JP2012246080A - 物品搬送設備及び物品搬送方法 - Google Patents
物品搬送設備及び物品搬送方法 Download PDFInfo
- Publication number
- JP2012246080A JP2012246080A JP2011117268A JP2011117268A JP2012246080A JP 2012246080 A JP2012246080 A JP 2012246080A JP 2011117268 A JP2011117268 A JP 2011117268A JP 2011117268 A JP2011117268 A JP 2011117268A JP 2012246080 A JP2012246080 A JP 2012246080A
- Authority
- JP
- Japan
- Prior art keywords
- article
- cargo handling
- handling plate
- placement location
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Relays Between Conveyors (AREA)
Abstract
【解決手段】物品載置装置2を、物品Wの前後方向が荷役板Pの前後方向に沿う姿勢で物品Wを荷役板Pに載置させる形態で、前後幅が最も幅広の物品Wを物品載置箇所Aに位置する2枚以上の幅広用設定枚数の荷役板Pに亘って載置させ、且つ、前後幅が最も幅狭の物品Wを物品載置箇所Aに位置する幅広用枚数より少数の幅狭用設定枚数の荷役板Pに載置させるように構成し、荷役板搬送装置3を、物品載置箇所Aに位置する物品Wを載置支持している荷役板Pのみを移動操作して物品載置箇所Aから搬送するように構成する。
【選択図】図1
Description
このような物品搬送設備及び物品搬送方法として、大小様々な物品を搬送対象とするものであり、物品によって物品の前後幅が異なるものとなっている。このような物品搬送設備及び物品搬送方法において、従来では、物品を載置支持する荷役板として、前後幅が最も幅広の物品を載置支持できるように、前後幅が最も幅広の物品の前後幅より幅広の荷役板を用いている。そして、荷役板供給装置にて幅広の荷役板を物品載置箇所に一枚供給し、物品載置箇所に位置する幅広の荷役板に物品載置装置にて物品を載置支持させ、その物品を載置支持した幅広の荷役板を荷役板搬送装置にて物品載置箇所から搬送するようにしている(例えば、特許文献1参照。)。
前記物品として、前後幅が異なる複数種の物品があり、前記荷役板が、少なくとも前後幅が最も幅広の物品の前後幅より幅狭に形成され、前記荷役板供給装置が、前記物品載置箇所に位置する複数枚の前記荷役板が前後方向に並ぶ状態となるように前記荷役板を前記物品載置箇所に供給可能に構成され、前記物品載置装置が、物品の前後方向が前記荷役板の前後方向に沿う姿勢で物品を前記荷役板に載置させる形態で、前後幅が最も幅広の物品を前記物品載置箇所に位置する2枚以上の幅広用設定枚数の前記荷役板に亘って載置させ、且つ、前後幅が最も幅狭の物品を前記物品載置箇所に位置する前記幅広用枚数より少ない幅狭用設定枚数の前記荷役板に載置させるように構成され、前記荷役板搬送装置が、前記物品載置箇所に位置する連結された複数枚の前記荷役板のうち当該物品を載置支持している前記荷役板のみを移動操作して前記物品載置箇所から搬送するように構成されている点にある。
このとき、前後幅が最も幅広の物品については、2枚以上の幅広用設定枚数の荷役板に亘って載置支持させ、前後幅が最も幅狭の物品については、幅広用設定枚数より少ない幅狭用設定枚数の荷役板に亘って載置支持させる。具体例を挙げると、前後幅が最も幅広の物品を載置支持する場合、その幅広の物品を載置支持するためには荷役板が4枚必要なときは、幅広用設定枚数を4枚に設定して前後方向に並ぶ4枚の荷役板に亘って物品を載置支持させる。また、前後幅が最も幅狭の物品を載置支持する場合、その幅狭の物品を載置するのに荷役板が1枚で済むときは、幅狭用設定枚数を1枚に設定して1枚の荷役板に物品を載置支持させる。
このように、前後幅が異なる複数種の物品を荷役板に載置支持させた状態で効率よく搬送できる物品搬送設備を提供することができるに至った。
また、荷役板搬送装置にて物品載置箇所から物品を載置支持する2枚以上の荷役板を搬送するときは、当該2枚以上の荷役板は互いに連結されているため、2枚以上の荷役板の位置関係が崩れ難く、物品を適切に載置支持した状態で2枚以上の荷役板を適切に搬送し易い。
そして、物品載置箇所から横幅方向に物品を搬送することで、物品を載置支持する荷役板とその他の荷役板との連結が解除されるため、物品を載置支持している荷役板とその他の荷役板との連結を解除するための装置を別途設ける必要がないので、設備の簡素化を図ることができる。
このように最も搬送方向下手側に位置する荷役板を含む荷役板に物品を載置し、物品を載置支持した荷役板を物品載置箇所から搬送した後は、当該荷役板が存在していた箇所より搬送方向下手側に荷役板が残らず、搬送上手側に搬送上手側にのみ荷役板が残るため、物品載置箇所に残った荷役板同士を連結する必要がないため、物品載置箇所に位置する複数枚の荷役板が互いに連結されたようにし易くなる。
物品として、前後幅が異なる複数種の物品があり、前記荷役板を、少なくとも前後幅が最も幅広の物品の前後幅より幅狭に形成し、前記物品載置箇所に位置する複数枚の前記荷役板が前後方向に並ぶ状態となるように前記荷役板を前記物品載置箇所に供給し、物品の前後方向が前記荷役板の前後方向に沿う姿勢で物品を前記荷役板に載置させる形態で、前後幅が最も幅広の物品を前記物品載置箇所に位置する2枚以上の幅広用枚数の前記荷役板に亘って載置させ、且つ、前記前後幅が最も幅狭の物品を前記幅広用枚数より少ない枚数の前記荷役板に亘って載置させた後、前記物品載置箇所に位置する連結された複数枚の前記荷役板のうち当該物品を載置支持している前記荷役板のみを移動操作して前記物品載置箇所から搬送する点にある。
このとき、前後幅が最も幅広の物品については、2枚以上の幅広用設定枚数の荷役板に亘って載置支持させ、前後幅が最も幅狭の物品については、幅広用設定枚数より少ない幅狭用設定枚数の荷役板に亘って載置支持させる。
そして、上述の如く物品載置箇所に位置する荷役板に物品を載置させた後、荷役板搬送装置にて物品載置箇所に位置する物品を載置支持している荷役板のみを移動操作して物品載置箇所から搬送する。
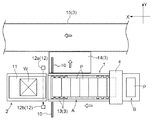
図1に示すように、物品搬送設備には、平面視矩形状のパレットP(荷役板に相当)を物品載置箇所Aに供給するパレット供給装置1(荷役板供給装置に相当)と、物品載置箇所Aに位置するパレットPに物品Wを載置させる物品載置装置2と、物品Wを載置したパレットPを物品載置箇所Aから搬送するパレット搬送装置3(荷役板搬送装置に相当)と、段積み状態のパレットPを段ばらししてパレットPを1枚ずつパレット供給装置1上に降ろす段ばらし装置4(荷役板降ろし装置に相当)とが設けられている。
尚、図1は、物品搬送設備の平面図を示しており、図1において、パレット供給装置1は、図中右側から左側(矢印Xで示す方向)に搬送する場合を例示しており、パレット搬送装置3は、図中下側から上側(矢印Yで示す方向)した後に図中右側から左側に搬送する場合を例示している。以下、矢印Xで示す方向を主搬送方向と称し、矢印Yで示す方向を副搬送方向と称して説明する。
尚、図2は、パレットP及び物品Wの斜視図を示しており、矢印aで示す方向がパレットP及び物品Wの前後方向を示し、矢印bで示す方向がパレットP及び物品Wの横幅方向を示している。そして、本実施形態においては、図2に示すように、パレットPは、横幅が前後幅より幅広に形成されている。ちなみに、小物品W1は、大物品W3の1/4〜1/5程度の前後幅であり、パレットPは、大物品W3を載置支持するのに適した前後幅の4分の1程度の前後幅に形成されている。また、物品Wは、単一のカートンケースである。
パレットPは、前後方向に隣接するパレットPに対して連結可能に構成されている。
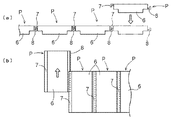
説明を加えると、図2に示すように、パレットPの前端部には、パレット本体6から前方に突出し且つその前端部が下方に屈曲形成された係合部7が備えられている。また、パレットPの後端部には、パレット本体6から後方に突出し且つその後端部が上方に屈曲形成された被係合部8が備えられている。
また、上述の如く係合部7及び被係合部8が構成されることにより、図3(b)に示すように、係合された係合部7と被係合部8との相対的な横幅方向の移動が許容され、また、係合された係合部7と被係合部8とは相対的は前後方向の移動が規制されている。
よって、パレットPは、前後方向に隣接するパレットPに対して横幅方向に分離可能で且つ前後方向に分離不能に連結されて、連結された前後方向に隣接するパレットPに対して前後方向に一体的に移動し且つ横幅方向に相対的に移動自在な状態で連結可能に構成されている。
ちなみに、連結される複数枚のパレットPの夫々は、同じ前後幅で、同じ横幅、同じ厚みに形成されて、複数枚のパレットPは同じ形状に形成されている。また、係合部7を被係合部8に係合させた状態において、係合部7と被係合部8との間には上下方向に隙間が形成されており、この隙間の存在により、前方側に隣接するパレットPを後方側に隣接するパレットPに対して設定量上昇移動させることができるようになっている。
図4に示すように、パレット供給装置1は、パレットPを主搬送方向に沿う直線状の搬送経路に沿って載置搬送するローラ式のコンベヤにて構成されている。そして、パレット搬送装置3の搬送上手側端部にパレット受入箇所Bが設定され、パレット搬送装置3の搬送方向下手側端部に物品載置箇所Aが設定されており、パレット受入箇所Bと物品載置箇所Aとの間に段ばらし装置4が設けられている。
段ばらし装置4についての詳細な説明は省略するが、段ばらし装置4は、次のようにして、段積み状態の複数枚のパレットPの段ばらしを行うとともに、パレット供給装置1に対して上方側からパレットPを降ろして当該パレットPをその前方側に隣接するパレットPと連結できるように構成されている。
つまり、段ばらし装置4は、まず、パレット供給装置1にて搬送されてきた段積み状態の複数枚のパレットPのうち最下段のパレットPをパレット供給装置1上に残して持ち上げる。次に、パレット供給装置1上に残されたパレットPがその前後幅分だけパレット供給装置1にて主搬送方向に搬送された後に、持ち上げた段積み状態のパレットPをパレット供給装置1上に降ろす。このとき、パレット供給装置1上に残されて搬送されたパレットP(前方側に隣接するパレットP)の被係合部8に、持ち上げられていた段積み状態のパレットPのうちの最下段のパレットPの係合部7が係合されて、前後方向に隣接するパレットPに連結される。そして、このような段積み状態のパレットPの持ち上げ及び降ろしを繰り返し行うことで、段積み状態のパレットPの段ばらしを行うとともに、パレット供給装置1に対して上方側からパレットPを降ろして当該パレットPをその前方側(搬送方向下手側)に隣接するパレットPと連結できるように構成されている。
図1及び図4に示すように、物品載置装置2は、物品載置箇所Aにおける主搬送方向の下手側端部に設けられた開閉式ストッパ10と、パレット供給装置1の搬送方向に沿ってスライド移動自在なスライドテーブル11とを備えて、開閉式ストッパ10における規制体10aの開閉移動及びスライドテーブル11のスライド移動により、スライドテーブル11に載置支持されている物品Wを物品載置箇所Aに位置するパレットPに載置させるように構成されている。尚、図4は、物品搬送設備の平面図を示している。
ちなみに、スライドテーブル11を入庫用位置に位置させた状態で、作業者にてスライドテーブル11の物品載置範囲11aに、物品Wの前後方向が主搬送方向に沿う姿勢で物品Wが載せられる。
図4に示すように、パレット搬送装置3は、物品載置箇所Aに昇降自在に設けられて物品Wを副搬送方向に載置搬送する昇降式搬送コンベヤ13と、昇降式搬送コンベヤ13から受け取った物品Wをそのまま副搬送方向に載置搬送する第1搬送コンベヤ14と、第1搬送コンベヤ14から受け取った物品Wを主搬送方向に載置搬送する第2搬送コンベヤ15とを備えて構成されている。
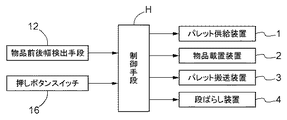
物品搬送設備には、パレット供給装置1、物品載置装置2、パレット搬送装置3及び段ばらし装置4の作動を制御する制御手段H(図7参照)が設けられている。次に、この制御手段Hによる制御について説明する。
制御手段Hは、入庫用位置に位置するスライドテーブル11に物品Wが載置されて作業者にて押しボタンスイッチ16が押し操作されると、図5(a)〜(c)に示すように、スライドテーブル11を載置用位置までスライド移動させ、開閉式ストッパ10の規制体10aを退避位置から規制位置に移動させた後、スライドテーブル11を入庫用位置までスライド移動させるべく物品載置装置2の作動を制御する。このように物品載置装置2の作動を制御することで、スライドテーブル11に載置されていた移載対象の物品Wが、物品載置箇所Aに位置するパレットP上に移載される。
そして、昇降式搬送コンベヤ13にて物品載置箇所Aから搬送された必要枚数分のパレットP及びそれに載置された物品Wは、第1搬送コンベヤ14及び第2搬送コンベヤ15にて外部に向けて搬送される。
(1) 上記実施形態では、幅広用設定枚数を4枚に設定し、幅狭用設定枚数を1枚に設定したが、幅広用設定枚数を2枚又は3枚、或いは、5枚以上に設定してもよく、幅狭用設定枚数を2枚以上に設定してもよい。具体的には、例えば、幅広用設定枚数を3枚に設定して、大物品W3を3枚のパレットPに亘って載置し、幅狭用設定枚数を2枚に設定して、小物品W1を2枚のパレットPに亘って載置するようにしてもよい。要するに、幅広用設定枚数が2枚以上であり、幅狭用設定枚数が幅広用設定枚数より少数であればよい。
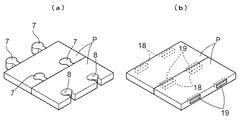
つまり、例えば、図8(a)に示すように、パレットPを、前方側に隣接するパレットPの被係合部8に対して係合部7を上方側及び下方側から係合する形態で、前後方向に隣接するパレットPに対して上下方向に分離可能で且つ前後方向及び横幅方向に分離不能に連結するように構成してもよい。
また、例えば、図8(b)に示すように、パレットPの前端部に永久磁石等の磁石18を備え且つ後端部に鉄板等の磁性体19を備えて、前後方向に隣接するパレットPに対して磁力により連結して、磁力に抗する力で前後方向、横幅方向及び上下方向に分離可能に構成してもよい。
2 物品載置装置
3 荷役板搬送装置
4 荷役板降ろし装置
7 係合部
8 被係合部
12 物品前後幅検出手段
A 物品載置箇所
H 制御手段
P 荷役板
W 物品
Claims (7)
- 平面視矩形状の荷役板を物品載置箇所に供給する荷役板供給装置と、
前記物品載置箇所に位置する前記荷役板に物品を載置させる物品載置装置と、
物品を載置した前記荷役板を前記物品載置箇所から搬送する荷役板搬送装置とが設けられて、前記荷役板に載置させた状態で物品を搬送する物品搬送設備であって、
前記物品として、前後幅が異なる複数種の物品があり、
前記荷役板が、少なくとも前後幅が最も幅広の物品の前後幅より幅狭に形成され、
前記荷役板供給装置が、前記物品載置箇所に位置する複数枚の前記荷役板が前後方向に並ぶ状態となるように前記荷役板を前記物品載置箇所に供給可能に構成され、
前記物品載置装置が、物品の前後方向が前記荷役板の前後方向に沿う姿勢で物品を前記荷役板に載置させる形態で、前後幅が最も幅広の物品を前記物品載置箇所に位置する2枚以上の幅広用設定枚数の前記荷役板に亘って載置させ、且つ、前後幅が最も幅狭の物品を前記物品載置箇所に位置する前記幅広用枚数より少数の幅狭用設定枚数の前記荷役板に載置させるように構成され、
前記荷役板搬送装置が、前記物品載置箇所に位置する物品を載置支持している前記荷役板のみを移動操作して前記物品載置箇所から搬送するように構成されている物品搬送設備。 - 前記荷役板が、前後方向に隣接する前記荷役板に対して連結可能に構成され、
前記荷役板供給装置が、前記物品載置箇所において前記幅広用枚数以上の前記荷役板が互いに連結された状態となるように前記荷役板を前記物品載置箇所に供給可能に構成され、
前記荷役板搬送装置が、物品を載置支持している前記荷役板のみを、その他の前記荷役板と分離して前記物品載置箇所から搬送するように構成されている請求項1記載の物品搬送設備。 - 前記荷役板が、前後方向に隣接する荷役板に対して横幅方向に分離可能で且つ前後方向に分離不能に連結されて、前後方向に隣接する荷役板に対して前後方向に一体的に移動し且つ横幅方向に相対的に移動自在な状態で連結可能に構成され、
前記荷役板搬送装置が、前記物品載置箇所に位置する前記複数枚の荷役板のうちの物品を載置支持している前記荷役板のみを横幅方向に沿って移動操作して前記物品載置箇所から搬送するように構成されている請求項2記載の物品搬送設備。 - 前記荷役板が、その前端部に係合部を備え且つ後端部に被係合部を備えて構成されて、前方側に隣接する前記荷役板の前記被係合部に対して前記係合部を上方側から係合する形態で、前方側に隣接する前記荷役板と連結できるように構成され、
前記荷役板供給装置に対して上方側から前記荷役板を降ろして当該荷役板をその前方側に隣接する前記荷役板と連結させる荷役板降ろし装置が設けられている請求項2又は3記載の物品搬送設備。 - 前記荷役板供給装置が、前後方向に並ぶ複数枚の前記荷役板をその前後方向に沿って搬送して物品載置箇所に供給するように構成され、
前記物品載置装置が、前記物品載置箇所に位置する複数枚の前記荷役板のうちの最も搬送方向下手側に位置する荷役板上に物品の搬送方向下手側端部を位置させた状態で物品を前記荷役板に載置するように構成され、
前記荷役板搬送装置の作動を制御する制御手段が、前記荷役板に載置される載置対象の物品の前後幅情報を検出する物品前後幅検出手段の検出情報に基づいて前記載置対象の物品の前後幅に応じた前記荷役板の必要枚数を判別し、最も搬送方向下手側に位置する前記荷役板から必要枚数分の前記荷役板を前記物品載置箇所から搬送するべく前記荷役板搬送装置の作動を制御するように構成されている請求項2〜4のいずれか1項に記載の物品搬送設備。 - 前記複数枚の荷役板の夫々が同じ前後幅に形成されている請求項1〜5のいずれか1項に記載の物品搬送設備。
- 平面視矩形状の荷役板を物品載置箇所に供給し、
前記物品載置箇所に位置する前記荷役板に物品を載置させ、
物品を載置した前記荷役板を前記物品載置箇所から搬送して、前記荷役板に載置させた状態で物品を搬送する物品搬送方法であって、
物品として、前後幅が異なる複数種の物品があり、
前記荷役板を、少なくとも前後幅が最も幅広の物品の前後幅より幅狭に形成し、
前記物品載置箇所に位置する複数枚の前記荷役板が前後方向に並ぶ状態となるように前記荷役板を前記物品載置箇所に供給し、
物品の前後方向が前記荷役板の前後方向に沿う姿勢で物品を前記荷役板に載置させる形態で、前後幅が最も幅広の物品を前記物品載置箇所に位置する2枚以上の幅広用設定枚数の前記荷役板に亘って載置させ、且つ、前後幅が最も幅狭の物品を前記物品載置箇所に位置する前記幅広用枚数より少ない幅狭用設定枚数の前記荷役板に載置させた後、
前記物品載置箇所に位置する物品を載置支持している前記荷役板のみを移動操作して前記物品載置箇所から搬送する物品搬送方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011117268A JP5610228B2 (ja) | 2011-05-25 | 2011-05-25 | 物品搬送設備及び物品搬送方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011117268A JP5610228B2 (ja) | 2011-05-25 | 2011-05-25 | 物品搬送設備及び物品搬送方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012246080A true JP2012246080A (ja) | 2012-12-13 |
| JP5610228B2 JP5610228B2 (ja) | 2014-10-22 |
Family
ID=47466939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011117268A Active JP5610228B2 (ja) | 2011-05-25 | 2011-05-25 | 物品搬送設備及び物品搬送方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5610228B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112969655A (zh) * | 2018-11-14 | 2021-06-15 | 株式会社大福 | 物品搬运设备 |
| FR3108896A1 (fr) * | 2020-04-07 | 2021-10-08 | Acri Ingenierie | Installation automatisée pour le stockage de produits unitaires |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58149325U (ja) * | 1982-03-31 | 1983-10-06 | 花王株式会社 | パレツト |
| JPH04251019A (ja) * | 1990-09-07 | 1992-09-07 | Oseney Ltd | 輸送及び貯蔵システム |
| JPH05221537A (ja) * | 1990-07-27 | 1993-08-31 | Heidelberger Druckmas Ag | 枚葉紙加工機およびこれと協働する枚葉紙パイルの運搬装置 |
| JPH0647645A (ja) * | 1992-07-30 | 1994-02-22 | Fuji Seiki Mach Works Ltd | パレット搬送装置及びこれに用いる連結パレット |
| JPH06298346A (ja) * | 1993-04-14 | 1994-10-25 | Line Kogyo Kk | 移載装置 |
| JPH0952622A (ja) * | 1995-08-09 | 1997-02-25 | Gold Kogyo Kk | 部品搬送用トレーの送り構造 |
| JP2003020125A (ja) * | 2001-07-11 | 2003-01-21 | Toyoda Suchiirusentaa Kk | ドライコンテナへの搬送物の搬出入システム及び搬出入構造体 |
| JP2007204175A (ja) * | 2006-01-31 | 2007-08-16 | Toyota Motor Corp | 生産ラインシステムおよび生産ラインシステムにおける被加工品の搬送方法 |
-
2011
- 2011-05-25 JP JP2011117268A patent/JP5610228B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58149325U (ja) * | 1982-03-31 | 1983-10-06 | 花王株式会社 | パレツト |
| JPH05221537A (ja) * | 1990-07-27 | 1993-08-31 | Heidelberger Druckmas Ag | 枚葉紙加工機およびこれと協働する枚葉紙パイルの運搬装置 |
| JPH04251019A (ja) * | 1990-09-07 | 1992-09-07 | Oseney Ltd | 輸送及び貯蔵システム |
| JPH0647645A (ja) * | 1992-07-30 | 1994-02-22 | Fuji Seiki Mach Works Ltd | パレット搬送装置及びこれに用いる連結パレット |
| JPH06298346A (ja) * | 1993-04-14 | 1994-10-25 | Line Kogyo Kk | 移載装置 |
| JPH0952622A (ja) * | 1995-08-09 | 1997-02-25 | Gold Kogyo Kk | 部品搬送用トレーの送り構造 |
| JP2003020125A (ja) * | 2001-07-11 | 2003-01-21 | Toyoda Suchiirusentaa Kk | ドライコンテナへの搬送物の搬出入システム及び搬出入構造体 |
| JP2007204175A (ja) * | 2006-01-31 | 2007-08-16 | Toyota Motor Corp | 生産ラインシステムおよび生産ラインシステムにおける被加工品の搬送方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112969655A (zh) * | 2018-11-14 | 2021-06-15 | 株式会社大福 | 物品搬运设备 |
| CN112969655B (zh) * | 2018-11-14 | 2022-09-02 | 株式会社大福 | 物品搬运设备 |
| FR3108896A1 (fr) * | 2020-04-07 | 2021-10-08 | Acri Ingenierie | Installation automatisée pour le stockage de produits unitaires |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5610228B2 (ja) | 2014-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102314337B1 (ko) | 반송장치 | |
| US8763785B2 (en) | System and method for unloading trays | |
| JP2015166126A (ja) | ロボットハンドを用いたコンテナ搬送装置 | |
| JP5743156B2 (ja) | 物品載置具 | |
| KR20080059039A (ko) | 트레이 수령 및 전달 장치 | |
| JP5610228B2 (ja) | 物品搬送設備及び物品搬送方法 | |
| CN110612261B (zh) | 容器更换设备 | |
| JP2005330044A (ja) | パレット搬送装置 | |
| KR102004395B1 (ko) | 컨베이어가 장착된 팰릿 | |
| JP6597564B2 (ja) | 物品搬送設備 | |
| JP7302586B2 (ja) | 物品収容設備 | |
| JP2011207555A (ja) | 荷運搬具供給排出装置 | |
| JP2006264845A (ja) | リフト装置 | |
| JP5532340B2 (ja) | 物品搬送設備 | |
| JP6287514B2 (ja) | 物品搬送装置 | |
| JP3988441B2 (ja) | 積付け装置 | |
| JP2017081741A (ja) | 段積装置 | |
| KR102914338B1 (ko) | 상자 수직 적재 및 하역 장치 및 그 방법 | |
| JP2016060629A (ja) | 金属シートの搬送・積載装置 | |
| JP4618513B2 (ja) | ピッキング式の物品収納設備 | |
| JP7153107B1 (ja) | パレット交換装置及びパレット交換方法 | |
| JP4470111B2 (ja) | 搬送装置 | |
| JP2006315829A (ja) | 自動倉庫 | |
| KR20120085497A (ko) | 골판지 원단 적재 시스템 및 이를 이용한 골판지 원단 적재 방법 | |
| JP2013060259A (ja) | 物品保管設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140807 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5610228 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |