JP2013126830A - 電動パワーステアリング装置 - Google Patents
電動パワーステアリング装置 Download PDFInfo
- Publication number
- JP2013126830A JP2013126830A JP2011277288A JP2011277288A JP2013126830A JP 2013126830 A JP2013126830 A JP 2013126830A JP 2011277288 A JP2011277288 A JP 2011277288A JP 2011277288 A JP2011277288 A JP 2011277288A JP 2013126830 A JP2013126830 A JP 2013126830A
- Authority
- JP
- Japan
- Prior art keywords
- gear
- electric power
- power steering
- resin composition
- steering device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Power Steering Mechanism (AREA)
- Gears, Cams (AREA)
- Reinforced Plastic Materials (AREA)
- Polyamides (AREA)
Abstract
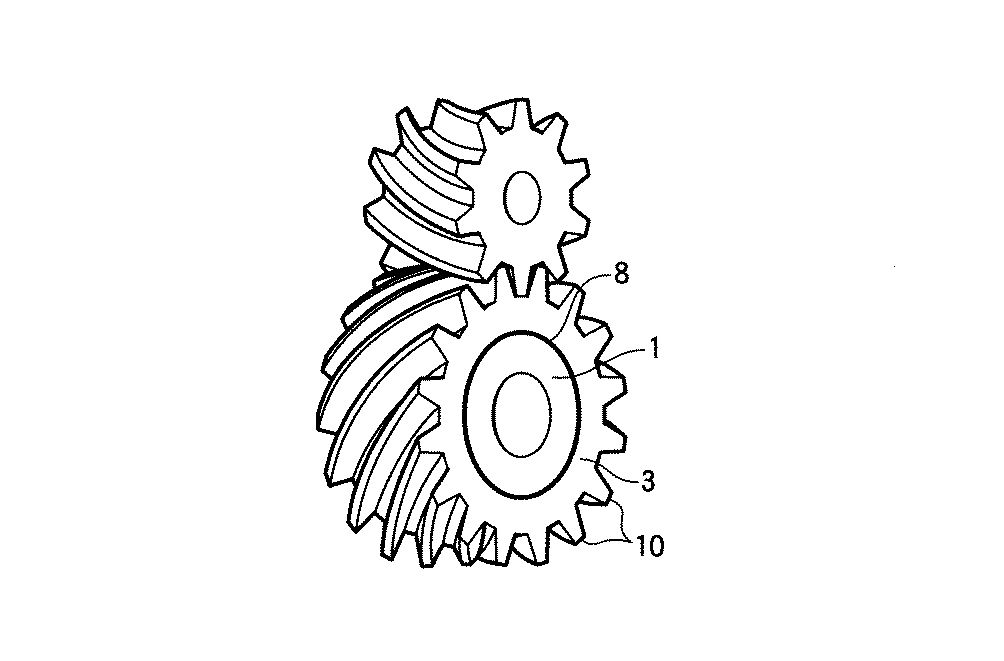
【解決手段】減速歯車機構の従動歯車が、金属製芯管の外周に、樹脂組成物からなり外周面にギア歯が形成された樹脂部を一体に設けてなり、かつ、前記樹脂組成物が、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物に、該樹脂組成物全量の10〜40質量%の割合で強化繊維材を配合してなり、融点が230〜240℃であることことを特徴とする電動パワーステアリング装置。
【選択図】図1
Description
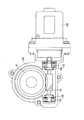
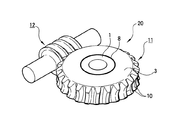
(1)電動モータによる補助出力を、減速歯車機構を介して車両のステアリング機構に伝達する電動パワーステアリング装置であって、前記減速歯車機構の従動歯車が、金属製芯管の外周に、樹脂組成物からなり外周面にギア歯が形成された樹脂部を一体に設けてなり、かつ、
前記樹脂組成物が、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物に、該樹脂組成物全量の10〜40質量%の割合で強化繊維材を配合してなり、融点が230〜240℃であることを特徴とする電動パワーステアリング装置。
(2)前記減速歯車機構を構成する従動歯車と駆動歯車との間に、基油としてポリα−オレフィン油を主成分とするグリース組成物が介在していることを特徴とする上記(1)記載の電動パワーステアリング装置。
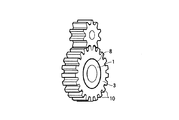
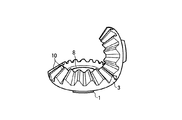
(3)前記従動歯車及び駆動歯車が、円筒ウォームギア、はすば歯車、平歯車、かさ歯車またはハイポイドギアであることを特徴とする上記(1)または(2)記載の電動パワーステアリング装置。
(1)前重縮合工程
反応器内を窒素置換した後、ジアミン成分とシュウ酸ジエステルとを上記比率で混合する。混合に際してジアミン成分及びシュウ酸ジエステルが共に可溶な溶媒を用いることができ、例えば、トルエン、キシレン、トリクロロベンゼン、フェノール、トリフルオロエタノールなどを用いることができる。そして、例えば、ジアミン成分を溶解したトルエン溶液を50℃に加熱した後、シュウ酸ジエステルを加える。次いで、反応器内を攪拌及び/又は窒素バブリングしながら、常圧下で昇温する。反応温度は、最終到達温度が80〜150℃、好ましくは100〜140℃の範囲になるように制御する。また、最終到達温度での反応時間は3時間〜6時間である。
(2)後重縮合工程
高分子量化を図るために、前重縮合工程で生成した重合物を常圧下において反応器内で徐々に昇温する。昇温過程において前重縮合工程の最終到達温度(80〜150℃)から、最終的に220℃以上300℃以下、好ましくは230℃以上280℃以下、更に好ましくは240℃以上270℃以下の温度範囲にまで到達させる。昇温時間を含めて1〜8時間、好ましくは2〜6時間保持して反応を行うことが好ましい。さらに後重合工程において、必要に応じて減圧下での重合を行うこともできる。減圧重合を行う場合の好ましい最終到達圧力は0.1MPa未満〜13.3Paである。
1,9−ノナンジアミンを85モル%及び2−メチル−1,8−オクタンジアミンを15モル%からなるジアミン成分と、シュウ酸ジブチルとを1:1の割合で重合させて得た重縮合物Aを調製した。重縮合物Aの数平均分子量は22000で、融点は235℃であった。尚、重縮合物Aには、熱安定剤としてヨウ化銅系熱安定化剤を添加した。
ジアミン成分を、1,9−ノナンジアミンを6モル%、2−メチル−1,8−オクタンジアミンを94モル%とした以外は実施例1と同様にして重縮合物Bを調製し、同様にしてウォームホイール試験体を作製した。尚、重縮合物Bの数平均分子量は22000で、融点は232℃であった。
シランカップリング剤で処理したガラス繊維(平均繊維径13μm)を30質量%の割合で含有するポリアミド66(宇部興産製「ナイロン2020GU6」:Cu系熱安定剤含有、数平均分子量20000、融点265℃)を用いて同様のウォームホイール試験体を作製した。
ジアミン成分を、1,9−ノナンジアミンを50モル%、2−メチル−1,8−オクタンジアミンを50モル%とした以外は実施例1と同様にして重縮合物Cを調製し、同様にしてウォームホイール試験体を作製した。尚、重縮合物Cの数平均分子量は22000で、融点は206℃であった。
シランカップリング剤で処理したガラス繊維(平均繊維径10μm)を30質量%の割合で含有するポリアミド9T(クラレ製「ジェネスタG1300A」:熱安定剤含有グレード、融点304℃)を用いて同様のウォームホイール試験体を作製した。
(1)寸法安定性
ウォームホイール試験体を下記条件Iまたは条件IIの下に放置し、放置後にギア外径寸法を測定し、放置前のギア外径寸法からの変化量を求めた。何れの条件でも変化量が40μm以下の場合を合格「〇」、40μmを超える場合を不合格「×」とした。
・条件I:60℃、90%RH、70時間
・条件II:80℃、90%RH、300時間
(2)耐久性
ウォームホイール試験体を実際の電動パワーステアリング装置の減速ギアに組み込み、下記条件I〜IIIにて操舵操作を繰り返し行った。減速ギアには、ポリα−オレフィン油(動粘度;8mm2/s@40℃)を基油とし、脂肪族ジウレア化合物を増ちょう剤(増ちょう剤量:13質量%)とし、ポリエチレンワックス(摩耗防止剤)及び4,4´―ジオクチルジフェニルアミン(酸化防止剤)及び中性カルシウムスルホネート(防錆剤)を添加し、ちょう度No.2に調整したグリースを充填した。何れの条件でも、10万回の操舵に耐え得る場合を合格「〇」、10万回の操舵に耐えられなかった場合を不合格「×」とした。
・条件I :30℃、50%RH
・条件II :50℃、90%RH
・条件III:80℃、50%RH
3 樹脂部
10 ギア歯
11 ウォームホイール
12 ウォーム
20 減速ギア
50 ステアリングコラム
70 ステアリングシャフト
90 軸受
91 軸受
100 電動モータ
110 転がり軸受
120 ハウジング
130 ダンパー
Claims (3)
- 電動モータによる補助出力を、減速歯車機構を介して車両のステアリング機構に伝達する電動パワーステアリング装置であって、
前記減速歯車機構の従動歯車が、金属製芯管の外周に、樹脂組成物からなり外周面にギア歯が形成された樹脂部を一体に設けてなり、かつ、
前記樹脂組成物が、1,9−ノナンジアミンと2−メチル−1,8−オクタンジアミンとの混合物からなるジアミン成分と、シュウ酸ジエステルとの重縮合物に、該樹脂組成物全量の10〜40質量%の割合で強化繊維材を配合してなり、融点が230〜240℃であることを特徴とする電動パワーステアリング装置。 - 前記減速歯車機構を構成する従動歯車と駆動歯車との間に、基油としてポリα−オレフィン油を主成分とするグリース組成物が介在していることを特徴とする請求項1記載の電動パワーステアリング装置。
- 前記従動歯車及び駆動歯車が、円筒ウォームギア、はすば歯車、平歯車、かさ歯車またはハイポイドギアであることを特徴とする請求項1または2記載の電動パワーステアリング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011277288A JP2013126830A (ja) | 2011-12-19 | 2011-12-19 | 電動パワーステアリング装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011277288A JP2013126830A (ja) | 2011-12-19 | 2011-12-19 | 電動パワーステアリング装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013126830A true JP2013126830A (ja) | 2013-06-27 |
Family
ID=48777629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011277288A Pending JP2013126830A (ja) | 2011-12-19 | 2011-12-19 | 電動パワーステアリング装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013126830A (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266364A (ja) * | 1988-08-31 | 1990-03-06 | Koyo Seiko Co Ltd | 樹脂製歯車 |
| JP2004345595A (ja) * | 2003-05-26 | 2004-12-09 | Nsk Ltd | 電動パワーステアリング装置 |
| WO2008072754A1 (ja) * | 2006-12-11 | 2008-06-19 | Ube Industries, Ltd. | ポリアミド樹脂 |
| JP2009202754A (ja) * | 2008-02-28 | 2009-09-10 | Nsk Ltd | 電動パワーステアリング装置用減速ギヤ機構 |
| JP2010077205A (ja) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | ポリアミド樹脂組成物 |
| JP2010077207A (ja) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | ポリアミド樹脂組成物 |
-
2011
- 2011-12-19 JP JP2011277288A patent/JP2013126830A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0266364A (ja) * | 1988-08-31 | 1990-03-06 | Koyo Seiko Co Ltd | 樹脂製歯車 |
| JP2004345595A (ja) * | 2003-05-26 | 2004-12-09 | Nsk Ltd | 電動パワーステアリング装置 |
| WO2008072754A1 (ja) * | 2006-12-11 | 2008-06-19 | Ube Industries, Ltd. | ポリアミド樹脂 |
| JP2009202754A (ja) * | 2008-02-28 | 2009-09-10 | Nsk Ltd | 電動パワーステアリング装置用減速ギヤ機構 |
| JP2010077205A (ja) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | ポリアミド樹脂組成物 |
| JP2010077207A (ja) * | 2008-09-24 | 2010-04-08 | Ube Ind Ltd | ポリアミド樹脂組成物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4182978B2 (ja) | 電動パワーステアリング装置及びそれに使用する樹脂歯車 | |
| JP4566909B2 (ja) | 樹脂潤滑用グリース組成物及び電動パワーステアリング装置 | |
| JP6044584B2 (ja) | 電気パワーステアリング装置用のギア | |
| JP2005247971A (ja) | 樹脂潤滑用グリース組成物、ギア装置及び電動パワーステアリング装置 | |
| JP2006044306A (ja) | 電動パワーステアリング装置 | |
| KR20140107497A (ko) | 엔진 또는 체인 트랜스미션 장치에 사용하기 위한 슬라이딩 요소 | |
| JP2013126830A (ja) | 電動パワーステアリング装置 | |
| JP2004345595A (ja) | 電動パワーステアリング装置 | |
| JP2004301268A (ja) | 電動パワーステアリング装置 | |
| JP2004314916A (ja) | 電動パワーステアリング装置 | |
| JP2007176227A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP4352667B2 (ja) | 電動パワーステアリング装置 | |
| JP2011111112A (ja) | 車両ステアリング用伸縮軸 | |
| JP2013167295A (ja) | 転がり軸受 | |
| JP2008265701A (ja) | 電動パワーステアリング装置 | |
| JP2022069966A (ja) | 電動パワーステアリング装置 | |
| JP4352668B2 (ja) | 電動パワーステアリング装置 | |
| JP2006335286A (ja) | 電動パワーステアリング装置 | |
| JP2009202754A (ja) | 電動パワーステアリング装置用減速ギヤ機構 | |
| JP2006027464A (ja) | 電動パワーステアリング装置 | |
| JP2016064714A (ja) | 電動パワーステアリング装置用減速ギヤ及び電動パワーステアリング装置 | |
| JP2013095221A (ja) | 電動パワーステアリング装置用ギヤ | |
| KR101799213B1 (ko) | Eps용 웜휠 수지 및 이로 제조한 eps용 웜휠 | |
| JP2005007912A (ja) | 電動パワーステアリング装置 | |
| JP2004338481A (ja) | 電動パワーステアリング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140210 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141202 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150929 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151208 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160412 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160705 |