JP2012509184A - 再利用できる鋳造要素 - Google Patents
再利用できる鋳造要素 Download PDFInfo
- Publication number
- JP2012509184A JP2012509184A JP2011536774A JP2011536774A JP2012509184A JP 2012509184 A JP2012509184 A JP 2012509184A JP 2011536774 A JP2011536774 A JP 2011536774A JP 2011536774 A JP2011536774 A JP 2011536774A JP 2012509184 A JP2012509184 A JP 2012509184A
- Authority
- JP
- Japan
- Prior art keywords
- casting
- tube
- shroud
- facility
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/106—Shielding the molten jet
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47F—SPECIAL FURNITURE, FITTINGS, OR ACCESSORIES FOR SHOPS, STOREHOUSES, BARS, RESTAURANTS OR THE LIKE; PAYING COUNTERS
- A47F7/00—Show stands, hangers, or shelves, adapted for particular articles or materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/103—Distributing the molten metal, e.g. using runners, floats, distributors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/56—Means for supporting, manipulating or changing a pouring-nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J11/00—Manipulators not otherwise provided for
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Continuous Casting (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Valve Housings (AREA)
- Furnace Charging Or Discharging (AREA)
- Measuring Volume Flow (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Branch Pipes, Bends, And The Like (AREA)
Abstract
Description
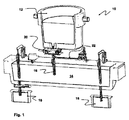
液体金属を移送するための鋳造設備のための鋳造要素であって、
液体金属が沿って流れることができる鋳造要素の軸線に本質的に沿って延びる管を一連の形で接続し形成する複数の鋳造要素を具備すると共に、
鋳造要素がチューブ特に取瓶シュラウドを具備し、
チューブの軸線が管の軸線に一致し、
鋳造要素が、設備の上流要素と接触することができると共に上流要素に対する軸線回りのチューブの角度配向を制御するための手段を具備し、
これらの手段が、互いに異なる少なくとも3つの配向をチューブに付与することのできる、
鋳造要素である。
− 制御手段は、チューブの互いに異なる4つの配向、特に90°だけ離間した配向を付与することができる。この実施形態は、最適なチューブの寿命を可能にするという理由で、本発明の好ましい実施形態である。具体的には、このような手段により、チューブの内壁全体を使用することが可能になる一方で、鋳造要素が互いに異なる2つの配向で位置決めされるときに流れを受け取りそうな部分である重複領域が最小化される。一方で、配向制御手段がチューブを4よりも多い配向の数で設備内部に導入することができるように形成されているならば(この実施形態もまた本発明に含まれる。)、重複領域は、チューブの互いに異なる2つの角度配向で磨耗することになる。したがって、チューブの内壁の大部分が未だに任意のリスクなしに流れを受け取ることができるにもかかわらず、こうした重複部分が内壁の残り部分よりも前に限界磨耗閾値に到達することになり、チューブがスクラップされることになる。したがって、上述された実施形態は、チューブの寿命を最適化することができる。
− チューブは、管の一方の端部に対応する端部において、上流要素と接触することのできる、平坦な表面を有する。この場合、チューブは、(押し込み嵌めよりもむしろ)摺動することによって、取瓶を具備する設備に当接するように、さらに具体的には設備の下流に位置するバルブに当接するように配置される。したがって、本発明による鋳造要素はさらなる利点を有する。チューブが上流要素に対して摺動するからである。上流要素の接触表面は一般的に、局所的に磨耗を受け、損傷した区域は、上流要素に対するチューブの摺動方向に平行であるチューブの直径の付近に位置する区域に一致する。したがって、チューブが再利用されると上流要素に対するチューブの配向が変更される場合に、上流要素と接触する表面上の磨耗がさらに均等に広げられる。このことは、チューブにこの表面でクラックが形成させるのを防ぎ、さらにチューブの寿命の最適化に貢献する。
− 鋳造要素は、チューブの周りに配置されることが可能である取り外し可能フレームを具備する。いくつかの例では、この取り外し可能フレームは、チューブを補強し、フレームと支持体との間の協働によって鋳造設備の所定の位置にチューブを保持する。
− 制御手段は、チューブ及びフレームの両方又は一方に形成される少なくとも一つの当接表面を具備し、特に設備の上流要素と接触する要素を保持することのできる支持体に属する少なくとも1つの相補的な表面と協働することができる。具体的には、当接表面は、支持体の突出部と協働することのできる収容部(若しくは切欠き部)の表面であってもよく、又は支持体の収容部(又は切欠き部)と協働することのできる突出部の表面であってもよい。
− 制御手段は、一方ではチューブに、他方ではフレームに形成されると共に互いに協働することのできる当接表面を具備する。この場合、フレームは、支持体において単一の配向でフレームを配向するための手段を具備し、これに対して、チューブをフレームにいくつかの配向で配向することができる。
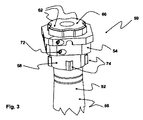
− 接触表面を具備するチューブの端部は、少なくとも1つの半径方向特異部を有するように構成され、制御手段は、特異部を形成するチューブの少なくとも1つの部分におけるチューブの周辺部に配置される。この構成は、チューブをオペレータ又はロボットによって支持部に又はフレーム内部に取り付けることを容易にする。具体的には、こうした半径方向特異部は、フレームの当接表面及び支持体の当接表面の両方又は一方をチューブの当接表面と整列するように移動させるのを容易にする。
− 具体的には、チューブは少なくとも2つの半径方向特異部を有し、各特異部は、接触表面から離間して、面取り表面においてチューブの軸線方向に終端する突出部である。面取り表面は特に、寄りかかることのできるフレームに属する相補的な形状の表面と協働することができる。この場合、チューブの摺動の方向が、任意の配向で、半径方向特異部が延びる方向と一致しないように、角度配向手段が配置される。この実施形態は有利である。結果として、圧力を受けるチューブの接触表面の区域が、圧縮状態にあるからである。こうした区域の圧縮負荷は効果的である。面取り表面がフレームの相補的な表面に載置されるからである。この実施形態は、接触表面における開口クラックの形成を妨げ、さらにはチューブの寿命を延ばすことを可能にする。
金属を移送するための複数の鋳造設備を用いて鋳造するための方法であって、
各設備は、金属が沿って流れることができる管を一連の形で接続し形成する複数の鋳造要素を具備し、
この方法は、本発明による鋳造要素を用いると共に、
− チューブが第1の設備の上流要素に対してチューブの軸線回りに第1の配向で配置されるように、鋳造要素が導入される段階、
− 鋳造作用が行われる段階、
− 鋳造要素が、第1の設備から取り除かれる段階、
− チューブが第2の設備及び第3の設備の上流要素に対してチューブの軸線回りに、それぞれ第2の配向次いで第3の配向で配置されるように、前述の3つの段階が、それぞれ第2の設備次いで第3の設備に配置された鋳造要素によって繰り返される段階、
を含む方法である。
Claims (10)
- 液体金属を移送するための鋳造設備(10)のための鋳造要素(30;50)であって、
液体金属が沿って流れることができる管を一連の形で接続し形成する複数の鋳造要素(12;20;18)を具備し、
鋳造要素(30;50)がチューブ特に取瓶シュラウドを具備し、
チューブの軸線が管の軸線に一致し、
鋳造要素が、設備の上流要素(20)と接触することができる、
鋳造要素において、
上流要素に対する軸線回りのチューブの角度配向を制御するための手段(42;64;70)を具備し、
これらの手段が、互いに異なる少なくとも3つの配向をチューブに付与することのできる、
鋳造要素。 - 制御手段が(42;64;68)、チューブの互いに異なる4つの配向、特に90°だけ離間した配向を付与することができる、
請求項1に記載の鋳造要素(30;50)。 - チューブが、管の一方の端部に対応する端部において、上流要素と接触することのできる、平坦な表面(36;60)を有する、
請求項1〜2のいずれか1項に記載の鋳造要素(30;50)。 - チューブ(52)の周りに配置されることが可能である取り外し可能フレーム(54)を具備する、
請求項1〜3のいずれか1項に記載の鋳造要素(50)。 - 制御手段が、チューブ及びフレームの両方又は一方に形成される少なくとも一つの当接表面(42;64;68)を具備し、例えば設備の上流要素と接触する要素を保持することのできる支持体に属する少なくとも1つの相補的な表面(66;70)と協働することができる、
請求項1〜4のいずれか1項に記載の鋳造要素(30;50)。 - 制御手段が、一方ではチューブ(52)に、他方ではフレーム(54)に形成されると共に互いに協働することのできる当接表面を具備する、
請求項4及び5の組み合わせに記載の鋳造要素(50)。 - 接触表面(60)を具備するチューブの端部が、少なくとも1つの半径方向特異部(62)を有するように構成され、
制御手段が、特異部を形成するチューブの部分のうちの少なくとも1つの部分におけるチューブの周辺部に配置される、
請求項5及び6のいずれか1項に記載の鋳造要素(50)。 - チューブが、少なくとも2つの半径方向特異部を有し、各特異部が、接触表面(60)から離間して、面取り表面(64)においてチューブの軸線方向に終端する突出部であり、面取り表面が、特にフレームに属する相補的な表面(66)と協働することができる、
請求項1〜7のいずれか1項に記載の鋳造要素。 - 液体金属が沿って流れることのできる管を一連の形で接続し形成する複数の鋳造要素(12;20;18)を具備する、金属を移送するための鋳造設備(10)において、
請求項1〜8のいずれか1項に記載の鋳造要素(30;50)を具備する、
鋳造設備。 - 金属を移送するための複数の鋳造設備(10)を用いて鋳造するための方法であって、
各設備が、金属が沿って流れることができる管を一連の形で接続し形成する複数の鋳造要素(12;20;18)を具備し、
この方法が、請求項1〜8のいずれか1項による鋳造要素(30)を用いる、
方法において、
− チューブが第1の設備(10)の上流要素(20)に対してチューブの軸線回りに第1の配向で配置されるように、鋳造要素(30;50)が第1の鋳造設備内部に導入される段階、
− 鋳造作用が行われる段階、
− 鋳造要素(30;50)が、第1の設備から取り除かれる段階、
− チューブが第2の設備(10)及び第3の設備の上流要素(20)に対してチューブの軸線回りに、それぞれ第2の配向次いで第3の配向で配置されるように、前述の3つの段階が、それぞれ第2の設備次いで第3の設備に配置された鋳造要素(30;50)によって繰り返される段階、
を含む方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08169498 | 2008-11-20 | ||
| EPEP08169498 | 2008-11-20 | ||
| PCT/EP2009/008242 WO2010057638A1 (fr) | 2008-11-20 | 2009-11-19 | Element de coulee reutilisable |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012509184A true JP2012509184A (ja) | 2012-04-19 |
| JP2012509184A5 JP2012509184A5 (ja) | 2012-11-01 |
| JP5466242B2 JP5466242B2 (ja) | 2014-04-09 |
Family
ID=40328606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011536774A Active JP5466242B2 (ja) | 2008-11-20 | 2009-11-19 | 再利用できる鋳造要素 |
Country Status (24)
| Country | Link |
|---|---|
| US (1) | US8272427B2 (ja) |
| EP (1) | EP2367647B1 (ja) |
| JP (1) | JP5466242B2 (ja) |
| KR (1) | KR101746866B1 (ja) |
| CN (1) | CN102281967B (ja) |
| AR (1) | AR074355A1 (ja) |
| AU (1) | AU2009317591B2 (ja) |
| BR (1) | BRPI0922004B1 (ja) |
| CA (1) | CA2742638C (ja) |
| DK (1) | DK2367647T3 (ja) |
| EG (1) | EG26715A (ja) |
| ES (1) | ES2392383T3 (ja) |
| MX (1) | MX2011005345A (ja) |
| MY (1) | MY155184A (ja) |
| NZ (1) | NZ593482A (ja) |
| PL (1) | PL2367647T3 (ja) |
| PT (1) | PT2367647E (ja) |
| RS (1) | RS52446B (ja) |
| RU (1) | RU2510307C2 (ja) |
| SI (1) | SI2367647T1 (ja) |
| TW (1) | TWI436835B (ja) |
| UA (1) | UA101076C2 (ja) |
| WO (1) | WO2010057638A1 (ja) |
| ZA (1) | ZA201104537B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016533270A (ja) * | 2013-10-14 | 2016-10-27 | ベスビウス グループ,ソシエテ アノニム | レードルシュラウドをコレクタノズルに可逆的に連結するための連結装置、自立支持型レードルシュラウド、自立支持型レードルシュラウドのキット、及びレードルシュラウドをコレクタノズルに連結するための方法 |
| JP2017506584A (ja) * | 2014-02-19 | 2017-03-09 | ベスビウス グループ,ソシエテ アノニム | 金属を鋳造するための取鍋シュラウド、取鍋シュラウドを取鍋に結合するための結合組立品のための部品のキット、金属鋳造設備及び結合方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108097921A (zh) * | 2016-11-25 | 2018-06-01 | 浙江盾安轻合金科技有限公司 | 压铸模具用供料装置及其供料方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09201657A (ja) * | 1996-01-23 | 1997-08-05 | Sumitomo Heavy Ind Ltd | 連続鋳造機のロングノズル着脱装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0780610A (ja) | 1993-09-10 | 1995-03-28 | Sumitomo Heavy Ind Ltd | ロングノズル着脱装置 |
| IT1267242B1 (it) * | 1994-05-30 | 1997-01-28 | Danieli Off Mecc | Scaricatore per bramme sottili |
| DE19512208C1 (de) * | 1995-03-21 | 1996-07-18 | Mannesmann Ag | Tauchausguß zum Gießen von Metall |
| US5819844A (en) * | 1996-07-31 | 1998-10-13 | Vesuvius Crucible Company | Beaver-tail tube assembly and tube changing method |
| KR19980070518A (ko) * | 1997-01-17 | 1998-10-26 | 오자와미또시 | 침지노즐 교환장치를 구비한 슬래브용 연속주조기 및침지노즐의 교환방법 |
| KR100916101B1 (ko) * | 2002-09-06 | 2009-09-11 | 주식회사 포스코 | 쉬라우드 노즐과 콜렉타 노즐의 자동 연결장치 |
| KR100699500B1 (ko) * | 2005-12-20 | 2007-03-26 | 주식회사 포스코 | 침지 노즐용 보온재 고정 장치 |
| NZ593477A (en) * | 2008-11-20 | 2012-11-30 | Vesuvius Group Sa | Liquid metal ladle pipe automated transport and storage device |
-
2009
- 2009-11-16 TW TW098138762A patent/TWI436835B/zh not_active IP Right Cessation
- 2009-11-16 AR ARP090104429A patent/AR074355A1/es active IP Right Grant
- 2009-11-19 MX MX2011005345A patent/MX2011005345A/es active IP Right Grant
- 2009-11-19 AU AU2009317591A patent/AU2009317591B2/en not_active Ceased
- 2009-11-19 WO PCT/EP2009/008242 patent/WO2010057638A1/fr not_active Ceased
- 2009-11-19 PT PT09760742T patent/PT2367647E/pt unknown
- 2009-11-19 NZ NZ593482A patent/NZ593482A/xx not_active IP Right Cessation
- 2009-11-19 SI SI200930339T patent/SI2367647T1/sl unknown
- 2009-11-19 MY MYPI2011002254A patent/MY155184A/en unknown
- 2009-11-19 RS RS20120381A patent/RS52446B/sr unknown
- 2009-11-19 ES ES09760742T patent/ES2392383T3/es active Active
- 2009-11-19 US US13/130,112 patent/US8272427B2/en active Active
- 2009-11-19 PL PL09760742T patent/PL2367647T3/pl unknown
- 2009-11-19 BR BRPI0922004A patent/BRPI0922004B1/pt active IP Right Grant
- 2009-11-19 RU RU2011124581/02A patent/RU2510307C2/ru active
- 2009-11-19 CA CA2742638A patent/CA2742638C/fr active Active
- 2009-11-19 UA UAA201107606A patent/UA101076C2/uk unknown
- 2009-11-19 DK DK09760742.8T patent/DK2367647T3/da active
- 2009-11-19 JP JP2011536774A patent/JP5466242B2/ja active Active
- 2009-11-19 KR KR1020117014066A patent/KR101746866B1/ko active Active
- 2009-11-19 CN CN200980154769.6A patent/CN102281967B/zh active Active
- 2009-11-19 EP EP09760742A patent/EP2367647B1/fr active Active
-
2011
- 2011-05-17 EG EG2011050777A patent/EG26715A/en active
- 2011-06-20 ZA ZA2011/04537A patent/ZA201104537B/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09201657A (ja) * | 1996-01-23 | 1997-08-05 | Sumitomo Heavy Ind Ltd | 連続鋳造機のロングノズル着脱装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016533270A (ja) * | 2013-10-14 | 2016-10-27 | ベスビウス グループ,ソシエテ アノニム | レードルシュラウドをコレクタノズルに可逆的に連結するための連結装置、自立支持型レードルシュラウド、自立支持型レードルシュラウドのキット、及びレードルシュラウドをコレクタノズルに連結するための方法 |
| US10464129B2 (en) | 2013-10-14 | 2019-11-05 | Vesuvius Group S.A. | Self-supported ladle shroud for reversible coupling to a connector nozzle |
| JP2017506584A (ja) * | 2014-02-19 | 2017-03-09 | ベスビウス グループ,ソシエテ アノニム | 金属を鋳造するための取鍋シュラウド、取鍋シュラウドを取鍋に結合するための結合組立品のための部品のキット、金属鋳造設備及び結合方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8272427B2 (en) | 2012-09-25 |
| CA2742638A1 (fr) | 2010-05-27 |
| RU2011124581A (ru) | 2012-12-27 |
| ES2392383T3 (es) | 2012-12-10 |
| RU2510307C2 (ru) | 2014-03-27 |
| CA2742638C (fr) | 2016-09-13 |
| CN102281967A (zh) | 2011-12-14 |
| JP5466242B2 (ja) | 2014-04-09 |
| EG26715A (en) | 2014-06-15 |
| BRPI0922004B1 (pt) | 2017-03-28 |
| KR20110084547A (ko) | 2011-07-25 |
| MY155184A (en) | 2015-09-15 |
| EP2367647B1 (fr) | 2012-08-01 |
| AR074355A1 (es) | 2011-01-12 |
| KR101746866B1 (ko) | 2017-06-14 |
| AU2009317591B2 (en) | 2014-05-22 |
| SI2367647T1 (sl) | 2012-11-30 |
| PT2367647E (pt) | 2012-11-14 |
| RS52446B (sr) | 2013-02-28 |
| NZ593482A (en) | 2012-11-30 |
| MX2011005345A (es) | 2011-06-16 |
| PL2367647T3 (pl) | 2012-11-30 |
| EP2367647A1 (fr) | 2011-09-28 |
| DK2367647T3 (da) | 2012-10-08 |
| WO2010057638A1 (fr) | 2010-05-27 |
| BRPI0922004A2 (pt) | 2015-12-15 |
| TWI436835B (zh) | 2014-05-11 |
| ZA201104537B (en) | 2012-09-26 |
| AU2009317591A1 (en) | 2011-07-07 |
| CN102281967B (zh) | 2014-09-24 |
| US20110226438A1 (en) | 2011-09-22 |
| TW201029773A (en) | 2010-08-16 |
| UA101076C2 (uk) | 2013-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5324662B2 (ja) | 取瓶シュラウドを取り扱うための支持ヘッド | |
| US8070202B2 (en) | Gripper with central support | |
| JP5466242B2 (ja) | 再利用できる鋳造要素 | |
| CN101146636A (zh) | 用于冶金容器的线性滑动水口 | |
| JP5421385B2 (ja) | 液体金属の鋳造設備のための取瓶シュラウド | |
| JP5938051B2 (ja) | 溶融金属を含むコンテナの流出口の、閉鎖プレート及び摺動閉鎖装置 | |
| US20030213522A1 (en) | Valve flange connection | |
| CN102234707B (zh) | 一种热处理用支撑装置 | |
| JP2012509184A5 (ja) | ||
| CN107340332B (zh) | 汽缸体检查方法和系统 | |
| CN120290845A (zh) | 用于辐射管的支撑装置 | |
| GB2235889A (en) | Improvements in or relating to refractory monoblock stoppers | |
| JP5709581B2 (ja) | スタッドと、その取付方法 | |
| CN119878853A (zh) | 一种双相不锈钢材质的耐腐蚀球阀锻件及制造工艺 | |
| CN205733557U (zh) | 法兰盘焊接热处理固定工装 | |
| KR101742078B1 (ko) | 샘플링 장치 | |
| BR122021014249B1 (pt) | Aparelho para manufaturar uma lança |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120910 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120910 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130418 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131128 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20131205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140123 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5466242 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |