JP2012500143A - 水蒸気透過性収縮可能ファブリック - Google Patents
水蒸気透過性収縮可能ファブリック Download PDFInfo
- Publication number
- JP2012500143A JP2012500143A JP2011523935A JP2011523935A JP2012500143A JP 2012500143 A JP2012500143 A JP 2012500143A JP 2011523935 A JP2011523935 A JP 2011523935A JP 2011523935 A JP2011523935 A JP 2011523935A JP 2012500143 A JP2012500143 A JP 2012500143A
- Authority
- JP
- Japan
- Prior art keywords
- film
- layer
- fibers
- layers
- fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 101
- 239000004744 fabric Substances 0.000 title claims description 96
- 230000001070 adhesive effect Effects 0.000 claims abstract description 146
- 239000000853 adhesive Substances 0.000 claims abstract description 145
- 229920000642 polymer Polymers 0.000 claims abstract description 87
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 69
- 229920001577 copolymer Polymers 0.000 claims abstract description 59
- 230000035699 permeability Effects 0.000 claims abstract description 27
- 230000005540 biological transmission Effects 0.000 claims abstract description 26
- 239000000835 fiber Substances 0.000 claims description 213
- 239000000203 mixture Substances 0.000 claims description 102
- 229920000554 ionomer Polymers 0.000 claims description 97
- 238000000034 method Methods 0.000 claims description 78
- -1 polyethylene Polymers 0.000 claims description 73
- 239000007822 coupling agent Substances 0.000 claims description 71
- 229920000573 polyethylene Polymers 0.000 claims description 63
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 57
- 239000004698 Polyethylene Substances 0.000 claims description 56
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 54
- 239000005977 Ethylene Substances 0.000 claims description 54
- 239000000463 material Substances 0.000 claims description 53
- 239000000945 filler Substances 0.000 claims description 50
- 230000008569 process Effects 0.000 claims description 36
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 35
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 35
- 239000005022 packaging material Substances 0.000 claims description 34
- 238000004806 packaging method and process Methods 0.000 claims description 28
- 239000011734 sodium Substances 0.000 claims description 27
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 26
- 239000004831 Hot glue Substances 0.000 claims description 26
- 238000004519 manufacturing process Methods 0.000 claims description 23
- 239000002253 acid Substances 0.000 claims description 20
- 229910052700 potassium Inorganic materials 0.000 claims description 20
- 239000011591 potassium Substances 0.000 claims description 20
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 claims description 18
- 150000007942 carboxylates Chemical group 0.000 claims description 16
- 229920001519 homopolymer Polymers 0.000 claims description 16
- 239000000155 melt Substances 0.000 claims description 15
- 229910010413 TiO 2 Inorganic materials 0.000 claims description 14
- 229920001038 ethylene copolymer Polymers 0.000 claims description 14
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 claims description 13
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 13
- 229920001684 low density polyethylene Polymers 0.000 claims description 13
- 239000004702 low-density polyethylene Substances 0.000 claims description 13
- 229910052708 sodium Inorganic materials 0.000 claims description 13
- 230000004224 protection Effects 0.000 claims description 12
- 229920000098 polyolefin Polymers 0.000 claims description 11
- 229920001169 thermoplastic Polymers 0.000 claims description 11
- 239000012802 nanoclay Substances 0.000 claims description 10
- 230000001681 protective effect Effects 0.000 claims description 10
- 239000002131 composite material Substances 0.000 claims description 9
- 150000001732 carboxylic acid derivatives Chemical class 0.000 claims description 7
- 238000009826 distribution Methods 0.000 claims description 7
- 150000007524 organic acids Chemical class 0.000 claims description 7
- 238000007789 sealing Methods 0.000 claims description 7
- 239000004416 thermosoftening plastic Substances 0.000 claims description 7
- 239000004593 Epoxy Substances 0.000 claims description 6
- 125000004432 carbon atom Chemical group C* 0.000 claims description 6
- 239000006087 Silane Coupling Agent Substances 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 4
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 claims description 3
- 229910021645 metal ion Inorganic materials 0.000 claims description 3
- 229910001414 potassium ion Inorganic materials 0.000 claims description 2
- 230000001172 regenerating effect Effects 0.000 claims 2
- 125000000524 functional group Chemical group 0.000 claims 1
- 229920001912 maleic anhydride grafted polyethylene Polymers 0.000 claims 1
- 239000007921 spray Substances 0.000 claims 1
- 239000010408 film Substances 0.000 abstract description 288
- 230000007797 corrosion Effects 0.000 abstract description 42
- 238000005260 corrosion Methods 0.000 abstract description 42
- 229920006302 stretch film Polymers 0.000 abstract description 11
- 230000004044 response Effects 0.000 abstract description 4
- 239000010410 layer Substances 0.000 description 301
- 239000004594 Masterbatch (MB) Substances 0.000 description 49
- 229920005989 resin Polymers 0.000 description 43
- 239000011347 resin Substances 0.000 description 43
- 239000000654 additive Substances 0.000 description 42
- 239000003963 antioxidant agent Substances 0.000 description 29
- 238000002156 mixing Methods 0.000 description 29
- 239000002245 particle Substances 0.000 description 29
- 239000003112 inhibitor Substances 0.000 description 27
- 239000011159 matrix material Substances 0.000 description 26
- 230000000996 additive effect Effects 0.000 description 24
- 239000000843 powder Substances 0.000 description 24
- 230000000670 limiting effect Effects 0.000 description 21
- 229920001400 block copolymer Polymers 0.000 description 18
- 239000004927 clay Substances 0.000 description 17
- 239000007789 gas Substances 0.000 description 17
- PYGSKMBEVAICCR-UHFFFAOYSA-N hexa-1,5-diene Chemical compound C=CCCC=C PYGSKMBEVAICCR-UHFFFAOYSA-N 0.000 description 17
- 230000000704 physical effect Effects 0.000 description 17
- 238000003475 lamination Methods 0.000 description 16
- 238000002844 melting Methods 0.000 description 15
- 230000008018 melting Effects 0.000 description 15
- 239000000178 monomer Substances 0.000 description 15
- 239000002667 nucleating agent Substances 0.000 description 15
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 14
- 239000011859 microparticle Substances 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- 125000001971 neopentyl group Chemical group [H]C([*])([H])C(C([H])([H])[H])(C([H])([H])[H])C([H])([H])[H] 0.000 description 13
- 239000012808 vapor phase Substances 0.000 description 13
- 239000012790 adhesive layer Substances 0.000 description 12
- 239000012298 atmosphere Substances 0.000 description 12
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 11
- 150000001875 compounds Chemical class 0.000 description 11
- 238000009833 condensation Methods 0.000 description 11
- 230000001965 increasing effect Effects 0.000 description 11
- 239000012071 phase Substances 0.000 description 11
- 239000012963 UV stabilizer Substances 0.000 description 10
- 150000001336 alkenes Chemical class 0.000 description 10
- 230000005494 condensation Effects 0.000 description 10
- UPRXAOPZPSAYHF-UHFFFAOYSA-N lithium;cyclohexyl(propan-2-yl)azanide Chemical compound CC(C)N([Li])C1CCCCC1 UPRXAOPZPSAYHF-UHFFFAOYSA-N 0.000 description 10
- 239000010936 titanium Substances 0.000 description 10
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 10
- 239000004604 Blowing Agent Substances 0.000 description 9
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical group CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 9
- 238000010924 continuous production Methods 0.000 description 9
- 235000014113 dietary fatty acids Nutrition 0.000 description 9
- 238000001125 extrusion Methods 0.000 description 9
- 239000000194 fatty acid Substances 0.000 description 9
- 229930195729 fatty acid Natural products 0.000 description 9
- 229920006030 multiblock copolymer Polymers 0.000 description 9
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 9
- 238000004080 punching Methods 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 8
- 230000004888 barrier function Effects 0.000 description 8
- 239000006185 dispersion Substances 0.000 description 8
- 238000009472 formulation Methods 0.000 description 8
- 239000004615 ingredient Substances 0.000 description 8
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 8
- 239000011976 maleic acid Substances 0.000 description 8
- 230000003078 antioxidant effect Effects 0.000 description 7
- 230000008901 benefit Effects 0.000 description 7
- 239000003086 colorant Substances 0.000 description 7
- 150000004665 fatty acids Chemical class 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 229920006300 shrink film Polymers 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- 230000032258 transport Effects 0.000 description 7
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 6
- 150000001412 amines Chemical class 0.000 description 6
- 238000004132 cross linking Methods 0.000 description 6
- 150000002148 esters Chemical group 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 239000002808 molecular sieve Substances 0.000 description 6
- 239000000049 pigment Substances 0.000 description 6
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 5
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 5
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 5
- 229910052783 alkali metal Inorganic materials 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 238000013329 compounding Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 229920001002 functional polymer Polymers 0.000 description 5
- 229920001903 high density polyethylene Polymers 0.000 description 5
- 239000004700 high-density polyethylene Substances 0.000 description 5
- 238000010348 incorporation Methods 0.000 description 5
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 5
- 239000003348 petrochemical agent Substances 0.000 description 5
- 239000011148 porous material Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 150000003839 salts Chemical class 0.000 description 5
- 229920006132 styrene block copolymer Polymers 0.000 description 5
- 239000004408 titanium dioxide Substances 0.000 description 5
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 5
- 238000009736 wetting Methods 0.000 description 5
- 239000004711 α-olefin Substances 0.000 description 5
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 4
- 230000002378 acidificating effect Effects 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 230000009471 action Effects 0.000 description 4
- 150000001340 alkali metals Chemical class 0.000 description 4
- XXHCQZDUJDEPSX-KNCHESJLSA-L calcium;(1s,2r)-cyclohexane-1,2-dicarboxylate Chemical compound [Ca+2].[O-]C(=O)[C@H]1CCCC[C@H]1C([O-])=O XXHCQZDUJDEPSX-KNCHESJLSA-L 0.000 description 4
- 238000009960 carding Methods 0.000 description 4
- 239000013043 chemical agent Substances 0.000 description 4
- 239000003431 cross linking reagent Substances 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000002425 crystallisation Methods 0.000 description 4
- 238000000354 decomposition reaction Methods 0.000 description 4
- 238000000113 differential scanning calorimetry Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 4
- 238000004299 exfoliation Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229910000077 silane Inorganic materials 0.000 description 4
- 150000004756 silanes Chemical group 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- 229910052719 titanium Inorganic materials 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 239000003981 vehicle Substances 0.000 description 4
- 229910052726 zirconium Inorganic materials 0.000 description 4
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 3
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 3
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- 239000004708 Very-low-density polyethylene Substances 0.000 description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 3
- 239000002998 adhesive polymer Substances 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 229940038553 attane Drugs 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 239000000969 carrier Substances 0.000 description 3
- 150000001768 cations Chemical class 0.000 description 3
- 239000000356 contaminant Substances 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 229920006225 ethylene-methyl acrylate Polymers 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 3
- 238000013007 heat curing Methods 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- 239000004611 light stabiliser Substances 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- 239000004005 microsphere Substances 0.000 description 3
- MWUXSHHQAYIFBG-UHFFFAOYSA-N nitrogen oxide Inorganic materials O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 3
- 229920000058 polyacrylate Polymers 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 230000002441 reversible effect Effects 0.000 description 3
- 238000009987 spinning Methods 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 238000003856 thermoforming Methods 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 238000007666 vacuum forming Methods 0.000 description 3
- 229920001866 very low density polyethylene Polymers 0.000 description 3
- XWJBRBSPAODJER-UHFFFAOYSA-N 1,7-octadiene Chemical compound C=CCCCCC=C XWJBRBSPAODJER-UHFFFAOYSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 2
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- CJSBUWDGPXGFGA-UHFFFAOYSA-N 4-methylpenta-1,3-diene Chemical compound CC(C)=CC=C CJSBUWDGPXGFGA-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004971 Cross linker Substances 0.000 description 2
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 2
- 229920002633 Kraton (polymer) Polymers 0.000 description 2
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- RAHZWNYVWXNFOC-UHFFFAOYSA-N Sulphur dioxide Chemical compound O=S=O RAHZWNYVWXNFOC-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000000845 anti-microbial effect Effects 0.000 description 2
- 238000010923 batch production Methods 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 150000001735 carboxylic acids Chemical class 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000012792 core layer Substances 0.000 description 2
- 150000001925 cycloalkenes Chemical class 0.000 description 2
- LPIQUOYDBNQMRZ-UHFFFAOYSA-N cyclopentene Chemical compound C1CC=CC1 LPIQUOYDBNQMRZ-UHFFFAOYSA-N 0.000 description 2
- GUJOJGAPFQRJSV-UHFFFAOYSA-N dialuminum;dioxosilane;oxygen(2-);hydrate Chemical group O.[O-2].[O-2].[O-2].[Al+3].[Al+3].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O GUJOJGAPFQRJSV-UHFFFAOYSA-N 0.000 description 2
- HTDKEJXHILZNPP-UHFFFAOYSA-N dioctyl hydrogen phosphate Chemical compound CCCCCCCCOP(O)(=O)OCCCCCCCC HTDKEJXHILZNPP-UHFFFAOYSA-N 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 239000001530 fumaric acid Substances 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 230000002706 hydrostatic effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N isopropyl alcohol Natural products CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 229910052901 montmorillonite Inorganic materials 0.000 description 2
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 2
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 230000003472 neutralizing effect Effects 0.000 description 2
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 2
- 235000005985 organic acids Nutrition 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 239000002952 polymeric resin Substances 0.000 description 2
- 230000000379 polymerizing effect Effects 0.000 description 2
- 150000003097 polyterpenes Chemical class 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 229910021647 smectite Inorganic materials 0.000 description 2
- 229910001415 sodium ion Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- AHAREKHAZNPPMI-AATRIKPKSA-N (3e)-hexa-1,3-diene Chemical compound CC\C=C\C=C AHAREKHAZNPPMI-AATRIKPKSA-N 0.000 description 1
- HFVZWWUGHWNHFL-FMIVXFBMSA-N (4e)-5,9-dimethyldeca-1,4,8-triene Chemical compound CC(C)=CCC\C(C)=C\CC=C HFVZWWUGHWNHFL-FMIVXFBMSA-N 0.000 description 1
- PRBHEGAFLDMLAL-GQCTYLIASA-N (4e)-hexa-1,4-diene Chemical compound C\C=C\CC=C PRBHEGAFLDMLAL-GQCTYLIASA-N 0.000 description 1
- HYBLFDUGSBOMPI-BQYQJAHWSA-N (4e)-octa-1,4-diene Chemical compound CCC\C=C\CC=C HYBLFDUGSBOMPI-BQYQJAHWSA-N 0.000 description 1
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 1
- HITROERJXNWVOI-SOFGYWHQSA-N (5e)-octa-1,5-diene Chemical compound CC\C=C\CCC=C HITROERJXNWVOI-SOFGYWHQSA-N 0.000 description 1
- RJUCIROUEDJQIB-GQCTYLIASA-N (6e)-octa-1,6-diene Chemical compound C\C=C\CCCC=C RJUCIROUEDJQIB-GQCTYLIASA-N 0.000 description 1
- 125000004209 (C1-C8) alkyl group Chemical group 0.000 description 1
- QTYUSOHYEPOHLV-FNORWQNLSA-N 1,3-Octadiene Chemical compound CCCC\C=C\C=C QTYUSOHYEPOHLV-FNORWQNLSA-N 0.000 description 1
- PRBHEGAFLDMLAL-UHFFFAOYSA-N 1,5-Hexadiene Natural products CC=CCC=C PRBHEGAFLDMLAL-UHFFFAOYSA-N 0.000 description 1
- 229940106006 1-eicosene Drugs 0.000 description 1
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- INYHZQLKOKTDAI-UHFFFAOYSA-N 5-ethenylbicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(C=C)CC1C=C2 INYHZQLKOKTDAI-UHFFFAOYSA-N 0.000 description 1
- PCBPVYHMZBWMAZ-UHFFFAOYSA-N 5-methylbicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(C)CC1C=C2 PCBPVYHMZBWMAZ-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- 241000894006 Bacteria Species 0.000 description 1
- NLZUEZXRPGMBCV-UHFFFAOYSA-N Butylhydroxytoluene Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 NLZUEZXRPGMBCV-UHFFFAOYSA-N 0.000 description 1
- BJRMDQLATQGMCQ-UHFFFAOYSA-N C=C.C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 Chemical compound C=C.C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 BJRMDQLATQGMCQ-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Natural products CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- LMXIQANFHPSDKP-UHFFFAOYSA-N P(=O)(O)(O)O.C(CCCCCCC)C1=C(NC=C1)CCCCCCCC Chemical compound P(=O)(O)(O)O.C(CCCCCCC)C1=C(NC=C1)CCCCCCCC LMXIQANFHPSDKP-UHFFFAOYSA-N 0.000 description 1
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 1
- 229920003300 Plexar® Polymers 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 230000002292 Radical scavenging effect Effects 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 241000376294 Tringa semipalmata Species 0.000 description 1
- 230000006750 UV protection Effects 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 238000012644 addition polymerization Methods 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 1
- 125000005250 alkyl acrylate group Chemical group 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 229910001579 aluminosilicate mineral Inorganic materials 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 238000010539 anionic addition polymerization reaction Methods 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 229920006272 aromatic hydrocarbon resin Polymers 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical group NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000003139 biocide Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000002051 biphasic effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- OCWYEMOEOGEQAN-UHFFFAOYSA-N bumetrizole Chemical compound CC(C)(C)C1=CC(C)=CC(N2N=C3C=C(Cl)C=CC3=N2)=C1O OCWYEMOEOGEQAN-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000002843 carboxylic acid group Chemical group 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 125000003636 chemical group Chemical group 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000021615 conjugation Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000006184 cosolvent Substances 0.000 description 1
- ZXIJMRYMVAMXQP-UHFFFAOYSA-N cycloheptene Chemical compound C1CCC=CCC1 ZXIJMRYMVAMXQP-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000000326 densiometry Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000002283 diesel fuel Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- VELFFNYFZHVFNA-UHFFFAOYSA-N dioctyl phosphono phosphate Chemical compound CCCCCCCCOP(=O)(OP(O)(O)=O)OCCCCCCCC VELFFNYFZHVFNA-UHFFFAOYSA-N 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- VTIXMGZYGRZMAW-UHFFFAOYSA-N ditridecyl hydrogen phosphite Chemical compound CCCCCCCCCCCCCOP(O)OCCCCCCCCCCCCC VTIXMGZYGRZMAW-UHFFFAOYSA-N 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000012767 functional filler Substances 0.000 description 1
- 239000003502 gasoline Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000000383 hazardous chemical Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 150000002432 hydroperoxides Chemical class 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000013101 initial test Methods 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 125000003010 ionic group Chemical group 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- OKKJLVBELUTLKV-UHFFFAOYSA-N methanol Natural products OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- AFFLGGQVNFXPEV-UHFFFAOYSA-N n-decene Natural products CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N n-propyl alcohol Natural products CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000002114 nanocomposite Substances 0.000 description 1
- 239000002105 nanoparticle Substances 0.000 description 1
- 239000002071 nanotube Substances 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 231100000989 no adverse effect Toxicity 0.000 description 1
- 230000009972 noncorrosive effect Effects 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 150000002903 organophosphorus compounds Chemical class 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- QYZLKGVUSQXAMU-UHFFFAOYSA-N penta-1,4-diene Chemical compound C=CCC=C QYZLKGVUSQXAMU-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 239000005373 porous glass Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000003763 resistance to breakage Effects 0.000 description 1
- 229930195734 saturated hydrocarbon Natural products 0.000 description 1
- 150000003336 secondary aromatic amines Chemical class 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000001694 spray drying Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 150000003462 sulfoxides Chemical class 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- XBFJAVXCNXDMBH-UHFFFAOYSA-N tetracyclo[6.2.1.1(3,6).0(2,7)]dodec-4-ene Chemical compound C1C(C23)C=CC1C3C1CC2CC1 XBFJAVXCNXDMBH-UHFFFAOYSA-N 0.000 description 1
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- JMXKSZRRTHPKDL-UHFFFAOYSA-N titanium ethoxide Chemical compound [Ti+4].CC[O-].CC[O-].CC[O-].CC[O-] JMXKSZRRTHPKDL-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 229920000428 triblock copolymer Polymers 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0807—Copolymers of ethene with unsaturated hydrocarbons only containing four or more carbon atoms
- C08L23/0815—Copolymers of ethene with unsaturated hydrocarbons only containing four or more carbon atoms with aliphatic 1-olefins containing one carbon-to-carbon double bond
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/04—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/71—Resistive to light or to UV
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/728—Hydrophilic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2351/00—Characterised by the use of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
- C08J2351/06—Characterised by the use of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/14—Polymer mixtures characterised by other features containing polymeric additives characterised by shape
- C08L2205/16—Fibres; Fibrils
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen
- C08L23/0869—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen with unsaturated acids, e.g. [meth]acrylic acid; with unsaturated esters, e.g. [meth]acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen
- C08L23/0869—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen with unsaturated acids, e.g. [meth]acrylic acid; with unsaturated esters, e.g. [meth]acrylic acid esters
- C08L23/0876—Salts thereof, i.e. ionomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L51/00—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L51/06—Compositions of graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24826—Spot bonds connect components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Abstract
【選択図】図1
Description
−フィルムと不織布は、エチレンホモポリマー類および/またはコポリマー類に基づく;
−不織布の繊維の熱変形温度は70°C以上である;
−フィルムは、カリウムイオンで中和された複数のカルボキシレート基を含む;
−フィルムは、低密度ポリエチレン(LDPE)または直鎖低密度ポリエチレン(LLDPE)を含む;
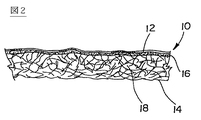
−フィルムは、接合面近傍の接合層を含む複数の共押出層と、シートの外側面を形成するスキン層および接合層とスキン層の間に配される一以上の中間層を含む;
−スキン層の水蒸気透過性と親水性は、接合層のそれらよりも高い;
−フィルムの接合層は炭酸カルシウムを含み、スキン層はカリウムで中和された複数のカルボキシレート基を含む;
−包装材の不織布は、フィルムの接合面近傍の接合層とシートの第1側面を形成する外側層を含む複数の層を有し、ファブリックの外側層の親水性が接合面ファブリック層の親水性よりも低い;
−ファブリックは、独立の層をカーディングすることにより製造され、ファブリックを形成するため繊維を水交絡する;
−不織布は、LLDPEで作られた短繊維を含む;
−繊維は、結晶度の増加のため有核のLLDPEから紡績される;
−繊維は、製造と最終用途のため熱変形温度を増加するナノクレイを含む;
−ファブリックの繊維は、チタネートを含む;および
−不織布は、1.2〜1.5デニールの繊維を含む。
上記特徴のリストは、例示的なものであり限定を意図するものではない。本記載の包装材中の上記で示した一以上の各種の態様を組み合わせることで、他の実施形態が可能である。
−フィルムは、炭酸カルシウムフィラーを有する;
−フィルムは、ポリオレフィンおよび少なくとも一部がカリウムで中和された複数のカルボキシレート基を有するイオノマーを有する;
−フィルムは、接合面近傍の接合層と、接合層に配される一以上の外部層を含む複数の層を有し、前記複数の層は接合面からの距離が増す順に、上記透過性が増す;
−接合面のフィルム層は、ポリエチレン(例えば、LLDPE)および炭酸カルシウムフィラーを有する;
−フィルムの外部層は、少なくとも一部がカリウムで中和された複数のカルボキシレート基をもつポリオレフィン材を有する;
−フィルムの一以上の層は、製品の水蒸気透過率を高める分子ふるいを有する;
−分子ふるいは、フィルムの異なる層の異なるレベルで適用され、水蒸気伝達の方向を決める;
−フィルムの厚さは3ミル〜9ミルである;
−第2材料のファブリックは、異なるサイズの繊維を有する層から作られる;
−不織布の個々の層は、けん縮ステープル繊維を有する;
−不織布の繊維は、チタネートで改質された有核ポリエチレンを有する;
−不織布は、1.2〜1.5デニールの繊維を有する;および
−不織布の層の親水性は、シート材の第2の側から接合面へ増加する。
−繊維は、1〜1.3デニールである;
−繊維は、1.3〜1.7デニールである;
−繊維は、けん縮ステープル繊維状である。
−繊維は、ナノクレイを0.5〜6重量%含み;ナノクレイは任意でチタネート、ジルコネートまたはシランカップリング剤で被覆される;
−不織布は、前記繊維で作られる。
−不織布は2以上の層を有し、第1と第2層が隣接する場合、第1層の繊維は、第2の層の繊維とは異なるデニールである;
−ファブリックは、2以上の層を有し、第1と第2層が隣接する場合、第1層の繊維は、第2層の繊維とは異なる親水性である;
−ファブリックは、多層ファブリックであり、第1層の繊維は第2層の繊維とは、デニールと親水性の両者が異なる;
−ファブリックの層は、高デニールの繊維であり、また高親水性の繊維である;
−不織布の第1の層は1〜1.3デニールの繊維を有し、第2の層は1.3〜1.7デニールの繊維を有する;
−不織布の繊維は、親水性チタネートまたはジルコネートカップリング剤を有する;
−不織布の一以上の層の繊維は、熱変形温度を増加させるナノクレイ粒子を含む;
−多層不織布の高デニール繊維は、親水性チタネート材を含む;
−多層不織布の第1の層は、1〜1.3デニールの繊維と、第2の層は1.3〜1.7デニールの繊維を有し;および少なくとも第2の繊維はチタネートまたはジルコネートカップリング剤を有する;
−繊維は、スパンボンディング法で作製される;
−繊維は、メルトブロー法で作製される;
−繊維は、スパンレース法で作製される;
−不織布は、10〜200グラム/平方メートルの面積重量をもつ;
−上記の態様の不織布の何れかを含む積層体が提供される;
−前記積層体は熱可塑性水蒸気透過フィルムを含み、フィルムとファブリックは、接合面で接着剤組成物により断続的に結合される;
−ファブリックとフィルムの両者が、少なくとも、エチレン単位を50%モル以上有するエチレンホモポリマーまたはエチレンコポリマーが50重量%である積層体が提供される;
−ファブリックとフィルムの両者が、LLDPE50重量%である積層体が提供される。
−2以上の層を有するフィルムであって、接合面近傍の第1層の水蒸気透過率がフィルムの第1の層近傍のフィルムの第2の層の水蒸気透過率より低い積層体が提供される。
−少なくとも一つのフィルム層がエチレンホモポリマーまたはコポリマーを有し、さらに脂肪酸改質イオノマーを有する積層体が提供される;
−積層体のフィルム層において検出されるイオノマーがKイオノマーである;
−積層体のフィルム層において検出されるイオノマーがNaイオノマーである;
−フィルムは、エチレンポリマーまたはコポリマー50〜80重量%;イオノマー組成物15〜45重量%;フィラー15〜35重量%、およびカップリング剤を0.1〜0.8重量%有する;
−フィルムは、LLDPEで作られる;
−イオノマー組成物では、Xがアクリル酸またはメタクリル酸、Yはアクリル酸またはメタクリル酸のエステルである;
−親水性カップリング剤はチタネートである;
−フィラーは、一以上の二酸化チタン、炭酸カルシウムまたは混合物である;
−イオノマー組成物は、カリウムで中和されたカルボキシレート基を含有する;
−イオノマー組成物は、ナトリウムで中和されたカルボキシレート基を含有する;
−イオノマー組成物は、ナトリウムとカリウムの混合物で中和されたカルボキシレート基を含有する;
−フィルムの水蒸気透過率は、30グラム/平方メートル/日よりも高い。
−上記記載の複数の共押出層を有する多層フィルムが提供される;
−多層フィルムは、少なくともA−B−Cの3つの層を有し、ここで、C層のイオノマー濃度はB層のイオノマー濃度よりも高く、B層のイオノマー濃度はA層のイオノマー濃度よりも高い;
−多層コンポジットフィルムは着色されている;
−コンポジットフィルムは、A−B−Cの3以上の層を有し、ここで、C層の水蒸気透過率は、B層よりも高く、B層の水蒸気透過率は、A層よりも高い;
−上記各種態様のフィルムまたは多層フィルムが、フィルムとファブリックの間の中間層に位置する接着剤組成物により不織布に接着されている積層体が提供される;
−積層体等のファブリックはポリエチレン繊維を有する;
−ファブリックのエチレン繊維は、1〜3デニールである;
−積層体シートの繊維は、1〜2.5デニールである;
−積層体シートの繊維は、1〜2デニールである;
−積層体シートの繊維は、1〜1.3デニールである;
−積層体シートの繊維は、1.3〜1.7デニールである;
−ファブリックは、2以上の層をもつ;
−ファブリックは、第1層の繊維のデニールが第2層の繊維と異なる2以上の層をもつ;
−ファブリックは、2以上の層をもち、第1層の繊維は第2層の繊維と異なる親水性をもつ;
−積層体は、第1層の繊維は第2層の繊維とデニールおよび親水性の両者が異なる多層ファブリックをもつ;
−積層体は、ファブリックの第1層が1〜1.3デニールの繊維を有し、第2層が1.3〜1.7デニールの繊維を有する多層ファブリックもつ;
−多層ファブリックにおいて二つの異なるデニールの繊維を有し、高いデニールの繊維はまた親水性チタネート材を含む;および
−第1および第2層を有する積層体シートのための提供される多層ファブリックであって、前記第1の層は1〜1.3デニールの繊維を含有し、不織布の第2の層は1.3〜1.7デニールの繊維を含有し、第2の層はさらにチタネートまたはジルコネートカップリング剤を有する;
−熱変形温度を高めるナノクレイを0.5%〜5%有する多層繊維;
1.低デニールポリエチレン繊維
1) ポリエチレンポリマーまたはコポリマー
2) 下記を含む安定化パッケージ
a) 一次酸化防止剤;
b) 二次酸化防止剤; および/または
c) 例えばHALS(ヒンダードアミン系光安定剤)などの紫外線安定パッケージ;および
3) 核化剤;および
4) クレイまたはナノクレイ
低デニールポリエチレン繊維は、455kPa負荷でASTM D648で測定される加撓み温度(HDT)が70°C以上であることを特徴とする。
相乗的な安定効果を得るためにしばしば一次酸化防止剤と組み合わされて使用される。作用として、二次酸化防止剤は、ヒドロペルオキシドが反応性アルコキシラジカルまたはヒドロキシラジカルへ分かれるのを抑制する。一般的に使用される二次酸化防止剤は、有機リン化合物とチオシナージストを含む。チオシナージストは、硫黄系のヒドロペルオキシド分解剤である。非限定的な実施形態は、3,3−チオジプロピン酸のエステルを含む。チオシナージストは、ヒドロペルオキシドと反応し、スルフォキシド類とスルホン類を生じさせる。硫黄系ヒドロペルオキシド分解剤は、ヒンダードフェノール酸化防止剤と組み合わせて使用できる。最も一般的な市販の入手可能なチオシナージストは、ラウリル酸またはステアリン酸に基づくものである。
2.ポリエチレンのけん縮繊維
−スピナレットを通して、上記成分の溶融配合物を押出す;
−押出繊維を、例えばシランで整える;
−繊維を切断およびけん縮し、コイル状繊維にする;および
−けん縮繊維を熱硬化する
ことで調製される。
熱硬化の前に、繊維には低レベルの表面架橋をすることができる。ここで説明する繊維は、ニードルパンチ法または水交絡による不織ウェブの形成に適したけん縮繊維を製造するための、けん縮と熱硬化に耐える好適な熱変形性を有する。
3.不織布
4.接着剤
VCI微粒子
タッキファイア
発泡剤
微粒子球
分散したVCI微粒子を含む接着剤組成物に粘着性付与剤を添加する。第4段階の粘着性付与剤の添加は、直列積層プロセスや他の使用における更なる適用で最高の粘着力を発現させる接着剤へ最良の組合せのため、相対的に低いせん断で短時間適度な低温で行われる。接着剤には、既に述べた如何なる段階においても、接着剤には、限定することのない例で蛍光増白剤、着色剤および抗菌組成物などの接着剤の組成物の一以上の追加化合物を添加することができる。
5.フィルム
6.イオノマー
高酸性(X)のエチレン酸コポリマーは、米国特許第5,023,674号に開示されている「共溶剤技術」の使用分野における当業者に知られている任意の方法、または低酸性レベルのコポリマーを製造できるより高い圧力を採用することにより製造できる。
7.接着剤、フィラーおよびカップリング剤
実施例1−ファイバー

実施例3−多層フィルム
フィルムA:
フィルムB
Claims (57)
- 包装される対象物に接触する第1側面と、前記第1側面の反対側で露出する第2側面と、を有し、
a.水蒸気透過可能な熱可塑性フィルムと;
b.前記フィルムと接合面に沿って接触する親水性不織布と、;および、
c.前記フィルムと前記不織布を断続的に接着する前記接合面内の熱溶融接着剤と、を有し、
前記フィルムは、前記接合面からの距離が増加するにつれて水蒸気透過率が増加する3以上の独立した層を有し、前記不織布は、異なるデニール繊維、異なる親水性繊維、またはその両者を有する2以上の独立した層を有することを特徴とするシート状の包装材。 - 前記フィルムと前記不織布は、エチレンのホモポリマーおよび/またはコポリマーに基づくものであり、前記不織布の繊維は熱変形温度が70°C以上であることを特徴とする請求項1に記載の包装材。
- 前記フィルムは、カリウムイオンにより中和される複数のカルボキシレート基を有することを特徴とする請求項2に記載の包装材。
- 前記フィルムは、低密度のポリエチレン(LDPE)または直鎖低密度ポリエチレン(LLDPE)を含むことを特徴とする請求項2に記載の包装材。
- 前記フィルムは、接合面近傍の接合層と、前記シートの外部層を形成するスキン層と、前記接合層と前記スキン層の間に配置される1以上の中間層を含む複数の共押出層を有することを特徴とする請求項2に記載の包装材。
- 前記スキン層の前記水蒸気透過可能性および親水性は、前記接合層よりも高いことを特徴とする請求項5に記載の包装材。
- 前記接合層は炭酸カルシウムを含み、前記スキン層はカリウムが中和された複数のカルボキシレート基を含むことを特徴とする請求項6に記載の包装材。
- 前記不織布は、前記フィルムとの接合面近傍の接合層と、前記シートの第1側面を形成する外部層を含む複数の層を有し、外部層の親水性は、接合層の親水性よりも低いことを特徴とする請求項2に記載の包装材。
- 前記接合層と前記外部層は、異なるサイズの繊維を含み、前記接合層の繊維の直径は前記外部層の繊維よりも太いことを特徴とする請求項8に記載の包装材。
- 前記不織布はLLDPEステープルファイバーを含むことを特徴とする請求項8に記載包装材。
- 前記不織布は、1.2〜1.5デニールの繊維を含むことを特徴とする請求項9に記載の包装材。
- シート状の包装用品であって、前記シートが積層体を構築するシート材料から作られ、
前記積層体は、
30グラム/平方メートル/日以上の水蒸気透過性を有する収縮伸張フィルムを含み、前記シート材料の第1側面を形成する第1材料と、
前記シート材料の第2側面を形成し、積層不織布を含み、前記積層不織布は異なる親水性を有する複数の層をもつ第2材料と、および
前記第1材料と前記第2材料との間に配置されこれらを接着する接合層に配置される熱溶融接着剤とを有する第3材料と、を含み、
前記フィルム、前記積層不織布および前記熱溶融接着剤は、エチレンホモポリマー類またはコポリマー類を含むことを特徴とするシート状の包装用品。 - 前記フィルムは、炭酸カルシウムフィラーを有することを特徴とする、請求項12に記載の包装用品。
- 前記フィルムは、少なくとも一部にカリウムおよび/またはナトリウムにより中和される複数のカルボキシレート基をもつポリオレフィンおよびイオノマ−を含むことを特徴とする請求項12に記載の包装用品。
- 前記フィルムは、前記接合面近傍の接合層と、前記接合層の上に配置される一以上の外部層を含む複数の層を有し、
前記複数の層は、前記接合面からの距離を増加するにつれて蒸気透過性が増加していることを特徴とする請求項12に記載の包装用品。 - 前記フィルムの厚さは、3ミルから9ミルであることを特徴とする請求項12に記載の包装用品。
- 前記不織布は、異なるサイズの繊維から作られていることを特徴とする請求項12に記載の包装用品。
- 前記複数の層は、けん縮ステープル繊維を含むことを特徴とする請求項17に記載包装用品。
- 前記不織布の前記複数の層の親水性は、前記シート材料の第2側面から接合面へ増加することを特徴とする請求項12に記載の包装用品。
- 1〜3デニールのLLDPE繊維であって、前記繊維はナノクレイを1〜6重量%を含み、455kPa負荷でASTM D648で測定される熱変形温度が70°C以上であるLLDPE繊維。
- 前記ナノクレイは、チタネート、ジルコネートまたはシランカップリング剤で被覆されていることを特徴とする請求項20に記載のLLDPE繊維。
- 請求項20に記載のLLDPE繊維を含むことを特徴とする柔軟拭き取り繊維。
- 455kPa負荷でASTM D648で測定される熱変形温度が70°C以上である1〜3デニールのポリエチレン繊維。
- LLDPEを含むことを特徴とする請求項23に記載のポリエチレン繊維。
- 1〜1.3デニールであることを特徴とする請求項23に記載のポリエチレン繊維。
- 1.3から1.7デニールであることを特徴とする請求項23に記載のポリエチレン繊維。
- けん縮ステープル繊維を含むことを特徴とする請求項23に記載のポリエチレン繊維。
- のナノクレイを1〜6重量%含むことを特徴とする請求項23に記載のポリエチレン繊維。
- 請求項23に記載のポリエチレン繊維を含むことを特徴とする不織布。
- 2以上の層を含み、第1層の繊維デニールが第2層の繊維デニールと異なり、前記第1層と第2層が隣接していることを特徴とする請求項29に記載の不織布。
- 2以上の層を含み、第1層の繊維の親水性が、第2層の繊維と異なる二以上の層を含むことを特徴とする請求項29に記載の不織布。
- 第1の層は1〜1.3デニールの繊維を含み、第2の層は1.3−1.7デニールの繊維を含むことを特徴とする請求項30に記載の不織布。
- 前記第2層の繊維は、チタネートまたはジルコネートカップリング剤をさらに含むことを特徴とする請求項30に記載の不織布。
- 紡糸結合法により作製されることを特徴とする請求項29に記載の不織布。
- 溶融噴霧法により作製されることを特徴とする請求項29に記載の不織布。
- スパンレース法により作製されることを特徴とする請求項29に記載の不織布。
- 面積重量が1平方メートルあたり10〜200グラムであることを特徴とする請求項29に記載の不織布。
- a)エチレンホモポリマーまたはコポリマー50〜90重量%と
b)Eはエチレンであり、Xは少なくとも一つのC3−8α,β−エチレン性不飽和カルボン酸であり、Yは軟化コモノマーであるE/X/Yコポリマーおよび炭素原子を4〜36もつ一塩基性カルボン酸を含むイオノマー組成物であって、E/X/YコポリマーのXは約2〜35重量%、Yは0〜35重量%であり、E/X/Yコポリマー内の酸性基の70%以上と有機酸が金属イオンにより中和されるようになっているイオノマー組成物5〜45重量%と
c)フィラー0〜40重量%と
d)親水性カップリング剤0.01〜7重量%と、を含むことを特徴とする押出蒸気透過性フィルム。 - 前記エチレンポリマーまたはコポリマーを50〜85重量%、前記イオノマー組成物を15〜45重量%、フィラーを0〜35重量%および前記カップリング剤を0.1〜0.8重量%含むことを特徴とする請求項38に記載の押出蒸気透過性フィルム。
- 前記エチレンホモポリマーまたはコポリマーは、LLDPEを含むことを特徴とする請求項38に記載のフィルム。
- 前記エチレンホモポリマーまたはコポリマーは、無水マレイン酸グラフトポリエチレンを含むことを特徴とする請求項38に記載のフィルム。
- エポキシ官能基を有するポリマー性材料をさらに含むことを特徴とする請求項38に記載のフィルム。
- 前記親水性カップリング剤は、チタネートであることを特徴とする請求項38に記載のフィルム。
- フィラーは、TiO2を含むことを特徴とする請求項38に記載のフィルム。
- フィラーは、CaCO3を含むことを特徴とする請求項38に記載のフィルム。
- フィラーは、TiO2とCaCO3を含むことを特徴とする請求項38に記載のフィルム。
- 複数の共押出層を含み、少なくとも一つの層が請求項38に記載の押出フィルムであることを特徴とする多層複合フィルム。
- A−B−Cの少なくとも3つの層を含み、C層内のE/X/Yポリマーの濃度がB層よりも高く、B層内のE/X/Yポリマーの濃度がA層よりも高いことを特徴とする請求項47に記載の複合フィルム。
- 着色されていることを特徴とする請求項47に記載の複合フィルム。
- A−B−Cの3以上の層を含み、C層の水蒸気透過率がB層の水蒸気透過率よりも高く、A層の水蒸気透過率よりも高いことを特徴とする請求項47に記載の複合フィルム。
- 請求項47に記載の複合フィルムと、不織布と、を含む積層材であり、前記フィルムと不織布の間の接合面が不織布と接着性組成物を含むことを特徴とする積層体。
- 請求項1から19のいずれかに記載の層を折りたたむ工程とシール工程を含む袋物の製造方法。
- 請求項1から19に記載の層を加熱する工程と変形工程を含む予備成形カバーファブリックの製造方法。
- 自動車製品および部品、工業製品および部品、航空宇宙製品および部品、軍事製品および部品から選択される品を保護する方法であって、前記製品および部品は請求項53に係る方法で製造される予備成形カバーファブリックで格納する工程を含む方法。
- 保護のために対象物を請求項1〜19のいずれかに記載の積層体で包装する工程と、使用済み積層体を提供する包装から対象物を除去し、および前記使用済み層を商目的再生流通過程に提供する工程と、を含む商取引で使用される保護材料の再生方法。
- 請求項1〜19のいずれかに記載の積層体を含む被覆体に農作物を置くことを含む農作物の保護および運搬方法。
- 前記農作物は干草梱包形状の農作物であることを特徴とする請求項56に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US8974208P | 2008-08-18 | 2008-08-18 | |
| US61/089,742 | 2008-08-18 | ||
| PCT/US2009/054183 WO2010022066A2 (en) | 2008-08-18 | 2009-08-18 | Water vapor permeable shrinkable-fabric |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012500143A true JP2012500143A (ja) | 2012-01-05 |
| JP2012500143A5 JP2012500143A5 (ja) | 2012-10-11 |
Family
ID=41707634
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011523935A Pending JP2012500143A (ja) | 2008-08-18 | 2009-08-18 | 水蒸気透過性収縮可能ファブリック |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8637139B2 (ja) |
| EP (2) | EP2315667B1 (ja) |
| JP (1) | JP2012500143A (ja) |
| CN (1) | CN102171036A (ja) |
| BR (1) | BRPI0912902A2 (ja) |
| DK (2) | DK3243939T3 (ja) |
| MX (1) | MX2011001819A (ja) |
| WO (1) | WO2010022066A2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101368487B1 (ko) * | 2013-04-30 | 2014-02-28 | 김태훈 | 자동차 도막 보호용 통기성 필름 |
| JP2017101367A (ja) * | 2015-12-04 | 2017-06-08 | 日東電工株式会社 | 下地シート |
| JP2018500215A (ja) * | 2014-12-11 | 2018-01-11 | 昆山市張浦彩印廠 | 分解性発泡共押出petバリアフィルム |
| WO2019146690A1 (ja) * | 2018-01-29 | 2019-08-01 | 日本ゼオン株式会社 | 炭化水素樹脂およびその水素化物、ならびにこれらを用いたホットメルト粘接着剤組成物 |
| JP2022510864A (ja) * | 2018-11-26 | 2022-01-28 | エフ・ホフマン-ラ・ロシュ・アクチェンゲゼルシャフト | 凍結乾燥物容器および点滴キット |
| JP2023536779A (ja) * | 2020-05-22 | 2023-08-30 | トランシールド,インコーポレイテッド | 保護カバーならびに製造方法および使用方法 |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100273379A1 (en) * | 2009-04-23 | 2010-10-28 | E. I. Du Pont De Nemours And Company | Selectively permeable protective structure and methods for use |
| US8883284B2 (en) * | 2010-09-03 | 2014-11-11 | Transhield Technology As | Vapor permeable fabric constructs with static or dynamic antimicrobial compositions |
| US8828487B2 (en) * | 2010-09-03 | 2014-09-09 | Transhield Technology As | Vapor permeable fabric constructs |
| EP3124236A1 (en) | 2011-06-17 | 2017-02-01 | Fiberweb, Inc. | Vapor permeable, substantially water impermeable multilayer article |
| US10369769B2 (en) | 2011-06-23 | 2019-08-06 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| EP2723568B1 (en) | 2011-06-23 | 2017-09-27 | Fiberweb, LLC | Vapor permeable, substantially water impermeable multilayer article |
| EP2723567A4 (en) | 2011-06-24 | 2014-12-24 | Fiberweb Inc | MULTILAYER ARTICLE PERMEABLE TO WATER VAPOR, BUT ESSENTIALLY WATERPROOF |
| CA2898125A1 (en) * | 2011-11-29 | 2013-06-06 | Revolutionary Plastics, Llc | Low density high impact resistant composition and method of forming |
| CN103158285B (zh) * | 2011-12-13 | 2015-02-11 | 昆山市宝立无纺布有限公司 | 双组复合熔喷无纺布 |
| CA2867131C (en) * | 2012-03-13 | 2018-09-04 | Transhield, Inc. | Vapor permeable fabric constructs with static or dynamic antimicrobial compositions |
| CN102848625A (zh) * | 2012-08-30 | 2013-01-02 | 苏州九鼎珍珠棉有限公司 | 一种新型流延复合的无纺布彩膜 |
| US20150075684A1 (en) * | 2013-09-16 | 2015-03-19 | Budge Industries, Llc | Corrosion-resistant and water-proof covers for barbecue grills, automobiles, outdoor furniture, and the like |
| US20150257381A1 (en) * | 2014-03-13 | 2015-09-17 | Shenkar College Of Engineering And Design | Antimicrobial polymeric film and composition |
| JP2017516686A (ja) * | 2014-05-20 | 2017-06-22 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニーE.I.Du Pont De Nemours And Company | コレーションシュリンクフィルム保護構造 |
| WO2016094281A1 (en) | 2014-12-11 | 2016-06-16 | E. I. Du Pont De Nemours And Company | Stretch wrapping film |
| US9656201B2 (en) | 2014-12-24 | 2017-05-23 | Northern Technologies International Corporation | Smart, on-demand controlled release corrosion protection and/or prevention of metals in an enclosure |
| WO2016127159A1 (en) | 2015-02-06 | 2016-08-11 | Polymer Group, Inc. | Vapor-permeable, substantially water-impermeable, corrosion-inhibiting composites and methods of making the same |
| US11246957B2 (en) | 2015-07-28 | 2022-02-15 | Newmedical Technology, Inc. | Systems and methods for making hydrophilic foams |
| US11629498B2 (en) | 2018-05-11 | 2023-04-18 | Owens Corning Intellectual Capital, Llc | Reinforced breathable sheet |
| CN111377116A (zh) * | 2018-12-29 | 2020-07-07 | 韩一 | 航空托盘用货物罩 |
| DE102019100123B4 (de) | 2019-01-04 | 2021-02-04 | Excor Korrosionsforschung Gmbh | Zusammensetzungen und Verfahren zur Vorbehandlung von Substraten für die nachfolgende Fixierung von Dampfphasen-Korrosionsinhibitoren |
| WO2020249827A2 (de) * | 2019-10-01 | 2020-12-17 | Sympatex Technologies Gmbh | Tiefgezogenes segment |
| US11155058B2 (en) | 2019-10-21 | 2021-10-26 | Transhield, Inc. | Laminated fabrics and protective covers with post-industrial and/or post-consumer content and methods of making laminated fabrics and protective covers with post-industrial and/or post consumer content |
| WO2021080893A1 (en) * | 2019-10-23 | 2021-04-29 | Wisepac USA Inc. | Recyclable high barrier packaging films and methods of making same |
| US20210362465A1 (en) | 2020-05-22 | 2021-11-25 | Transhield, Inc. | Protective composite fabrics and methods of manufacture and use |
| CN114763634B (zh) * | 2020-12-30 | 2023-09-05 | 江苏青昀新材料有限公司 | 一种闪蒸纺制的薄片材料 |
| EP4463585A4 (en) * | 2022-01-14 | 2025-12-10 | Yilab Temperature Control Tech Changzhou Co Ltd | PE PRODUCTS FOR TEXTILES AND THEIR MANUFACTURING PROCESS |
| EP4551622A1 (en) * | 2022-08-05 | 2025-05-14 | Dow Global Technologies LLC | Asymmettrical zirconium metallocenes having an isobutyl cyclopentadienyl ligand |
| CN117104711B (zh) * | 2023-09-04 | 2025-11-18 | 山东科技大学 | 一种自缓冲薄膜包装组件 |
| US20250154341A1 (en) * | 2023-11-15 | 2025-05-15 | Braskem S.A. | Bio-based hdpe for monocomponent non-woven application |
| LU103359B1 (en) * | 2024-08-21 | 2026-02-23 | Airbus Operations Gmbh Llg | Insulating bag for an aircraft and method for producing an insulating bag |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09501119A (ja) * | 1994-10-14 | 1997-02-04 | トランシールド,インコーポレーテッド | ラップ材および物品の保護方法 |
| JPH1081359A (ja) * | 1996-08-19 | 1998-03-31 | Transhield Technol Corp Llc | 添加剤分配機構を有するラップ材及びその製造方法 |
| JP2002096432A (ja) * | 2000-09-21 | 2002-04-02 | Mitsui Chemicals Inc | 透湿性フィルム・不織布複合体 |
| JP2002160706A (ja) * | 2000-11-20 | 2002-06-04 | Transhield As | 製品を保護するための材料及び方法 |
| JP2002200688A (ja) * | 2000-10-12 | 2002-07-16 | Transhield Inc | 強化織物を有する収縮性包装材料およびその製造方法 |
| JP2004330692A (ja) * | 2003-05-09 | 2004-11-25 | Livedo Corporation | 積層シートおよび積層シートを用いた使い捨て吸収性物品 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4073993A (en) | 1975-03-20 | 1978-02-14 | Standard Oil Company (Indiana) | Hydrophilic finishing process for hydrophobic fibers |
| US4094853A (en) * | 1975-05-15 | 1978-06-13 | Kenrich Petrochemicals, Inc. | Alkoxy titanate salts useful as coupling agents |
| US5617707A (en) | 1987-04-17 | 1997-04-08 | Mobil Oil Corporation | Stretch wrap film inherently exhibiting a significant cling property |
| US4838904A (en) | 1987-12-07 | 1989-06-13 | The Dow Chemical Company | Semi-permeable membranes with an internal discriminating region |
| US5204390A (en) | 1989-09-08 | 1993-04-20 | H.B. Fuller Company | Hot melt adhesive resistant to ultraviolet light-induced degradation and to plasticizer migration |
| US5028674A (en) | 1990-06-06 | 1991-07-02 | E. I. Du Pont De Nemours And Company | Methanol copolymerization of ethylene |
| IL105341A (en) | 1993-04-08 | 1996-12-05 | Univ Ramot | Composite solid electrolyte and alkali metal batteries using this electrolyte |
| GB9413341D0 (en) * | 1994-07-02 | 1994-08-24 | Scapa Group Plc | Fabric |
| US5523812A (en) | 1994-09-26 | 1996-06-04 | Polaroid Corporation | Cassette for enclosing a plurality of positive film units |
| US5491017A (en) * | 1994-10-14 | 1996-02-13 | Transhield, Inc. | Shrink wrap material and method for protecting articles |
| US5736231A (en) | 1995-09-08 | 1998-04-07 | Transhield Technology Co., Llc | Protective wrap with additive delivery system |
| US5705566A (en) | 1995-09-08 | 1998-01-06 | Transhield Technology Co., Llc | Adhesive with additive delivery system |
| EP0777978A3 (en) * | 1995-12-08 | 1998-06-24 | Patrick Yeh | Composite textile fabric having moisture management characteristics |
| DE69707838T2 (de) * | 1996-02-12 | 2002-07-11 | Borealis A/S, Lyngby | Teilchen enthaltende fasern |
| US5712008A (en) | 1996-02-12 | 1998-01-27 | Transhield Technology Co., L.L.C. | Wrap material with woven fabric |
| JP3668380B2 (ja) * | 1998-05-19 | 2005-07-06 | 日東電工株式会社 | 自動車塗膜保護用シート |
| US6562740B1 (en) | 2000-09-19 | 2003-05-13 | Transhield Technology As | Material for protecting articles having a nonwoven fabric bonded to a shrink film by an adhesive applied to the film in a pre-determined pattern |
| US20070015424A1 (en) * | 2005-07-15 | 2007-01-18 | Certainteed Corporation | Building material having adaptive vapor retarder |
| AU2005224259B2 (en) | 2004-03-17 | 2010-09-09 | Dow Global Technologies Inc. | Catalyst composition comprising shuttling agent for ethylene multi-block copolymer formation |
| FR2870850B1 (fr) * | 2004-05-25 | 2006-07-28 | Saint Gobain Mat Constr Sas | Fibre polymerique chargee, son procede de fabrication, son utilisation et composition comprenant de telles fibres |
| GB2430443A (en) * | 2005-09-23 | 2007-03-28 | Lenzing Fibers Ltd | Wicking fabric |
| US20070264897A1 (en) | 2006-05-15 | 2007-11-15 | The Procter & Gamble Company | Polymeric webs with nanoparticles |
| US7829197B2 (en) | 2006-06-13 | 2010-11-09 | E. I. Du Pont De Nemours And Company | Variable vapor barrier for humidity control |
| US7838123B2 (en) | 2006-06-13 | 2010-11-23 | E. I. Du Pont De Nemours And Company | Variable vapor barrier for moisture control in buildings |
| US7514380B2 (en) * | 2006-08-18 | 2009-04-07 | E. I. Du Pont De Nemours And Company | Selectively permeable protective structure and articles therefrom |
| US8129019B2 (en) | 2006-11-03 | 2012-03-06 | Behnam Pourdeyhimi | High surface area fiber and textiles made from the same |
-
2009
- 2009-08-18 DK DK17176764.3T patent/DK3243939T3/da active
- 2009-08-18 EP EP09808724.0A patent/EP2315667B1/en active Active
- 2009-08-18 JP JP2011523935A patent/JP2012500143A/ja active Pending
- 2009-08-18 EP EP17176764.3A patent/EP3243939B1/en active Active
- 2009-08-18 CN CN2009801388810A patent/CN102171036A/zh active Pending
- 2009-08-18 US US13/056,314 patent/US8637139B2/en active Active
- 2009-08-18 BR BRPI0912902A patent/BRPI0912902A2/pt not_active IP Right Cessation
- 2009-08-18 WO PCT/US2009/054183 patent/WO2010022066A2/en not_active Ceased
- 2009-08-18 MX MX2011001819A patent/MX2011001819A/es active IP Right Grant
- 2009-08-18 DK DK09808724.0T patent/DK2315667T3/en active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09501119A (ja) * | 1994-10-14 | 1997-02-04 | トランシールド,インコーポレーテッド | ラップ材および物品の保護方法 |
| JPH1081359A (ja) * | 1996-08-19 | 1998-03-31 | Transhield Technol Corp Llc | 添加剤分配機構を有するラップ材及びその製造方法 |
| JP2002096432A (ja) * | 2000-09-21 | 2002-04-02 | Mitsui Chemicals Inc | 透湿性フィルム・不織布複合体 |
| JP2002200688A (ja) * | 2000-10-12 | 2002-07-16 | Transhield Inc | 強化織物を有する収縮性包装材料およびその製造方法 |
| JP2002160706A (ja) * | 2000-11-20 | 2002-06-04 | Transhield As | 製品を保護するための材料及び方法 |
| JP2004330692A (ja) * | 2003-05-09 | 2004-11-25 | Livedo Corporation | 積層シートおよび積層シートを用いた使い捨て吸収性物品 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101368487B1 (ko) * | 2013-04-30 | 2014-02-28 | 김태훈 | 자동차 도막 보호용 통기성 필름 |
| JP2018500215A (ja) * | 2014-12-11 | 2018-01-11 | 昆山市張浦彩印廠 | 分解性発泡共押出petバリアフィルム |
| JP2017101367A (ja) * | 2015-12-04 | 2017-06-08 | 日東電工株式会社 | 下地シート |
| WO2019146690A1 (ja) * | 2018-01-29 | 2019-08-01 | 日本ゼオン株式会社 | 炭化水素樹脂およびその水素化物、ならびにこれらを用いたホットメルト粘接着剤組成物 |
| JPWO2019146690A1 (ja) * | 2018-01-29 | 2021-01-28 | 日本ゼオン株式会社 | 炭化水素樹脂およびその水素化物、ならびにこれらを用いたホットメルト粘接着剤組成物 |
| JP7283397B2 (ja) | 2018-01-29 | 2023-05-30 | 日本ゼオン株式会社 | 炭化水素樹脂およびその水素化物、ならびにこれらを用いたホットメルト粘接着剤組成物 |
| JP2022510864A (ja) * | 2018-11-26 | 2022-01-28 | エフ・ホフマン-ラ・ロシュ・アクチェンゲゼルシャフト | 凍結乾燥物容器および点滴キット |
| JP2023536779A (ja) * | 2020-05-22 | 2023-08-30 | トランシールド,インコーポレイテッド | 保護カバーならびに製造方法および使用方法 |
| US12420524B2 (en) | 2020-05-22 | 2025-09-23 | Transhield, Inc. | Protective covers and methods of manufacture and use |
Also Published As
| Publication number | Publication date |
|---|---|
| DK3243939T3 (da) | 2020-05-18 |
| EP3243939A1 (en) | 2017-11-15 |
| DK2315667T3 (en) | 2017-10-02 |
| EP3243939B1 (en) | 2020-02-26 |
| EP2315667A2 (en) | 2011-05-04 |
| WO2010022066A3 (en) | 2010-05-06 |
| EP2315667B1 (en) | 2017-06-21 |
| US20120015161A1 (en) | 2012-01-19 |
| EP2315667A4 (en) | 2012-01-11 |
| WO2010022066A4 (en) | 2010-08-05 |
| MX2011001819A (es) | 2011-12-16 |
| US8637139B2 (en) | 2014-01-28 |
| CN102171036A (zh) | 2011-08-31 |
| BRPI0912902A2 (pt) | 2017-08-22 |
| WO2010022066A2 (en) | 2010-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012500143A (ja) | 水蒸気透過性収縮可能ファブリック | |
| JP6128712B2 (ja) | 多孔質ポリオレフィン繊維 | |
| RU2622830C1 (ru) | Впитывающее изделие, содержащее пористую полиолефиновую пленку | |
| CN104780875B (zh) | 多层制品 | |
| US9321250B2 (en) | Selectively permeable protective structure and articles therefrom | |
| KR101854581B1 (ko) | 이축 연신 다공성 필름 | |
| US9174420B2 (en) | Breathable film with internal viral and alcohol barrier layer | |
| KR20050071574A (ko) | 엘라스토머 필름 및 그의 라미네이트 | |
| CN100359073C (zh) | 非织造织物层压物及其用途 | |
| CN1205370C (zh) | 柔韧性非织造织物及其层压制品 | |
| JPWO2017099179A1 (ja) | ポリオレフィン延伸多孔性フィルム | |
| JP6580036B2 (ja) | 改善された水蒸気透過速度を有するポリオレフィン系フィルム | |
| JP2016527375A (ja) | 形状保持特性を持つ柔軟な高分子材料 | |
| JP5411629B2 (ja) | 多孔質包装材及び使い捨てカイロ | |
| JP5336596B2 (ja) | 選択的透過性保護構造体及びその使用方法 | |
| US9884030B2 (en) | Patch backing for water-based pasty preparation | |
| JP2020526415A (ja) | 多層通気性フィルムおよびそれを含む積層体 | |
| JP2013001435A (ja) | 袋体構成部材用多孔質フィルム及びカイロ用袋体構成部材 | |
| US20220258937A1 (en) | Use of a composite material as packaging material | |
| JP4081669B2 (ja) | 長繊維不織布およびこれを用いた繊維製品 | |
| JP2019181900A (ja) | 積層体、鮮度保持用材料及び組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120820 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130709 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131009 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131030 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131111 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131118 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131209 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150121 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150722 |