JP2012503583A - 圧力均等化バッフルおよびコアンダ空気クランプ - Google Patents
圧力均等化バッフルおよびコアンダ空気クランプ Download PDFInfo
- Publication number
- JP2012503583A JP2012503583A JP2011529116A JP2011529116A JP2012503583A JP 2012503583 A JP2012503583 A JP 2012503583A JP 2011529116 A JP2011529116 A JP 2011529116A JP 2011529116 A JP2011529116 A JP 2011529116A JP 2012503583 A JP2012503583 A JP 2012503583A
- Authority
- JP
- Japan
- Prior art keywords
- web
- nozzle
- working surface
- slot
- downstream
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/36—Guiding mechanisms
- D21F1/42—Jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/14—Advancing webs by direct action on web of moving fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/24—Registering, tensioning, smoothing or guiding webs longitudinally by fluid action, e.g. to retard the running web
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
- D21F5/185—Supporting webs in hot air dryers
- D21F5/187—Supporting webs in hot air dryers by air jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/10—Means using fluid made only for exhausting gaseous medium
- B65H2406/11—Means using fluid made only for exhausting gaseous medium producing fluidised bed
- B65H2406/112—Means using fluid made only for exhausting gaseous medium producing fluidised bed for handling material along preferably rectilinear path, e.g. nozzle bed for web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/10—Size; Dimensions
- B65H2511/13—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/40—Sensing or detecting means using optical, e.g. photographic, elements
Landscapes
- Advancing Webs (AREA)
Abstract
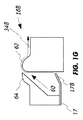
【選択図】図1A
Description
Claims (10)
- 機械方向(MD)の下流に移動する可撓性の連続するウェブ(22)を支持するための空気安定化装置(10)であって、前記装置は、
(a)前記ウェブ(22)に面する動作表面(32)を備える本体(12)を有し、前記動作表面(32)は、ウェブ入口端部と、前記ウェブ入口端部から下流にあるウェブ出口端部とを備え、
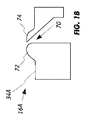
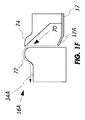
(b)前記装置はさらに、前記ウェブ入口端部のところで前記動作表面(32)上に位置決めされる第1ノズル(16A)を有し、前記第1ノズル(16A)は、実質的にMDを横切る第1方向に沿って前記動作表面(32)にわたって延びる第1スロット(70)を画定し、前記第1ノズル(16A)は、MD上流側に出口を画定する第1バッフル(17A)を含み、前記第1スロット(70)を通って排出される前に、加圧ガスの第1の細長いジェットが前記出口を通って流れ、前記加圧ガスの第1の細長いジェットは、MD上流に向かって移動して前記ウェブ(22)に第1の制御された力を付与し、
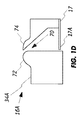
(c)前記装置はさらに、前記ウェブ出口端部のところで前記動作表面(32)上に位置決めされる第2ノズル(16B)を有し、前記第2ノズル(16B)は、実質的にMDを横切る第2方向に沿って前記動作表面(32)をにわたって延びる第2スロット(60)を画定し、前記第2ノズル(16B)は、MD下流側に出口を画定する第2バッフル(17B)を有し、同時に第2スロット(60)を通って排出される前に、加圧ガスの第2の細長いジェットが前記出口を通って流れ、前記加圧ガスの第2の細長いジェットは、MD下流に向かって移動して前記ウェブ(22)に第2の制御された力を付与し、
前記第1の力および前記第2の力は、前記ウェブ入口端部と前記ウェブ出口端部との間に位置する、移動する前記ウェブ(22)の少なくとも一部を、前記動作表面(32)に対して実質的に固定された距離に維持する、装置。 - 請求項1に記載のシステムであって、前記第1バッフル(17A)は前記第1スロット(70)にわたってガス圧力を均等にし、前記第2バッフル(17B)は前記第2スロット(60)にわたってガス圧力を均等にする、システム。
- 請求項1に記載のシステムであって、前記第1バッフル(17A)は、前記第1ノズル(16A)のMD上流側に沿ってガス流を規制する第1側方延伸プレートを有し、前記第2バッフル(17B)は、前記第2ノズル(16B)のMD下流側に沿ってガス流を規制する第2側方延伸プレートを有する、システム。
- 請求項3に記載のシステムであって、前記第1側方延伸プレートは、前記第1ノズル(16A)のMD上流側と同一平面にある遠位端部を備え、前記第2側方延伸プレートは、前記第2ノズル(16B)のMD下流と同一平面にある遠位端部を備える、システム。
- 請求項1に記載のシステムであって、前記第1ノズル(16A)は前記本体(12)内にスロット(70)を有し、前記スロット(70)は、第1ガス源(24A)と流体連通し、また、前記本体(12)の第1表面において第1の細長い開口部を備え、前記第1スロット(70)は、上流側における前記第1の細長い開口部のところに第1の湾曲した凸表面を備え、
前記第2ノズル(16B)は、前記本体(12)内にスロット(60)を有し、前記スロット(60)は、第2ガス源(24B)と流体連通し、また、前記本体(12)の第2表面において第2の細長い開口部を備え、前記第2スロット(60)は、下流側において前記第2の細長い開口部のところに第2の湾曲した凸表面を備える、システム。 - 請求項5に記載のシステムであって、前記第1の細長い開口部は、前記動作表面の第1セグメントに配置され、前記第1セグメントは、第1上部(274)および前記第1上部(274)から上流にある第1下部(234A)を備え、
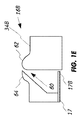
前記第2の細長い開口部は、前記動作表面の第2セグメントに配置され、前記第2セグメントは、第1上部(264)、および前記第1上部(264)から下流にある第1下部(234B)を備える、システム。 - 請求項1に記載のシステムであって、前記本体(12)はチャネル(336)を備え、前記チャネル(336)は、前記ウェブ入口端部と前記ウェブ出口端部との間に位置し、また、前記動作表面(332)を形成する上表面を備える、システム。
- 請求項1に記載のシステムであって、前記動作表面は、平行且つ同一平面にある側方動作表面(334A、334B)を有し、前記動作表面は、前記ウェブ(22)からさらに遠くなるように低くなった中央動作表面(532)を備える、システム。
- 経路に沿って機械方向(MD)下流に移動する可撓性の連続ウェブ(22)を支持する方法であって、前記方法は、
(a)前記可撓性の連続ウェブ(22)の上または下に空気スタビライザ(10)を前記経路に沿って位置決めするステップを有し、前記空気スタビライザ(10)は、
(i)前記ウェブ(22)に面する動作表面(32)を備える本体(12)を有し、前記動作表面(32)は、ウェブ入口端部、および前記ウェブ入口端部から下流にあるウェブ出口端部を備え、
(ii)前記空気スタビライザ(10)はさらに、前記ウェブ入口端部のところで前記動作表面(32)上に位置決めされる第1ノズル(16A)を有し、前記第1ノズル(16A)は、MDを実質的に横切る第1方向に沿って前記動作表面にわたって延びる第1スロット(70)を画定し、前記第1ノズル(16A)は、MD上流に出口を画定する第1バッフル(17A)を含み、前記第1スロット(70)を通って排出される前に、第1の細長い加圧ガスジェットが該出口を通って流れ、第1の細長い加圧ガスジェットは、MD上流に向かって移動して前記ウェブ(22)上に第1の制御された力を付与し、
(iii)前記空気スタビライザ(10)は、前記ウェブ出口端部のところで前記動作表面(32)上に位置決めされる第2ノズル(16B)を有し、前記第2ノズル(16B)は、MDを実質的に横切る第2方向に沿って前記動作表面にわたって延びる第2スロット(60)を画定し、前記第2ノズル(16B)は、MD下流上に出口を画定する第2バッフル(17B)を含み、前記第2スロット(60)を通って同時に排出される前に、第2の細長い加圧ガスジェットが該出口を通って流れ、第2の細長い加圧ガスジェットはMD下流に向かって移動して、前記ウェブ(22)に第2の制御された力を付与し、
前記第1の力および前記第2の力は、前記ウェブ入口端部と前記ウェブ出口端部との間に位置する、前記移動するウェブの少なくとも一部を、前記動作表面(32)に対して実質的に固定された距離に維持し、
(b)前記方法はさらに、前記第1スロット(70)からの第1ガスジェットを、MD上流に向かって導き、前記連続ウェブ(22)上に第1の力を付与するステップと、
(c)同時に、前記第2スロット(60)からの第2ガスジェットをMD下流に向かって導き、前記連続ウェブ(22)上に第2の力を付与するステップと、を有し、前記第1の力および前記第2の力は、前記ウェブ入口端部と前記ウェブ出口端部との間に位置する、移動する前記ウェブ(22)の少なくとも一部を、前記動作表面(32)に対して実質的に固定された距離に維持する、方法。 - 機械方向(MD)下流に移動する可撓性の連続ウェブ(22)を監視するシステムであて、前記監視システムは、
(a)前記可撓性の連続ウェブ(22)を支持するための、第1表面および第2表面を備える、空気安定化システム(10)を有し、前記空気安定化システム(10)は、
(i)前記ウェブ(22)に面する動作表面(32)を備える本体(12)を有し、前記動作表面(32)は、ウェブ入口端部、および前記ウェブ入口端部から
下流のウェブ出口端部を備え、
(ii)前記空気安定化システム(10)はさらに、前記ウェブ入口端部のところで前記動作表面(32)上に位置決めされる第1ノズル(16A)を有し、前記第1ノズル(16A)は、MDを実質的に横断する第1方向に沿って前記動作表面(32)にわたって延びる第1スロット(70)を画定し、前記第1ノズル(16A)は、MD上流に出口を画定する第1バッフル(17A)を含み、前記第1スロット(70)を通って排出される前に第1の加圧ガスが該出口を通って流れ、前記第1の加圧ガスはMD上流に向かって移動し、前記ウェブ(22)上に第1の制御された力を付与し、
(iii)前記空気安定化システム(10)はさらに、前記ウェブ出口端部のところで前記動作表面(32)上に位置決めされる第2ノズル(16B)を有し、前記第2ノズル(16B)は、MDを実質的に横断する第2方向に沿って前記動作表面(32)にわたって延びる第2スロット(60)を画定し、前記第2ノズル(16B)は、MD下流に出口を画定する第2バッフル(17B)を含み、前記第2スロット(60)を通って排出される前に、該出口を通って第2の細長い加圧ガスジェットが流れ、前記第2の細長い加圧ガスジェットはMD下流に向かって移動し、前記ウェブ(22)上に第2の制御された力を付与し、前記第1の力および前記第2の力は、前記ウェブ入口端部と前記ウェブ出口端部との間に位置する、移動する前記ウェブ(22)の少なくとも一部を、前記動作表面(32)に対して実質的に固定された距離に維持し、
(b)前記監視システムはさらに、前記ウェブ(22)の第1表面に隣接して配置される第1センサヘッド(13、16)と、
(c)前記第1ガスジェットを規制する手段(26A、28A)、および、前記第2ガスジェットを規制する手段(26B、28B)を有し、前記動作表面(32)の上のプロセス経路に沿って前記ウェブのプロファイルを制御する、監視システム。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10067708P | 2008-09-26 | 2008-09-26 | |
| US61/100,677 | 2008-09-26 | ||
| US12/547,323 | 2009-08-25 | ||
| US12/547,323 US8083896B2 (en) | 2008-09-26 | 2009-08-25 | Pressure equalizing baffle and coanda air clamp |
| PCT/US2009/057121 WO2010036546A1 (en) | 2008-09-26 | 2009-09-16 | Pressure equalizing baffle and coanda air clamp |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012503583A true JP2012503583A (ja) | 2012-02-09 |
| JP2012503583A5 JP2012503583A5 (ja) | 2012-10-18 |
| JP5466706B2 JP5466706B2 (ja) | 2014-04-09 |
Family
ID=42056127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011529116A Active JP5466706B2 (ja) | 2008-09-26 | 2009-09-16 | 圧力均等化バッフルおよびコアンダ空気クランプ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8083896B2 (ja) |
| EP (1) | EP2326583B1 (ja) |
| JP (1) | JP5466706B2 (ja) |
| CA (1) | CA2738720C (ja) |
| WO (1) | WO2010036546A1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009113066A2 (en) | 2008-03-11 | 2009-09-17 | Coreflow Ltd. | Method and system for locally controlling support of a flat object |
| US8083895B2 (en) * | 2008-04-18 | 2011-12-27 | Honeywell Asca Inc. | Sheet stabilization with dual opposing cross direction air clamps |
| US8088255B2 (en) * | 2008-04-18 | 2012-01-03 | Honeywell Asca Inc | Sheet stabilizer with dual inline machine direction air clamps and backsteps |
| DE102008002087A1 (de) * | 2008-05-29 | 2009-12-03 | Voith Patent Gmbh | Anlage zur Herstellung einer Faserstoffbahn |
| US8083896B2 (en) * | 2008-09-26 | 2011-12-27 | Honeywell Asca Inc. | Pressure equalizing baffle and coanda air clamp |
| SE535329C2 (sv) * | 2010-11-29 | 2012-06-26 | Andritz Tech & Asset Man Gmbh | Metod för att torka en massabana och en massatork innefattande en inspektionsanordning för analysering av massabanans position eller förekomst av massarester |
| US8760669B2 (en) | 2011-09-30 | 2014-06-24 | Honeywell Asca Inc. | Method of measuring the thickness of a moving web |
| US9007589B2 (en) | 2013-09-16 | 2015-04-14 | Honeywell Asca Inc. | Co-located porosity and caliper measurement for membranes and other web products |
| US10259104B2 (en) | 2013-10-28 | 2019-04-16 | Nikon Corporation | Precision clamp |
| SE538854C2 (sv) * | 2014-01-09 | 2017-01-03 | Valmet Oy | Rullstol för mottagande och upprullning av en pappersbana, som kommer från en torkcylinder i en pappersmaskin, till en rulle, samt en pappersmaskin som använder en rullstol |
| FI126243B (fi) * | 2015-01-14 | 2016-08-31 | Takso-Ohjelmistot Oy | Laite ja menetelmä kuiturainan manipuloimiseksi |
| US9889995B1 (en) * | 2017-03-15 | 2018-02-13 | Core Flow Ltd. | Noncontact support platform with blockage detection |
| FI20185410A1 (en) | 2018-05-03 | 2019-11-04 | Valmet Automation Oy | MEASUREMENT OF THE MOVING RAIN FACTOR |
| CN114541166B (zh) * | 2022-01-29 | 2024-03-08 | 江苏理文造纸有限公司 | 一种可形成双级真空区的稳纸箱及造纸机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5926849A (ja) * | 1982-06-04 | 1984-02-13 | カリ−・メタル・プロダクツ・インコ−ポレ−テツド | ウエブを連続的に処理するためのノズル装置及びウエブ乾燥装置 |
| JPH06220792A (ja) * | 1991-09-05 | 1994-08-09 | Valmet Paper Mach Inc | ウエブ処理用負圧ノズルの配列 |
| JP2005507034A (ja) * | 2001-10-24 | 2005-03-10 | ハネウェル・インターナショナル・インコーポレーテッド | 連続したウェブ材料用の空気クランプ安定器 |
| JP2007532857A (ja) * | 2004-04-13 | 2007-11-15 | メグテック・システムズ・インコーポレーテッド | ステップ式エアフォイル |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1951002C3 (de) * | 1969-10-09 | 1974-02-07 | Vits-Maschinenbau Gmbh, 4018 Langenfeld | Einrichtung zur berührungslosen Stabilisierung einer in ihrer Längsrichtung gespannten und bewegten Warenbahn |
| US3873013A (en) * | 1973-10-04 | 1975-03-25 | Tec Systems | High velocity web floating air bar having center exhaust means |
| NO141469L (ja) * | 1975-12-09 | |||
| DE2556442C2 (de) * | 1975-12-15 | 1984-09-06 | Gerhardt, Hans-Joachim, Prof. M.Sc. Dipl.-Ing., 5100 Aachen | Vorrichtung zur schwebend Führung von Warenbahnen |
| US4201323A (en) * | 1978-10-12 | 1980-05-06 | W. R. Grace & Co. | High velocity web floating air bar having a recessed Coanda plate |
| DE3370181D1 (en) * | 1982-05-17 | 1987-04-16 | Measurex Corp | Gauge for measuring a sheet of material |
| GB2146303B (en) * | 1983-08-20 | 1987-01-14 | Spooner Ind Ltd | Device for supporting web on a bed of air |
| US4879471A (en) * | 1987-03-25 | 1989-11-07 | Measurex Corporation | Rapid-scanning infrared sensor |
| DE3715533C2 (de) * | 1987-05-09 | 1997-07-17 | Krieger Gmbh & Co Kg | Vorrichtung zum Schwebendführen von Materialbahnen |
| US5014447A (en) * | 1988-02-10 | 1991-05-14 | Thermo Electron Web Systems, Inc. | Positive pressure web floater dryer with parallel flow |
| US5092059A (en) * | 1988-06-07 | 1992-03-03 | W. R. Grace & Co.-Conn. | Infrared air float bar |
| US4901449A (en) * | 1988-06-07 | 1990-02-20 | W. R. Grace & Co.-Conn. | Tri-flotation air bar |
| US5094535A (en) | 1989-10-06 | 1992-03-10 | Measurex Corporation | Scanning sensor system including an FT-IR interferometer |
| US5166748A (en) * | 1989-10-06 | 1992-11-24 | Measurex Corporation | Scanning interferometer sensor system |
| US5156312A (en) * | 1989-12-29 | 1992-10-20 | Somerset Technologies, Inc. | Flotation nozzle for web handling equipment |
| US5395029A (en) * | 1989-12-29 | 1995-03-07 | Somerset Technologies, Inc. | Flotation nozzle for web handling equipment |
| US5125170A (en) * | 1990-04-11 | 1992-06-30 | Worldwide Converting Machinery | Flotation dryer nozzle |
| US5094545A (en) * | 1990-09-28 | 1992-03-10 | Pyma Corporation | Urine temperature measuring device |
| JPH0631407A (ja) | 1992-07-21 | 1994-02-08 | Kawasaki Steel Corp | 薄帯の搬送装置 |
| US5471766A (en) * | 1993-03-18 | 1995-12-05 | Valmet Paper Machinery, Inc. | Method in contact-free air-drying of a material web as well as a nozzle-blow-box and a pulp dryer that make use of the method |
| DE19821542C2 (de) * | 1998-05-14 | 2000-05-11 | Langbein & Engelbracht Gmbh | Blaskasten |
| US5951006A (en) | 1998-05-22 | 1999-09-14 | Xerox Corporation | Modular air jet array with coanda exhausting for module decoupling |
| US6281679B1 (en) * | 1998-12-21 | 2001-08-28 | Honeywell - Measurex | Web thickness measurement system |
| FI114337B (fi) * | 2001-07-03 | 2004-09-30 | Metso Automation Oy | Menetelmä ja mittalaite liikkuvan rainan ainakin yhden ominaisuuden mittaamiseksi |
| KR200325228Y1 (ko) * | 2002-07-29 | 2003-09-02 | 문상협 | 제트 수영화 |
| US6967726B2 (en) * | 2003-10-03 | 2005-11-22 | Honeywell International Inc. | Means for in-place automated calibration of optically-based thickness sensor |
| FI116229B (fi) | 2004-04-29 | 2005-10-14 | Metso Paper Inc | Sivuohjauksella varustettu alipainehihnakuljetin rainanmuodostuskonetta varten |
| US8282781B2 (en) * | 2006-12-11 | 2012-10-09 | Honeywell International Inc. | Apparatus and method for stabilization of a moving sheet relative to a sensor |
| US8088255B2 (en) * | 2008-04-18 | 2012-01-03 | Honeywell Asca Inc | Sheet stabilizer with dual inline machine direction air clamps and backsteps |
| US7892399B2 (en) * | 2008-05-29 | 2011-02-22 | Honeywell Asca Inc. | Local tension generating air stabilization system for web products |
| US8083896B2 (en) * | 2008-09-26 | 2011-12-27 | Honeywell Asca Inc. | Pressure equalizing baffle and coanda air clamp |
-
2009
- 2009-08-25 US US12/547,323 patent/US8083896B2/en active Active
- 2009-09-16 EP EP09816712.5A patent/EP2326583B1/en active Active
- 2009-09-16 JP JP2011529116A patent/JP5466706B2/ja active Active
- 2009-09-16 CA CA2738720A patent/CA2738720C/en active Active
- 2009-09-16 WO PCT/US2009/057121 patent/WO2010036546A1/en not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5926849A (ja) * | 1982-06-04 | 1984-02-13 | カリ−・メタル・プロダクツ・インコ−ポレ−テツド | ウエブを連続的に処理するためのノズル装置及びウエブ乾燥装置 |
| JPH06220792A (ja) * | 1991-09-05 | 1994-08-09 | Valmet Paper Mach Inc | ウエブ処理用負圧ノズルの配列 |
| JP2005507034A (ja) * | 2001-10-24 | 2005-03-10 | ハネウェル・インターナショナル・インコーポレーテッド | 連続したウェブ材料用の空気クランプ安定器 |
| JP2007532857A (ja) * | 2004-04-13 | 2007-11-15 | メグテック・システムズ・インコーポレーテッド | ステップ式エアフォイル |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010036546A1 (en) | 2010-04-01 |
| US8083896B2 (en) | 2011-12-27 |
| CA2738720A1 (en) | 2010-04-01 |
| US20100078140A1 (en) | 2010-04-01 |
| EP2326583A1 (en) | 2011-06-01 |
| CA2738720C (en) | 2016-10-18 |
| EP2326583A4 (en) | 2012-05-30 |
| JP5466706B2 (ja) | 2014-04-09 |
| EP2326583B1 (en) | 2019-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5466706B2 (ja) | 圧力均等化バッフルおよびコアンダ空気クランプ | |
| US7892399B2 (en) | Local tension generating air stabilization system for web products | |
| EP2262710B1 (en) | Sheet stabilization with dual opposing cross direction air clamps | |
| US8088255B2 (en) | Sheet stabilizer with dual inline machine direction air clamps and backsteps | |
| US6936137B2 (en) | Air clamp stabilizer for continuous web materials | |
| US6743338B2 (en) | Method and measuring device for measuring at least one property of moving web | |
| US8632662B2 (en) | Apparatus and method for stabilization of a moving sheet relative to a sensor | |
| US20070145307A1 (en) | Optical translation of triangulation position measurement | |
| US20100213305A1 (en) | Apparatus and method for stabilizing a moving web | |
| CN101379366A (zh) | 三角测量位置测量的光学平移 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120827 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120827 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140124 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5466706 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |