実装方法 | |
| JP2011009538A5 (ja) | 部品装着方法、部品装着システム、基板の投入順序を特定する装置及び基板の投入順序を特定させるプログラム | |
| US10149420B2 (en) | Component mounting method and component mounting system | |
| JP5436234B2 (ja) | 段取り替え計画の決定方法および決定装置 | |
| JPWO2015193975A1 (ja) | 電子部品の装着方法および電子部品装着システム | |
| JP6947931B2 (ja) | 部品供給ユニットの配置決定方法および部品実装システム | |
| CN109417864B (zh) | 生产计划生成系统及生产计划生成方法 | |
| JP6691039B2 (ja) | 最適化プログラム、および装着作業システム | |
| JP4931654B2 (ja) | 部品実装方法 | |
| JP6604604B2 (ja) | 基板生産方法及び基板生産の条件決定方法 | |
| JP4823822B2 (ja) | 部品実装機 | |
| JP7012438B2 (ja) | 生産プログラムの最適化方法及び部品実装機 | |
| JP7525600B2 (ja) | 回路基板に部品を実装する実装プログラムの最適化装置 | |
| JP2012199319A (ja) | 電子部品装着装置 | |
| JP6475245B2 (ja) | 基板生産方法及び基板生産の条件決定方法 | |
| WO2018207245A1 (ja) | セットアップ条件の設定装置、およびセットアップ条件の設定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150306 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5713443 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |