JP2012256709A - テープフィーダ及び部品実装方法 - Google Patents
テープフィーダ及び部品実装方法 Download PDFInfo
- Publication number
- JP2012256709A JP2012256709A JP2011128790A JP2011128790A JP2012256709A JP 2012256709 A JP2012256709 A JP 2012256709A JP 2011128790 A JP2011128790 A JP 2011128790A JP 2011128790 A JP2011128790 A JP 2011128790A JP 2012256709 A JP2012256709 A JP 2012256709A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- feeder
- component
- top tape
- spring member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【課題】テープ部材が停止中のスプロケットの歯に対して進行してしまって部品取り出し位置における部品の供給ずれが発生する事態を防止することができるテープフィーダ及び部品実装方法を提供する。
【解決手段】トップテープにテンションを付与するテンション付与機構35が、フィーダ本体に揺動自在に設けられたアーム部材41、アーム部材41の先端部に設けられてトップテープに当接する当接ローラ43、両端部がアーム部材41及びフィーダ本体に取り付けられてアーム部材41を揺動方向に付勢し、当接ローラ43をトップテープに押し付けるばね部材44から成り、ばね部材44が、アーム部材41に第1の付勢力を与える「第1のばね部材取り付け位置」52a及びアーム部材41に第1の付勢力よりも小さい第2の付勢力を与える「第2のばね部材取り付け位置」52bのいずれかに選択的に取り付けられる。
【選択図】図8
【解決手段】トップテープにテンションを付与するテンション付与機構35が、フィーダ本体に揺動自在に設けられたアーム部材41、アーム部材41の先端部に設けられてトップテープに当接する当接ローラ43、両端部がアーム部材41及びフィーダ本体に取り付けられてアーム部材41を揺動方向に付勢し、当接ローラ43をトップテープに押し付けるばね部材44から成り、ばね部材44が、アーム部材41に第1の付勢力を与える「第1のばね部材取り付け位置」52a及びアーム部材41に第1の付勢力よりも小さい第2の付勢力を与える「第2のばね部材取り付け位置」52bのいずれかに選択的に取り付けられる。
【選択図】図8
Description
本発明は、部品実装装置において部品の供給を行うテープフィーダ及びこのテープフィーダを備えた部品実装装置による部品実装方法に関するものである。
基板に部品(電子部品)を装着する部品実装装置では、基板の位置決めを行う基板位置決め部、部品の供給を行う部品供給部、部品供給部により供給された部品を吸着ノズルによりピックアップして基板位置決め部により位置決めされた基板に装着する装着ヘッドを備えている。ここで部品供給部を構成するパーツフィーダの一種として知られるテープフィーダは、部品が収納されたテープ部材を断続的に送ってテープ部材に収納された部品を所定の部品取り出し位置に一定時間間隔で供給する。
このようなテープフィーダにおいて、テープ部材は、ポケット状の各部品収納部に部品を収納させたベーステープと、ベーステープに貼り付けられて部品収納部に収納された部品がベーステープから脱落することを防止するトップテープから成り、リールに巻き付けられた状態で供給される。部品実装装置に装着されるフィーダ本体は、リールから繰り出されたテープ部材の通路であるテープ通路とスプロケットを備えており、スプロケットの外周に設けられた歯を、テープ通路を通って延びたテープ部材の送り孔に嵌入させてスプロケットを間欠的に回転させることによりテープ部材を断続的に送り、ベーステープの部品収納部を一定時間間隔でフィーダ本体上に設定された部品取り出し位置に位置させる。リールから繰り出されたテープ部材は、部品取り出し位置に達するまでの間の一部の上面がフィーダ本体に設けられたテープ押さえによって上方から押さえられ、ベーステープから引き剥がされたトップテープはテープ押さえに設けられたトップテープ引き出し口から上方に引き出された後、トップテープ回収機構により引っ張られて回収される。
このようにテープ押さえのトップテープ引き出し口から引き出されたトップテープはトップテープ回収機構によって引っ張られて回収されるが、このときトップテープが弛んでいるとトップテープの回収をスムーズに行うことができないことから、トップテープ引き出し口から引き出されたトップテープにはテンション付与機構によって適度なテンションが与えられる。テンション付与機構は、フィーダ本体に揺動自在に設けられたアーム部材、アーム部材の先端部に設けられてトップテープに当接する当接部及び両端部がアーム部材及びフィーダ本体に取り付けられてアーム部材をその揺動方向に付勢するばね部材から成り、ばね部材はアーム部材とフィーダ本体に対するばね取り付け位置によって定まる長さ(ばね長さ)に応じた付勢力で当接部をトップテープに押し付けることによってトップテープにテンションを与える(例えば、特許文献1参照)。
ここで、テンション付与機構がトップテープに与えるテンションはトップテープを介してベーステープをテープ部材の送り方向に押し出す力となるが、前述のようにテープ部材はテープ押さえによって押さえられていることから、スプロケットの停止中(スプロケットの間欠回転動作の合間に)にテープ部材が上記押し出し力によってテープ部材の送り方向に移動(この移動はテープ部材の送り孔とスプロケットの歯との間の隙間の範囲内での移動を指す)しようとしてもその移動はトップテープとテープ押さえとの間に生じる摩擦力によって阻止される。このためテープフィーダでは、ベーステープの部品収納部の位置はスプロケットの歯の位置(すなわちスプロケットの回転位置)によってコントロールすることができ、部品を部品取り出し位置に正確に供給することができる。
しかしながら、トップテープの材質によっては、トップテープとテープ押さえとの間の摩擦係数が小さくなるものがあり、このようなテープ押さえとの間の摩擦係数が小さいトップテープを備えたテープ部材が用いられる場合には、テンション付与機構によってトップテープに付与されるテンションは、トップテープとテープ押さえとの間に生じる摩擦力を上回り、テープ部材がトップテープに付与されるテンションによる押し出し力によってスプロケットの歯に対してテープ部材の送り方向に進行してしまい、テープ部材の送り孔が正規の位置(スプロケットが有する多数の歯のうち最も高い位置にある歯の前面とテープ部材の送り孔の前縁とが接触した位置)からテープ部材の送り方向に進行して部品収納部の位置をスプロケットの回転位置によってコントロールすることができなくなり、部品が部品取り出し位置からずれた位置で供給されてしまう部品の供給ずれが発生する場合があった。また、ベーステープの部品収納部がエンボス成型によって形成される場合のように、ベーステープの厚さが比較的薄い場合においてもトップテープとテープ押さえとの間に生じる摩擦力が小さくなるため、上記と同様の部品の供給ずれが起こり得た。
そこで本発明は、テープ部材が停止中のスプロケットの歯に対して進行してしまって部品取り出し位置における部品の供給ずれが発生する事態を防止することができるテープフィーダ及び部品実装方法を提供することを目的とする。
請求項1に記載のテープフィーダは、部品収納部に部品を収納させたベーステープ及びベーステープに貼り付けられて部品収納部に収納された部品がベーステープから脱落することを防止するトップテープから成り、リールに巻き付けられた状態で供給されるテープ部材と、リールから繰り出されたテープ部材の通路であるテープ通路を有したフィーダ本体と、フィーダ本体に取り付けられ、外周に設けられた歯をリールから繰り出されたテープ部材の送り孔に嵌入させて間欠的に回転することによりテープ通路内でテープ部材を断続的に送り、ベーステープの部品収納部を一定時間間隔でフィーダ本体上に設定された部品取り出し位置に位置させるスプロケットと、フィーダ本体に設けられ、リールから繰り出されてから部品取り出し位置に達するまでの間のテープ部材の一部の上面を上方から押さえるとともに、ベーステープから引き剥がされたトップテープが上方に引き出されるトップテープ引き出し口を有したテープ押さえと、テープ押さえのトップテープ引き出し口から引き出されたトップテープを引っ張って回収するトップテープ回収機構と、トップテープ引き出し口から引き出され、トップテープ回収機構によって引っ張られるトップテープにテンションを付与するテンション付与機構とを有し、テンション付与機構は、フィーダ本体に揺動自在に設けられたアーム部材と、アーム部材の先端部に設けられてトップテープ引き出し口から引き出されたトップテープに当接する当接部と、両端部がアーム部材及びフィーダ本体に取り付けられてアーム部材をその揺動方向に付勢し、当接部をトップテープに押し付けることによってトップテープにテンションを与えるばね部材とから成り、ばね部材は、アーム部材に第1の付勢力を与える第1のばね部材取り付け位置及びアーム部材に第1の付勢力よりも小さい第2の付勢力を与える第2のばね部材取り付け位置のいずれかに選択的に取り付けられるようになっている。
請求項2に記載の部品実装方法は、基板の位置決めを行う基板位置決め部と、部品の供給を行うテープフィーダと、テープフィーダにより供給された部品を吸着ノズルによりピックアップする装着ヘッドとを備え、テープフィーダは、部品収納部に部品を収納させたベーステープ及びベーステープに貼り付けられて部品収納部に収納された部品がベーステープから脱落することを防止するトップテープから成り、リールに巻き付けられた状態で供給されるテープ部材と、リールから繰り出されたテープ部材の通路であるテープ通路を有したフィーダ本体と、フィーダ本体に取り付けられ、外周に設けられた歯をリールから繰り出されたテープ部材の送り孔に嵌入させて間欠的に回転することによりテープ通路内でテープ部材を断続的に送り、ベーステープの部品収納部を一定時間間隔でフィーダ本体上に設定された部品取り出し位置に位置させるスプロケットと、フィーダ本体に設けられ、リールから繰り出されてから部品取り出し位置に達するまでの間のテープ部材の一部の上面を上方から押さえるとともに、ベーステープから引き剥がされたトップテープが上方に引き出されるトップテープ引き出し口を有したテープ押さえと、テープ押さえのトップテープ引き出し口から引き出されたトップテープを引っ張って回収するトップテープ回収機構と、トップテープ引き出し口から引き出され、トップテープ回収機構によって引っ張られるトップテープにテンションを付与するテンション付与機構とを有し、テンション付与機構は、フィーダ本体に揺動自在に設けられたアーム部材と、アーム部材の先端部に設けられてトップテープ引き出し口から引き出されたトップテープに当接する当接部と、両端部がアーム部材及びフィーダ本体に取り付けられてアーム部材をその揺動方向に付勢し、当接部をトップテープに押し付けることによってトップテープにテンションを与えるばね部材とから成る部品実装装置による部品実装方法であって、テープフィーダが備えるばね部材を、アーム部材に第1の付勢力を与える第1のばね部材取り付け位置及びアーム部材に第1の付勢力よりも小さい第2の付勢力を与える第2のばね部材取り付け位置のいずれかに選択的に取り付ける工程と、基板位置決め部により基板の位置決めを行う工程と、テープフィーダによって部品取り出し位置に位置されたベーステープの部品収納部から吸着ノズルによって部品をピックアップする工程と、吸着ノズルによりピックアップした部品を基板位置決め部により位置決めした基板に装着する工程とを含む。
請求項3に記載の部品実装方法は、請求項2に記載の部品実装方法であって、ばね部材が第1のばね部材取り付け位置に取り付けられている状態において、テープ部材に設けられた送り孔が停止中のスプロケットの歯に対してテープ部材の送り方向に進行する場合に、ばね部材を第2のばね部材取り付け位置に取り付ける。
本発明では、トップテープとテープ押さえとの間の最大静止摩擦力の大きさに応じてテンション付与機構のばね部材の取り付け位置を変更することでトップテープに付与されるテンションの大きさを変えるようになっているので、テープ部材が停止中のスプロケットの歯に対して進行することがなく、これにより部品取り出し位置における部品の供給ずれの発生を防止することができる。
以下、図面を参照して本発明の実施の形態について説明する。図1において部品実装装置1は、図示しない上流工程側の装置(例えば半田印刷機や他の部品実装装置)から送られてきた基板2の搬入及び位置決め、位置決めした基板2の電極部3上への部品(電子部品)4の装着及び部品4を装着した基板2の下流工程側の装置(例えば他の部品実装装置や検査機、リフロー炉等)への搬出から成る一連の動作を繰り返し実行する装置である。
図1において部品実装装置1は、図示しない基台上に設けられて基板2の搬送及び所定の作業位置(図1に示す位置)への位置決めを行う基板位置決め部としての基板搬送路11、基台上に設けられたフィーダベース12に装着されて部品4の供給を行う複数のテープフィーダ13、基台上に設けられた直交座標型のヘッド移動ロボット14、ヘッド移動ロボット14によって水平面内で移動され、昇降自在かつ上下軸回りに回転自在に設けられた吸着ノズル15によってテープフィーダ13により供給された部品4をピックアップする装着ヘッド16、装着ヘッド16に設けられて撮像視野を下方に向けた基板カメラ17及び基台上に設けられて撮像視野を上方に向けた部品カメラ18を備えており、これらの各装置は制御装置19によって作動制御がなされる。
図1において、基板搬送路11は水平方向に延びて設けられた一対のベルトコンベアから成っており、制御装置19によって制御されて作動し、基板2の両端部を下方から支持した状態で基板2の搬送を行う。
各テープフィーダ13は制御装置19によって制御されて作動し、部品4が収納されたテープ部材20(図2)の送り動作を行って部品4を部品取り出し位置13p(図1)に供給する。
図2において、テープ部材20は、長手方向に一定間隔で並んで設けられた多数の送り孔21及び同じく長手方向に一定間隔で並んで設けられた多数の部品収納部22を有して各部品収納部22に部品4を収納させたベーステープ23と、ベーステープ23に貼り付けられて部品収納部22に収納された部品4がベーステープ23から脱落することを防止するトップテープ24から成る。このテープ部材20はリール25に巻き付けられた状態で供給される。
図3及び図4において、テープフィーダ13はフィーダ本体31、スプロケット32、テープ押さえ33、トップテープ回収機構34及びテンション付与機構35を備えている。
図1及び図4において、フィーダ本体31はフィーダベース12に着脱自在に取り付けられる。以下、フィーダベース12に取り付けられた状態で基板搬送路11に向く側をテープフィーダ13の前方、その反対側を後方と称する。
図4において、フィーダ本体31の外部の後方位置にはテープ部材20が巻き付けられたリール25が保持され、リール25から繰り出されたテープ部材20はフィーダ本体31の内部に設けられたテープ通路31a(図3も参照)上を前方に向けて引き延ばされている。すなわちフィーダ本体31は、リール25から繰り出されたテープ部材20の通路であるテープ通路31aを有したものとなっている。
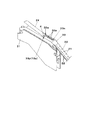
図3及び図4において、スプロケット32はフィーダ本体31の前端部にフィーダ本体31に対して回転自在に取り付けられており、その外周には等間隔に配置された多数の歯32aが設けられている。スプロケット32は、外周に設けられた多数の歯32aのうち、最も高い位置にある歯32aの前面を、フィーダ本体31のテープ通路31a内を延びたテープ部材20のひとつの送り孔21の前縁に後方から当接させた状態で(図5(a)。図中、左右方向の中央に位置した歯32aが最も高い位置にある歯32aを示している)一定量だけ回転して止まる間欠回転動作を連続的に実行する。これによりテープ部材20はスプロケット32によってフィーダ本体31の前方に牽引されて断続的に進行し、ベーステープ23に設けられた部品収納部22が次々と部品取り出し位置13pに送られる。
すなわち本実施の形態において、スプロケット32は、フィーダ本体31に取り付けられ、外周に設けられた歯32aをリール25から繰り出されたテープ部材20の送り孔21に嵌入させて間欠的に回転することによりテープ通路31a内でテープ部材20を断続的に送り、ベーステープ23の部品収納部22を一定時間間隔でフィーダ本体31上に設定された部品取り出し位置13pに位置させるものとなっている。
なお、上記のように、スプロケット32の回転時には、スプロケット32の歯32a(詳細には、スプロケット32が有する多数の歯32aのうち最も高い位置にある歯32a)の前面がテープ部材20の送り孔21の前縁に接触した状態となってテープ部材20が牽引されるが、制御装置19はこの接触状態がテープ部材20の牽引中だけでなく、テープ部材20の停止中(スプロケット32の回転動作の停止中)においても維持されることを前提にして、スプロケット32の回転角度をコントロールすることによって、部品収納部22が(すなわち部品4が)フィーダ本体31の部品取り出し位置13pに位置するようにしている。
図2及び図3において、テープ押さえ33は断面「コ」状の長尺部材から成る。テープ押さえ33は、フィーダ本体31の部品取り出し位置13pの後方にフィーダ本体31に沿って前後方向に延びた状態で設けられており、リール25から繰り出されてから部品取り出し位置13pに達するまでの間のテープ部材20の一部(テープ通路31a上を水平方向に延びるテープ部材20の一部)の上面を上方から押さえてフィーダ本体31との間でテープ部材20を摺動自在に保持する。
図3において、テープ押さえ33の前方部位には部品取り出し位置13pの直上に位置するように形成された部品取り出し開口33pのほか、ベーステープ23から引き剥がされたトップテープ24を上方に引き出すためのトップテープ引き出し口33aが部品取り出し開口33pの後方に部品取り出し開口33pに隣接して設けられている。
ベーステープ23から引き剥がされたトップテープ24は、テープ押さえ33のトップテープ引き出し口33aから上方に引き出される(図6)。そして、トップテープ引き出し口33aから引き出されたトップテープ24は、後述するテンション付与機構35によって適度なテンションが付与された状態でトップテープ回収機構34に送られる。
すなわち本実施の形態において、テープ押さえ33は、フィーダ本体31に設けられ、リール25から繰り出されてから部品取り出し位置13pに達するまでの間のテープ部材20の一部の上面を上方から押さえるとともに、ベーステープ23から引き剥がされたトップテープ24が上方に引き出されるトップテープ引き出し口33aを有したものとなっている。
図3において、テープ押さえ33の前方部位(トップテープ引き出し口33aよりも前方の部位)には覗き窓33nが設けられており、部品実装装置1のオペレータ(図示せず)は、この覗き窓33nからテープ部材20に設けられた送り孔21とスプロケット32の歯32aとの位置関係を視認することができる。
図2において、テープ押さえ33はその後端部が枢結部材33qによってフィーダ本体31に枢結されており、フィーダ本体31に沿って前後方向(水平方向)に延びるセット位置(図3中に実線で示すテープ押さえ33参照)と、このセット位置から枢結部材33q回りに上方に跳ね上げた非セット位置(図3中に一点鎖線で示すテープ押さえ33参照)との間で揺動自在になっている。ベーステープ23から引き剥がしたトップテープ24をテープ押さえ33のトップテープ引き出し口33aからテープ押さえ33の上面側に引き出す作業は、テープ押さえ33を上方に跳ね上げた非セット位置にした状態で行われる。
図4において、トップテープ回収機構34は、フィーダ本体31に回転自在に取り付けられて互いに接した一対の回収ローラ34aと、フィーダ本体31に設けられて一対の回収ローラ34aのうちの一方を駆動する回収ローラ駆動手段としての回収ローラ駆動モータ34bと、フィーダ本体31の後部に設けられた廃棄ボックス34cから成っている。回収ローラ駆動モータ34bがテープ押さえ33のトップテープ引き出し口33aからテープ押さえ33の上面側に引き出されたトップテープ24を挟み込んだ状態で制御装置19に制御されて駆動されると、一対の回収ローラ34aが互いに反対方向に回転し、トップテープ24が引っ張られて廃棄ボックス34c内に送られる。
すなわち本実施の形態において、トップテープ回収機構34は、テープ押さえ33のトップテープ引き出し口33aから引き出されたトップテープ24を引っ張って回収するものとなっている。
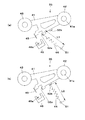
図4及び図7(a),(b)において、テンション付与機構35は、フィーダ本体31に上下方向に揺動自在に設けられたアーム部材41、アーム部材41の揺動軸41aと同軸に設けられた案内ローラ42、アーム部材41の先端部(後端部)に設けられた当接ローラ43、フィーダ本体31とアーム部材41との間に跨設して設けられ、アーム部材41をその揺動方向(上下方向)の下方に付勢する(下方への付勢力を与える)ばね部材44、アーム部材41の後部に下方に延びて設けられた突起片45及びフィーダ本体31に設けられ、上方に開口した凹部46a内に突起片45が上方から入り込んだときにこれを光学的に検出する突起片検出センサ46から成る。
図7(a),(b)及び図8(a),(b)に示すように、フィーダ本体31にはばね部材44の一端側(下端側)が取り付けられるフィーダ本体側ばね部材取り付け部51が設けられており、アーム部材41の下部にはばね部材44の他端側(上端側)が取り付けられる第1のアーム部材側ばね部材取り付け部52a及び第2のアーム部材側ばね部材取り付け部52bが設けられている。
ばね部材44は、その下端側はフィーダ本体側ばね部材取り付け部51に取り付けられ、上端側は、第1のアーム部材側ばね部材取り付け部52a及び第2のアーム部材側ばね部材取り付け部52bのいずれか一方に選択的に取り付けられる。ここで、図8(a),(b)に示すように、ばね部材44の上端側を第1のアーム部材側ばね部材取り付け部52aに取り付けたときのばね部材44の長さL1は、ばね部材44の上端側を第2のアーム部材側ばね部材取り付け部52bに取り付けたときのばね部材44の長さL2よりも大きく、ばね部材44の上端側を第1のアーム部材側ばね部材取り付け部52aに取り付けたときにばね部材44がアーム部材41に与える下方への付勢力(第1の付勢力と称する)は、ばね部材44の上端側を第2のアーム部材側ばね部材取り付け部52bに取り付けたときにばね部材44がアーム部材41に与える下方への付勢力(第2の付勢力と称する)よりも大きくなるようになっている。
図7(a),(b)において、案内ローラ42は、テープ押さえ33のトップテープ引き出し口33aから引き出されてトップテープ回収機構34によって引っ張られるトップテープ24に下方から接触し、当接ローラ43は案内ローラ42の後方を延びるトップテープ24に上方から当接する。このような状態でアーム部材41はばね部材44によって下方に付勢されており(図中に示す矢印A)、このためトップテープ24にはばね部材によるアーム部材41の下方への付勢力に応じたテンションが作用する。
すなわち本実施の形態において、テンション付与機構35は、テープ押さえ33のトップテープ引き出し口33aから引き出され、トップテープ回収機構34によって引っ張られるトップテープ24にテンションを付与するものとなっている。
また、本実施の形態において、テンション付与機構35は、フィーダ本体31に揺動自在に設けられたアーム部材41、アーム部材41の先端部に設けられてトップテープ引き出し口33aから引き出されたトップテープ24に当接する当接部としての当接ローラ43及び両端部がアーム部材41とフィーダ本体31とに取り付けられてアーム部材41をその揺動方向に付勢し、当接ローラ43をトップテープ24に押し付けることによってトップテープ24にテンションを与えるばね部材44から成り、ばね部材44は、下端側がフィーダ本体側ばね部材取り付け部51に取り付けられるとともに上端側が第1のアーム部材側ばね部材取り付け部52aに取り付けられてアーム部材41に第1の付勢力を与える「第1のばね部材取り付け位置」(図8(a)参照)及び下端側がフィーダ本体側ばね部材取り付け部51に取り付けられるとともに上端側が第2のアーム部材側ばね部材取り付け部52bに取り付けられてアーム部材41に第1の付勢力よりも小さい第2の付勢力を与える「第2のばね部材取り付け位置」(図8(b)参照)のいずれかに選択的に取り付けられるようになっている。
このような構成のテンション付与機構35において、トップテープ引き出し口33aからテープ押さえ33の上面側に引き出されてトップテープ回収機構34によって引っ張られているトップテープ24に弛みが生じ、ばね部材44によって下方に付勢されたアーム部材41が下方に所定量揺動したときには(図7(b)中に示す矢印B)、アーム部材41に取り付けられた突起片45が突起片検出センサ46の凹部46a内に上方から入り込んで(図7(b)中に示す矢印C)、突起片検出センサ46によって突起片45が検出される。
この突起片検出センサ46によって検出された突起片45の検出情報は制御装置19に送られ、制御装置19は、突起片検出センサ46から突起片45の検出情報を受け取っている間だけトップテープ回収機構34の回収ローラ駆動モータ34bを回転させる。
このような構成のテープフィーダ13では、制御装置19がスプロケット駆動モータ32bを間欠駆動させるとスプロケット32が間欠的に回転し、テープ部材20がスプロケット32によって牽引されてフィーダ本体31の後端側から前端側に向かう方向(図4の紙面左側から右側に向かう方向)に断続的に進行する。すなわち、スプロケット32を間欠的に回転させてテープ部材20の進行させる動作はテープ部材20の送り動作となっている。
上記のようにスプロケット32の間欠回転動作によるテープ部材20の送り動作が行われてテープ部材20が断続的に進行すると、テープ部材20の部品収納部22が一定時間間隔でテープ押さえ33の部品取り出し開口33pの下方位置に位置し、部品取り出し位置13pに部品4が一定時間間隔で供給される。なお、トップテープ24は各部品収納部22が部品取り出し位置13pに到達する以前にベーステープ23から引き剥がされてテープ押さえ33の上面側に引き出されているので、部品収納部22が部品取り出し位置13pに到達した時点において、部品4は部品収納部22から取り出せる状態になっている。
また、上記スプロケット32の回転動作と並行して回収ローラ駆動モータ34bが断続的に駆動される動作が行われ、これによりテープ押さえ33の上面側に引き出されたトップテープ24は、一対の回収ローラ34aによって引っ張られながら廃棄ボックス34c内に送り込まれて回収される。このときのトップテープ24の回収作業は、(1)回収ローラ34aの回転によりトップテープ24が引っ張られる→(2)アーム部材41が上動して突起片45が突起片検出センサ46の凹部46aから上方に脱出し、突起片検出センサ46からの突起片45の検出情報が非出力状態となる→(3)制御装置19が回収ローラ駆動モータ34bの駆動を停止させる→(4)スプロケット32の間欠的な回転動作によりトップテープ24がスプロケット32の一間欠回転動作分だけ繰り出される→(5)トップテープ24に弛みが生じる→(6)アーム部材41が下動して突起片45が突起片検出センサ46の凹部46a内に上方から入り込む→(7)突起片検出センサ46から突起片45の検出情報が出力される→(8)制御装置19が回収ローラ駆動モータ34bを駆動する→(1)回収ローラ34aの回転によりトップテープ24が引っ張られる→(2)→・・・という順で進行する。
このように、スプロケット32が回転から停止した後にはトップテープ24がトップテープ回収機構34によって引っ張られ、その際トップテープ24にはテンション付与機構35によってテンションが付与される。このときトップテープ24に付与されるテンションはベーステープ23をテープ部材20の送り方向に押し出す力としてテープ部材20に作用するが、そのベーステープ23をテープ部材20の送り方向に押し出す力としてトップテープ24に作用するテンションがトップテープ24とテープ押さえ33との間の最大静止摩擦力を上回らない限りは、テープ部材20が停止中のスプロケット32の歯32aに対して進行することはなく、前述のようなスプロケット32の回転位置の制御によるベーステープ23の部品収納部22の位置のコントロールが可能となる(図5(a))。一方、トップテープ24に付与されるテンションがトップテープ24とテープ押さえ33との間の最大静止摩擦力を上回る場合には、テープ部材20が停止中のスプロケット32の歯32aに対して進行してしまい、スプロケット32の回転位置の制御によるベーステープ23の部品収納部22の位置のコントロールができなくなる(図5(b))。
本実施の形態では、「第1のばね部材取り付け位置」は、テンション付与機構35がトップテープ引き出し口33aから引き出されたトップテープ24に対して付与するテンションが、トップテープ24とテープ押さえ33との間の最大静止摩擦力を上回らない大きさとなるようなばね部材44の取り付け位置として設定されている。また、「第2のばね部材取り付け位置」は、テープ部材20がトップテープ24とテープ押さえ33との間の最大静止摩擦力が小さくなるタイプのもの(トップテープ24の材質が通常使用されるものよりも滑らかな表面を有するテープ部材20や、ベーステープ23の部品収納部22がエンボス成型によって形成されているためにベーステープ23の厚さが通常のものよりも薄くなっているテープ部材20など)である場合に、テンション付与機構35がトップテープ引き出し口33aから引き出されたトップテープ24に対して付与するテンションが、トップテープ24とテープ押さえ33との間の最大静止摩擦力を上回らない大きさとなるようなばね部材44の取り付け位置として設定されている。
このため本実施の形態では、通常ではばね部材44を「第1のばね部材取り付け位置」に取り付けておき、テープ部材20をトップテープ24とテープ押さえ33との間の最大静止摩擦力が小さくなるタイプのものに交換するときには、アーム部材41に与える付勢力(すなわちテンション付与機構35によりトップテープ24に付与されるテンション)が小さくなる「第2のばね部材取り付け位置」に取り付ける(付け替える)ようにする。
なお、上記のように、テンション付与機構35によってトップテープ24に付与されるテンションが最大静止摩擦力を上回ってテープ部材20が停止中のスプロケット32の歯32aに対して進行してしまっている状態は、スプロケット32の回転が停止しているとき(例えば、テープ部材20の交換を行った後、スプロケット32を回転駆動する前)に、オペレータがテープ押さえ33の覗き窓33nを覗いてテープ部材20の送り孔21とスプロケット32の歯32aとの位置関係を視認することによって知ることができる。
図1において、装着ヘッド16の移動は、制御装置19が前述のヘッド移動ロボット14の作動制御を行うことによってなされる。装着ヘッド16に設けられた吸着ノズル15の装着ヘッド16に対する昇降及び上下軸回りの回転動作は、制御装置19が図示しないアクチュエータ等から成るノズル駆動機構15aの作動制御を行うことによってなされ、各吸着ノズル15による部品4の吸着(ピックアップ)及び吸着解除(基板2への装着)動作は、制御装置19が図示しないアクチュエータ等から成る吸着機構15bの作動制御を行って吸着ノズル15内に真空圧を供給し、また真空圧の供給を解除することによってなされる。
図1において、基板カメラ17の移動は制御装置19がヘッド移動ロボット14の作動制御を行うことによってなされ、基板カメラ17の撮像動作は制御装置19によって制御される。基板カメラ17の撮像動作によって得られた画像データは制御装置19に入力され、制御装置19が備える画像認識部19aにおいて画像認識される。
図1において、部品カメラ18の撮像動作は制御装置19によって制御され、部品カメラ18の撮像動作によって得られた画像データは制御装置19に入力されて画像認識部19aにおいて画像認識される。
次に、本実施の形態における部品実装装置1を用いた部品実装方法について説明する。部品実装装置1により基板2上の電極部3に部品4を装着する部品実装作業を行うには、先ず、オペレータが各テープフィーダ13のばね部材44の取り付け位置の調整を行う(図9に示すステップST1)。このばね部材44の取り付け位置の調整では、ばね部材44が第1のばね部材取り付け位置に取り付けられている状態において(図8(a))、オペレータがテープフィーダ13のテープ押さえ33の覗き窓33nからテープ部材20に設けられた送り孔21とスプロケット32の歯32aとの位置関係を視認した結果、テープ部材20の送り孔21が正規の位置(スプロケット32が有する多数の歯32aのうち最も高い位置にある歯32aの前面とテープ部材20の送り孔21の前縁とが接触した位置)からテープ部材20の送り方向に進行していると判断した場合には、ばね部材44を「第2のばね部材取り付け位置」に取り付ける(付け替える)ようにする(図8(b))。このばね部材44の付け替えは、具体的には、ばね部材44の下端側をフィーダ本体側ばね部材取り付け部51に取り付けたまま、ばね部材44の上端側を第1のアーム部材側ばね部材取り付け部52aから第2のアーム部材側ばね部材取り付け部52bに付け替えることによって行う。
上記のようにステップST1においてばね部材44の取り付け位置の調整を行ったら、オペレータは制御装置19に繋がる開始スイッチ19b(図1)を操作することによる実装開始操作を行う(図9に示すステップST2)。オペレータが実装開始操作を行うと、その操作信号が制御装置19に出力され、制御装置19は予め記憶した実装プログラムに基づく以下の部品実装動作を実行する。
部品実装動作では、制御装置19は先ず、基板搬送路11を作動させて、上流工程側の装置から送られてきた基板2を受け取って部品実装装置1の内部に搬入し、所定の作業位置に位置決めする(図9に示すステップST3)。
制御装置19は、基板搬送路11によって基板2を作業位置に位置決めしたら、その基板2の上方に基板カメラ17を(装着ヘッド16を)移動させ、基板カメラ17に基板2上の基板マーク2m(図1)の撮像を行わせて画像認識を実行し、基板搬送路11上の基板2の正規の位置からの位置ずれを算出する(図9に示すステップST4)。
制御装置19は、ステップST4で基板2の位置ずれを算出したら、ヘッド移動ロボット14を作動させて装着ヘッド16をテープフィーダ13の上方に移動させる。そして、テープフィーダ13の作動制御(スプロケット駆動モータ32b及び回収ローラ駆動モータ34bの作動制御)を行ってそのテープフィーダ13の部品取り出し位置13pに部品4を供給させつつ、テープフィーダ13の部品取り出し位置13pに供給された部品4に吸着ノズル15を接触させて、部品4を吸着(ピックアップ)させる(図9に示すステップST5)。
制御装置19は、吸着ノズル15に部品4を吸着させたら、その部品4が部品カメラ18の上方を通過するように装着ヘッド16を移動させ、部品カメラ18に部品4の撮像を行わせて得られた画像データに基づく画像認識を実行する(図9に示すステップST6)。そして、その画像認識の結果に基づいて部品4の異常(変形や欠損など)の有無の検査を行うとともに部品4の吸着ノズル15に対する位置を把握し、部品4の吸着ノズル15に対する位置ずれ(吸着ずれ)を算出する(図9に示すステップST7)。
制御装置19は部品4の吸着ずれを算出したら、吸着ノズル15に吸着させた部品4が基板2の上方に位置するように装着ヘッド16を移動させる。そして、吸着ノズル15に吸着させた部品4を基板2上の電極部3(この電極部3上には、部品実装装置1の上流工程側に配置された半田印刷機によって半田が印刷されている)に接触させたうえで吸着ノズル15への真空圧の供給を解除し、部品4を基板2に装着する(図9に示すステップST8)。
ここで制御装置19は、部品4を基板2に装着するときには、ステップST4で求めた基板2の位置ずれと、ステップST7で求めた部品4の吸着ずれが修正されるように、基板2に対する吸着ノズル15の位置補正(回転補正を含む)を行う。
制御装置19はステップST8で部品4を基板2装着したら、基板2に装着すべき全ての部品4を基板2に装着し終わったかどうかの判断を行う(図9に示すステップST9)。その結果、基板2に装着すべき全ての部品4を基板2に装着し終わっていないと判断した場合にはステップST5に戻り、ステップST5〜ステップST9の工程を実行する。一方、ステップST9で、基板2に装着すべき全ての部品4を基板2に装着し終わったと判断した場合には、制御装置19は、基板搬送路11によって基板2を下流工程側の装置に搬出したうえで(図9に示すステップST10)、まだ部品4の装着を行うべき基板2があるかどうかの判断を行う(図9に示すステップST11)。ここで、制御装置19は、部品4の装着を行うべき基板2があったと判断した場合には、次いで、予め定められた実装プログラムに基づいて、次の基板2に対する部品4の供給を行うテープフィーダ13についてテープ部材20の種類の変更を行う必要があるかどうかの判断を行う(図9に示すステップST12)。
制御装置19は、ステップST12において、テープ部材20の種類の変更を行う必要がないと判断した場合にはステップST3に進んで次の基板2の搬入を行い、テープ部材20の種類の変更を行う必要があると判断した場合には、部品実装装置1による部品実装作業を一旦停止させる(図9に示すステップST13)。そして、この間にオペレータはテープ部材20の種類の変更に伴う諸作業を行う(図9に示すステップST14)。
ここで、ステップST14で行うテープ部材20の種類の変更に伴う諸作業とは、具体的には、現在部品実装装置1に装着されているテープ部材20のリール25を取り外して新たなテープ部材20のリール25を取り付ける作業等をいう。
オペレータは、ステップST14でテープ部材20の種類の変更に伴う諸作業を行ったら、ステップST1に戻り、必要に応じてばね部材44の取り付け位置の調整を行う。すなわち、ステップST14において、テープ部材20の種類の変更に伴う諸作業を行った結果、ばね部材44の取り付け位置を変更する必要が生じた場合には、ばね部材44の取り付け位置の変更を行う。具体的には、オペレータは、ばね部材44が「第1のばね部材取り付け位置」に取り付けられている状態から、ステップST14においてテープ部材20を種類の変更(テープ部材20の交換)を行ったために、テープ部材20の送り孔21が正規の位置からテープ部材20の送り方向に進行していることが分かった場合には、アーム部材41の下方への付勢力が小さくなる(テンション付与機構35がトップテープ24に与えるテンションが小さくなる)ように、ばね部材44を「第1のばね部材取り付け位置」から「第2のばね部材取り付け位置」に付け替える。これにより、テープ部材20の種類によらず、テープ部材20が停止中のスプロケット32の歯32aに対して進行してしまうことがなくなる。
以上説明したように、本実施の形態における部品実装装置1では、トップテープ24とテープ押さえ33との間の最大静止摩擦力の大きさに応じてテンション付与機構35のばね部材44の取り付け位置を変更することでトップテープ24に付与されるテンションの大きさを変えるようになっているので、テープ部材20が停止中のスプロケット32の歯32aに対して進行することがなく、これにより部品取り出し位置13pにおける部品4の供給ずれの発生を防止することができる。
テープ部材が停止中のスプロケットの歯に対して進行してしまって部品取り出し位置における部品の供給ずれが発生する事態を防止することができるテープフィーダ及び部品実装方法を提供する。
1 部品実装装置
2 基板
4 部品
11 基板搬送路(基板位置決め部)
13 テープフィーダ
13p 部品取り出し位置
15 吸着ノズル
16 装着ヘッド
20 テープ部材
21 送り孔
22 部品収納部
23 ベーステープ
24 トップテープ
25 リール
31 フィーダ本体
31a テープ通路
32 スプロケット
32a 歯
33 テープ押さえ
33a トップテープ引き出し口
34 トップテープ回収機構
35 テンション付与機構
41 アーム部材
43 当接ローラ(当接部)
44 ばね部材
2 基板
4 部品
11 基板搬送路(基板位置決め部)
13 テープフィーダ
13p 部品取り出し位置
15 吸着ノズル
16 装着ヘッド
20 テープ部材
21 送り孔
22 部品収納部
23 ベーステープ
24 トップテープ
25 リール
31 フィーダ本体
31a テープ通路
32 スプロケット
32a 歯
33 テープ押さえ
33a トップテープ引き出し口
34 トップテープ回収機構
35 テンション付与機構
41 アーム部材
43 当接ローラ(当接部)
44 ばね部材
Claims (3)
- 部品収納部に部品を収納させたベーステープ及びベーステープに貼り付けられて部品収納部に収納された部品がベーステープから脱落することを防止するトップテープから成り、リールに巻き付けられた状態で供給されるテープ部材と、リールから繰り出されたテープ部材の通路であるテープ通路を有したフィーダ本体と、フィーダ本体に取り付けられ、外周に設けられた歯をリールから繰り出されたテープ部材の送り孔に嵌入させて間欠的に回転することによりテープ通路内でテープ部材を断続的に送り、ベーステープの部品収納部を一定時間間隔でフィーダ本体上に設定された部品取り出し位置に位置させるスプロケットと、フィーダ本体に設けられ、リールから繰り出されてから部品取り出し位置に達するまでの間のテープ部材の一部の上面を上方から押さえるとともに、ベーステープから引き剥がされたトップテープが上方に引き出されるトップテープ引き出し口を有したテープ押さえと、テープ押さえのトップテープ引き出し口から引き出されたトップテープを引っ張って回収するトップテープ回収機構と、トップテープ引き出し口から引き出され、トップテープ回収機構によって引っ張られるトップテープにテンションを付与するテンション付与機構とを有し、
テンション付与機構は、フィーダ本体に揺動自在に設けられたアーム部材と、アーム部材の先端部に設けられてトップテープ引き出し口から引き出されたトップテープに当接する当接部と、両端部がアーム部材及びフィーダ本体に取り付けられてアーム部材をその揺動方向に付勢し、当接部をトップテープに押し付けることによってトップテープにテンションを与えるばね部材とから成り、ばね部材は、アーム部材に第1の付勢力を与える第1のばね部材取り付け位置及びアーム部材に第1の付勢力よりも小さい第2の付勢力を与える第2のばね部材取り付け位置のいずれかに選択的に取り付けられるようになっていることを特徴とするテープフィーダ。 - 基板の位置決めを行う基板位置決め部と、部品の供給を行うテープフィーダと、テープフィーダにより供給された部品を吸着ノズルによりピックアップする装着ヘッドとを備え、テープフィーダは、部品収納部に部品を収納させたベーステープ及びベーステープに貼り付けられて部品収納部に収納された部品がベーステープから脱落することを防止するトップテープから成り、リールに巻き付けられた状態で供給されるテープ部材と、リールから繰り出されたテープ部材の通路であるテープ通路を有したフィーダ本体と、フィーダ本体に取り付けられ、外周に設けられた歯をリールから繰り出されたテープ部材の送り孔に嵌入させて間欠的に回転することによりテープ通路内でテープ部材を断続的に送り、ベーステープの部品収納部を一定時間間隔でフィーダ本体上に設定された部品取り出し位置に位置させるスプロケットと、フィーダ本体に設けられ、リールから繰り出されてから部品取り出し位置に達するまでの間のテープ部材の一部の上面を上方から押さえるとともに、ベーステープから引き剥がされたトップテープが上方に引き出されるトップテープ引き出し口を有したテープ押さえと、テープ押さえのトップテープ引き出し口から引き出されたトップテープを引っ張って回収するトップテープ回収機構と、トップテープ引き出し口から引き出され、トップテープ回収機構によって引っ張られるトップテープにテンションを付与するテンション付与機構とを有し、テンション付与機構は、フィーダ本体に揺動自在に設けられたアーム部材と、アーム部材の先端部に設けられてトップテープ引き出し口から引き出されたトップテープに当接する当接部と、両端部がアーム部材及びフィーダ本体に取り付けられてアーム部材をその揺動方向に付勢し、当接部をトップテープに押し付けることによってトップテープにテンションを与えるばね部材とから成る部品実装装置による部品実装方法であって、
テープフィーダが備えるばね部材を、アーム部材に第1の付勢力を与える第1のばね部材取り付け位置及びアーム部材に第1の付勢力よりも小さい第2の付勢力を与える第2のばね部材取り付け位置のいずれかに選択的に取り付ける工程と、
基板位置決め部により基板の位置決めを行う工程と、
テープフィーダによって部品取り出し位置に位置されたベーステープの部品収納部から吸着ノズルによって部品をピックアップする工程と、
吸着ノズルによりピックアップした部品を基板位置決め部により位置決めした基板に装着する工程とを含むことを特徴とする部品実装方法。 - ばね部材が第1のばね部材取り付け位置に取り付けられている状態において、テープ部材に設けられた送り孔が停止中のスプロケットの歯に対してテープ部材の送り方向に進行する場合に、ばね部材を第2のばね部材取り付け位置に取り付けることを特徴とする請求項2に記載の部品実装方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011128790A JP2012256709A (ja) | 2011-06-09 | 2011-06-09 | テープフィーダ及び部品実装方法 |
| CN2012201185656U CN202565662U (zh) | 2011-06-09 | 2012-03-27 | 带式送料器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011128790A JP2012256709A (ja) | 2011-06-09 | 2011-06-09 | テープフィーダ及び部品実装方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012256709A true JP2012256709A (ja) | 2012-12-27 |
Family
ID=47215252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011128790A Pending JP2012256709A (ja) | 2011-06-09 | 2011-06-09 | テープフィーダ及び部品実装方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2012256709A (ja) |
| CN (1) | CN202565662U (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023036229A (ja) * | 2021-09-02 | 2023-03-14 | 株式会社Fuji | 部品供給フィーダ、それを備える部品実装機、及び基板の製造方法。 |
| CN116117465A (zh) * | 2021-11-15 | 2023-05-16 | 松下知识产权经营株式会社 | 零件馈送器以及部件装配装置 |
| CN119173026A (zh) * | 2024-11-15 | 2024-12-20 | 深圳市英赛特机械科技有限公司 | 一种贴片机用半导体元件输送装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000252690A (ja) * | 1999-03-04 | 2000-09-14 | Matsushita Electric Ind Co Ltd | テープフィーダ |
| JP2007227684A (ja) * | 2006-02-23 | 2007-09-06 | Yamagata Casio Co Ltd | テープフィーダ |
| JP2009110993A (ja) * | 2007-10-26 | 2009-05-21 | Panasonic Corp | テープフィーダ |
-
2011
- 2011-06-09 JP JP2011128790A patent/JP2012256709A/ja active Pending
-
2012
- 2012-03-27 CN CN2012201185656U patent/CN202565662U/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000252690A (ja) * | 1999-03-04 | 2000-09-14 | Matsushita Electric Ind Co Ltd | テープフィーダ |
| JP2007227684A (ja) * | 2006-02-23 | 2007-09-06 | Yamagata Casio Co Ltd | テープフィーダ |
| JP2009110993A (ja) * | 2007-10-26 | 2009-05-21 | Panasonic Corp | テープフィーダ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023036229A (ja) * | 2021-09-02 | 2023-03-14 | 株式会社Fuji | 部品供給フィーダ、それを備える部品実装機、及び基板の製造方法。 |
| JP7700002B2 (ja) | 2021-09-02 | 2025-06-30 | 株式会社Fuji | 部品供給フィーダ、それを備える部品実装機、及び基板の製造方法。 |
| CN116117465A (zh) * | 2021-11-15 | 2023-05-16 | 松下知识产权经营株式会社 | 零件馈送器以及部件装配装置 |
| CN119173026A (zh) * | 2024-11-15 | 2024-12-20 | 深圳市英赛特机械科技有限公司 | 一种贴片机用半导体元件输送装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN202565662U (zh) | 2012-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4450772B2 (ja) | 電子部品装着装置 | |
| JP4450788B2 (ja) | 電子部品装着装置 | |
| JP5510419B2 (ja) | テープフィーダ及び部品実装装置 | |
| WO2014083852A1 (ja) | テープフィーダ | |
| JP5445537B2 (ja) | テープフィーダ、部品実装装置及び部品実装方法 | |
| JP5360138B2 (ja) | 部品実装方法 | |
| JP2012256709A (ja) | テープフィーダ及び部品実装方法 | |
| JP2013065748A (ja) | 電子部品実装装置およびテープフィーダならびにテープフィーダにおけるトップテープ送り方法 | |
| JP2014041859A (ja) | テープフィーダ及びテープフィーダにおけるキャリヤテープの取り付け方法 | |
| JP5605215B2 (ja) | テープ貼着装置及びテープ貼着方法 | |
| JP5510420B2 (ja) | テープフィーダ及び部品実装装置 | |
| JP2011171419A (ja) | 部品実装装置および部品実装方法 | |
| JP2013098361A (ja) | テープフィーダ及び電子部品実装装置 | |
| JP4713330B2 (ja) | 電子部品装着装置 | |
| JP2017157653A (ja) | 部品実装装置および部品実装方法 | |
| JP5192453B2 (ja) | 電子部品装着装置 | |
| JP4887067B2 (ja) | 電子部品装着装置 | |
| JP2009088038A (ja) | 部品供給装置及び部品供給装置におけるサプレッサの開放状態の判定方法 | |
| JP5510364B2 (ja) | テープフィーダ及びテープフィーダによる部品供給方法 | |
| JP2017157654A (ja) | 部品実装装置および部品実装方法 | |
| JP4460071B2 (ja) | 電子部品装着装置 | |
| JP4349345B2 (ja) | 電子部品実装装置における部品供給方法 | |
| JP7340732B2 (ja) | 部品供給装置、部品実装装置、部品供給方法及び部品実装方法 | |
| WO2014030269A1 (ja) | テープフィーダ | |
| JP5408177B2 (ja) | Acf貼着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130212 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20130313 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131015 |