JP2013126830A - Electric power steering device - Google Patents
Electric power steering device Download PDFInfo
- Publication number
- JP2013126830A JP2013126830A JP2011277288A JP2011277288A JP2013126830A JP 2013126830 A JP2013126830 A JP 2013126830A JP 2011277288 A JP2011277288 A JP 2011277288A JP 2011277288 A JP2011277288 A JP 2011277288A JP 2013126830 A JP2013126830 A JP 2013126830A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- electric power
- power steering
- resin composition
- steering device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Power Steering Mechanism (AREA)
- Gears, Cams (AREA)
- Reinforced Plastic Materials (AREA)
- Polyamides (AREA)
Abstract
【課題】吸水による膨潤が小さく、ポリα−αオレフィン油を基油とするグリースを用いたときの潤滑性にも優れた樹脂部を備え、寸法安定性や耐久性、信頼性を高めた電動パワーステアリング装置を提供する。
【解決手段】減速歯車機構の従動歯車が、金属製芯管の外周に、樹脂組成物からなり外周面にギア歯が形成された樹脂部を一体に設けてなり、かつ、前記樹脂組成物が、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物に、該樹脂組成物全量の10〜40質量%の割合で強化繊維材を配合してなり、融点が230〜240℃であることことを特徴とする電動パワーステアリング装置。
【選択図】図1An electric motor that has a resin portion that is less swelled by water absorption and that has excellent lubricity when using grease based on poly α-α olefin oil, and that has improved dimensional stability, durability, and reliability. A power steering device is provided.
A driven gear of a reduction gear mechanism is formed by integrally providing a resin portion made of a resin composition and having gear teeth formed on an outer peripheral surface thereof on the outer periphery of a metal core tube, and the resin composition includes: In a polycondensate of a diamine component composed of a mixture of 1,9-nonanediamine and 2-methyl-1,8-octanediamine and an oxalic acid diester, the ratio of the resin composition is 10 to 40% by mass of the total amount. An electric power steering device comprising a reinforcing fiber material and a melting point of 230 to 240 ° C.
[Selection] Figure 1
Description
本発明は、電動モータによる補助出力を、減速歯車機構を介して車両のステアリング機構に伝達する電動パワーステアリング装置に関する。 The present invention relates to an electric power steering apparatus that transmits auxiliary output from an electric motor to a steering mechanism of a vehicle via a reduction gear mechanism.
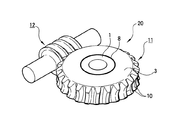
自動車に組み込まれる電動パワーステアリング装置には、電動モータに比較的高回転、低トルクのものが使用されるため、電動モータとステアリングシャフトとの間に減速機構が組み込まれている。減速機構としては、一組で大きな減速比が得られる等の理由から、図3に示されるような、ウォーム12と、ウォーム12に噛み合うウォームホイール11とから構成される電動パワーステアリング装置用減速ギア20(以下、単に「減速ギア」ともいう)が使用されるのが一般的である。ここで、ウォーム12は図2に示す電動モータ100の回転軸に連結しており、駆動歯車に相当し、一方ウォームホイール11は従動歯車に相当する。
In an electric power steering apparatus incorporated in an automobile, an electric motor having a relatively high rotation and low torque is used. Therefore, a speed reduction mechanism is incorporated between the electric motor and the steering shaft. As a speed reduction mechanism, a reduction gear for an electric power steering apparatus including a
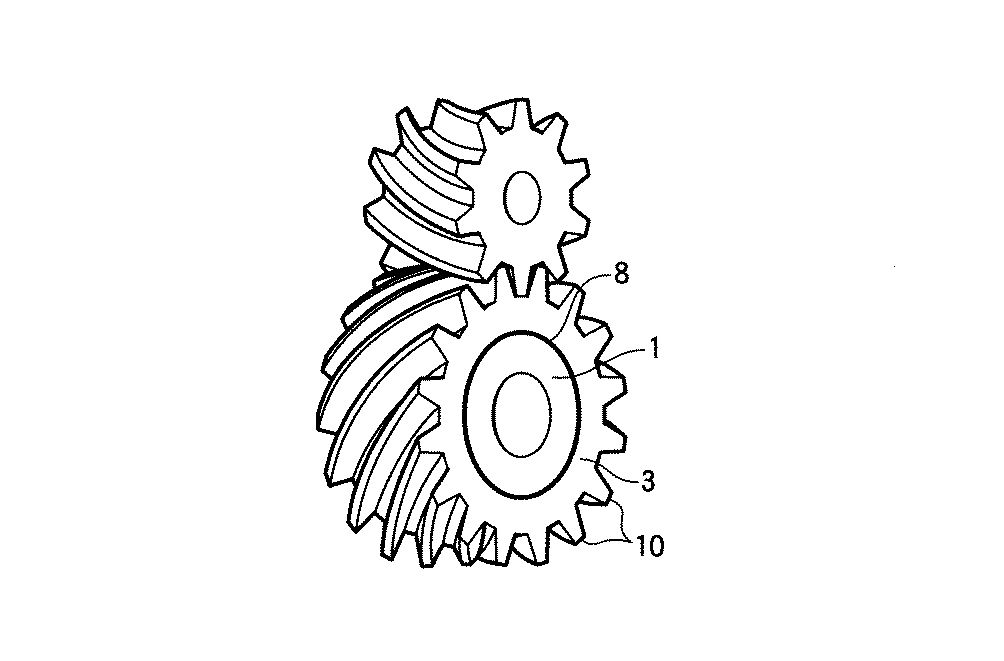
このような減速ギア20では、ウォームホイール11とウォーム12の両方を金属製にすると、ハンドル操作時に歯打ち音や振動音等の不快音が発生するという不具合を生じていた。そこで、ウォームホイール11に、金属製の芯管1の外周に、樹脂製で外周面にギア歯10を形成してなる樹脂部3を、接着剤8を用いるなどして一体化させたものを使用して騒音対策を行っている。
In such a
上記樹脂部3には、例えば、特許文献1に記載されているように、ポリアミド6、ポリアミド66、ポリアセタール、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)等のベース樹脂に、ガラス繊維や炭素繊維等の強化材を配合した材料の他、強化材を含有しないMC(モノマーキャスト)ナイロン、ポリアミド6、ポリアミド66等が使用されている。中でも、寸法安定性やコストを考慮して、強化材を含有しないMCナイロン、ガラス繊維を含有したポリアミド6、ポリアミド66、ポリアミド46等のポリアミド樹脂が主流となっている。
In the
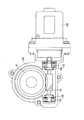
また、減速ギア20のウォーム12は、図2に示すように、一対の玉軸受等の転がり軸受110で支持されて電動モータ100と連結しており、ハウジング120の一対の転がり軸受110の間の空間には、通常、ウォーム12とウォームホイール11との両ギア歯間の潤滑のためにグリースが充填されている。グリースの基油には、鉱油や耐熱性に優れるポリα−オレフィン油が一般に使用されている。
Further, as shown in FIG. 2, the
更に、転がり軸受110に予圧をかけるとともに、タイヤ側からの微小なキックバック入力が入ってきたときに、ウォーム12を軸方向に動かして電動モータ100が回転しないようにし、ハンドル側にキックバックのみの情報を伝えるために、図示されるように、転がり軸受110のウォーム側にゴム製のダンパー130を取り付けているものも知られており、使用されるゴムとしては圧縮永久歪が小さいエチレンアクリルゴムに代表されるアクリルゴムが一般である。
Furthermore, preload is applied to the rolling bearing 110, and when a minute kickback input is input from the tire side, the
しかしながら、樹脂部3を形成する上記の樹脂組成物の中で、脂肪族ポリアミド樹脂は、耐疲労性に優れるものの、吸水性が高く、水分を吸収してウォームホイール11のギア歯10が膨潤し、当初設定されていたウォーム12との隙間が無くなり、更に膨潤するとウォーム12を圧迫する。その結果、ギアの抵抗が大きくなってハンドルが重くなったり、ギアが摩耗や破損を起こして装置全体として機能しなくなることが想定される。
However, among the above resin compositions that form the
また、低吸水性のポリアミド樹脂も知られているが、その融点はポリアミド11で187℃、ポリアミド12で176℃、ポリアミド612で216℃。ポリアミド610で220℃)であり、ポリアミド66(融点265℃)に比べると低くなっている。減速ギア20にもより高温に耐え得ることが要求されてきているが、低吸水性のポリアミド樹脂では十分とはいえない。
Low-absorbing polyamide resins are also known, but their melting points are 187 ° C for
更に、鉱油やポリα−オレフィン油は、金属への濡れ性は良いものの、極性の大きいポリアミド樹脂への濡れ性は悪いという性質があり、そのため金属製のウォーム12のギア歯と、ウォームホイール11のギア歯10との間の潤滑状態は必ずしも十分とは言えない状況にある。
Further, although mineral oil and poly α-olefin oil have good wettability to metal, they have poor wettability to polyamide resin having a large polarity. Therefore, the gear teeth of the
本発明はこのような状況に鑑みてなされたものであり、吸水による膨潤が小さく、ポリα−オレフィン油を基油とするグリースを用いたときの潤滑性にも優れた樹脂部を備え、寸法安定性や耐久性、信頼性を高めた電動パワーステアリング装置を提供することを目的とする。 The present invention has been made in view of such a situation, and includes a resin portion that is less swelled by water absorption and that has excellent lubricity when using grease based on poly α-olefin oil. An object is to provide an electric power steering device with improved stability, durability, and reliability.
上記課題を解決するために本発明は、下記の電動パワーステアリング装置を提供する。
(1)電動モータによる補助出力を、減速歯車機構を介して車両のステアリング機構に伝達する電動パワーステアリング装置であって、前記減速歯車機構の従動歯車が、金属製芯管の外周に、樹脂組成物からなり外周面にギア歯が形成された樹脂部を一体に設けてなり、かつ、
前記樹脂組成物が、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物に、該樹脂組成物全量の10〜40質量%の割合で強化繊維材を配合してなり、融点が230〜240℃であることを特徴とする電動パワーステアリング装置。
(2)前記減速歯車機構を構成する従動歯車と駆動歯車との間に、基油としてポリα−オレフィン油を主成分とするグリース組成物が介在していることを特徴とする上記(1)記載の電動パワーステアリング装置。
(3)前記従動歯車及び駆動歯車が、円筒ウォームギア、はすば歯車、平歯車、かさ歯車またはハイポイドギアであることを特徴とする上記(1)または(2)記載の電動パワーステアリング装置。
In order to solve the above problems, the present invention provides the following electric power steering apparatus.
(1) An electric power steering device for transmitting auxiliary output from an electric motor to a steering mechanism of a vehicle via a reduction gear mechanism, wherein the driven gear of the reduction gear mechanism has a resin composition on the outer periphery of the metal core tube A resin part made of a material and having gear teeth formed on the outer peripheral surface is integrally provided, and
When the resin composition is a polycondensate of a diamine component composed of a mixture of 1,9-nonanediamine and 2-methyl-1,8-octanediamine and an oxalic acid diester, the total amount of the resin composition is 10 to 40. An electric power steering apparatus comprising a reinforcing fiber material in a proportion of mass% and having a melting point of 230 to 240 ° C.
(2) The above-mentioned (1), characterized in that a grease composition mainly composed of poly α-olefin oil as a base oil is interposed between a driven gear and a drive gear constituting the reduction gear mechanism. The electric power steering apparatus as described.
(3) The electric power steering apparatus according to (1) or (2), wherein the driven gear and the driving gear are a cylindrical worm gear, a helical gear, a spur gear, a bevel gear, or a hypoid gear.
本発明によれば、減速ギアのウォームホイールの樹脂部を特定のジアミン成分とシュウジエステルとの重縮合物に強化繊維材を配合して形成したため、吸水による寸法変化を抑えるとともに、ポリα−オレフィン油を基油とするグリースを用いたときの潤滑性にも優れるため、寸法安定性や耐久性、信頼性に優れる電動パワーステアリング装置が得られる。 According to the present invention, since the resin part of the worm wheel of the reduction gear is formed by blending the reinforcing fiber material with the polycondensate of the specific diamine component and Shujiester, the dimensional change due to water absorption is suppressed, and the poly α-olefin Since the lubricity when using grease based on oil is also excellent, an electric power steering device having excellent dimensional stability, durability, and reliability can be obtained.
以下、本発明の一実施形態について図面を参照して詳細に説明する。 Hereinafter, an embodiment of the present invention will be described in detail with reference to the drawings.
本発明において、電装パワーステアリング装置自体の構成には制限がなく、例えば図1に示す電動パワーステアリング装置を例示することができる。図示される電動パワーステアリング装置において、ステアリングコラム50の出力軸60側には、図2及び図3に示したような減速ギア20をハウジング120に収容して構成されるギアボックスが配設されている。
In the present invention, the configuration of the electric power steering apparatus itself is not limited, and an electric power steering apparatus shown in FIG. 1 can be exemplified. In the illustrated electric power steering apparatus, on the
また、ステアリングコラム50は中空になっており、ステアリングシャフト70が挿通され、ハウジング120に収納された転がり軸受90、91により回転自在に支承されている。また、ステアリングシャフト70は中空軸であり、トーションバー80を収容している。そして、ステアリングシャフト70の外周面には、ウォームホイール11が設けてあり、このウォームホイール11にウォーム12が噛合してある。また、これらウォームホイール11とウォーム12とからなる減速ギア20には、図2に示したように、電動モータ100が連結されている。
Further, the
減速ギア20は、図3に示したように、金属製の芯管1の外周に、外周端面にギア歯10を形成した樹脂部3を一体化したウォームホイール11と、金属製のウォーム12とから構成される。尚、ウォームホイール11において、金属製芯管1と樹脂部3とを接着剤8により接着してもよく、接着剤8として例えばシラン系カップリング剤、チタネート系カップリング剤またはトリアジンチオール化合物を用いることができる。
As shown in FIG. 3, the
本発明では、樹脂部3を、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物(以下「特定の重縮合物」)に、強化繊維材を配合した樹脂組成物で形成する。
In the present invention, the
特定の重縮合物の融点は、樹脂部3がより高温に耐え得るように230〜240℃であり、ジアミン成分における(1,9−ノナンジアミン:2−メチル−1,8−オクタンジアミン)比を調整することにより上記融点とすることができる。具体的には、(1,9−ノナンジアミン:2−メチル−1,8−オクタンジアミン)比を5:95〜10:90モル%、好ましくは70:30〜90:10モル%とすることができ、この範囲で上記融点となるように調整する。
The melting point of the specific polycondensate is 230 to 240 ° C. so that the
シュウ酸ジエステルはアミノ基との反応性を有するものであれば特に制限はなく、シュウ酸ジメチル、シュウ酸ジエチル、シュウ酸ジn−(またはi−)プロピル、シュウ酸ジn−(またはi−、またはt−)ブチル等の脂肪族1価アルコールのシュウ酸ジエステル、シュウ酸ジシクロヘキシル等の脂環式アルコールのシュウ酸ジエステル、シュウ酸ジフェニル等の芳香族アルコールのシュウ酸ジエステル等が挙げられる。中でも、炭素原子数が3を超える脂肪族1価アルコールのシュウ酸ジエステル、脂環式アルコールのシュウ酸ジエステル、芳香族アルコールのシュウ酸ジエステルが好ましく、シュウ酸ジブチル及びシュウ酸ジフェニルが特に好ましい。 The oxalic acid diester is not particularly limited as long as it has reactivity with an amino group. Dimethyl oxalate, diethyl oxalate, di-n- (or i-) propyl oxalate, di-n- (or i-) oxalate Or oxalic acid diesters of aliphatic monohydric alcohols such as t-) butyl, oxalic acid diesters of alicyclic alcohols such as dicyclohexyl oxalate, and oxalic acid diesters of aromatic alcohols such as diphenyl oxalate. Of these, oxalic acid diesters of aliphatic monohydric alcohols having 3 or more carbon atoms, oxalic acid diesters of alicyclic alcohols, and oxalic acid diesters of aromatic alcohols are preferred, and dibutyl oxalate and diphenyl oxalate are particularly preferred.
また、ジアミン成分とシュウ酸ジエステルとの比は、(シュウ酸ジエステル/ジアミン成分)比で0.99〜1.01が好適である。 The ratio of the diamine component to the oxalic acid diester is preferably 0.99 to 1.01 in terms of the (oxalic acid diester / diamine component) ratio.
特定の重縮合物の分子量は、強化繊維材を含有した状態で射出成形できる範囲、すなわち数平均分子量で13000〜30000が好ましく、耐疲労性や成形性などを考慮すると数平均分子量で18000〜26000がより好ましい。数平均分子量が13000未満では、分子量が低すぎて耐疲労性が悪く、実用性が低い。これに対して数平均分子量が30000を超える場合には、強化繊維材を規定量含有した状態での溶融粘度が高すぎて、精度よく射出成形することが困難となる。 The molecular weight of the specific polycondensate is preferably in the range that can be injection-molded in the state containing the reinforcing fiber material, that is, the number average molecular weight is preferably 13,000 to 30000, and the number average molecular weight is 18000 to 26000 in consideration of fatigue resistance and moldability. Is more preferable. When the number average molecular weight is less than 13,000, the molecular weight is too low, the fatigue resistance is poor, and the practicality is low. On the other hand, when the number average molecular weight exceeds 30000, the melt viscosity in a state containing the specified amount of the reinforcing fiber material is too high, and it becomes difficult to perform injection molding with high accuracy.
このような特定の重縮合物の飽和吸水率は、0.9〜1.3%であり、従来低吸水性ポリアミドとして使用されているポリアミド66(飽和吸水率5.6%)やポリアミド6(飽和吸水率10.7%)に比べて格段に低く、吸水による寸法変化が非常に小さく、寸法安定性に優れるようになる。 The saturated water absorption of such a specific polycondensate is 0.9 to 1.3%, and polyamide 66 (saturated water absorption 5.6%) and polyamide 6 ( Compared to 10.7% of saturated water absorption, the dimensional change due to water absorption is very small, and the dimensional stability is excellent.
尚、重合方法は、例えば以下に示すような(1)前重縮合工程、(2)後重縮合工程の順で行うのが好ましい。
(1)前重縮合工程
反応器内を窒素置換した後、ジアミン成分とシュウ酸ジエステルとを上記比率で混合する。混合に際してジアミン成分及びシュウ酸ジエステルが共に可溶な溶媒を用いることができ、例えば、トルエン、キシレン、トリクロロベンゼン、フェノール、トリフルオロエタノールなどを用いることができる。そして、例えば、ジアミン成分を溶解したトルエン溶液を50℃に加熱した後、シュウ酸ジエステルを加える。次いで、反応器内を攪拌及び/又は窒素バブリングしながら、常圧下で昇温する。反応温度は、最終到達温度が80〜150℃、好ましくは100〜140℃の範囲になるように制御する。また、最終到達温度での反応時間は3時間〜6時間である。
(2)後重縮合工程
高分子量化を図るために、前重縮合工程で生成した重合物を常圧下において反応器内で徐々に昇温する。昇温過程において前重縮合工程の最終到達温度(80〜150℃)から、最終的に220℃以上300℃以下、好ましくは230℃以上280℃以下、更に好ましくは240℃以上270℃以下の温度範囲にまで到達させる。昇温時間を含めて1〜8時間、好ましくは2〜6時間保持して反応を行うことが好ましい。さらに後重合工程において、必要に応じて減圧下での重合を行うこともできる。減圧重合を行う場合の好ましい最終到達圧力は0.1MPa未満〜13.3Paである。
The polymerization method is preferably performed in the order of (1) pre-polycondensation step and (2) post-polycondensation step as shown below, for example.
(1) Pre-polycondensation step After the inside of the reactor is purged with nitrogen, the diamine component and the oxalic acid diester are mixed in the above ratio. In mixing, a solvent in which both the diamine component and the oxalic acid diester are soluble can be used. For example, toluene, xylene, trichlorobenzene, phenol, trifluoroethanol, or the like can be used. And for example, after heating the toluene solution which melt | dissolved the diamine component to 50 degreeC, oxalic-acid diester is added. Subsequently, it heats up under a normal pressure, stirring and / or nitrogen bubbling in the inside of a reactor. The reaction temperature is controlled so that the final temperature reaches 80 to 150 ° C, preferably 100 to 140 ° C. The reaction time at the final temperature is 3 to 6 hours.
(2) Post-polycondensation step In order to increase the molecular weight, the polymer produced in the pre-polycondensation step is gradually heated in the reactor under normal pressure. From the final temperature reached in the pre-polycondensation step (80 to 150 ° C.) in the temperature raising process, the temperature is finally 220 ° C. or higher and 300 ° C. or lower, preferably 230 ° C. or higher and 280 ° C. or lower, more preferably 240 ° C. or higher and 270 ° C. or lower. Let reach the range. It is preferable to carry out the reaction for 1 to 8 hours including the temperature raising time, preferably 2 to 6 hours. Furthermore, in the post-polymerization step, polymerization can be performed under reduced pressure as necessary. The preferable final ultimate pressure in the case of performing the vacuum polymerization is less than 0.1 MPa to 13.3 Pa.
特定の重縮合物は、それ自身で一定以上の耐久性を示し、ウォームホイール11の相手材であるウォーム12の摩耗に対して有利に働き、減速ギア20として十分に機能するが、より過酷な使用条件で使用されるとギア歯10が破損や摩耗することも想定されるため、信頼性を高めるために強化繊維材を配合する。
The specific polycondensate itself exhibits a certain level of durability, works favorably against wear of the
強化繊維材としては、ガラス繊維、炭素繊維、チタン酸カリウムウィスカー、ホウ酸アルミニウムウィスカー等が好ましく、特定の重縮合物との接着性を考慮してシランカプッリング剤で表面処理したものが更に好ましい。また、これらの強化繊維材は複数種を組み合わせて使用することができる。衝撃強度を考慮すると、ガラス繊維や炭素繊維等の繊維状物を配合することが好ましく、更にウォ−ム12の損傷を考慮するとウィスカー状物を繊維状物と組み合わせて配合することが好ましい。混合使用する場合の混合比は、繊維状物及びウィスカー状物の種類により異なり、衝撃強度やウォーム12の損傷等を考慮して適宜選択される。また、ガラス繊維は、少ない配合量で高強度化及び耐摩耗性の改善が可能な平均繊維径が5〜7μmのもの、あるいは異形断面のものがより好適である。
As the reinforcing fiber material, glass fiber, carbon fiber, potassium titanate whisker, aluminum borate whisker and the like are preferable, and those treated with a silane coupling agent in consideration of adhesiveness with a specific polycondensate are more preferable. . Moreover, these reinforcing fiber materials can be used in combination of multiple types. Considering the impact strength, it is preferable to mix a fibrous material such as glass fiber or carbon fiber, and considering the damage of the
また、強化繊維材は、全体の10〜40重量%、特に15〜30重量%の割合で配合することが好ましい。強化繊維材の配合量が10重量%未満の場合には、機械的強度の改善が少なく好ましくない。強化繊維材の配合量が40重量%を超える場合には、ウォーム12を損傷し易くなり、ウォーム12の摩耗が促進されて減速ギアとしての耐久性が不足する可能性があり好ましくない。
Moreover, it is preferable to mix | blend a reinforcing fiber material in the ratio of 10 to 40 weight% of the whole, especially 15 to 30 weight%. When the amount of the reinforcing fiber material is less than 10% by weight, the mechanical strength is hardly improved, which is not preferable. When the amount of the reinforcing fiber material exceeds 40% by weight, the
更に、特定の重縮合物には、成形時及び使用時の熱による劣化を防止するために、ヨウ化物系熱安定化剤やアミン系酸化防止剤を、それぞれ単独あるいは併用して添加されていてもよい。 Furthermore, in order to prevent deterioration due to heat during molding and use, iodide-based heat stabilizers and amine-based antioxidants are added to specific polycondensates, either alone or in combination. Also good.
上記の如く構成される電動パワーステアリング装置では更に、従来と同様に、ハウジング120の一対の転がり軸受110の間の空間に、ウォーム12とウォームホイール11との両ギア歯間の潤滑のためのグリースが充填される(図2参照)。本発明では、特定の重縮合物との濡れ性を考慮して、ポリα−オレフィン油を主成分とする基油を含むグリースを用いることが好ましい。特定の重縮合物は、アミド基間に長い炭化水素鎖または芳香族環を含有しない分子構造であるため、ポリアミド6やポリアミド66に比べてポリα−オレフィン油との濡れ性に優れる。
In the electric power steering apparatus configured as described above, the grease for lubrication between the gear teeth of the
ここで、主成分とは、ポリα−オレフィン油が基油全量の50質量%を超えることを意味し、好ましくは70質量%以上をポリα−オレフィン油とする。ポリα−オレフィン油と混合できる潤滑油としては、ポリα−オレフィン油の潤滑性を改善させる効果があることから、ジエステル油や芳香族エステル油等が挙げられる。 Here, the main component means that the poly α-olefin oil exceeds 50% by mass of the total amount of the base oil, and preferably 70% by mass or more is the poly α-olefin oil. Examples of the lubricating oil that can be mixed with the poly α-olefin oil include diester oil and aromatic ester oil because of the effect of improving the lubricity of the poly α-olefin oil.
また、基油の動粘度は40〜220mm2/s(40℃)が好ましく、ジエステル油や芳香族エステル油等と混合する場合は、混合油としてこの動粘度範囲とする。 In addition, the kinematic viscosity of the base oil is preferably 40 to 220 mm 2 / s (40 ° C.).
増ちょう剤には制限は無く、金属石けんやウレア化合物を使用できるが、特定の重縮合物に構造が類似し、吸着性に優れるウレア化合物が好ましい。また、増ちょう剤の配合量も上記基油とともにグリースを形成し得る限り制限されるものではないが、グリース全量の10〜20重量%が適当である。 The thickener is not limited, and metal soaps and urea compounds can be used, but urea compounds that are similar in structure to a specific polycondensate and excellent in adsorptivity are preferred. Further, the blending amount of the thickener is not limited as long as the grease can be formed with the base oil, but 10 to 20% by weight of the total amount of the grease is appropriate.
グリースには、必要に応じて種々の添加剤を添加することもできる。例えば、アミン系やフェノール系等の酸化防止剤、カルシウムスルホネート等の防錆剤、ジチオカルバミン酸モリブデン等の極圧添加剤、モンタン酸エステルワックス、モンタン酸エステル部分けん化ワックス、オレイン酸等の油性向上剤等を添加することができる。 Various additives may be added to the grease as necessary. For example, amine-based and phenol-based antioxidants, rust preventives such as calcium sulfonate, extreme pressure additives such as molybdenum dithiocarbamate, montanic acid ester wax, montanic acid ester partly saponified wax, oleic acid and other oil improvers Etc. can be added.
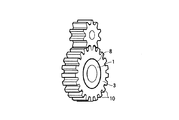
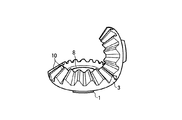
尚、本発明の電動パワーステアリング装置では、減速ギア20として、上記したウォームホイール11及びウォーム12以外にも、図4に示す平歯車、図5に示すはすば歯車、図6に示すかさ歯車、図7に示すハイポイドギア等が可能であり、何れもウォームホイール11を、金属製芯管1の外周に、上記樹脂組成物からなり、その外周面にギヤ歯10が形成された樹脂部3を、接着剤8を用いるなどして一体化して構成する。
In the electric power steering apparatus of the present invention, as the
以下に実施例及び比較例を挙げて本発明を更に説明するが、本発明はこれにより何ら制限されるものではない。 Examples The present invention will be further described below with reference to examples and comparative examples, but the present invention is not limited thereby.
(実施例1)
1,9−ノナンジアミンを85モル%及び2−メチル−1,8−オクタンジアミンを15モル%からなるジアミン成分と、シュウ酸ジブチルとを1:1の割合で重合させて得た重縮合物Aを調製した。重縮合物Aの数平均分子量は22000で、融点は235℃であった。尚、重縮合物Aには、熱安定剤としてヨウ化銅系熱安定化剤を添加した。
Example 1
Polycondensate A obtained by polymerizing diamine component consisting of 85 mol% of 1,9-nonanediamine and 15 mol% of 2-methyl-1,8-octanediamine and dibutyl oxalate in a ratio of 1: 1. Was prepared. The number average molecular weight of the polycondensate A was 22,000, and the melting point was 235 ° C. In addition, to the polycondensate A, a copper iodide heat stabilizer was added as a heat stabilizer.
次いで、重縮合物Aに、シランカップリング剤で処理したガラス繊維(平均繊維径6.5μm)を25質量%の割合となるように配合して樹脂組成物を調製した。 Next, a resin composition was prepared by blending the polycondensate A with glass fibers (average fiber diameter 6.5 μm) treated with a silane coupling agent at a ratio of 25 mass%.
そして、クロスローレット加工を施し、脱脂した外径45mm、幅13mmのS45C製の芯管を、スプルー及びディスクゲートを装着した金型に配置し、上記の樹脂組成物を射出成形して外径60mm、幅13mmの外周部にヘリカルギア歯を有するものを作製した。次いで、ボブカッターを用いて切削加工してギア歯の仕上げを行い、ウォームホイール試験体を作製した。 Then, the S45C core tube having an outer diameter of 45 mm and a width of 13 mm, which has been subjected to cross knurling, is placed in a mold equipped with a sprue and a disk gate, and the above resin composition is injection-molded to have an outer diameter of 60 mm. A product having helical gear teeth on the outer peripheral portion having a width of 13 mm was prepared. Next, gear teeth were finished by cutting using a bob cutter, and a worm wheel specimen was produced.
(実施例2)
ジアミン成分を、1,9−ノナンジアミンを6モル%、2−メチル−1,8−オクタンジアミンを94モル%とした以外は実施例1と同様にして重縮合物Bを調製し、同様にしてウォームホイール試験体を作製した。尚、重縮合物Bの数平均分子量は22000で、融点は232℃であった。
(Example 2)
A polycondensate B was prepared in the same manner as in Example 1 except that the diamine component was changed to 6 mol% of 1,9-nonanediamine and 94 mol% of 2-methyl-1,8-octanediamine. A worm wheel specimen was prepared. The polycondensate B had a number average molecular weight of 22,000 and a melting point of 232 ° C.
(比較例1)
シランカップリング剤で処理したガラス繊維(平均繊維径13μm)を30質量%の割合で含有するポリアミド66(宇部興産製「ナイロン2020GU6」:Cu系熱安定剤含有、数平均分子量20000、融点265℃)を用いて同様のウォームホイール試験体を作製した。
(Comparative Example 1)
Polyamide 66 (“Nylon 2020GU6” manufactured by Ube Industries, Ltd.) containing a glass fiber (average fiber diameter of 13 μm) treated with a silane coupling agent: Cu-based heat stabilizer contained, number average molecular weight 20000, melting point 265 ° C. ) Was used to produce a similar worm wheel specimen.
(比較例2)
ジアミン成分を、1,9−ノナンジアミンを50モル%、2−メチル−1,8−オクタンジアミンを50モル%とした以外は実施例1と同様にして重縮合物Cを調製し、同様にしてウォームホイール試験体を作製した。尚、重縮合物Cの数平均分子量は22000で、融点は206℃であった。
(Comparative Example 2)
A polycondensate C was prepared in the same manner as in Example 1 except that the diamine component was changed to 50 mol% of 1,9-nonanediamine and 50 mol% of 2-methyl-1,8-octanediamine. A worm wheel specimen was prepared. The polycondensate C had a number average molecular weight of 22,000 and a melting point of 206 ° C.
(比較例3)
シランカップリング剤で処理したガラス繊維(平均繊維径10μm)を30質量%の割合で含有するポリアミド9T(クラレ製「ジェネスタG1300A」:熱安定剤含有グレード、融点304℃)を用いて同様のウォームホイール試験体を作製した。
(Comparative Example 3)
The same worm using polyamide 9T (Kuraray “Genesta G1300A”: thermal stabilizer containing grade, melting point 304 ° C.) containing glass fiber (
表1に、上記の実施例及び比較例の各樹脂組成物の組成及び融点を示す。 Table 1 shows the compositions and melting points of the resin compositions of the above Examples and Comparative Examples.
また、上記の実施例及び比較例の各ウォームホイール試験体について、下記に示すように寸法安定性及び耐久性を評価した。結果を表2に示す。
(1)寸法安定性
ウォームホイール試験体を下記条件Iまたは条件IIの下に放置し、放置後にギア外径寸法を測定し、放置前のギア外径寸法からの変化量を求めた。何れの条件でも変化量が40μm以下の場合を合格「〇」、40μmを超える場合を不合格「×」とした。
・条件I:60℃、90%RH、70時間
・条件II:80℃、90%RH、300時間
(2)耐久性
ウォームホイール試験体を実際の電動パワーステアリング装置の減速ギアに組み込み、下記条件I〜IIIにて操舵操作を繰り返し行った。減速ギアには、ポリα−オレフィン油(動粘度;8mm2/s@40℃)を基油とし、脂肪族ジウレア化合物を増ちょう剤(増ちょう剤量:13質量%)とし、ポリエチレンワックス(摩耗防止剤)及び4,4´―ジオクチルジフェニルアミン(酸化防止剤)及び中性カルシウムスルホネート(防錆剤)を添加し、ちょう度No.2に調整したグリースを充填した。何れの条件でも、10万回の操舵に耐え得る場合を合格「〇」、10万回の操舵に耐えられなかった場合を不合格「×」とした。
・条件I :30℃、50%RH
・条件II :50℃、90%RH
・条件III:80℃、50%RH
Moreover, about each worm wheel test body of said Example and comparative example, dimensional stability and durability were evaluated as shown below. The results are shown in Table 2.
(1) Dimensional stability The worm wheel specimen was left under the following conditions I or II, the gear outer diameter was measured after being left, and the amount of change from the gear outer diameter before being left was determined. In any condition, the case where the amount of change was 40 μm or less was regarded as acceptable “◯”, and the case where the amount of change exceeded 40 μm was regarded as unacceptable “x”.
・ Condition I: 60 ° C., 90% RH, 70 hours ・ Condition II: 80 ° C., 90% RH, 300 hours (2) Durability A worm wheel specimen is incorporated in the reduction gear of an actual electric power steering device. Steering operation was repeatedly performed in I-III. For the reduction gear, a poly α-olefin oil (kinematic viscosity; 8 mm 2 / s @ 40 ° C.) is used as a base oil, an aliphatic diurea compound is used as a thickener (thickener amount: 13% by mass), and a polyethylene wax ( Antiwear agent), 4,4′-dioctyldiphenylamine (antioxidant) and neutral calcium sulfonate (rust inhibitor). The grease adjusted to 2 was filled. In any condition, a case where the vehicle could endure 100,000 times of steering was “good”, and a case where it could not endure 100,000 times of steering was determined as “failed”.
Condition I: 30 ° C., 50% RH
Condition II: 50 ° C., 90% RH
Condition III: 80 ° C., 50% RH
表2に示すように、本発明に従う実施例1,2は、何れの条件下でも寸法安定性及び耐久性に優れている。これに対し、従来の樹脂材料であるポリアミド66を用いた比較例1では、高温、高湿度の過酷な条件では寸法安定性及び耐久性に劣るようになる。また、比較例2の重縮合物Cを用いた場合には、融点が低く、高温での耐久性が低下している。更に、ポリアミド9Tを用いた比較例3では、寸法安定性は問題がないものの、ポリα−オレフィン油を基油とするグリースとの濡れ性が悪いため、樹脂の摩耗の進行が早く、何れの条件でも耐久性に劣っている。 As shown in Table 2, Examples 1 and 2 according to the present invention are excellent in dimensional stability and durability under any conditions. On the other hand, Comparative Example 1 using polyamide 66, which is a conventional resin material, is inferior in dimensional stability and durability under severe conditions of high temperature and high humidity. Moreover, when the polycondensate C of Comparative Example 2 is used, the melting point is low and the durability at high temperature is lowered. Further, in Comparative Example 3 using polyamide 9T, although there is no problem in dimensional stability, since the wettability with grease based on poly α-olefin oil is poor, the wear of the resin progresses quickly. It is inferior in durability even under conditions.
1 芯管
3 樹脂部
10 ギア歯
11 ウォームホイール
12 ウォーム
20 減速ギア
50 ステアリングコラム
70 ステアリングシャフト
90 軸受
91 軸受
100 電動モータ
110 転がり軸受
120 ハウジング
130 ダンパー
DESCRIPTION OF SYMBOLS 1
Claims (3)
前記減速歯車機構の従動歯車が、金属製芯管の外周に、樹脂組成物からなり外周面にギア歯が形成された樹脂部を一体に設けてなり、かつ、
前記樹脂組成物が、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物に、該樹脂組成物全量の10〜40質量%の割合で強化繊維材を配合してなり、融点が230〜240℃であることを特徴とする電動パワーステアリング装置。 An electric power steering device that transmits auxiliary output by an electric motor to a steering mechanism of a vehicle via a reduction gear mechanism,
The driven gear of the reduction gear mechanism is integrally provided with a resin portion made of a resin composition and formed with gear teeth on the outer peripheral surface on the outer periphery of the metal core tube, and
When the resin composition is a polycondensate of a diamine component composed of a mixture of 1,9-nonanediamine and 2-methyl-1,8-octanediamine and an oxalic acid diester, the total amount of the resin composition is 10 to 40. An electric power steering apparatus comprising a reinforcing fiber material in a proportion of mass% and having a melting point of 230 to 240 ° C.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011277288A JP2013126830A (en) | 2011-12-19 | 2011-12-19 | Electric power steering device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011277288A JP2013126830A (en) | 2011-12-19 | 2011-12-19 | Electric power steering device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013126830A true JP2013126830A (en) | 2013-06-27 |
Family
ID=48777629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011277288A Pending JP2013126830A (en) | 2011-12-19 | 2011-12-19 | Electric power steering device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013126830A (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266364A (en) * | 1988-08-31 | 1990-03-06 | Koyo Seiko Co Ltd | Resin-made gear |
| JP2004345595A (en) * | 2003-05-26 | 2004-12-09 | Nsk Ltd | Electric power steering device |
| WO2008072754A1 (en) * | 2006-12-11 | 2008-06-19 | Ube Industries, Ltd. | Polyamide resin |
| JP2009202754A (en) * | 2008-02-28 | 2009-09-10 | Nsk Ltd | Reduction gear mechanism for electric power steering device |
| JP2010077205A (en) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | Polyamide resin composition |
| JP2010077207A (en) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | Polyamide resin composition |
-
2011
- 2011-12-19 JP JP2011277288A patent/JP2013126830A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266364A (en) * | 1988-08-31 | 1990-03-06 | Koyo Seiko Co Ltd | Resin-made gear |
| JP2004345595A (en) * | 2003-05-26 | 2004-12-09 | Nsk Ltd | Electric power steering device |
| WO2008072754A1 (en) * | 2006-12-11 | 2008-06-19 | Ube Industries, Ltd. | Polyamide resin |
| JP2009202754A (en) * | 2008-02-28 | 2009-09-10 | Nsk Ltd | Reduction gear mechanism for electric power steering device |
| JP2010077205A (en) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | Polyamide resin composition |
| JP2010077207A (en) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | Polyamide resin composition |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4182978B2 (en) | Electric power steering device and resin gear used therefor | |
| JP4566909B2 (en) | Grease composition for resin lubrication and electric power steering device | |
| JP6044584B2 (en) | Gear for electric power steering device | |
| JP2005247971A (en) | Grease composition for resin lubrication, gear device, and electric power steering device | |
| JP2006044306A (en) | Electric power steering device | |
| KR20140107497A (en) | Sliding element for use in an engine or chain transmission apparatus | |
| JP2013126830A (en) | Electric power steering device | |
| JP2004345595A (en) | Electric power steering device | |
| JP2004301268A (en) | Electric power steering device | |
| JP2004314916A (en) | Electric power steering device | |
| JP2007176227A (en) | Reduction gear for electric power steering device | |
| JP4352667B2 (en) | Electric power steering device | |
| JP2011111112A (en) | Telescopic shaft for vehicle steering | |
| JP2013167295A (en) | Rolling bearing | |
| JP2008265701A (en) | Electric power steering device | |
| JP2022069966A (en) | Electric power steering device | |
| JP4352668B2 (en) | Electric power steering device | |
| JP2006335286A (en) | Electric power steering device | |
| JP2009202754A (en) | Reduction gear mechanism for electric power steering device | |
| JP2006027464A (en) | Electric power steering device | |
| JP2016064714A (en) | Reduction gear for electric power steering device and electric power steering device | |
| JP2013095221A (en) | Electric power steering gear | |
| KR101799213B1 (en) | Worm wheel-resin for electronic power steering and Worm wheel manufactured by the same | |
| JP2005007912A (en) | Electric power steering device | |
| JP2004338481A (en) | Electric power steering device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140210 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141202 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150929 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160412 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160705 |